Настоящее изобретение относится к системе для сборки компонента на каркасе кузова автомобиля, содержащей:
- устройство, выполненное с возможностью прижимания указанного компонента, к указанному каркасу кузова в надлежащем положении сборки;
- центр для сварки или крепления указанного компонента на каркасе кузова; и
- линию конвейера для транспортировки до сварочного центра последовательности каркасов кузова и для выгрузки из сварочного центра указанных каркасов кузова с собранным там указанным компонентом.
Следует отметить, что в настоящем описании, так же как в приложенной формуле изобретения, под "каркасом кузова" понимается корпус автомобиля или любая его подсборка, такая, например, как рама.
Целью настоящего изобретения является обеспечение сборочной системы, которая позволит доводить до конца процесс сборки, отличающийся более коротким временем циклов, благодаря конструкции, которая является простой и ограниченной в цене.
В дополнение, целью дальнейшего настоящего изобретения является обеспечение сборочной системы способностью оперирования с различными моделями автомобиля.
Одна или больше указанных целей достигается посредством системы сборки имеющей технические характеристики п. 1 формулы изобретения. Объектом настоящего изобретения является также способ сборки по п. 9 формулы изобретения.
Описанная здесь система, отличается тем, что прижимающее устройство снабжено приспособлениями для захватывания указанного компонента и содержит первое манипуляторное средство, для приведения указанного устройства в положение соединения с указанным компонентом в позиции захвата, согласно заданному взаимному расположению, и для перенесения указанного устройства соединенного с указанным компонентом к каркасу кузова, который установлен в положении на указанной линии конвейера перед указанным сварочным центром, с целью прикрепления его к указанному каркасу кузова согласно заданному взаимному расположению, посредством чего указанный компонент приходит, чтобы занять указанное заданное положение сборки.
Сборочная система, описанная здесь, скомпонована для позиционирования компонента в его правильное положение сборки, по отношению к каркасу кузова, уже находящемуся в позиции перед сварочным центром, таким образом, что в указанном центре задействована только сварка компонента и притом его не позиционирующая. Как будет показано далее, это способствует снижению оперативного времени системы так, как время позиционирования компонента включает отдельный цикл, выполняемый перед сварочным центром.
Согласно указанной системе, вышеупомянутое захватывающее и прижимающее устройство, после того как оно однажды было присоединено к компоненту и закреплено к каркасу автомобиля, транспортируется вместе с последним по линии конвейера вплоть до сварочного центра. Система содержит второе манипуляторное средство, выполненное с возможностью удалять указанное устройство с каркаса кузова, после завершения операций сварки компонента на указанной конструкции.
В различных предпочитаемых вариантах осуществления, указанное устройство заранее подготовлено для того, чтобы быть поддерживаемым самим каркасом кузова.
Как будет показано далее в деталях, в различных вариантах осуществления, система содержит место хранения, на которое поступает освобождаемое после применения захватывающее и прижимающее устройство, и которое заранее подготовлено для взаимодействия с вышеупомянутым первым и вторым манипуляторными приспособлениями. В различных вариантах осуществления, первые манипуляторные приспособления сконструированы, чтобы захватывать устройство с указанного места хранения, где вышеупомянутые вторые манипуляторные приспособления выполнены так, чтобы приводить освобождаемое устройство на указанное место при окончании операции сварки указанного компонента.
В различных вариантах осуществления, место хранения содержит конструкцию, которая проходит вдоль линии конвейера системы и взаимодействует со своей верхней по потоку стороны (по отношению к направлению продвижения каркасов кузова вдоль линии конвейера), с первыми манипуляторными приспособлениями, и со своей нижней по потоку стороны (по отношению к направлению продвижения каркасов кузова вдоль линии конвейера), со вторыми манипуляторными приспособлениями. Более того, место хранения содержит приспособления для транспортирования устройства между двумя сторонами, относящимися к верхнему и нижнему вышеупомянутым потокам.
Как будет показано более ясно в последующем, в процессе функционирования системы описанной здесь, определен замкнутый путь захватывающего и прижимающего устройства, который содержит:
- первый промежуток от верхнего по потоку положения сварочного центра до места сварочного центра, где устройство применяется для сборки компонента и является транспортируемым той же линией конвейера, что и каркасы кузова; и
- второй промежуток от выхода сварочного центра вплоть до вышеупомянутого загрузочного места, куда устройство само транспортируется, вне линии конвейера для каркасов кузова, чтобы сделать доступным сборку нового компонента.
Дальнейшие выгодные отличия изобретения упомянуты в прилагаемых зависимых пунктах формулы изобретения.
Формула изобретения составляет неотъемлемую часть технической идеи изобретения.
Далее будет описано изобретение, исключительно в виде неограничивающего примера, со ссылкой на приложенные чертежи, на которых:
- Фигура 1 является схематическим изображением варианта осуществления описанной здесь сборочной системы;
- Фигуры с 2 по 6 являются видами деталей системы фигуры 1; и
- Фигура 7 изображает пример прижимающего устройства, применяемого в описанной здесь сборочной системе.
Проиллюстрированное далее описание относится к различным конкретным деталям, направленным на обеспечение глубокого понимания вариантов осуществления. Варианты осуществления могут быть обеспечены без одного или более конкретных деталей, или другими способами, компонентами, материалами и т.д. В других случаях, известные конструкции, материалы или операции не описаны в деталях так, что различные аспекты изобретения не будут затруднены для понимания.
Ссылочные обозначения обеспечены только лишь для удобства и следовательно не определяют область защиты вариантов осуществления.
В следующем описании, конкретные ссылки сделаны на систему для сборки панели крыши на каркасе кузова автомобиля. Однако отмечено, что основные принципы, которые отнесены к нижеизложенному, можно применить к системам для сборки компонента других типов, поскольку они дают возможность тех же преимуществ, которые адресованы к вышесказанному и которые будут обсуждены более глубоко в дальнейшем, чтобы быть достигнутыми.
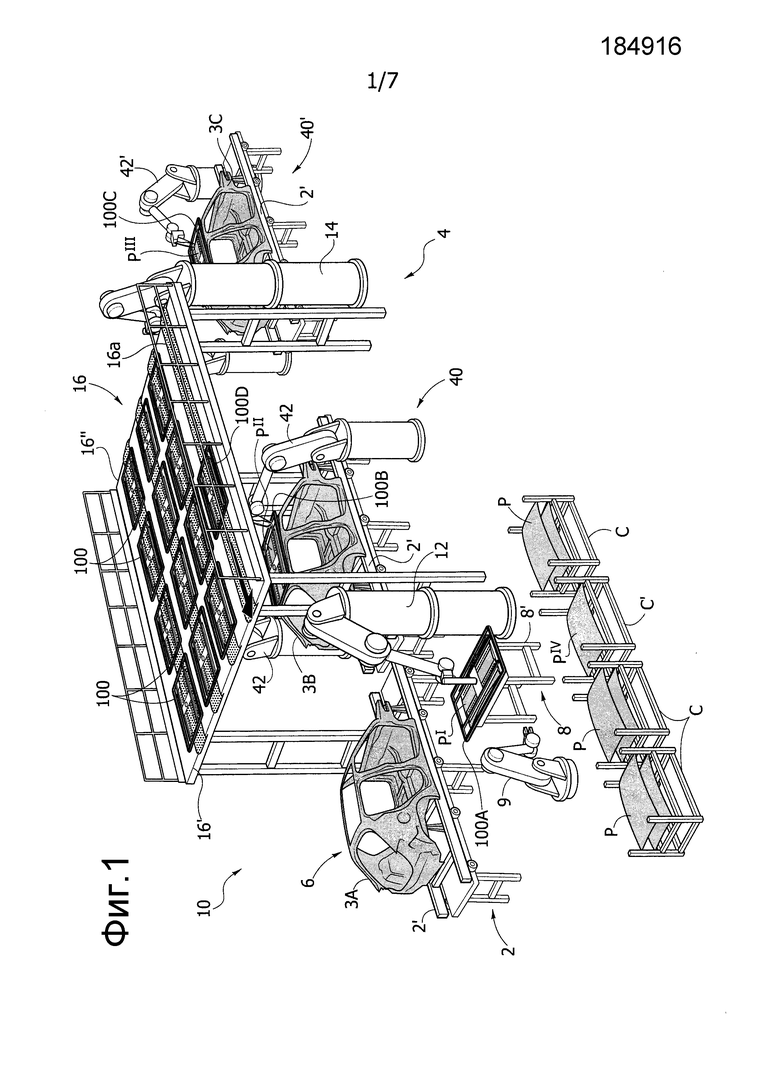
Со ссылкой на фигуры, ссылочный номер 10 обозначает систему для сборки панели крыши P (на фигурах некоторые из них обозначены как PI, PII, PIII, PIV) на каркасе кузова автомобиля. В общем, указанная система содержит: сварочный центр 4, где осуществляется сварка панели крыши на каркасе кузова; и линию конвейера 2 для транспортировки последовательности каркасов кузова к сварочному центру и выгрузке из указанного сварочного центра указанных конструкций с собранной там панелью крыши. Следует отметить, что в сварочном центре 4 прикрепление компонента к каркасу кузова может быть получено также посредством технологий отличных от сварки, к примеру, посредством заклепывания.
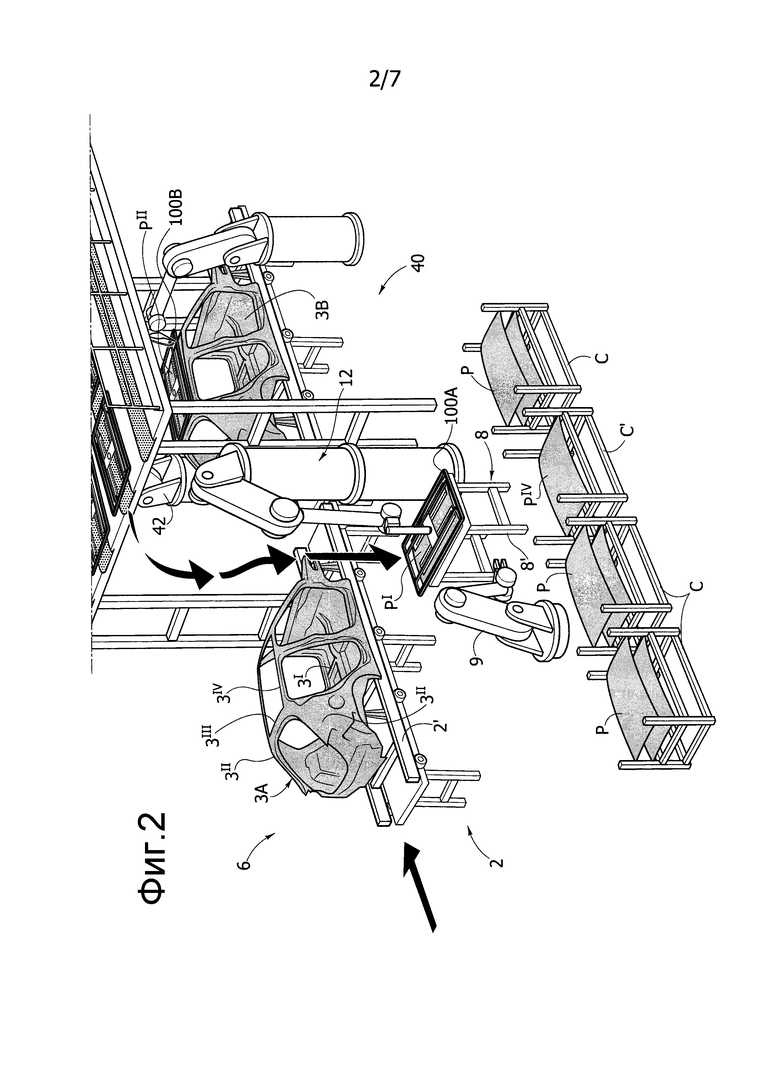
Каркас кузова, в целом обозначенный ссылочным номером 3 (на фигурах представлены номера каркасов кузова, обозначенные как 3А, 3В, 3C) составлен множеством элементов из прессованного металлического листа. В случае изображенного примера (см. Фигуру 2), и без какого-либо намерения подробно описать здесь элементы дополняющие указанную конструкцию, поскольку это неважно для целей понимания настоящей системы, каркас кузова содержит нижнюю часть рамы 3I, две противоположных боковых панели 3II, и, наверху, поперечины 3III для соединения двух боковых панелей. Полость 3IV для размещения панели крыши на каркасе кузова определено двумя боковыми панелями 3II, в их поперечном направлении, и двумя поперечинами 3III, в их продольном направлении.
Сборка панели крыши на каркасе кузова предусматривает первое позиционирование панели крыши в полости, и, впоследствии, ее присоединение, посредством сварки, на обеих боковых панелях и на поперечинах каркаса кузова. В описанном случае, панель крыши присоединена к боковым панелям посредством высокотемпературной пайки, и к поперечинам посредством точечной сварки.
Линия конвейера 2 может быть сооружена любыми различными известными способами. Пример изображенный на чертежах рассматривает случай линии с множеством роликов с приводом от двигателя, управляемых, одним или более моторами и соответствующими передачами (не показаны на чертежах). Конструкция каждого каркаса расположена на поддоне 2', который снабжен опорами, на которых каркас кузова установлен согласно точному и предопределенному позиционированию.
Сварочный центр 4 заранее подготовлен для принятия каркаса кузова и прижимания его в предопределенной позиции посредством базирующих и прижимающих элементов (не показаны на чертежах) обеспеченных внутри сварочного центра. Тип указанных элементов может варьироваться согласно конвейерным приспособлениям, применяемым на линейном конвейере системы.
Сварочный центр внутри снабжен одним или более сварочным роботом. В изображенном на фигурах примере, сварочные операции разделены между двумя непрерывными рядами станций: на первой станции, обозначенном на фигурах ссылочным номером 40, присоединение панели крыши к боковым панелям осуществляется посредством высокотемпературной пайки, в то время как на второй станции, обозначенной на фигурах ссылочным номером 40', присоединение панели крыши к поперечинам осуществляется посредством точечной сварки.
Первая станция содержит два робота 42, установленных на каждой стороне линия конвейера 2 и каждый выполнен с возможностью производить операцию на продольной стороне соответствующей ей панели крыши. Указанные роботы сконструированы осуществлять операции высокотемпературной пайки и могут представлять любую конфигурацию известного типа, который может быть подходящим для указанной цели.
Вторая станция содержит, альтернативно, двух роботов 42', установленных на одной и той же стороне линия конвейера 2 на расстоянии один от другого вдоль той же линии конвейера и каждый сконструирован осуществлять сварку панели крыши к ближайшей к ней поперечине 3III.
Как указанно прежде, в сборочной системе описанной здесь панель крыши базируется и прижимается в надлежащем положении сборки на каркасе кузова перед ее внесением в сварочный центр.
Это сделано возможным благодаря инновационной конфигурации, которая будет описана дальше.
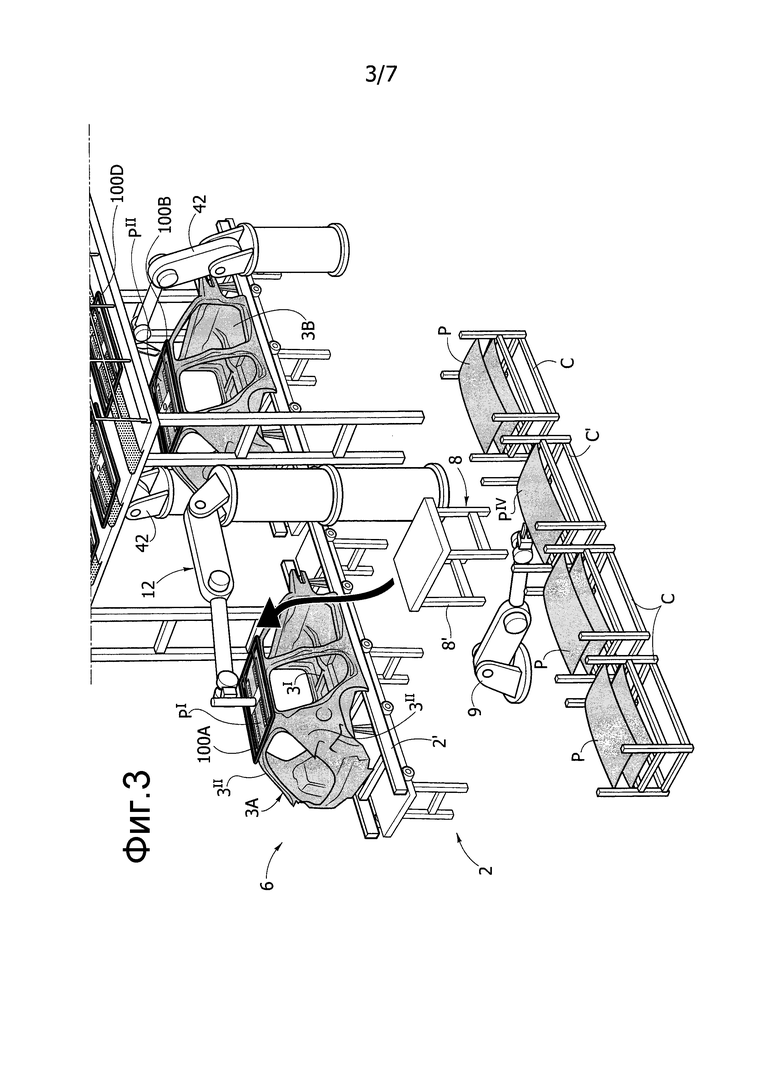
В различных вариантах осуществления, как изображено в одном из них, указанная система содержит на линии конвейера 2 станцию 6 для подгонки панели крыши к каркасу кузова (которая, в дополнение ко всем эффектам, может просто быть позицией на линии конвейера 2, на которой предусмотрена стоянка каркасов кузова), который расположен перед сварочным центром по отношению к направлению движения каркасов кузова вдоль по линии конвейера 2. На стороне указанной подгоняющей станции указанная система содержит загрузочную станцию 8, куда загружается панель крыши которую нужно собрать, указанную панель крыши переносят посредством робота 9 выполненного с возможностью захватывать панель крыши с одного из контейнеров С, С' расположенного рядом с указанной загрузочной станцией. Загрузочная станция 8 может быть любого известного типа и в основном имеет единственное назначение определения, как будет показано ниже, позиции для захватывания компонента.
В различных вариантах осуществления, как изображено в одном из них, загрузочная станция 8 содержит платформу 8', которая имеет наверху опорную поверхность, на которой располагается панель крыши. Обеспеченные на указанной опорной поверхности приспособления (не изображены) выполнены так, чтобы обеспечить базирование для позиционирования панели крыши на указанной опорной поверхности в точном и предопределенном направлении.
Сборочная система далее содержит устройство 100 (изображения на фигурах являются различными блоками указанного устройства, некоторые из которых обозначены как 100A, 100B, 100C, 100D), выполненное с возможностью прижимать панель крыши в надлежащем положении сборки на каркасе кузова. Изображенное на фигурах является примером указанного устройства, которое, тем не менее, будет описано в больших подробностях далее.
Система содержит первые приспособления 12, которые на изображенном примере представляют собой манипуляторный робот с шестью степенями свободы, выполненный с возможностью переносить устройство в загрузочную станцию 8, куда была прежде загружена панель крыши, и располагать устройство в положение взаимного соединения с указанной панелью крыши. В частности, устройство расположено в предопределенной соответственной позиции по отношению к панели крыши, и присоединено к ней, так что их обоих будут переносить, скрепленными по отношению друг к другу. Как только устройство находится в вышеупомянутом положении взаимного соединение с панелью крыши, первые приспособления начинают переносить устройство и панель крыши, присоединенную к нему, к каркасу кузова, который расположен в вышеупомянутой подгоночной станции. В указанной станции, устройство прикреплено к каркасу кузова согласно взаимному расположению, посредством чего панель крыши приходит, чтобы занять требуемую позицию сборки, в полости 3IV образованной наверху самим каркасом кузова. Следовательно, панель крыши приходит, зажатая на каркасе кузова, чтобы занять правильное положение сборки и посредством устройства, может теперь быть перенесена до сварочного центра.
Конструкция первых приспособлений 12, а также их контролирующая архитектура не описаны здесь в тех деталях, и они могут быть предоставлены в любой известной форме для специалиста в данной области техники, и их конкретные конфигурации сами по себе не важны по отношению к инновациям представленным описанной здесь системой. В предпочитаемых вариантах осуществления, для того чтобы удостовериться что позиционирование панели крыши осуществляется верно, указанные первые приспособления снабжены сенсорными устройствами, выполненными с возможностью определять положение панели крыши по отношению к полости каркасе кузова в которой она размещена, и контролирующий компонент указанных первых приспособлений выполнены с возможностью направлять операции позиционирования панели крыши согласно информации полученной от указанных сенсорных устройств. Указанные сенсорные устройства могут, к примеру, содержать видеокамеру или иные "механизированные" элементы, такие как, к примеру, контактные чувствительные элементы. Те же самые сенсорные устройства, или подобные сенсорные устройства, могут быть применены для осуществления должного позиционирования устройства 100 на панель крыши.
Как будет видно в деталях далее, прижимающее устройство имеет приспособление для временного присоединения панели крыши к себе. Указанное приспособление может, к примеру, предусматривать присасывающие элементы или иные магнитные элементы, такие как, к примеру, электромагниты.
Кроме того, как будет видно в деталях далее, в различных вариантах осуществления прижимающее устройство заранее подготовлено для поддерживания себя каркасом кузова. В этом случае, вес устройства должен быть таким, чтобы не подвергать каркас кузова любой значительной деформации, поскольку в противном случае это повысит риск создания опасных условий для должной сборки панели крыши. Следующие варианты осуществления могут, предусматривать такое устройство, которое заранее подготовлено для разгрузки, по меньшей мере частично, своего веса прямо или косвенно на поддон 2' (или на любые другие приспособления имеющие функцию транспортировки автомобильно-каркасных кузовов вдоль линии конвейера 2), для того чтобы облегчить или даже устранить вес давящий на каркас кузова. Для указанной цели поддон может иметь в наличии соответствующие поддерживающие образования, заранее подготовленные для приема и поддерживания указанного устройства.
В любом случае если то устройство полностью поддерживается каркасом кузова или же наоборот подходящие поддерживающие устройства обеспечены на поддоне, как упомянуто выше, как только устройство прикрепляется к каркасу кузова, указанное устройство и присоединенная к нему панель крыши, могут быть перемещены вместе с каркасом кузова, и вместе с указанной конструкцией могут продвигаться, посредством линия конвейера 2, от подгоночной станции вплоть до сварочного центра. В результате, панель крыши прибывает на сварочный центр в уже правильном положении сборки, и как будет видно впоследствии, лишь только когда поддон 2' прижат в требуемом положении, сварочные операции могут незамедлительно начаться. Приспособления, посредством которых устройство схвачено с каркасом кузова, могут быть любого известного типа в контексте текущего назначения, и не описаны последовательно в деталях.
В сварочном центре система содержит вторые приспособления 14 - на фигурах представлены манипуляторным роботом с шестью степенями свободы - выполненные с возможностью снимать прижимающее устройство с каркаса кузова, как только сварочные операции на панели крыши завершены. В варианте осуществления изображены указанные вторые приспособления, установленные во второй сварочной станции 40'. Конструкция вторых приспособлений 14, так же как их структура управления, не описаны здесь в деталях, поскольку они могут быть смонтированы любым способом известным специалисту в области техники и их конкретные конфигурации сами по себе не важны по отношению к инновациям, представленным описанной здесь системой.
Следует отметить, что разделение сварочных операций между двумя непрерывными рядами станций является возможным, так как устройство для прижимания панели крыши, в то время как оно держит панель крыши в надлежащем положении сборки на каркасе кузова, делает возможным двигаться в тоже время с указанной конструкцией. Указанное устройство, следовательно, делает возможным перемещение каркаса кузова между двумя сварочными станциями, без какой бы то ни было потери геометрии панели крыши, при переходе от одной станции к следующей. Без такого захватывающего устройства, которое является передвигаемым вместе с конструкцией, перемещение каркаса кузова между двух последовательных сварочных станций потребовало бы, в противном случае, удаления устройства между одним этапом сварочной станции и другим, с последующей потерей геометрии панели крыши. Две станции сварочного центра характеризуются малым числом роботов, инструментов и являются, следовательно, конструктивно более простыми и легкими в управлении, по сравнению с простой станцией для двух сварочных этапов.
В различных вариантах осуществления, как изображено в одном из них, система содержит место хранения, которое заранее подготовлено для взаимодействия с вышеупомянутыми первыми и вторыми приспособлениями и сконструировано принимать захватывающее устройство 100. В различных вариантах осуществления, первые приспособления с возможностью захватывать устройство с указанного место хранения, чтобы установить новую панель крыши на каркасе кузова, при этом вышеупомянутые вторые приспособления выполнены с возможностью освобождать устройство на указанное место, после удаления его с каркаса кузова.
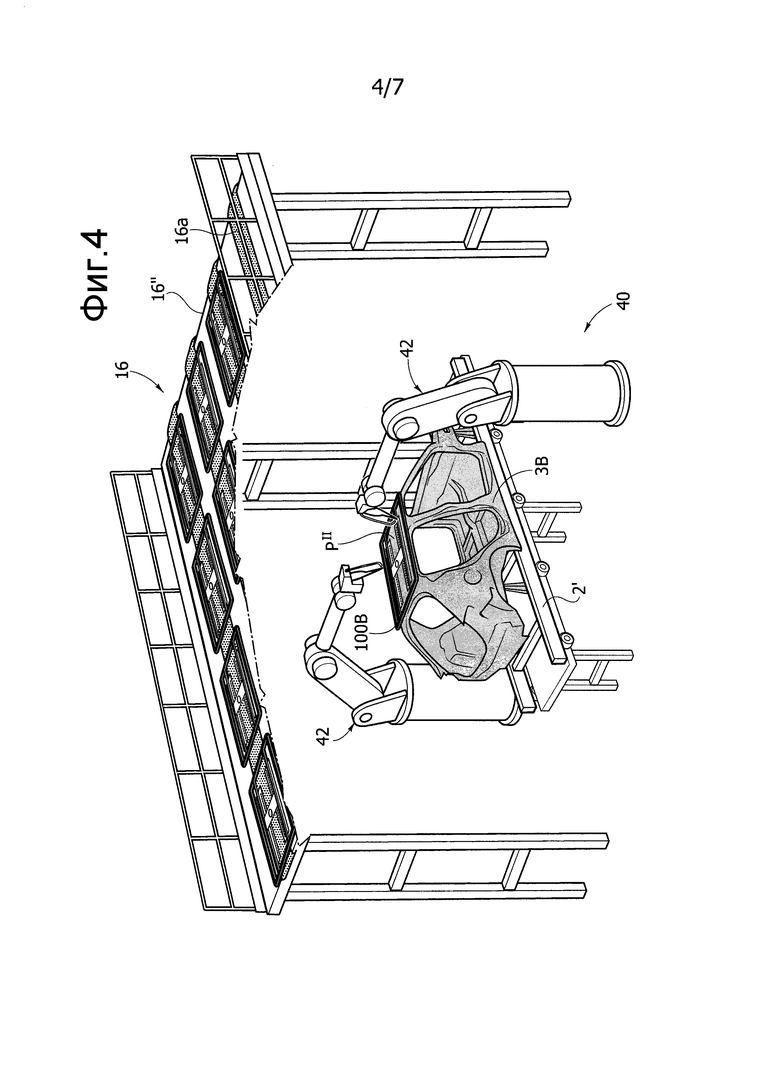
В различных вариантах осуществления, место хранения имеет подвесную конструкцию 16, которая установлена выше сварочного центра. Указанная подвесная конструкция взаимодействует на своей первой стороне 16', расположенной выше по потоку по отношению к направлению движения каркасов кузова, с вышеупомянутыми первыми приспособлениями, и на своей противоположной стороне 16'', расположенной ниже по потоку по отношению к направлению движения каркаса кузова, с вышеупомянутыми вторыми приспособлениями. Первые приспособления выполнены с возможностью захватывать устройство со стороны верхнего потока места хранения, а вторые приспособления выполнены с возможностью освобождать устройство на стороне нижнего потока указанного места.
В различных вариантах осуществления, указанное место хранения содержит предназначенное для передачи устройство до стороны выше по потоку, которое освобождается на стороне нижнего потока вторыми приспособлениями, так что указанное устройство будет снова захвачено первыми приспособлениями системы для сборки новой панели крыши. В различных предпочитаемых вариантах осуществления, указанные приспособления содержат конвейер 16a, который поддерживается подвесной конструкцией 16 и проходит в направлении в основном параллельном направлению движения линии конвейера 2.
В различных вариантах осуществления, как будет видно в последующем, система содержит такое число блоков захватывающего устройства 100, которое гарантирует большую продуктивность системы. На изображенном примере число указанных блоков равно четырем.
Пример операции сборочной системы описанной здесь будет изображен далее.
Фигура 1 изображает текущий рабочий цикл системы. Как видно на указанной фигуре, три каркаса кузова 3А, 3B и 3C расположены в трех последовательных станциях 6, 40, 40', соответственно сборочной системе: первый каркас кузова 3А расположен в установочной станции 6, второй каркас кузова 3B в первой сварочной станции 40, и третий каркас кузова 3C во второй сварочной станции 40'.
Система предусматривает четыре захватывающих устройства:
- первое устройство 100A для сборки первой панели крыши PI на первом каркасе кузова 3А;
- второе устройство 100B для сборки второй панели крыши PII на втором каркасе кузова 3C;
- третье устройство 100C для сборки третьей панель крыши PIII на третьем каркасе кузова 3C; и
- четвертое устройство 100D для сборки четвертой панели крыши PIV на четвертом каркасе кузова (не видно на чертежах).
Со ссылкой на Фигуру 2, в течение рабочего цикла рассмотренного здесь, первое устройство 100A захватывается первым приспособлением 12 с места хранения 16 и переносится в загрузочную станцию 6 для присоединения к первой панели крыши PI, которая была прежде загружена на указанную станцию посредством робота 9. Указанные первые приспособления затем переносят первое устройство 100A с присоединенной к ней первой панелью крыши к первому каркасу кузова 3А, а указанное первое устройство затем захватывают на указанном каркасе кузова, так что первая панель крыши приходит, чтобы занять, по отношению к первому каркасу кузова, правильное положение сборки.
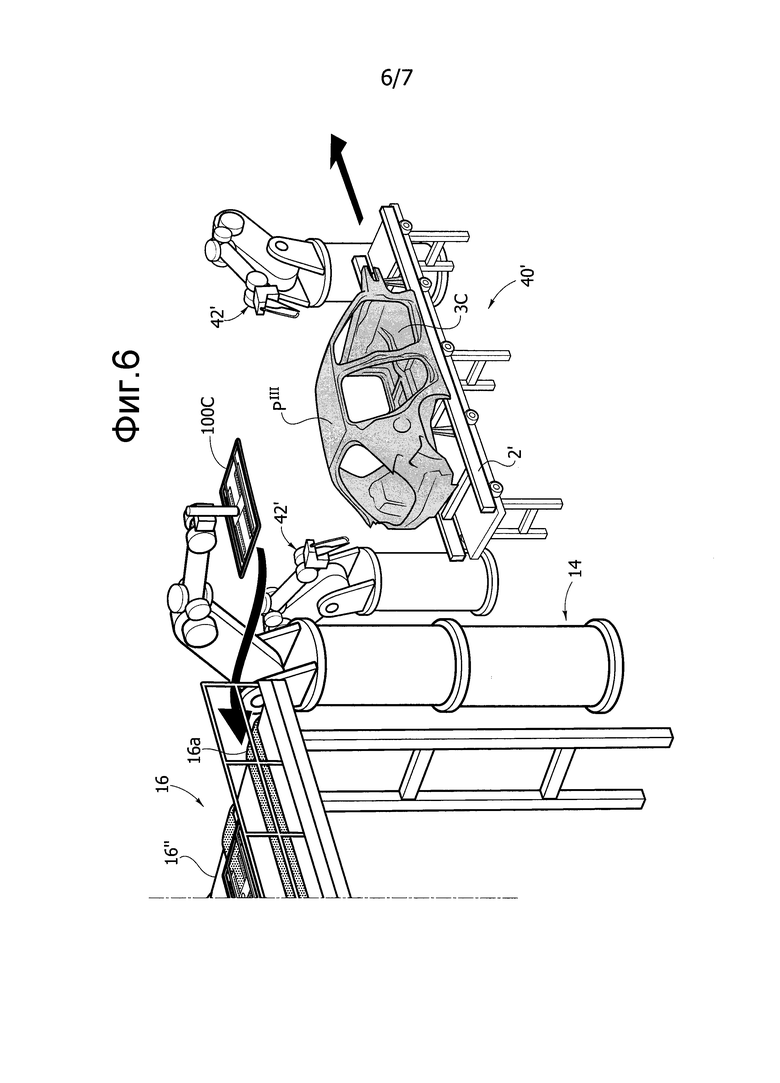
В том же рассмотренном выше цикле, на первой сварочной станции 40 сварочные роботы 42 производят боковые сварные швы для присоединения второй панели крыши PII ко второму каркасу кузова 3B, в то время как указанная панель крыши удерживается в правильном положении сборки вторым устройством 100B. И снова, в том же рассмотренном выше цикле, на второй сварочной станции 40' сварочные роботы производят сварные швы для присоединения третьей панели крыши PIII к поперечинам третьего каркаса кузова 3C, в то время как указанная панель крыши удерживается в правильном положении сборки третьим устройством 100C, и, когда указанная сварочная операции заканчивается, второе приспособление 14 удаляет указанное устройство с каркаса кузова и освобождает его на стороне нижнего потока 16'' места хранения. Как представлено на Фигуре 1, в течение цикла снова рассмотренного здесь, четвертое захватывающее устройство 100D, которое освобождено в предыдущем цикле на стороне нижнего потока 16'' места хранения, в настоящий момент перемещается до указанного места стороны верхнего потока 16'.
Дальше, первый каркас кузова 3А следует в первую сварочную станцию 40, второй каркас кузова 3B во второй сварочную станцию 40', третий каркас кузова 3C выходит из сборочной системы, в то время как четвертый каркас кузова переносится в установочную станцию 6.
В следующем цикле, с теми же способами воздействия которые описаны выше, четвертая панель крыши позиционируется посредством четвертого устройства в надлежащем положении сборки на четвертом каркасе кузова, в то время как первая и вторая панели крыши подвергаются сварке, в сварочных станциях 40 и 40', соответственно.
Чтобы собрать все панели крыш, рабочие циклы затем следуют один за другим способом, указанным выше. Разумеется, система заранее подготовлена для автоматического контроля устройством электронного контрольного блока, согласно технологии самой по себе известной, которая активирует компоненты различных частей системы автоматически, чтобы получить желаемый рабочий цикл.
Как следует из вышеизложенного, в течение одного и того же рабочего цикла системы, в течение сварки первой панели крыши на первом каркасе кузова осуществляемой на сварочном центре, вторая панель крыши между тем является уже установленной в надлежащем положении сборки на втором каркасе кузова таким образом что, как только второй каркас кузова прибывает на сварочный центр, сварочные операции могут незамедлительно начаться. Таким образом, время операций для позиционирования панели крыши не влияет на время цикла системы, постольку, поскольку оно содержится внутри цикла отдельно от настоящего сварочного цикла.
На основании вышеизложенного, уменьшение времени цикла, которое указанная сборочная система делает возможным по сравнению с системами обычного типа, следовательно, является очевидным.
Как было показано, для каждого захватывающего устройства в операции системы описанной здесь, замкнутый путь определен и содержит:
- первый промежуток от позиции перед сварочным центром в пределах указанного сварочного центра, где устройство применяется для сборки панели крыши и транспортируемо той же самой линией, что и для транспортировки каркасов кузова; и
- второй промежуток, от выхода из указанного сварочного участка до вышеупомянутой загрузочной станции, где устройство само транспортируется, вне линии конвейера для каркасов кузова, чтобы стать применимым для сборки новой панели крыши.
Как было показано выше, как только прижимающее устройство, после захватывания каркасом кузова на котором собрана панель крыши, не может быть незамедлительно сделано доступным для сборки новой панели крыши в незамедлительном последовательном цикле, и так как оно еще должно быть перенесено обратно снова к загрузочной станции, то система предусматривает, для каждого рабочего цикла, в дополнение к захватывающим устройствам те, которые в ходе выполнения в цикле, расположены в установочной станции и дополнительное прижимающее устройство незамедлительно применяется для следующего цикла в сварочном центре. Как было показано выше, в предпочтительных вариантах осуществления, указанная система, кроме того, предусматривает место хранения, на котором прижимающее устройство постоянно не применятся и расположено, ожидая быть подхваченными первым приспособлением, переносимым туда вторым приспособлением в конце предыдущего цикла.
В различных вариантах осуществления, как изображено в одном из них, система сконфигурирована, так чтобы быть в состоянии производить операцию на различных моделях автомобиля. В этом случае, система содержит для каждой модели автомобиля, по меньшей мере, один контейнер с панелями крыш, и, таким же образом, место хранения подразделяется на число секторов соответствующих числу различных моделей, каждый сектор согласуется с первым и вторым приспособлениями системы и представляет приспособления для транспортировки особых устройств от второго приспособления к первому приспособлению.
В этой связи фигуры представляют систему, заранее подготовленную для сборки четырех различных моделей; система содержит, фактически, четыре контейнера, где каждый сконструирован, чтобы обеспечить панелями крыш соответствующую модель, и таким же образом подвесная конструкция содержит четыре конвейера 16a, которые движутся параллельно друг другу, каждый соединяющий сторону нижнего потока 16'' со стороной верхнего потока 16', и каждый сконструирован принимать устройства для панелей крыш соответствующей модели. В зависимости от конкретной модели, которую собирают посредством робота 9, от одних контейнеров соответствующие панели крыш подхватываются, и, посредством первого приспособления 12, от места хранения подхватывается устройство 100 указанной панели крыши. Фигура 1 изображает сборку модели автомобиля для которого применяются панели крыши PI, PII, PIII, PIV контейнера С', так же как захватывающие устройства 100A, 100B, 100C и 100D, которые, в процессе операции, освобождаются на первую конвейерную ленту 16a. Следует отметить, что в изображенном примере, для каждой модели автомобиля система предусматривает четыре прижимающих устройства, которые размещены все в месте хранения - на конвейере, как изображено на фигуре 1 или где-нибудь еще на площадке участка целенаправленно оборудованного принимать указанные устройства - когда выполняется сборка другой модели.
Описанная здесь сборочная система может, таким образом, быть представлена гибкой и действенной для оперирования на разном числе моделей автомобиля, несмотря на поддержание той же конфигурации, которая была описана прежде. С другой стороны следует отметить, что прохождение от одной модели к другой не требует какой бы ни было дополнительной операции (и следовательно дополнительного времени) по отношению к нормальному производственному процессу системы.
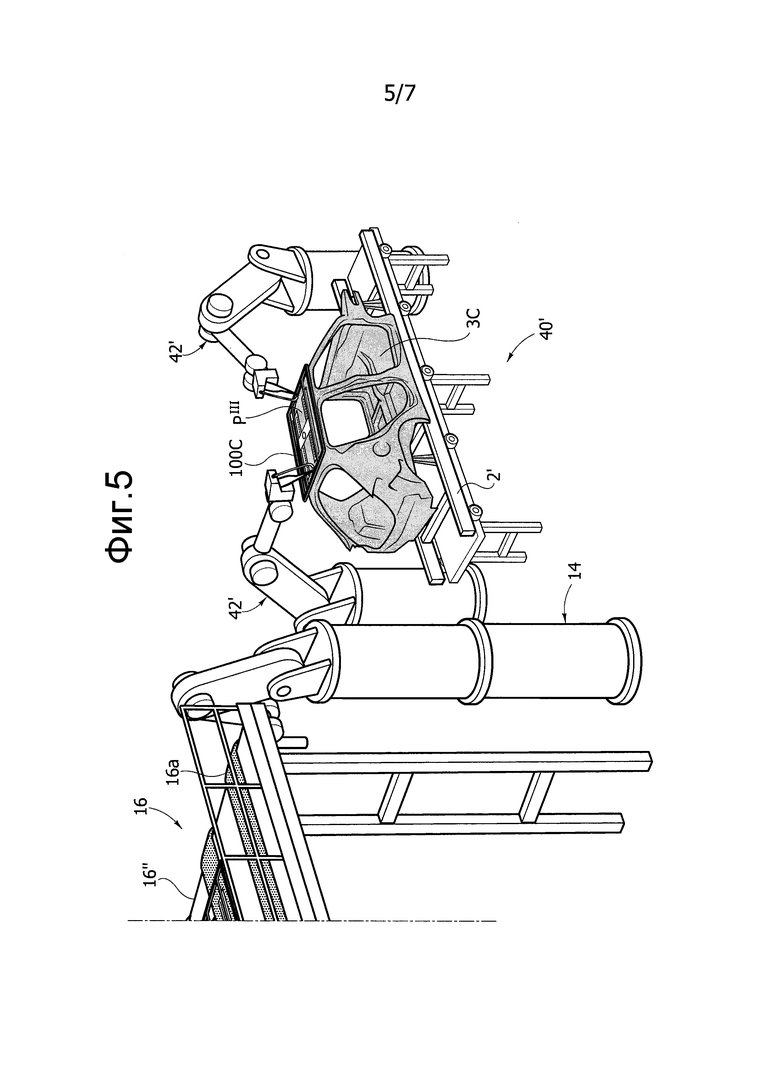
Как упомянуто прежде, в разных предпочитаемых вариантах осуществления, как изображено в одном из них, базирующее и прижимающее устройство заранее подготовлено для поддерживания самим каркасом кузова. Фигура 5 изображает пример такого устройства.
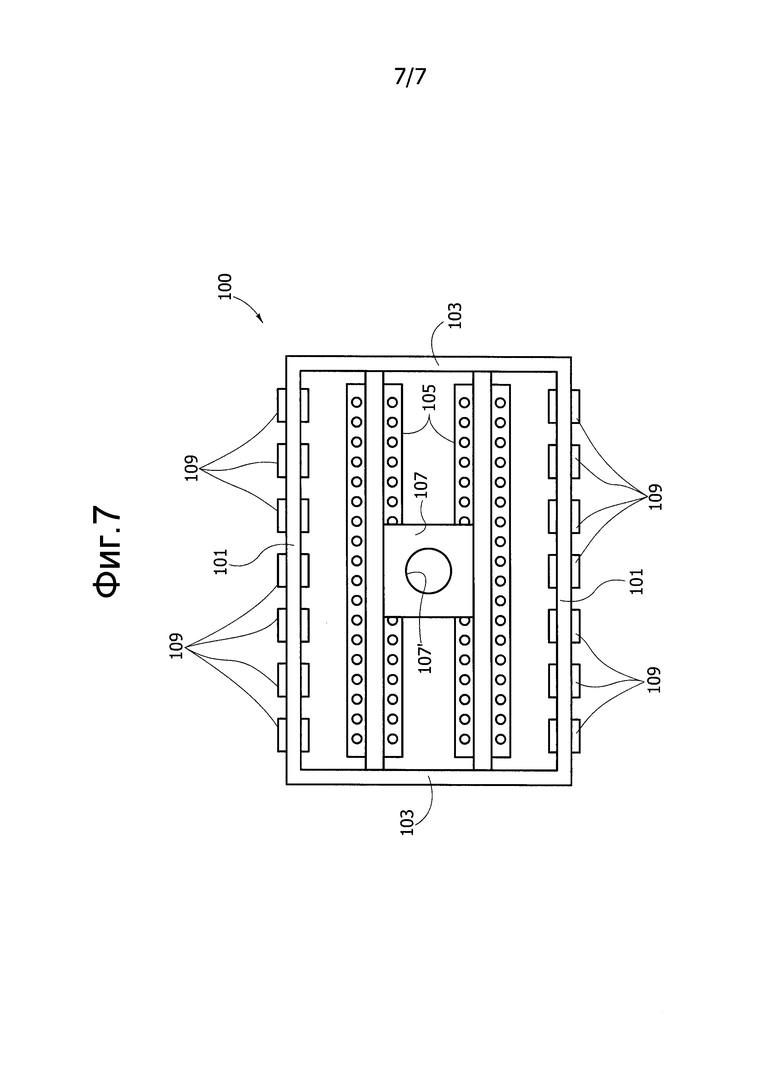
Со ссылкой на фигуру 5, устройство содержит каркас, имеющий типичную заключенную в раму силовую конструкцию, ограниченную двумя продольными балками 101, соединенными вместе на концах двумя поперечными балками 103. Поддерживаемые, благодаря указанной раме, два скрепляющих участка 105 снабжены присасывающими подушками, для присоединения устройства к панели крыши, которые проходят в продольном направлении рамы и расположены в основном симметрично друг другу по отношению к оси продольной симметрии самой рамы. Кроме того, указанные прикрепляющие участки смещены в направлении центра рамы и расположены на расстоянии от продольных балок 101, чтобы оставить между каждым из них и соответствующей балкой пространство, через которое сварочная головка робота может производить операцию на соответствующем продольном контуре панели крыши. Подобным образом, рама является такой, что позволяет сварочной головке робота производить операцию на переднем или заднем участках панели крыши.
Прикрепляющая плита 107 для захватывания устройства вышеупомянутыми первым и вторым приспособлениями скреплена с рамой в центральном положении, по отношению к виду в плане рамы, и имеет отверстие 107' выполненное так, чтобы зацепляться соответствующими захватывающими приспособлениями, вышеупомянутого первого и второго приспособлений.
Рамоподобная конструкция указанного устройства заранее подготовлена для подгонки на каркас кузова, будучи опущенной сверху и опираемой на боковые панели указанной конструкции, в позиции соответствующей ее продольным балкам. Для указанной цели, каждая из указанных балок может предусматривать ряд блоков 109 выступающих вниз, в зависимости от условий использования устройства, которые сконструированы зацеплять верхний профиль указанных боковых панелей. В различных вариантах осуществления, указанное устройство более того содержит захватывающие звенья (не изображены) которые приводятся в действие один раз когда устройство положено на каркас кузова так чтобы прижимать его и препятствовать любому его движению по отношению к самой конструкции. Как уже упомянуто прежде, указанные звенья могут быть любого известного типа и, следовательно, здесь не описаны. Следует отметить, что конструкция захватывающего устройства 100 может, однако, также быть отличной от описанной и изображенной здесь; к примеру, как уже упомянуто прежде, устройство может быть заранее подготовлено для хранения на опорах переносимых поддоном и для указанной цели представляет паукообразную конструкцию, снабженную ножками выполненными с возможностью опираться на указанные опоры.
При различных применениях, для каркаса кузова возможно, во время введения в сборочную систему, представить боковые панели свободными для того чтобы исполнять второстепенные качания по отношению к нижней панели в районе оси параллельной направлению движения каркаса кузова вдоль линии конвейера. В этом случае, обнаружено, что устройство и панель крыши качаются вместе с самим каркасом кузова, после того как они с ней сцеплены. В позиции соответственного сварочного центра, могут быть обеспечены направляющие приспособления которые действуют на устройство, в то время как каркас кузова продвигается внутрь сварочного центра, чтобы базировать его в позиции по отношению к нижней панели и затем удерживать его в позиции в течение сварочной операции так чтобы базировать также боковые панели каркаса кузова и держать их в этой позиции.
Конечно, без отклонения от принципа изобретения, детали конструкции и варианты осуществления могут меняться, даже значительно, по отношению к тому, что было здесь изображено исключительно в виде неограничивающего примера, тем самым без отклонения от границ изобретения, определенных приложенной формулой изобретения.
Группа изобретений относится к области транспортного машиностроения. Система для сборки компонента на автомобильном каркасе кузова содержит прижимающее устройство, центр для сварки и линию конвейера. Прижимающее устройство снабжено приспособлениями для захватывания компонента и содержит манипуляторные приспособления для введения устройства в состояние соединения с компонентом в положение захвата и для перенесения устройства, присоединенного к компоненту, к каркасу кузова перед сварочным центром для прикрепления его к каркасу кузова. Способ сборки компонента на автомобильном каркасе кузова в упомянутой сборочной системе заключается в том, что в сварочном центре компонент удерживают в положении сборки на каркасе кузова захватывающим и прижимающим устройством и сваривают на каркасе кузова. Захватывающее и прижимающее устройство используют в упомянутой системе. Достигается уменьшение времени сборки автомобильного кузова. 3 н. и 9 з.п. ф-лы, 7 ил.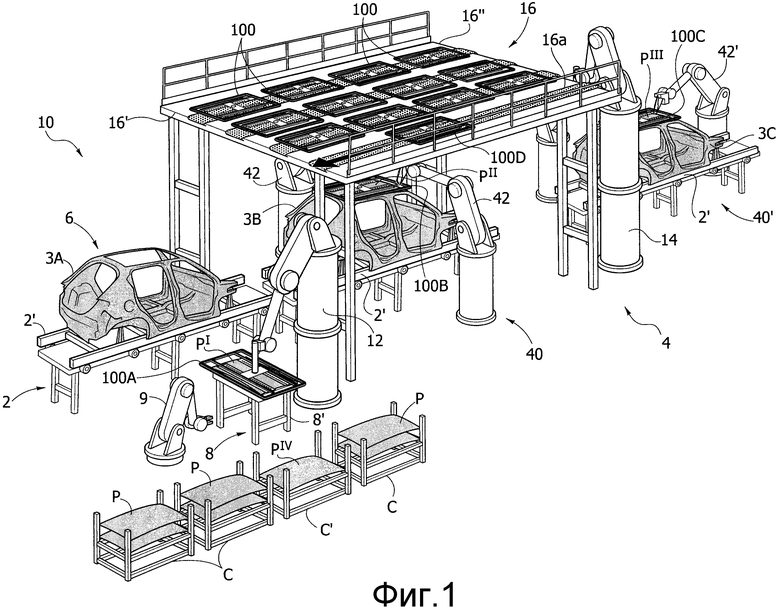
1. Система для сборки компонента, в особенности панели крыши, на автомобильном каркасе кузова, содержащая:
- прижимающее устройство (100) для прижимания указанного компонента на каркасе кузова в надлежащем положении сборки;
- центр (40, 40') для сварки или крепления указанного компонента на каркасе кузова; и
- линию конвейера (2) для переноса к сварочному центру последовательности каркасов кузова и для выгрузки из сварочного участка каркасов кузова с собранным на нем указанным компонентом,
отличающаяся тем, что прижимающее устройство снабжено приспособлениями для захватывания указанного компонента и содержит первые манипуляторные приспособления (12) для введения указанного устройства в состояние соединения с указанным компонентом в положение захвата, согласно заданному взаимному позиционированию, и для перенесения указанного устройства, присоединенного к указанному компоненту, к каркасу кузова, который расположен в позиции (6) на линии конвейера перед сварочным центром, для прикрепления его к каркасу кузова, согласно взаимному расположению, при помощи чего компонент поступает, чтобы занять должную позицию сборки.
2. Система по п.1, в которой захватывающее и прижимающее устройство, скрепленное с указанным каркасом кузова, заранее подготовлено для транспортировки линией конвейера вместе с каркасом кузова.
3. Система по п.2, в которой захватывающее и прижимающее устройство заранее подготовлено для поддерживания каркасом кузова.
4. Система по любому из предыдущих пунктов, содержащая место хранения (16) для приема указанного устройства, при этом первые манипуляторные приспособления (12) выполнены с возможностью захватывать указанное устройство с места хранения, чтобы приводить его в соединение с указанным компонентом в позиции захвата, при этом система содержит вторые манипуляторные приспособления (14), выполненные с возможностью захватывать указанное устройство с каркаса кузова в сварочном или прикрепляющем центре или далее по потоку, и после того как указанный компонент там собран, переносить его обратно к месту хранения.
5. Система по п.4, в которой место хранения (16) содержит конструкцию, которая проходит вдоль линии конвейера системы и взаимодействует на своей верхней по потоку стороне (16'), по отношению к направлению движения каркасов кузова вдоль линии конвейера, с первыми манипуляторными приспособлениями, и на своей нижней по потоку стороне (16''), по отношению к направлению движения каркасов кузова вдоль линии конвейера, со вторыми манипуляторными приспособлениями, и дополнительно содержит приспособления для транспортировки устройства между указанными сторонами.
6. Система по п.1, содержащая, по меньшей мере, два блока захватывающего и прижимающего устройства.
7. Система по п.1, содержащая загрузочную станцию (8) имеющую опорную поверхность, на которой расположен указанный компонент, при этом указанная поверхность содержит приспособления для базирования и позиционирования указанного компонента точным и предопределенным образом в указанной позиции захвата.
8. Система по п.1, в котором захватывающее и прижимающее устройство имеет силовую конструкцию (101, 103), к которой прикреплен указанный предназначенный для захватывания компонент, при этом силовая конструкция (101, 103) имеет образования (109), выполненные с возможностью обхватывать каркас кузова так, чтобы устройство им поддерживалось.
9. Способ сборки компонента, в особенности панели крыши, на автомобильном каркасе кузова в сборочной системе по любому из пп.1-8, в котором, в то время как в сварочном или прикрепляющем центре (40, 40') первый компонент (PI) удерживается в правильном положении сборки на первом каркасе кузова (3C) первым захватывающим и прижимающим устройством (100C) и сваривается на первом каркасе кузова (3C), второе захватывающее и прижимающее устройство (100A) в соединении со вторым компонентом (PII) прикрепляется ко второму каркасу кузова (3А), который расположен в указанной позиции перед сварочным центром.
10. Способ по п.9, в котором применение третьего захватывающего и прижимающего устройства (100D) предусмотрено для сборки третьего компонента (PIII) на третьем каркасе кузова, следующем за вторым каркасом кузова, при этом первое захватывающее и прижимающее устройство (100C), после применения в сборке указанного первого компонента на первом каркасе кузова, переносится обратно в позицию, соответствующую первым приспособлениям (12), в то время как третье и второе захватывающее и прижимающее устройства применяются соответственно для третьего и второго каркасов кузова, причем первое захватывающее и прижимающее устройство применяется для сборки четвертого компонента (PIV) на четвертом каркасе кузова, следующем за третьим каркасом кузова.
11. Захватывающее и прижимающее устройство, которое применяется в системе по любому из пп.1-8, содержащее первое приспособление для захватывания указанного компонента и второе приспособление для прижимание указанного компонента к указанному каркасу кузова.
12. Устройство по п.11, содержащее силовую конструкцию (101, 103), к которой прикреплены указанные первые и вторые приспособления, при этом силовая конструкция имеет образования (109), выполненные с возможностью зацеплять каркас кузова, так что устройство им поддерживается.
| EP 1918182 A1, 07.05.2008 | |||
| Устройство для разгрузки барж с сыпучим материалом | 1938 |
|
SU53205A1 |
| Устройство для сборки и сварки | 1975 |
|
SU519310A1 |

