ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к прецизионному сплаву, в частности к прецизионному сплаву для литья под давлением, отлитой под давлением детали из такого прецизионного сплава и способу получения прецизионного сплава для литья под давлением.
УРОВЕНЬ ТЕХНИКИ
Среди деталей, используемых для коммуникационных инструментов, корпуса для компонентов и инструменты для высокочастотных цепей, включающих печатные монтажные платы, оборудованные элементами электронной схемы, обычно играют роль функциональных устройств, имеющих металлические кожухи или покрытых металлическими крышками из-за необходимости их электромагнитного экранирования. Для защиты от коррозии также использовался специфицированный согласно JIS ADC3 один из видов отлитого под давлением материала из алюминиевого сплава.
Способ получения вышеописанных деталей механизма включает резку и литье под давлением. В качестве металлического материала обычно используют алюминий. В частности, массовое производство обязательно включает получение, основанное на литье под давлением. Однако имеется большое разнообразие геометрических параметров (внешний вид, внутренние перегородки отделений) отлитых корпусов, поэтому самый большой недостаток заключается в том, что изделия не могут быть вытолкнуты из форм без их обработки на конус (обычно под углом от 2 до 3° с каждой стороны). Известно, что ADC3, имеющий низкую жидкотекучесть, требует еще большего уменьшения сечения.
Существуют следующие известные способы решения данной проблемы:
1) Отлитые изделия подвергают механической обработке для придания им нужных геометрических параметров.
2) В качестве отливаемого материала используют сплав на основе цинка для литья под давлением. Необходимая ранее обработка на конус может оказаться ненужной, благодаря чему объем вторичной обработки может быть снижен.
Примером сплава на основе цинка для литья под давлением может служить ZDC2 (Zn-4Al-0,04Mg) согласно JIS.
Однако при осуществлении способа 1) могут возникнуть затруднения с предотвращением дефектов литья (газовая раковина) после вторичной обработки, которые могут помешать достижению желаемого эффекта по снижению стоимости в зависимости от видов и количества обрабатываемых элементов. Кроме того, данный способ требует предварительной оценки изделий, включая градиентную форму, и поэтому выпуск продукта занимает больше времени.
Способ 2) в основном ограничен составом массы, поскольку удельный вес цинка (Zn) больше удельного веса алюминия (Аl) (удельный вес цинка составляет 7,1 г/см3, что в 2,6 раза больше удельного веса Аl, составляющего 2,1 г/см3). Более того, принимая во внимание коррозионную стойкость и характеристики ползучести, ZDC2 не обладает удовлетворительными свойствами, необходимыми для высокочастотных деталей, в частности, для схемной части волновода и его соединительной части. В частности, ZDC2 не является удовлетворительным для изделий, предназначенных для наружного использования, в которых сплав используют также в качестве корпусов, с точки зрения защитной коррозионной стойкости цинка.
В патентном документе 1 описана технология использования для литья под давлением высокопрочного цинкового сплава, имеющего прочность на растяжение, составляющую 54 кгс/мм или более, не проявляющего разупрочнения при старении и обладающего жидкотекучестью при температуре 500°С или ниже. В данном документе указано, что Zn сплавы, особенно сплавы с высоким содержанием Аl, не являются предпочтительными, поскольку они могут проявлять разупрочнение при старении, поэтому содержание Аl предпочтительно составляет от 12 до 30 мас.%. Также подчеркивается, что содержание меди предпочтительно составляет от 6 до 20 мас.%.
В патентном документе 2 описана технология использования для литья под давлением цинкового сплава, содержащего никель (Ni) или марганец (Мn) для улучшения сопротивления ползучести сплава на основе цинка (Zn)-алюминия (Аl). Указано, что содержание Аl согласно данному документу составляет от 2 до 10 мас.%.
В патентном документе 3 описан сплав для горячего цинкования, в частности, содержащий Si сплав, находящийся в электролитической ванне для цинкования.
В патентном документе 4 описан способ получения материала сплава на основе Al-Zn-Si, согласно которому экструзию осуществляют при температуре заготовки, составляющей от 250 до 350°С. Технология, описанная в патентном документе 4, относится к материалу сплава, используемому для низкотемпературного материала, предназначенного для твердого припоя и подобного. При этом массовое соотношение элементов, составляющих сплавы для литья под давлением, должно быть строго ограничено с целью удовлетворения требований по тепловому излучению, снижению массы и жидкотекучести, такой как уменьшение сечения.
Патентный документ 1: публикация выложенной Японской патентной заявки № Н6-49572.
Патентный документ 2: публикация выложенной Японской патентной заявки № H9-272932.
Патентный документ 3: публикация выложенной Японской патентной заявки №2001-288519.
Патентный документ 4: публикация выложенной Японской патентной заявки № Н5-255822.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Однако известные технологии, описанные в вышеприведенных документах, все еще оставляют возможность для описанного ниже улучшения.
Цинковый сплав для литья под давлением представляет собой материал, длительное время использовавшийся благодаря присущей ему высокой текучести и в последнее время разрабатывавшийся в основном с целью улучшения характеристик ползучести, которые являются неблагоприятными для жидкотекучести.
Однако отсутствуют сведения о каком-либо цинковом сплаве, разрабатывавшемся с точки зрения прецизионного литья, несмотря на известность его высоких литейных свойств в качестве металла. Иными словами, неизвестен никакой цинковый сплав, способный обеспечить геометрическую точность, эквивалентную точности, достигаемой в результате механической обработки.
Настоящее изобретение было задумано после изучения вышеописанного положения. Поэтому целью настоящего изобретения является разработка прецизионного сплава, способного существенно уменьшить сечение изделий по сравнению с изделиями, изготовленными из известных алюминиевых сплавов для литья под давлением, и имеющего меньший удельный вес при сохранении присущих цинку преимуществ.
Согласно настоящему изобретению разработан прецизионный сплав для литья под давлением, содержащий алюминий, кремний и цинк, в котором, в расчете на общую массу, содержание алюминия составляет 40 мас.% или более и 45 мас.% или менее, а содержание кремния составляет 2 мас.% или более и 8 мас.% или менее.
Согласно настоящему изобретению разработан также прецизионный сплав для литья под давлением, содержащий 40 мас.% или более и 45 мас.% или менее алюминия, 2 мас.% или более и 8%. масс. или менее кремния, при этом баланс составляют цинк и неизбежные примеси.
Согласно настоящему изобретению разработан также прецизионный сплав для литья под давлением, содержащий 40 мас.% или более и 45 мас.% или менее алюминия, 2 мас.% или более и 8 мас.% или менее кремния, 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния, при этом баланс составляют цинк и неизбежные примеси.
Согласно настоящему изобретению предложена также отлитая под давлением деталь из прецизионного сплава, состоящая из прецизионного сплава для литья под давлением в соответствии с настоящим изобретением.
Согласно настоящему изобретению разработан также способ получения прецизионного сплава для литья под давлением, включающий: получение расплавленного металла, содержащего алюминий, цинк, кремний, медь и магний; и получение прецизионного сплава для литья под давлением, содержащего, в расчете на общую массу, 40 мас.% или более и 45 мас.% или менее алюминия, 30 мас.% или более и 57,89 мас.% или менее цинка, 2 мас.% или более и 8 мас.% или менее кремния, 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния и неизбежные примеси.
Согласно настоящему изобретению может быть получен прецизионный сплав, имеющий меньший удельный вес при сохранении присущих цинку преимуществ и способный существенно уменьшить конусность изделий по сравнению с изделиями, изготовленными из известных алюминиевых сплавов для литья под давлением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанная выше цель и другие цели, отличительные признаки и преимущества настоящего изобретения станут более очевидными из следующего описания некоторых предпочтительных вариантов его осуществления в сочетании с прилагаемым чертежом.
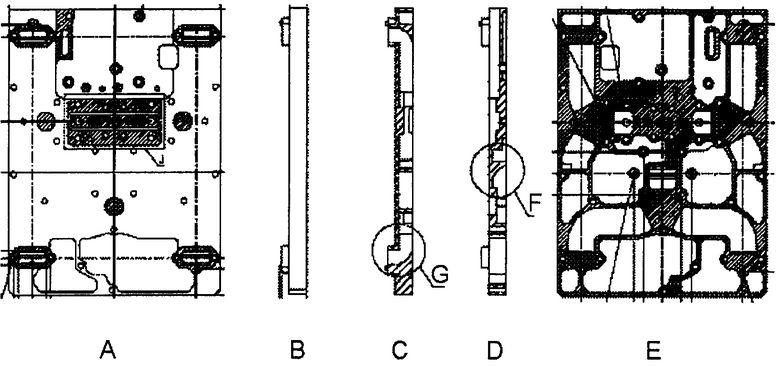
Чертеж представляет собой вид в разрезе, иллюстрирующий отлитую под давлением деталь из прецизионного сплава согласно примеру А6. А представляет собой вид спереди, В представляет собой вид с правой стороны, С представляет собой вид в разрезе участка с отверстием в верхней и нижней сторонах вида спереди, D представляет собой вид в разрезе, сделанный в центре вида спереди, а Е представляет собой вид сзади, на котором участки G и F на поперечных сечениях представляют собой участки, показывающие места изменения направления распространения электрической волны, проходящей через волновод, проиллюстрированный в виде незаштрихованных участков на изображении сзади.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Прецизионный сплав для литья под давлением согласно данному варианту содержит алюминий, кремний и цинк, в котором, в расчете. на общую массу, содержание алюминия составляет 40 мас.% или более и 45 мас.% или менее, а содержание кремния составляет 2 мас.% или более и 8 мас.% или менее.
Прецизионный сплав для литья под давлением согласно данному варианту может содержать 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния.
Согласно данному варианту нижний предел содержания цинка предпочтительно составляет 30 мас.%, более предпочтительно 35 мас.%, а еще более предпочтительно - 48 мас.%. Верхний предел содержания цинка предпочтительно составляет 58 мас.%, более предпочтительно - 57,89 мас.%, еще более предпочтительно - 57 мас.% и наиболее предпочтительно - 50 мас.%.
Альтернативно, содержание цинка может представлять собой баланс сплава, состоящего из алюминия, кремния, цинка и неизбежных примесей. Также альтернативно, содержание цинка может представлять собой баланс сплава, состоящего из алюминия, кремния, цинка, меди, магния и неизбежных примесей.
Благодаря содержанию цинка в вышеуказанных диапазонах, прецизионные литейные свойства сплава могут быть улучшены. В силу этого эффекта, вторичная механическая обработка может оказаться ненужной и, следовательно, стоимость сплава может быть снижена.
Примеры
Далее следует описание настоящего изобретения со ссылкой на примеры.
Из приведенных ниже примеров примеры А1-А4 и В1-В4 представляют собой примеры, иллюстрирующие прецизионный сплав для литья под давлением, а пример А5 иллюстрирует способ получения прецизионного сплава для литья под давлением согласно настоящему изобретению. Примеры А6-А9 представляют собой примеры, иллюстрирующие отлитую под давлением деталь с использованием прецизионного сплава для литья под давлением согласно настоящему изобретению.
Следует отметить, что все цифровые диапазоны, представленные в данном описании в виде "… до …" означают диапазоны, включающие цифровые значения перед и после "до", в виде нижнего предела и верхнего предела соответственно.
Пример А1
Получают сплав 1, содержащий алюминий, цинк и кремний. Основной целью настоящего изобретения является осуществление прецизионного литья, в частности, уменьшения конусности и сечения изделий до более приемлемого уровня и одновременно снижение удельного веса сплава при сохранении преимуществ, присущих цинку, действующему как твердая смазка для металла. Более конкретно, прецизионный сплав для литья под давлением согласно настоящему изобретению должен содержать от 40 до 45 мас.% алюминия и от 30 до 57 мас.% цинка в качестве основных металлов, а также содержать от 2 до 8 мас.% кремния, произвольный регулирующий состав металл (металлы) и неизбежные примеси.
Кремний (Si) оказывает действие по улучшению жидкотекучести (литейный поток) и способен подавлять разделение Аl и цинка таким образом, чтобы они равномерно диспергировались один в другом. Несмотря на то, что содержание Аl согласно настоящему изобретению выше, чем в известных цинковых сплавах, ухудшение литейных свойств из-за повышения содержания Аl может быть подавлено добавлением Si. Как упомянуто выше, может быть сделан вывод о том, что Si представляет собой элемент, полностью отсутствующий в обычных цинковых сплавах, зарегистрированных или не зарегистрированных в JIS. Напротив, настоящее изобретение основано на добавлении Si, обеспечивающего достижение геометрической точности цинковых сплавов, эквивалентной точности, обеспечиваемой механической обработкой. В настоящем изобретении Si предположительно действует как решетка между Аl и цинком и одновременно подавляет усадку во время затвердевания, тем самым обеспечивая прецизионное литье, либо, иными словами, способен существенно уменьшить сечение.
Содержание Si может предпочтительно составлять от 2 до 8 мас.%, более предпочтительно - от 4 до 7 мас.% от общей массы сплава, также принимая во внимание содержание Аl.
Содержание Si может предпочтительно составлять приблизительно от 6 до 15 мас.% относительно массового содержания Аl. Слишком низкое весовое соотношение Si относительно весового соотношения Аl может ухудшить текучесть сплава, с другой стороны, слишком высокое весовое соотношение Si относительно весового соотношения Al может ухудшить вязкость, тем самым увеличивая хрупкость сплава при отсутствии проблем с текучестью.
Алюминий (Аl) способствует повышению прочности и твердости сплава, а также снижению веса сплава. В прецизионном сплаве, согласно настоящему изобретению содержание Аl предпочтительно составляет от 40 до 45 мас.%, более предпочтительно - от 42, до 45 мас.% от общей массы сплава. Слишком низкое содержание Аl может помешать достижению достаточно высокого уровня вышеописанных характеристик, а также может ухудшить текучесть. С другой стороны, слишком высокое содержание Аl может затруднить прецизионное литье сплава (при конусности на 1/10 или менее о каждой стороны). Традиционно считалось, что слишком высокое содержание Аl не является предпочтительным из-за опасности разупрочнения при старении, а предпочтительным является содержание приблизительно от 12 до 30 мас.% (Патентный документ 1). Согласно настоящему изобретению, напротив, ухудшения литейных свойств из-за повышения содержания Аl можно избежать путем добавления Si. По этой причине содержание Аl в описываемом сплаве выше, чем в известных цинковых сплавах.
Содержание цинка предпочтительно составляет от 10 до 57 мас.%, более предпочтительно - от 48 до 50 мас.% от общей массы, сплава.
Прецизионный сплав согласно настоящему изобретению может также содержать неизбежные примеси. Под неизбежными примесями в данном описании подразумеваются вещества, ненамеренно поступающие в материал в процессе производства, такие как железо, свинец, кадмий, олово и подобные.
Пример А2
Получают сплав 1, содержащий алюминий, цинк, кремний и магний. Компоненты сплава из данного примера представлены в таблице 1.
Прецизионный сплав согласно настоящему изобретению может, при необходимости, включать другой регулирующий состав элемент (элементы). В качестве регулирующего состав элемента (элементов) могут быть использованы, например, по меньшей мере медь и магний.
Медь (Сu) оказывает действие по улучшению механической обрабатываемости, при этом ее содержание в прецизионном сплаве согласно настоящему изобретению может составлять от 0 до 0,5 мас.% относительно массы цинка. В прецизионном сплаве согласно настоящему изобретению содержание меди может предпочтительно составлять от 0,1 до 0,2 мас.%, более предпочтительно - от 0,1 до 0,17 мас.% относительно общей массы сплава. Слишком низкое содержание меди может помешать достижению достаточно высокого уровня вышеописанных характеристик, с другой стороны, слишком высокое ее содержание может ухудшить текучесть.
Магний (Мg) оказывает действие по предотвращению межкристаллитной коррозии, которая, как полагают, наиболее часто возникает в содержащих Аl цинковых сплавах. В прецизионном сплаве согласно настоящему изобретению содержание магния предпочтительно составляет от 0,01 до 0,1 мас.%, более предпочтительно - от 0,01 до 0,07 мас.% от общей массы сплава. Слишком низкое содержание Мg может помешать достижению достаточно высокого уровня вышеописанных характеристик, с другой стороны, слишком высокое ее содержание может ускорить окисление расплавленного металла и, в результате, снизить ударную вязкость.
Пример A3
Получают сплав 3, содержащий алюминий, цинк, кремний, медь и магний согласно соотношению содержания, представленному в таблице 1.
Пример А4
Получают сплав 4, содержащий 3,0 мас.% кремния, а также алюминий, цинк, кремний, медь и магний. Компоненты сплава из данного примера представлены в таблице 1.
Пример В1
В данном примере описан иллюстративный прецизионный сплав для литья под давлением, содержащий алюминий, цинк и кремний.
Основной целью настоящего изобретения является осуществление прецизионного литья, в частности, уменьшающего конусность до более приемлемого уровня и одновременно снижающего удельный вес сплава при сохранении преимуществ, присущих цинку, действующему как твердая смазка для металла. Прецизионный сплав для литья под давлением согласно настоящему изобретению содержит алюминий, кремний и цинк, при этом содержание алюминия составляет от 40 до 45 мас.%, а кремния - от 2 до 8 мас.%, от общей массы сплава.
Si предпочтительно добавляют в количестве, составляющем от 2 до 8 мас.%, более предпочтительно - от 4 до 7 мас.% от общей массы сплава, также принимая во внимание массу Аl.
Как указано выше, содержание Si предпочтительно составляет приблизительно от 6 до 15 мас.% относительно массы Аl.
Как указано выше, содержание Аl в прецизионном сплаве согласно настоящему изобретению предпочтительно составляет от 40 до 45 мас.%, более предпочтительно - от 42 до 45 мас.% от общей массы сплава.
Содержание цинка предпочтительно составляет от 30 до 58 мас.%, более предпочтительно - от 48 до 80 мас.%, от общей массы сплава. Альтернативно, содержание цинка может представлять собой баланс сплава, содержащего вышеуказанные количества алюминия и кремния и неизбежные примеси.
Благодаря содержанию цинка в рамках вышеуказанных диапазонов, прецизионные литейные свойства сплава могут быть улучшены. В силу этого эффекта, вторичная механическая обработка может оказаться ненужной и, следовательно, стоимость сплава может быть снижена.
Прецизионный сплав согласно настоящему изобретению может также содержать описанные выше неизбежные примеси.
Характеристики, необходимые для сплавов, предназначенных для литья под давлением, включают (1) механическую прочность и механическую обрабатываемость, (2) тепловое излучение, (3) сопротивление ползучести, (4) коррозионную стойкость, (5) снижение веса и (6) литейные свойства (небольшая конусность), при этом все перечисленные характеристики должны обязательно присутствовать. В частности, вышеприведенные пункты (2), (5) и (6) являются критическими с точки зрения использования материала, заменяющего Аl сплавы для литья под давлением, при этом важным может оказаться строгое ограничение процентного массового содержания компонентов сплава для одновременного удовлетворения вышеперечисленных требований. Прецизионный сплав согласно настоящему изобретению хорошо сбалансирован относительно характеристик, необходимых для сплавов, предназначенных для литья под давлением.
Пример В2
В данном примере описан иллюстративный прецизионный сплав, содержащий алюминий, кремний, медь, магний и цинк.
Содержание цинка в данном примере предпочтительно составляет от 35 до 57,89 мас.%, более предпочтительно - от 48 до 50 мас.%, от общей массы сплава. Альтернативно, содержание цинка может представлять собой баланс сплава, содержащего алюминий, кремний, медь, магний и неизбежные примеси.
Благодаря содержанию цинка в рамках вышеуказанных диапазонов, прецизионная жидкотекучесть сплава может быть улучшена, вторичная механическая обработка может оказаться ненужной и, следовательно, стоимость сплава может быть снижена.
Прецизионный сплав согласно данному примеру, помимо компонентов сплава, указанных в примере В1, дополнительно содержит медь и магний.
Как указано выше, содержание меди (Сu) в прецизионном сплаве согласно настоящему изобретению предпочтительно может составлять от 0 до 0,5 мас.% относительно массы цинка. В прецизионном сплаве согласно настоящему изобретению содержание меди предпочтительно составляет от 0,1 до 0,2 мас.%, более предпочтительно - от 0,1 до 0,17 мас.% от общей массы сплава.
Как указано выше, содержание магния (Мg), добавляемого к прецизионному сплаву согласно настоящему изобретению, предпочтительно составляет от 0,01 до 0,1 мас.%, более предпочтительно - от 0,01 до 0,07 мас.% от общей массы сплава.
Благодаря дополнительному содержанию Сu и Мg в рамках вышеуказанных диапазонов, баланс прецизионного сплава согласно настоящему изобретению как характеристика, необходимая для прецизионных сплавов, предназначенных для литья под давлением, может быть еще более улучшен. В особом случае, при добавлении Сu и Мg, вышеупомянутые (1) механическая прочность и механическая обрабатываемость, (3) сопротивление ползучести и (4) коррозионная стойкость могут быть еще сильнее улучшены. В частности, по сравнению с известным Аl сплавом, таким как ADC3, прецизионный сплав для литья под давлением может быть получен в форме и иметь такое же или еще лучшее сопротивление ползучести, более высокую механическую прочность и хороший баланс механических характеристик.
м.д,
м.д,
Пример В3
Получают сплав 5, содержащий алюминий, медь, магний и кремний согласно соотношению содержания, представленному в таблице 2 и имеющему баланс из цинка и неизбежных примесей.
Измеряют механическую прочность и литейные свойства сплава 5. Полученные результаты представлены в таблице 3.
Прочность на растяжение в данном примере измеряют в соответствии с JIS Z2242, а высокотемпературную ползучесть измеряют в соответствии с JIS Z2271. Твердость измеряют в соответствии с испытанием твердости по Виккерсу, описанным в JIS В7725.
Низкотемпературное хрупкое разрушение измеряют согласно следующей методике.
Подготавливают один теплоизоляционный ящик (400 мм × 200 мм × 150 мм) и два куска сухого льда (100 мм × 100 мм × 100 мм). Исследуемый образец сплава 3 (6 мм × 6 мм × 80 мм) помещают между кусками сухого льда и выдерживают в теплоизоляционном ящике приблизительно в течение часа. Зажимное приспособление (пинцет) также охлаждают, помещая его в тот же теплоизоляционный ящик. Затем исследуемый образец и куски сухого льда разделяют в теплоизоляционном ящике, и исследуемый образец достают при помощи пинцета. Исследуемый образец помещают в нужное место прибора для испытаний по Шарпи, описанного в JIS B7779. Промежуток времени между доставанием исследуемого образца из теплоизоляционного ящика и его размещением в данном приборе для испытаний составляет приблизительно 3 секунды. После закрепления исследуемого образца к нему прикладывают ударную нагрузку до его разрушения. Промежуток времени между закреплением и разрушением исследуемого образца составляет приблизительно 5 секунд.
Сравнительный пример
Получают коммерчески доступный ADC3. Механическую прочность и жидкотекучесть данного сплава измеряют согласно методике, описанной в примере В3. Полученные результаты представлены в таблице 3.
Как следует из таблицы 3, сплав 5 имеет желательные характеристики прочности на растяжение, низкотемпературного хрупкого разрушения и твердости по сравнению с имеющимся сплавом (ADC3). Было установлено, что высокотемпературная ползучесть находится на таком же уровне, как и высокотемпературная ползучесть ADC3 при условии, что сплав 5 в целом имеет желаемые характеристики, хорошо сбалансированные относительно механической прочности. Было также установлено, что удельный вес сплава 5 существенно снизился, несмотря на то, что он представляет собой сплав на основе цинка, по сравнению с известными материалами из цинковых сплавов для литья под давлением, равно как и его вес. Далее было установлено высокое снижение уровня конусности сплава 5 по сравнению с ADC3, характеризующее улучшение его жидкотекучести.
Пример В4
Получают сплав, содержащий алюминий и цинк в качестве основных компонентов, и дополнительно содержащий кремний, медь и магний (содержание кремния = 3,0 мас.%). Предполагается, что данный сплав имеет такую же высокую механическую прочность и жидкотекучесть, как и сплав 3.
Характерной особенностью сплавов, полученных в приведенных примерах, является то, что, несмотря на то, что они представляют собой сплавы на основе цинка, они имеют удельный вес, равный 3,8 г/см3, что составляет 54% или приблизительно половину удельного веса известных материалов из цинковых сплавов для литья под давлением. При сравнении с обычно используемыми в промышленности металлами они представляют собой третьи по легкости металлы после магния (1,74) и алюминия (2,70). Благодаря такому соотношению состава, конусность, обычно необходимая при литье (как правило, обработка на конус под углом от 2 до 3° с каждой стороны), может быть снижена до 1/5-1/10 данной величины. Конусность может даже и не потребоваться в том случае, если длина контакта между формой и металлом составляет 20 мм или менее. Это позволяет избежать вторичной обработки, а также ограничений, таких как утончение нижних частей стенок внутренних перегородок, тем самым позволяя улучшать ограничения относительно разработки.
Пример А5
В данном примере описан способ получения прецизионного сплава для литья под давлением согласно настоящему изобретению.
Прецизионный сплав для литья под давлением согласно настоящему изобретению может быть изготовлен в результате получения расплавленного металла, содержащего алюминий, цинк и кремний, а также, по желанию, дополнительно содержащего медь и магний. Например, он может быть получен в виде алюминиево-кремниевого бинарного сплава или так называемой лигатуры, в результате плавления вместе с другими металлами в графитовом тигле либо, альтернативно, может быть изготовлен в результате получения расплавленного металла, содержащего электролитический цинк в качестве основы и желаемые количества расплавленных вместе с ним Аl, Сu и Мg в виде основного металла (или лигатуры) и непосредственного добавления Si к расплавленному металлу.
В соответствии со способом согласно данному примеру, успешное получение сплава обеспечивает плавление содержащего цинк алюминиево-кремниевого бинарного сплава в виде так называемой лигатуры в графитовом тигле.
Пример А6
Отлитая под давлением деталь механизма, имеющая участок с высокочастотной схемой, полученная с использованием сплава 11 в примере Аl, проиллюстрирована на чертеже. Она представляет собой пример детали высокочастотной схемы, обычно изготавливаемой отливкой под давлением. Участки G и F на чертеже представляют собой участки, показывающие места изменения направления распространения электрической волны, проходящей через волновод, проиллюстрированный в виде незаштрихованных участков на изображении сзади. Обычно путем отливки формируют приблизительную форму детали, а затем ее размеры доводят до необходимого уровня точности, как правило, устраняя конусность ее боковых поверхностей обрезанием или обработкой электрическим разрядом. Иными словами, традиционный сплав для литья под давлением после получения в виде отливки должен быть обязательно подвергнут вторичной обработке.
Незаштрихованные участки на чертеже Е представляют собой самые важные волноводы, на левой стороне которых имеются отверстия, обеспечивающие вход и выход электрической волны (в двух местах на левой и правой сторонах, на верхнем и нижнем участках). Традиционное литье под давлением с использованием материалов из алюминиевых сплавов нуждается в конусах, поэтому почти все апертуры, прямоугольные отверстия, углубления и участки для волноводов должны быть подвергнуты вторичной обработке. Что же касается данного примера, обработка потребовалась только для нарезания резьбы (нижнее отверстие формируют литьем) и для отделки поверхности, соприкасающейся с печатной платой. В результате стоимость детали снизилась на 40% по сравнению с традиционной деталью.
Примеры А7-А9
Отлитые под давлением механические детали, имеющие высокочастотные схемы, были изготовлены из сплавов 2-4, полученных в примерах А2-А4, способом, подобным способу, описанному в примере А6. Как и в примере А6, были успешно получены отлитые под давлением детали, почти не нуждающиеся во вторичной обработке.
Настоящее изобретение было проиллюстрировано со ссылкой на приведенные примеры. Первым результатом настоящего изобретения является то, что конусность изделий может быть резко снижена по сравнению с традиционными материалами из алюминиевых сплавов для литья под давлением. Следовательно, объем вторичной обработки (механической обработки) может быть существенно снижен. Поскольку все участки, подвергнутые сверлению, квадратному сверлению, формированию выемок и фрезерованию карманов, могут быть отлиты почти с прямыми профилями (даже без наклона, в зависимости от площадок), все детали могут быть изготовлены наиболее простым способом с низкими затратами.
Второй результат настоящего изобретения заключается в том, что детали могут быть предварительно оценены, без изменения точности (размер и геометрия) деталей, без необходимости предварительной электрической оценки деталей с градиентом механической обработки, благодаря чему изделия могут быть получены быстрее. В частности, продолжительность производственного цикла для деталей механизмов, имеющих сформированные в них высокочастотные волноводы, может быть существенно снижена.
Третий результат настоящего изобретения заключается в том, что все существующие формы, предназначенные для получения изделий со сниженной конусностью, могут быть модифицированы в формы для прецизионного литья путем дополнительной механической обработки. В результате стоимость получаемых изделий может быть дополнительно снижена.
Четвертый результат настоящего изобретения заключается в том, что прецизионный сплав имеет более высокую жидкотекучесть по сравнению с традиционными материалами из алюминиевых сплавов для литья под давлением (например, ADC3). Удельный вес прецизионного сплава согласно настоящему изобретению в 1,4 раза выше, однако данный сплав способен обеспечить снижение средней толщины изделий до 70%, не влияя на массу изделий. В результате изделие может иметь массу, эквивалентную массе изделий из алюминиевого сплава.
Как следует из вышесказанного, существенным результатом использования прецизионного сплава согласно настоящему изобретению является то, что литьем под давлением могут быть получены изделия, эквивалентные подвергнутым механической обработке деталям.
Использование прецизионного сплава для литья под давлением согласно настоящему изобретению позволяет осуществлять отливку с точностью, сравнимой с точностью механической обработки. Получение геометрии, сравнимой с геометрией обработанных механическим способом деталей, просто литьем на месте существенно снижает их стоимость и сокращает период доводки и оценки.
Вышеприведенные описания примеров всего лишь иллюстрируют настоящее изобретение, при этом допустимы различные изменения, отличные от описанных выше вариантов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕЦИЗИОННЫЙ СПЛАВ | 2010 |
|
RU2464335C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ МАГНИЕВЫЙ СПЛАВ | 1999 |
|
RU2213796C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2218438C2 |
| ИЗДЕЛИЕ ИЗ ДЕФОРМИРУЕМОГО ВЫСОКОПРОЧНОГО СПЛАВА Al-Zn И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ИЗДЕЛИЯ | 2004 |
|
RU2353699C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ | 2002 |
|
RU2220221C2 |
| ХОЛОДНОКАТАНАЯ И ПОЛУЧЕННАЯ С НЕПРЕРЫВНЫМ ОТЖИГОМ ПОЛОСА ВЫСОКОПРОЧНОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОЙ СТАЛИ | 2008 |
|
RU2464338C2 |
| ЛИСТ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2556171C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ДЕТАЛИ С ЕГО ПРИМЕНЕНИЕМ | 2022 |
|
RU2833040C2 |
| ЛИТЕЙНЫЙ АЛЮМИНИЕВЫЙ СПЛАВ | 2022 |
|
RU2793657C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2673593C1 |
Изобретение относится к области металлургии, в частности к прецизионным сплавам для литья под давлением. Заявлен прецизионный сплав для литья под давлением и способ его получения. Сплав содержит алюминий 42 мас.% или более и 45 мас.% или менее, кремний 2 мас.% или более и 8 мас.% или менее. Способ получения сплава включает получение расплава, содержащего алюминий, цинк, кремний, медь и магний, и получение прецизионного сплава для литья под давлением, содержащего, в расчете на общую массу, 42 мас.% или более и 45 мас.% или менее алюминия, 30 мас.% или более и 57,89 мас.% или менее цинка, 2 мас.% или более и 8 мас.% или менее кремния, 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния и неизбежные примеси. Полученный сплав характеризуется высокой жидкотекучестью, малым удельным весом, а использование прецизионного сплава позволяет получить отливку с точностью, сравнимой с точностью после механической обработки. 5 н. и 5 з.п. ф-лы, 1 ил., 3 табл.
1. Прецизионный сплав для литья под давлением, содержащий алюминий, кремний и цинк, в котором
в расчете на общую массу содержание алюминия составляет 42 мас.% или более и 45 мас.% или менее, а содержание кремния составляет 2 мас.% или более и 8 мас.% или менее.
2. Прецизионный сплав по п.1, в котором содержание цинка составляет 30 мас.% или более и 58 мас.% или менее.
3. Прецизионный сплав по п.1, в котором содержание цинка составляет 30 мас.% или более и 57 мас.% или менее.
4. Прецизионный сплав по п.1, в котором содержание цинка составляет 35 мас.% или более и 58 мас.% или менее.
5. Прецизионный сплав по любому из пп.1-4, дополнительно содержащий 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния, и неизбежные примеси.
6. Прецизионный сплав по п.5, в котором содержание цинка составляет 35 мас.% или более и 57,89 мас.% или менее.
7. Прецизионный сплав для литья под давлением, содержащий 42 мас.% или более и 45 мас.% или менее алюминия, 2 мас.% или более и 8 мас.% или менее кремния, и баланс из цинка и неизбежных примесей.
8. Прецизионный сплав для литья под давлением, содержащий 42 мас.% или более и 45 мас.% или менее алюминия, 2 мас.% или более и 8 мас.% или менее кремния, 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния, и баланс из цинка и неизбежных примесей.
9. Отлитая под давлением деталь, состоящая из прецизионного сплава для литья под давлением по любому из пп.1-8.
10. Способ получения прецизионного сплава для литья под давлением, включающий:
получение расплава, содержащего алюминий, цинк, кремний, медь и магний; и
получение прецизионного сплава для литья под давлением, содержащего в расчете на общую массу 42 мас.% или более и 45 мас.% или менее алюминия, 30 мас.% или более и 57,89 мас.% или менее цинка, 2 мас.% или более и 8 мас.% или менее кремния, 0,1 мас.% или более и 0,2 мас.% или менее меди, 0,01 мас.% или более и 0,1 мас.% или менее магния, и неизбежные примеси.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Устройство синхронизации временных шкал по сигналам точного времени | 1978 |
|
SU769483A1 |
| Насадка для тепломассообменных аппаратов | 1983 |
|
SU1150008A1 |
| Реле времени | 1978 |
|
SU790309A1 |

