Изобретение относится к области производства труб из полимерных материалов, преимущественно труб диаметром от 50 до 400 мм, предназначенных для транспортировки различных сред под избыточным давлением.
Известна труба из композиционных материалов, содержащая силовой каркас и герметизирующую оболочку (см. , например, заявку GB 1116572, F 16 L 9/12, 06.06.68).
Из этой же заявки известен способ изготовления трубы из композиционного материала, включающий формирование герметизирующей оболочки и последующее формирование силового каркаса.
Однако указанные выше технические решения не обеспечивают возможности для перекачки абразивных сред, что сужает область использования этой трубы.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является труба из композитных материалов, содержащая силовой каркас, образованный двойными слоями ровинга, пропитанных отвержденным полимерным связующим, и внутренний герметизирующий слой из резины (см., например, заявку Великобритании 1229938, F 16 L 9/12, 28.04.71).
В этой же заявке описан способ изготовления трубы из композиционных материалов, включающий формирование на оправке герметизирующего слоя из резины и последующее формирование силового каркаса путем намотки спиральных слоев ровинга, пропитанного полимерным связующим.
Однако в указанной выше заявке труба из композиционных материалов не обеспечивает требуемой надежности работы при перекачке химически активных и абразивных сред (пульп, засоленных пластовых жидкостей и др.).
Задачей, на решение которой направлено настоящее изобретение является повышение прочности и надежности трубы путем повышения адгезионной прочности герметизирующего слоя к силовому каркасу и предотвращение отслоения и разрушения герметизирующего слоя композиционной трубы.
Указанная задача в части устройства, как объекта изобретения заключается в том, что труба из композиционных материалов содержит силовой каркас, образованный двойными слоями ровинга, пропитанных отвержденным полимерным связующим, и внутренний герметизирующий слой из резины, при этом между силовым каркасом и внутренним герметизирующим слоем толщиной до 5 мм из химически и абразивостойкой резины сформирован пакет из 5-ти адгеэионных слоев, намотанных на герметизирующий слой в следующей последовательности: слой нетканного полотна без пропитки связующим, слой из нетканного полотна, пропитанного связующим, двойной спиральный слой ровинга с углом намотки к продольной оси от 52 до 57o и толщиной от 0,5 до 1,2 мм, слой нетканного полотна с пропиткой и кольцевой слой ровинга толщиной не более 0,5 мм, при этом силовой каркас выполнен в виде двух пакетов, каждый из которых включает в себя до 10 двойных спиральных слоев, причем герметизирующий слой включает последовательно расположенные внутри слоя через расстояние от 0,5 до 2,0 м закладные элементы - опорные кольца, выполненные в виде, например, ленты-препрега, состоящей из 3 - 5 слоев ткани, при этом каждое опорное кольцо формирует в герметизирующем слое выступ, поперечное сечение которого имеет форму равнобедренного треугольника или трапеции со скругленными вершинами, а на концах трубы сформированы соединительные элементы, выполненные одновременно с намоткой герметизирующего слоя и силового каркаса.
Труба может содержать по крайней мере один соединительный элемент, выполненный в виде раструба, силовой каркас которого сформирован намоткой чередующихся слоев ткани, двойных спиральных и кольцевых слоев ровинга, а внутренняя поверхность которого образована конусом, переходящим в цилиндр, который имеет, как минимум, одну кольцевую канавку, имеющую сечение в виде двух противоположных конусных участков, причем конусный участок канавки со стороны торца трубы выполнен с углом, большим угла конуса противоположного участка, а герметизирующий слой заканчивается утонением на конусном участке канавки, ближайшем к конусу раструба.
Труба может содержать по крайней мере один соединительный элемент, выполненный в виде ниппеля, в торец которого под герметизирующий слой установлено подпорное кольцо, выполненное из 2-3-х слоев ленты-препрега, а на наружной цилиндрической поверхности выполнено, как минимум, по одной канавке под уплотнительный и стопорный элементы, при этом в зоне между канавками под указанные элементы размещено опорное кольцо, над которым между пакетами силового каркаса сформирован кольцевой выступ с сечением равнобедренного треугольника, выполненный намоткой кольцевых слоев ровинга, причем участок ниппеля в зоне канавок под уплотнительные элементы от вершины кольцевого выступа до торца ниппеля выполнен сплошной намоткой кольцевых слоев ровинга, а на участке канавок под стопорные элементы от вершины кольцевого выступа до конца ниппеля - попеременной намоткой кольцевых слоев ровинга и кольцевых слоев ткани с утком, параллельным оси трубы.
Труба может содержать по крайней мере один соединительный элемент, выполненный в виде ниппеля, имеющего бурт и сопряженный с ним посадочный цилиндрический участок под свободный фланец, которые намотаны на силовой каркас трубы, причем цилиндрический участок выполнен поочередной кольцевой намоткой слоев ткани и слоев ровинга, а бурт сформирован намоткой кольцевых слоев ровинга, образующих подпорный клин, имеющий форму конуса с подъемом к торцу ниппеля, и кольцевых слоев ткани, наложенных на подпорный клин с подмоткой каждого 5-го слоя кольцевым слоем ровинга по всей длине и обжатых кольцевыми слоями ровинга, причем в зоне подпорного клина с торца трубы под герметизирующим слоем имеет подпорное кольцо.
В торце ниппеля может быть выполнена кольцевая канавка под уплотнительный элемент, в качестве армирующего материала может быть использован стеклоровинг и стеклоткань или базальтовый ровинг и базальтовая ткань, а также их комбинации, внутренняя поверхность может быть выполнена в виде конуса с конусностью в пределах от 1 до 5 мм на 8 м длины, причем больший диаметр выполнен со стороны раструба, труба может быть механически обработана, при этом на механически обработанных поверхностях нанесено защитное покрытие на основе, например, эпоксидной смолы, толщиной до 0,25 мм, на торцы трубы с соединительными элементами может быть нанесено герметизирующее покрытие, например, эпоксиполиуретановая композиция толщиной 0,3 - 0,5 мм.
В части способа, как объекта изобретения, сущность изобретения заключается в том, что способ изготовления трубы из композиционных материалов включает формирование на оправке герметизирующего слоя из резины и последующее формирование силового каркаса путем намотки спиральных слоев ровинга, пропитанного полимерным связующим, при этом формирование герметизирующего слоя проводят путем намотки на оправку, предварительно покрытую слоем антиадгезионного материала, ленты из невулканизированной химически и абразивостойкой резины толщиной 1 мм с шагом, равным ширине ленты, после чего наматывают второй слой ленты из невулканизированной резины со смещением относительно первого слоя на 0,5 шага и затем наматывают 3-ий слой невулканизированной резины, начиная намотку с противоположного торца оправки, после этого устанавливают опорные кольца, выполненные, например, из ленты-препрега, состоящей из 3-5-ти слоев, на расстоянии от 0,5 до 2,0 м по длине трубы, на которые укладывают по 2-3 слоя невулканизированной резины, причем с ниппельных торцев также устанавливают опорные кольца, далее проводят намотку пакета из 5-ти адгезионных слоев, при этом пакет включает последовательно намотку одного слоя непропитанной связующим ленты из низкоплотного, например, нетканного, материала, намотку слоя из ленты нетканного полотна, пропитанного связующим, намотку двойного спирального слоя толщиной не более 1,2 мм стекло- или базальтового ровинга с углом намотки от 52 до 57o, намотку кольцевого слоя ровинга толщиной не более 0,5 мм и усилием натяжения ровинга от 0,4 до 2,0 кг на 1 мм жгута ровинга, после чего формируют силовой каркас путем намотки пакета до 10-ти двойных спиральных слоев ровинга, причем в зоне установки каждого опорного кольца формируют кольцевой выступ в форме равнобедренного треугольника со скругленной вершиной, выполненный из кольцевых слоев ровинга, после чего формируют на концах трубы соединительные элементы.
При выполнении трубы, у которой по крайней мере на одном из концов формируют соединительный элемент в виде раструба последний формируют путем выкладки слоя ткани-препрега на оправку формователя кольцевых канавок с выходом на цилиндрическую поверхность формователя раструба на расстояние до 60 мм от оси формователя канавки, далее производят намотку резины на формователь раструба, причем на цилиндрическом участке раструба до его конусного участка выкладывается 2 слоя резины и на конусном участке - 3 слоя резины, затем со стороны конусной поверхности канавки с большим углом наклона производят кольцевую намотку ровинга с формированием плавного выхода на поверхность формователя раструба, после чего производят намотку адгезионного пакета из 5-ти слоев, причем полностью пакет наматывают только до внутреннего относительно торца трубы формователя канавки, кроме двойного спирального слоя, который наматывают до конца формователя раструба, затем производят намотку от 6 до 15 двойных спиральных слоев ровинга по всей длине оправки трубы с обмоткой каждого двойного слоя ровинга в зоне раструба одним кольцевым слоем ткани ровинга толщиной не более 0,5 мм.
При выполнении трубы, у которой по крайней мере на одном из концов трубы формируют соединительный элемент в виде ниппеля последний формируют путем намотки пакета из 6-ти двойных спиральных слоев ровинга, на котором в зоне установки опорного кольца формируют кольцевой выступ, имеющий в поперечном сечении форму равнобедренного треугольника высотой до 14 мм, выполненный намоткой кольцевых слоев ровинга, затем производят намотку пакета из 6-ти двойных слоев ровинга и формирование поверхности ниппеля кольцевыми слоями ровинга, причем в зоне за кольцевым выступом производят чередование кольцевой намотки 6-ти слоев стекло- или базальтовой ткани с кольцевыми слоями ровинга, после чего производят формирование диаметра ниппеля посредством намотки кольцевых слоев ровинга на длине до 360 мм.
При выполнении трубы у которой по крайней мере на одном из концов трубы формируют соединительный элемент в виде ниппеля с буртом последний формируют путем намотки пакета из 6 - 15 двойных спиральных слоев ровинга, затем со стороны торца подматывают подпорный клин высотой до 30 мм кольцевыми слоями ровинга методом жгутования и плавным выходом на тело трубы, и основанием, выходящим за выступ пакета спиральных слоев, сформированного над опорным кольцом, далее производят намотку пакета на длину ниппеля до 300 мм из максимум 15-18-ти слоев стекло- или базальтовой ткани, каждый из которых в зоне цилиндрической части ниппеля обматывается кольцевым слоем ровинга толщиной не более 0,5 мм, при этом каждый 5-ый слой ткани обматывается кольцевым слоем ровинга по всей длине ниппеля, а формирование бурта ниппеля и площадки под фланец выполняют намоткой кольцевых слоев ровинга с оформлением наружных диаметров элементов ниппеля, причем перед намоткой ниппельного стыка с буртом на цапфы оправки устанавливают фланцы, соответствующие диаметру изготавливаемой трубы, которые после намотки двойных спиральных слоев ровинга, составляющие силовой каркас трубы, переносятся в середину трубы и закрепляются там, после чего производится намотка соединительных элементов трубы.
Как показали проведенные опытные работы выполнение герметизирующего слоя из резины с опорными кольцами, входящими в несущий слой трубы (силовой каркас), формирование кольцевых выступов позволяет повысить прочность сцепления герметизирующего слоя с расположенными выше него слоями трубы, особенно в осевом направлении. Кроме того, повышается жесткость, устойчивость трубы, а также ее механическая прочность.
Выполнение опорных колец из ленты-препрега и расположение колец на расстоянии друг от друга 0,5 - 2,0 м с выполнением сформированного таким образом выступа со скругленной вершиной позволяет создать монолитную структуру трубы в процессе ее полимеризации.
Формирование поверх герметизирующего слоя пакета из 5-ти адгезионных слоев с описанной выше последовательностью слоев позволяет выполнить качественно приклейку футеровочного слоя, поскольку именно такая последовательность слоев способствует внедрению в него герметизирующего слоя, созданию барьерного слоя, аккумулирующего излишки связующего и созданию упругой среды, через которую расположенный поверх пакета силовой каркас передает давление опрессовки.
Выполнение клиновых выступов с установкой под ними опорных колец в области соединительных элементов трубы позволяет сформировать из них волнистую структуру пакета, что повышает прочность и надежность соединительных элементов. При этом снижается вероятность появления и распространения трещин.
Выполнение подпорных колец позволяет зафиксировать герметизирующий слой из резины относительно торца трубы и исключить его отслоение в процессе механической обработки трубы и эксплуатации.
Выполнение силового каркаса в виде двух пакетов, каждый из которых включает в себя до 10-ти двойных спиральных слоев ровинга позволяет создать монолитную структуру трубы в процессе полимеризации совмещенном с процессом вулканизации герметизирующего слоя выполненного намоткой невулканизированной резины на оправку.
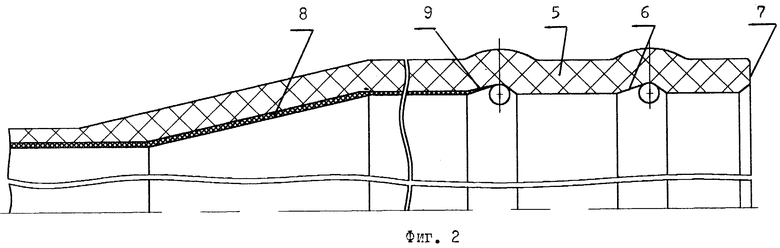
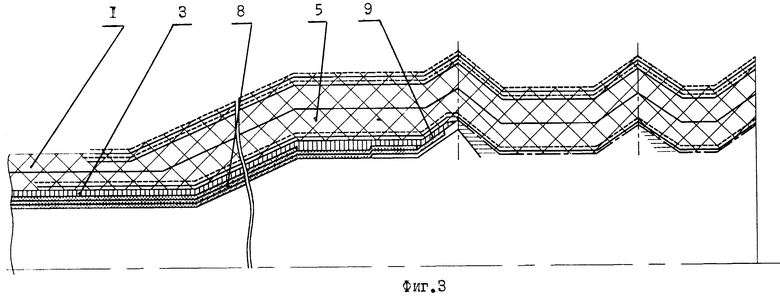
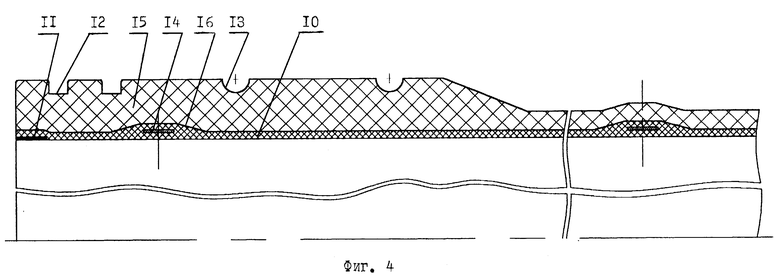
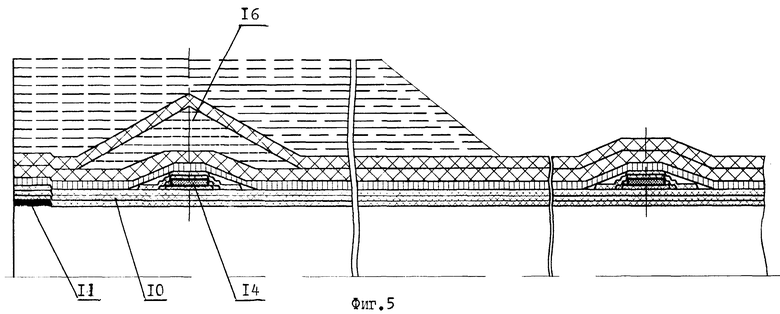
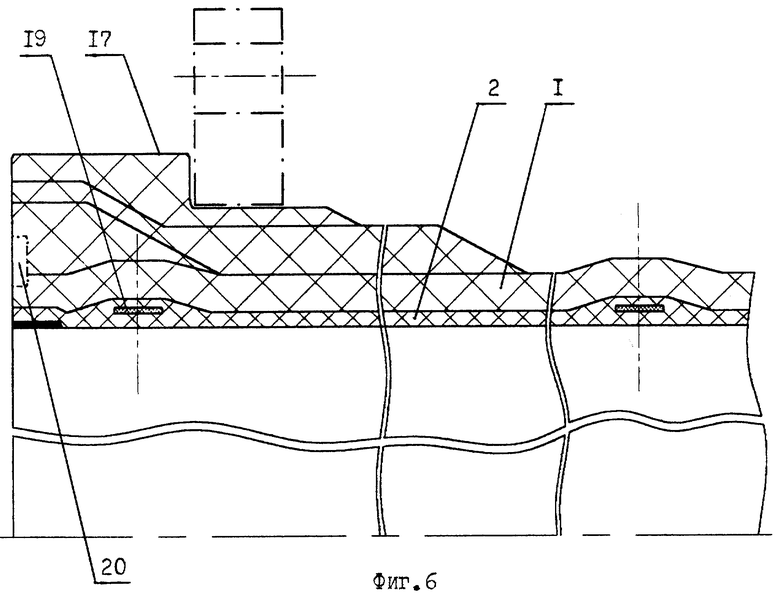
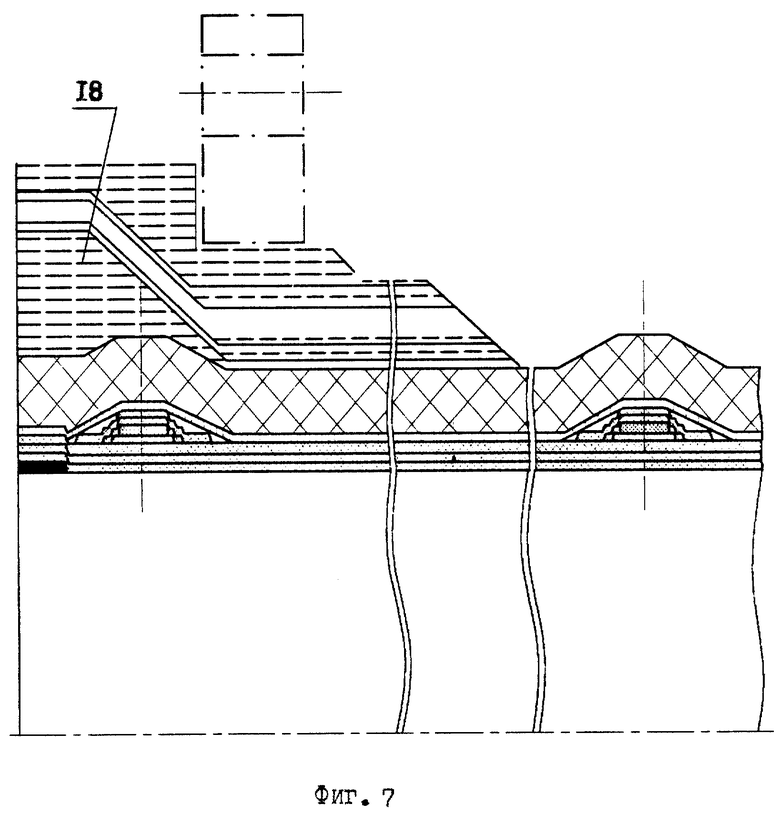
На фиг. 1 представлен продольный разрез трубы; на фиг. 2 - продольный разрез раструба трубы; на фиг. 3 - представлена схема армирования раструба трубы; на фиг. 4 - продольный разрез ниппеля трубы; на фиг. 5 - схема армирования ниппеля трубы; на фиг. 6 - продольный разрез ниппеля трубы с буртом; на фиг. 7 - схема армирования ниппеля трубы с буртом.
Труба из композиционных материалов, содержит силовой каркас 1, образованный двойными слоями ровинга, пропитанных отвержденным полимерным связующим, и внутренний герметизирующий слой 2 из резины. Между силовым каркасом 1 и внутренним герметизирующим слоем 2 толщиной до 5 мм из химически и абразивостойкой резины сформирован пакет 3 из 5-ти адгезионных слоев, намотанных на герметизирующий слой 2 в следующей последовательности: слой нетканного полотна без пропитки связующим, слой из нетканного полотна, пропитанного связующим, двойной спиральный слой ровинга с углом намотки к продольной оси от 52 до 57o и толщиной от 0,5 до 1,2 мм, слой нетканного полотна с пропиткой и кольцевой слой ровинга толщиной не более 0,5 мм, при этом силовой каркас 1 выполнен в виде двух пакетов, каждый из которых включает в себя до 10 двойных спиральных слоев, причем герметизирующий слой 2 включает последовательно расположенные внутри слоя через расстояние от 0,5 до 2,0 м закладные элементы - опорные кольца 4, выполненные в виде, например ленты-препрега, состоящей из 3 - 5 слоев ткани, при этом каждое опорное кольцо 4 формирует в герметизирующем слое 2 выступ, поперечное сечение которого имеет форму равнобедренного треугольника или трапеции со скругленными вершинами, а на концах трубы сформированы соединительные элементы, выполненные одновременно с намоткой герметизирующего слоя 2 и силового каркаса 1.
При выполнении трубы с по крайней мере одним соединительным элементом, выполненным в виде раструба, у последнего силовой каркас 5 которого сформирован намоткой чередующихся слоев ткани, двойных спиральных и кольцевых слоев ровинга, а внутренняя поверхность образована конусом, переходящим в цилиндр, который имеет, как минимум, одну кольцевую канавку 6, имеющую сечение в виде двух противоположных конусных участков, причем конусный участок канавки 6 со стороны торца 7 трубы выполнен с углом, большим угла конуса противоположного участка, а герметизирующий слой 8 заканчивается утонением на конусном участке 9 канавки 6, ближайшем к конусу раструба.
При выполнении трубы с по крайней мере одним соединительным элементом, выполненном в виде ниппеля у последнего, в торец под герметизирующий слой 10 установлено подпорное кольцо 11, выполненное из 2-3-х слоев ленты-препрега, а на наружной цилиндрической поверхности выполнено, как минимум, по одной канавке 12, 13 под уплотнительный и стопорный элементы, при этом в зоне между канавками 12, 13 под указанные элементы размещено опорное кольцо 14, над которым между пакетами силового каркаса 15 сформирован кольцевой выступ 16 с сечением равнобедренного треугольника, выполненный намоткой кольцевых слоев ровинга, причем участок ниппеля в зоне канавок 12 под уплотнительные элементы от вершины кольцевого выступа 16 до торца ниппеля выполнен сплошной намоткой кольцевых слоев ровинга, а на участке канавок 13 под стопорные элементы от вершины кольцевого выступа до конца ниппеля - попеременной намоткой кольцевых слоев ровинга и кольцевых слоев ткани с утком параллельным оси трубы.
При выполнении трубы с по крайней мере одним соединительным элементом, выполненным в виде ниппеля, имеющего бурт и сопряженный с ним посадочный цилиндрический участок под свободный фланец, последние намотаны на силовой каркас 1 трубы, причем цилиндрический участок выполнен поочередной кольцевой намоткой слоев ткани и слоев ровинга, а бурт 17 сформирован намоткой кольцевых слоев ровинга, образующих подпорный клин 18, имеющий форму конуса с подъемом к торцу ниппеля, и кольцевых слоев ткани, наложенных на подпорный клин с подмоткой каждого 5-го слоя кольцевым слоем ровинга по всей длине и обжатых кольцевыми слоями ровинга, причем в зоне подпорного клина 18 с торца трубы под герметизирующим слоем 2 имеет подпорное кольцо 19. В торце ниппеля может быть выполнена кольцевая канавка 20 под уплотнительный элемент.
В трубе в качестве армирующего материала используется стеклоровинг и стеклоткань или базальтовый ровинг и базальтовая ткань, а также их комбинации, внутренняя поверхность трубы может быть выполнена в виде конуса с конусностью в пределах от 1 до 5 мм на 8 м длины, причем больший диаметр выполнен со стороны раструба, труба может быть механически обработана, при этом на механически обработанных поверхностях нанесено защитное покрытие на основе, например, эпоксидной смолы, толщиной до 0,25 мм, а на торцы трубы с соединительными элементами может быть нанесено герметизирующее покрытие, например, эпоксиполиуретановая композиция толщиной 0,3 - 0,5 мм.
Способ изготовления трубы реализуется следующим образом.
Способ изготовления трубы из композиционных материалов включает формирование на оправке герметизирующего слоя 2 из резины и последующее формирование силового каркаса 1 путем намотки спиральных слоев ровинга, пропитанного полимерным связующим. Формирование герметизирующего слоя 2 проводят путем намотки на оправку, предварительно покрытую слоем антиадгезионного материала, ленты из невулканизированной химически и абразивостойкой резины толщиной 1 мм с шагом, равным ширине ленты, после чего наматывают второй слой ленты из невулканизированной резины со смещением относительно первого слоя на 0,5 шага и затем наматывают 3-ий слой невулканизированной резины, начиная намотку с противоположного торца оправки. После этого устанавливают опорные кольца 4, выполненные, например, из ленты-препрега, состоящей из 3-5-ти слоев, на расстоянии от 0,5 до 2,0 м по длине трубы, на которые укладывают по 2-3 слоя невулканизированной резины, причем в районе ниппельных торцев также устанавливают опорные кольца 14 или 19, далее проводят намотку пакета 3 из 5-ти адгезионных слоев, при этом пакет 3 включает последовательно намотку одного слоя непропитанной связующим ленты из низкоплотного, например, нетканного, материала, намотку слоя из ленты нетканного полотна, пропитанного связующим, намотку двойного спирального слоя толщиной не более 1,2 мм стекло- или базальтового ровинга с углом намотки от 52 до 57o, намотку кольцевого слоя ровинга толщиной не более 0,5 мм и усилием натяжения ровинга от 0,4 до 2,0 кг на 1 мм жгута ровинга, после чего формируют силовой каркас 1 путем намотки пакета до 10-ти двойных спиральных слоев ровинга, причем в зоне установки каждого опорного кольца 4 формируют кольцевой выступ в форме равнобедренного треугольника со скругленной вершиной, выполненный из кольцевых слоев ровинга, после чего формируют на концах трубы соединительные элементы.
Раструб формируют путем выкладки слоя ткани-препрега на оправку формователя кольцевых канавок 6 с выходом на цилиндрическую поверхность формователя раструба на расстояние до 60 мм от оси формователя канавки, далее производят намотку резины на формователь раструба (формирование герметизирующего слоя 8 раструба переходящего в герметизирующий слой 2 трубы), причем на цилиндрическом участке раструба до его конусного участка, выкладывается 2 слоя резины и на конусном участке - 3 слоя резины, затем со стороны конусной поверхности канавки 6 с большим углом наклона производят кольцевую намотку ровинга с формированием плавного выхода на поверхность формователя раструба, после чего производят намотку адгезионного пакета 9 из 5-ти слоев, причем полностью пакет 9 наматывают только до внутреннего относительно торца трубы формователя канавки 6, кроме двойного спирального слоя, который наматывают до конца формователя раструба, затем производят намотку от 6 до 15 двойных спиральных слоев ровинга по всей длине оправки трубы с обмоткой каждого двойного слоя ровинга в зоне раструба одним кольцевым слоем ткани ровинга толщиной не более 0,5 мм.
Ниппель формируют путем намотки пакета из 6-ти двойных спиральных слоев ровинга, на котором в зоне установки опорного кольца 14 формируют кольцевой выступ 16, имеющий в поперечном сечении форму равнобедренного треугольника высотой до 14 мм, выполненный намоткой кольцевых слоев ровинга, затем производят намотку пакета из 6-ти двойных слоев ровинга и формирование поверхности ниппеля кольцевыми слоями ровинга, причем в зоне за кольцевым выступом производят чередование кольцевой намотки 6-ти слоев стекло- или базальтовой ткани с кольцевыми слоями ровинга, после чего производят формирование диаметра ниппеля посредством намотки кольцевых слоев ровинга на длине до 360 мм.
Ниппель с буртом формируют путем намотки пакета из 6 - 15 двойных спиральных слоев ровинга, затем со стороны торца подматывают подпорный клин 18 высотой до 30 мм кольцевыми слоями ровинга методом жгутования и плавным выходом на тело трубы, и основанием, выходящим за выступ пакета спиральных слоев, сформированного над опорным кольцом 19, далее производят намотку пакета на длину ниппеля до 300 мм из максимум 15-18-тн слоев стекло- или базальтовой ткани, каждый из которых в зоне цилиндрической части ниппеля обматывается кольцевым слоем ровинга толщиной не более 0,5 мм, при этом каждый 5-ый слой ткани обматывается кольцевым слоем ровинга по всей длине ниппеля, а формирование бурта 17 ниппеля и площадки под фланец выполняют намоткой кольцевых слоев ровинга с оформлением наружных диаметров элементов ниппеля, причем перед намоткой ниппельного стыка с буртом на цапфы оправки устанавливают фланцы, соответствующие диаметру изготавливаемой трубы, которые после намотки двойных спиральных слоев ровинга, составляющие силовой каркас 1 трубы, переносятся в середину трубы и закрепляются там, после чего производится намотка соединительных элементов трубы.
В качестве наполнителя пластика трубы используется стеклоровинг, стеклоткань или базальтовый ровинг и ткань или их сочетания. В качестве связующего используется эпоксидное связующее со следующим соотношением компонентов в весовых частях: эпоксидная смола ЭД-20 - 100-108, изометилтетрагидрофталевый ангидрид Изо МТГФА - 80-86, модификатор ЭДОС - 5-9, ускоритель "Алкофен" - 1,5-4,0. Полимеризацию и вулканизацию проводят в следующем режиме: подъем температуры до 155-165oC, скорость подъема температуры 1,5-2,0 градуса в минуту, выдержка при температуре 155-165oC - 3-3,5 часа, охлаждение до 100oC вместе с печью, выдержка при 95-105oC - 1 час, охлаждение до 45-55oC вместе с печью.
Указанный выше режим позволяет получить стабильную и достаточную величину адгезии герметизирующего слоя резины и пластика трубы (до 5-8 кг/см).
После полимеризации трубы производится демонтаж трубы с оправки и затем механическая обработка, которая может включать подрезку торцев трубы, обработку ниппеля (наружный диаметр, канавки), обработку ниппеля с буртом (наружный диаметр, диаметр под площадку фланцев, ширину бурта, канавку в торце ниппеля), обработку раструба, а также сверление отверстий под установку стопорных элементов.
После проведения механической обработки трубы проводят нанесение защитного покрытия на механически обработанные поверхности в качестве которого может быть использована, например, композиция (в весовых частях): смола ЭД-20 - 100, отвердитель УП 0633М - 27, смола ДЕГ-1 - 5, пластификатор ЭДОС - 19,5.
Затем на торцы трубы или ниппелей наносится герметизирующее покрытие, например, эпоксиполиуретановая композиция.
Заключительным этапом проводится гидроиспытания трубы: на пробное давление - при приемосдаточных испытаниях и на давление разрушения - при типовых испытаниях.
Данная труба может быть использована везде, где требуется использование химически и абразовостойких труб, при перекачке рассолов, кислых сред, пульп, песчано-гравийных смесей, засоленных пластовых вод с большим содержанием абразивных частиц, шлама и золоотвалов энергетических предприятий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| СОЕДИНЕНИЕ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2154767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2415329C2 |
| СОЕДИНЕНИЕ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2003 |
|
RU2224943C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
Изобретение относится к производству труб из полимерных материалов. Между силовым каркасом и внутренним герметизирующим слоем толщиной до 5 мм из химически и абразивостойкой резины сформирован пакет из 5 адгезионных слоев, намотанных на герметизирующий слой в следующей последовательности: слой нетканого полотна без пропитки связующим, слой из нетканого полотна, пропитанного связующим, двойной спиральный слой ровинга с углом намотки к продольной оси 52 - 57oC и толщиной 0,5 - 1,2 мм, слой нетканого полотна с пропиткой и кольцевой слой ровинга толщиной не более 0,5 мм, при этом силовой каркас выполнен в виде двух пакетов, каждый из которых включает в себя до 10 двойных спиральных слоев, причем герметизирующий слой включает последовательно расположенные внутри слоя через расстояние 0,5 - 2,0 м закладные элементы - опорные кольца, выполненные в виде, например, препрега, состоящей из 3 - 5 слоев ткани, при этом каждое опорное кольцо формирует в герметизирующем слое выступ, поперечное сечение которого имеет форму равнобедренного треугольника или трапеции со скругленными вершинами, а на концах трубы сформированы соединительные элементы, выполненные одновременно с намоткой герметизирующего слоя и силового каркаса. Формирование герметизирующего слоя проводят путем намотки на оправку, предварительно покрытую слоем антиадгезионного материала, ленты из невулканизированной химической и абразивостойкой резины толщиной 1 мм с шагом, равным ширине ленты, после чего наматывают второй слой ленты из невулканизированной резины со смещением относительно первого слоя на 0,5 шага и затем наматывают 3-й слой невулканизированной резины, начиная намотку с противоположного торца оправки, после этого устанавливают опорные кольца, выполненные, например, из ленты-препрега, состоящей из 3 - 5 слоев, на расстоянии 0,5 - 2,0 м по длине трубы, на которые укладывают по 2 - 3 слоя невулканизированной резины, причем с ниппельных торцев также устанавливают опорные кольца, далее проводят намотку из 5 адгезионных слоев, при этом пакет включает последовательно намотку одного слоя непропитанной связующим ленты из низкоплотного, например нетканого, материала, намотку слоя из ленты нетканого полотна, пропитанного связующим, намотку двойного спирального слоя толщиной не более 1,2 мм стекло- или базальтового ровинга с углом намотки 52 - 57o, намотку кольцевого слоя ровинга толщиной не более 0,5 мм и усилием натяжения ровинга 0,4 - 2,0 кг на 1 мм жгута ровинга, после чего формируют силовой каркас путем намотки пакета до 10 двойных спиральных слоев ровинга, причем в зоне установки каждого опорного кольца формируют кольцевой выступ в форме равнобедренного треугольника со скругленной вершиной, выполненный из кольцевых слоев ровинга, после чего формируют на кольцах трубы соединительные элементы. В результате повышается прочность и надежность изготовления трубы. 2 с. и 11 з.п. ф-лы, 7 ил.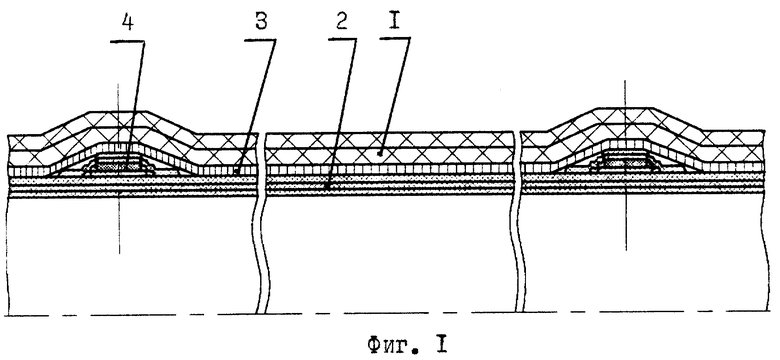
| Устройство для торможения трехфазного асинхронного электродвигателя | 1984 |
|
SU1229938A2 |
| ПЛАСТИКОВАЯ ТРУБА, ОРИЕНТИРОВАННАЯ ПО ОКРУЖНОСТИ ИЛИ ПО ДВУМ ОСЯМ, И СПОСОБ ЕЕ ФОРМОВАНИЯ | 1991 |
|
RU2037081C1 |
| КОМПОЗИЦИОННАЯ ПЛАСТИКОВАЯ ТРУБА | 1990 |
|
RU2046242C1 |
| Способ хранения свежей капусты | 1958 |
|
SU116572A1 |
| Пневматический анемометр | 1981 |
|
SU1030729A1 |
| US 4139025 А, 13.02.1979 | |||
| Труба с армирующей оболочкой | 1982 |
|
SU1093865A1 |

