ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к системам сканирования и к способам исследования поверхностей тел, подвергаемых износу или изменяющихся с течением времени. Изобретение является особо полезным для измерения поверхностей и сравнения их с данными за прошлый период времени для определения необходимости ремонта или замены поверхности, но не только для этих целей.
Во всем описании, если контекст не требует иного толкования, подразумевают, что слово "содержать" или его измененные варианты, такие как, например, "содержит" или "содержащий", означает включение изложенного единого целого или группы единых целых, а не исключение любого иного единого целого или группы единых целых.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Приведенное ниже обсуждение предпосылок создания изобретения предназначено только лишь для облегчения понимания настоящего изобретения. Это обсуждение не является подтверждением или признанием того, что любой ссылочный материал является или являлся частью известного уровня техники по состоянию на момент времени, являющийся датой приоритета настоящей заявки на изобретение.
Во многих прикладных задачах необходимо производить оценку износа или изменения поверхности относительно базиса или репера. Эта информация может быть использована для различных прикладных задач, в том числе, для оценки того, является ли поверхность безопасной для использования, или того, когда поверхность требует ремонта или технического обслуживания в результате износа с течением времени.
В некоторых областях применения часто используют облицовку в качестве рентабельного средства защиты основной поверхности от износа или повреждения. Следовательно, предпочтительно происходит износ облицовки, а не основной поверхности, и время от времени производят ее замену вместо замены основной поверхности, замена которой может являться более сложной или более дорогостоящей.
В определенных условиях, например, в тех случаях, когда поверхность расположена внутри полости или камеры корпуса, и, в особенности, в тех случаях, когда этот корпус является вращающимся, оценка степени износа поверхности, вне зависимости от того, имеет ли она облицовку или нет, является сложной или трудоемкой задачей. Обычные инструментальные средства измерений часто являются недостаточными для выполнения этой задачи, как с точки зрения обеспечения точности измерения, так и с точки зрения обеспечения безопасности выполнения задачи или экономических факторов, связанных со временем простоя во время выполнения задачи измерений при коммерческом использовании корпуса.
В некоторых из этих условий работы, когда производят измельчение материала и используют футеровки, важным является точное определение износа футеровки для того, чтобы, во-первых, обеспечить замену футеровки до того, как произойдет ее износ до той точки, когда она больше не защищает расположенный под ней корпус, и, во-вторых, для сохранения эффективности процесса измельчения.
Практическим примером вышеизложенных соображений является измельчение полезных ископаемых в горнодобывающей промышленности. При обогащении полезных ископаемых производят извлечение полезных ископаемых из их взаимно связанного состояния в монолитной горной породе путем дробления необогащенной руды на все более и более мелкие куски и, наконец, путем их измельчения в порошок. Этот процесс измельчения является многоступенчатым, и его выполняют посредством последовательности мельниц для дробления, а затем - мельниц для тонкого измельчения.
После завершения процесса дробления дробленая руда является разделенной на куски диаметром несколько сантиметров (реальный размер зависит от типа руды), и может быть затем подана во вращающиеся цилиндрические мельницы. Вращение мельницы вокруг ее оси вызывает переворот кусков руды под действием силы тяжести, вызывая, тем самым, измельчение руды на фракции все меньшего и меньшего размера. Мельницы для тонкого измельчения некоторых типов снабжены мелющими телами, например, железными или стальными шарами (шаровые мельницы), стальными стержнями (стержневые мельницы) или кремневой галькой (галечные мельницы), которые содействуют процессу измельчения. Двумя особыми типами мельниц являются мельница самоизмельчения (мельница СИ), которая работает без каких-либо мелющих тел, и мельница полусамоизмельчения (мельница ПСИ), в которую добавлена небольшая процентная доля (обычно составляющая, приблизительно, 10%) мелющих тел (которыми часто являются стальные шары).
Цикл измельчения типичной мельницы содержит первичную систему измельчения, состоящую из мельницы СИ или ПСИ, в которую подают дробленую необогащенную руду, и вторичную систему измельчения, состоящую из шаровых, стержневых или галечных мельниц, и в которую подают продукцию с выхода первичной системы измельчения.
Все типы цилиндрических мельниц состоят из цилиндрического кожуха с загрузочным устройством на одном конце и с разгрузочным устройством на другом конце. Загрузочное и разгрузочное устройства могут иметь различные конструкции. Например, обычно используют загрузочные лотки и ковшовые питатели, при этом, также используют загрузочные механизмы шнекового типа, загрузочные механизмы на основе вибрационного барабана и черпаковые питатели. Разгрузочные устройства обычно классифицируют следующим образом: устройства, действующие по переполнению, периферийные устройства, устройства с решеткой и устройства с открытым концом.
Внутренняя поверхность цилиндрической мельницы покрыта футеровкой, предназначенной для конкретных условий работы мельницы. Футеровки могут быть выполнены из стали, железа, резины, резинометаллических композитных материалов или из керамики. В этой области применения футеровки служат для выполнения следующих двух функций:
1) для защиты кожуха мельницы от повреждений вследствие эрозии из-за абразивного истирания;
2) для содействия эффективности измельчения.
Естественно, что футеровки мельниц подвергаются износу из-за эрозии. Обычно в мельницу вводят химические растворы, которые являются весьма ядовитыми и едкими для людей, а также для измерительной аппаратуры, для содействия процессу измельчения. В то время как хорошая конструкция футеровки может повысить эффективность измельчения, изношенные футеровки пагубно влияют на эффективность измельчения и на эффективность использования энергии. Следовательно, необходимо производить регулярную замену футеровок.
Замена футеровок мельницы требует значительного времени простоя мельницы, что является нежелательным с экономической точки зрения. Термин "время простоя" относится к времени, затрачиваемому на оценки толщины футеровки, и к большому количеству времени, необходимому для замены футеровки. Следовательно, точная оценка толщины футеровки внутри мельницы имеет особую важность для оператора мельницы. Кроме того, также желательным является сокращение времени простоя мельницы, связанного с процедурами контроля толщины футеровки, до минимума.
Одним из способов, который уже использовался для определения толщины футеровки мельницы, является визуальный контроль. После того как мельница была остановлена и очищена от загрязнений, специалист входит в мельницу и осматривает футеровку на наличие трещин, разломов и избыточного износа. Проблемой, присущей этому подходу, является время, затрачиваемое на очистку мельницы от загрязнений, и, кроме того, неточность определения человеческим глазом толщины объекта, значение глубины которого является невидимым.
Другим способом определения толщины футеровки мельницы является физический контроль. Как и в случае визуального контроля, перед контролем мельницы мельница должна быть остановлена и очищена от загрязнений. Специалист входит в мельницу и измеряет длину штырей, которые были заранее вбиты в футеровку. Поскольку износ футеровки происходит быстрее, чем выступающих наружу штырей, то контроль длины выступа обеспечивает выдачу показаний об износе. Проблема, присущая этому способу, состоит в том, что он требует больших затрат времени с точки зрения времени простоя мельницы во время выполнения процедур очистки от загрязнений и процессов измерения, и кроме того, в неточности оценки толщины по результатам измерения штыря, который сам подвергается износу, относительно износа футеровки. Кроме того, проблемой также является сравнительная разреженность зон, в которых производят измерения футеровки.
Еще одним способом определения толщины футеровки мельницы является контроль методом акустической эмиссии. Этот способ включает в себя текущий контроль вибраций поверхности на наружной стороне мельницы посредством датчиков ускорений. Получают оценочные значения, связанные с рабочими характеристиками процесса измельчения и с анализом износа агрегата. Проблема, присущая этому подходу, состоит в том, что он не обеспечивает непосредственного измерения толщины футеровки мельницы. Вместо этого, в нем производят текущий контроль изменений акустического выходного сигнала от мельницы, которые могут быть интерпретированы как являющиеся следствием износа футеровки мельницы, но которые в равной степени могут относиться к износу других деталей машинного оборудования мельницы.
Еще одним способом определения толщины футеровки мельницы является ультразвуковая толщинометрия. Для некоторых специалистов в данной отрасли промышленности известно, что этот хорошо зарекомендовавший себя способ обычно реализуют с использованием пьезоэлектрических измерительных преобразователей. Ультразвуковые измерительные приборы измеряют промежуток времени, соответствующий прохождению очень высокочастотного звукового импульса через проверяемый материал. Звуковые волны, сгенерированные измерительным преобразователем, вводят в проверяемый материал, и они отражаются обратно от противоположной стороны. Измерительный прибор измеряет промежуток времени между опорным импульсом и отраженным импульсом. Существенной частью вычислений является скорость звука в проверяемом материале. Показания измерительного прибора получают с использованием портативного устройства, управление которым осуществляют вручную внутри неподвижной мельницы. Оператор снимает показания путем размещения измерительного прибора в выбранных точках на поверхности футеровки. Оператор отмечает показание измерения толщины и местоположение на графическом изображении мельницы.
Существует несколько проблем, присущих ультразвуковой толщинометрии. Во-первых, как упомянуто выше, мельница должна быть очищена от загрязнений для того, чтобы оператор мог войти в мельницу. Во-вторых, температура изменяет скорость звука, и, следовательно, всегда необходима калибровка для того, чтобы гарантировать точные показания измерительного прибора. В-третьих, этот способ является медленным, поскольку каждая точка должна быть зарегистрирована вручную. В-четвертых, трудно точно оценить износ футеровки вследствие необходимости обеспечения того, чтобы измерительный инструмент с датчиком был расположен перпендикулярно к кожуху мельницы, и трудности практической реализации этого.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является улучшение решения, смягчение или преодоление, по меньшей мере, одной из вышеупомянутых проблем, связанных со способами измерения футеровок мельниц из известного уровня техники, или, по меньшей мере, предоставление общедоступного полезного варианта выбора альтернативной системы для измерения футеровок мельниц.
Однако, в связи с вышеупомянутой задачей, следует понимать, что настоящее изобретение никоим образом не ограничено исключительно его применением для измерения футеровок мельниц, и что оно может иметь иные области применения, рассмотренные в другом месте описания.
Согласно одному из объектов настоящего изобретения, в нем предложена система для измерения смещения поверхности относительно базового репера, содержащая:
средство сканирования, предназначенное для генерации данных в виде плотного множества точек между реперной точкой и поверхностью, расположенной на удалении от упомянутой реперной точки, для определения трехмерного изображения упомянутой поверхности;
средство хранения данных, предназначенное для хранения данных о базовом репере, относящихся к расположению базового репера относительно упомянутой поверхности; и
средство обработки, предназначенное для обработки упомянутых данных в виде плотного множества точек и упомянутых данных о базовом репере для определения относительного смещения упомянутой поверхности относительно упомянутого базового репера.
В предпочтительном варианте средство обработки содержит средство привязки, предназначенное для ориентирования данных в виде плотного множества точек относительно ключевых опорных данных о базовой поверхности и для преобразования упомянутых данных в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере, и средство обработки данных о смещении, предназначенное для вычисления смещения между упомянутой поверхностью и упомянутым базовым репером с использованием обоих наборов данных в упомянутой системе координат.
В предпочтительном варианте упомянутое средство обработки данных содержит средство редактирования данных, предназначенное для того, чтобы отфильтровывать данные о ложных точках из накопленных данных в виде плотного множества точек перед операциями, выполняемыми упомянутым средством привязки и упомянутым средством обработки данных о смещении.
В предпочтительном варианте упомянутое средство обработки дополнительно содержит средство разделения, предназначенное для разделения упомянутых данных в виде плотного множества точек на дискретные сегменты, соответствующие различным геометрически описанным участкам упомянутой поверхности, перед операциями, выполняемыми упомянутым средством привязки и упомянутым средством обработки данных о смещении.
В предпочтительном варианте упомянутое средство сканирования содержит лазерное сканирующее устройство, содержащее:
(i) передатчик, предназначенный для передачи лазерного излучения из упомянутой реперной точки к упомянутой поверхности;
(ii) детектор, расположенный вблизи от упомянутой реперной точки, предназначенный для регистрации лазерного излучения, отраженного от упомянутой поверхности; и
(iii) средство обработки данных о расстоянии, предназначенное для измерения расстояния между лазерным сканирующим устройством и поверхностью и для генерации данных в виде плотного множества точек, относящихся к этой поверхности.
В предпочтительном варианте упомянутое средство сканирования дополнительно содержит средство позиционирования сканирующего устройства, предназначенное для пошагового точного позиционирования и ориентирования лазерного сканирующего устройства заданным образом относительно упомянутой реперной точки.
В предпочтительном варианте система содержит средство сбора данных, предназначенное для сбора и накопления упомянутых данных в виде плотного множества точек при последовательных операциях пошагового ориентирования лазерного сканирующего устройства относительно упомянутой реперной точки для генерации трехмерного представления упомянутых данных в виде плотного множества точек относительно поверхности.
Согласно другому объекту настоящего изобретения, в нем предложен способ измерения смещения поверхности относительно базового репера, содержащий следующие операции:
осуществляют генерацию данных в виде плотного множества точек между реперной точкой и поверхностью, расположенной на удалении от упомянутой реперной точки, для определения трехмерного изображения упомянутой поверхности;
из данных в виде плотного множества точек определяют местоположение и направление ключевых опорных параметров объекта, заданного посредством трехмерного изображения;
получают данные о базовом репере в заданной системе координат, относящиеся к расположению базового репера относительно упомянутой поверхности; и
выполняют обработку упомянутых данных в виде плотного множества точек и упомянутых данных о базовом репере, ориентируя данные в виде плотного множества точек относительно ключевых опорных параметров, определенных упомянутыми данными о базовом репере, и осуществляя преобразование данных в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере.
В предпочтительном варианте способ содержит следующую операцию: определяют относительное смещение упомянутой поверхности, определенной упомянутыми данными в виде плотного множества точек, относительно упомянутого базового репера в упомянутой системе координат.
Согласно еще одному объекту настоящего изобретения, в нем предложена система для составления карты смещения поверхности относительно базового репера, содержащая:
средство обработки данных, предназначенное для получения данных в виде плотного множества точек, определяющих поверхность в системе координат, совпадающей с базовым репером, и для генерации данных о смещении, относящихся к смещению между каждой точкой упомянутого плотного множества точек и соответствующей точкой упомянутого базового репера;
средство сравнения, предназначенное для сравнения данных о смещении с заданным пороговым значением; и
средство визуального отображения, предназначенное для графического отображения результата сравнения.
В предпочтительном варианте средство визуального отображения содержит первый формат для графического отображения упомянутых данных в виде плотного множества точек или упомянутых данных о смещении в трехмерном представлении.
В предпочтительном варианте средство визуального отображения содержит средство для манипуляций с данными, предназначенное для развертки упомянутых данных в виде плотного множества точек или упомянутых данных о смещении на двумерную плоскость, и второй формат для их графического отображения.
В предпочтительном варианте упомянутый второй формат содержит контурную карту, содержащую различные цвета или оттенки, отображающие различные величины смещения относительно упомянутого заданного порогового значения.
В предпочтительном варианте средство визуального отображения содержит третий формат для вычисления гистограммы упомянутых данных о смещении.
В предпочтительном варианте средство визуального отображения содержит четвертый формат для вычисления гистограммы интегрального распределения упомянутых данных о смещении.
Согласно еще одному объекту настоящего изобретения, в нем предложен способ составления карты смещения поверхности относительно базового репера, содержащий следующие операции:
получают данные в виде плотного множества точек, определяющие поверхность в системе координат, совпадающей с базовым репером;
осуществляют генерацию данных о смещении, относящихся к смещению между каждой точкой упомянутого плотного множества точек и соответствующей точкой упомянутого базового репера;
производят сравнение данных о смещении с заданным пороговым значением и
выполняют визуальное отображение результата сравнения.
В предпочтительном варианте способ содержит следующую операцию: осуществляют генерацию поперечных сечений данных о смещении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На сопроводительных чертежах проиллюстрированы отдельные признаки конкретных вариантов реализации наилучшего варианта осуществления настоящего изобретения, и на них изображено следующее:
на Фиг.1 изображена блок-схема, на которой показаны основные функциональные компоненты системы, описанной в варианте осуществления настоящего изобретения;
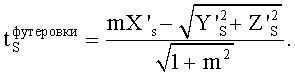
на Фиг.2 изображена принципиальная схема, на которой показано размещение лазерного сканирующего устройства внутри мельницы для генерации данных в виде плотного множества точек для внутренней поверхности мельницы;
на Фиг.3 изображена схема фрагмента в разрезе, на которой показан профиль внутренней поверхности цилиндрического кожуха относительно передней поверхности футеровки и результат измерения смещения, полученный для определения толщины футеровки;
на Фиг.4 изображена принципиальная схема главных компонентов мельницы, на которой показаны зазоры, которые должны быть определены для осуществления первого способа вычисления толщины футеровки на загрузочном и на разгрузочном торцах;
на Фиг.5 изображена принципиальная схема главных компонентов мельницы, на которой показаны зазоры, которые должны быть определены для осуществления второго способа вычисления толщины футеровки на загрузочном и на разгрузочном торцах;
на Фиг.6 изображено трехмерное представление данных в виде плотного множества точек, полученных из результатов лазерного сканирования, на котором показана поверхность футеровки цилиндрического сегмента кожуха и загрузочный торец мельницы;
на Фиг.7 проиллюстрировано трехмерное изображение выделенного линейного сегмента, на котором показаны данные о смещении, представленные в виде цветов или оттенков в соответствии с величиной смещения к задней стороне футеровки;
на Фиг.8 показано изображение развертки данных о смещении в барабане мельницы (belly), преобразованных в двумерную сетку, с условными обозначениями, показывающими соответствие цветов и оттенков, используемых для обозначения толщины футеровки;
на Фиг.9 показана двумерная контурная карта развертки данных о смещении для загрузочного торца, аналогичным образом преобразованных в двумерную сетку, с условными обозначениями, показывающими относительную толщину футеровки;
на Фиг.10 изображена гистограмма, на которой показана толщина футеровки, полученная из данных о цилиндре для всех отсканированных данных, и критическое пороговое значение расстояния;
на Фиг.11 изображена гистограмма, на которой показана толщина футеровки, полученная из данных о цилиндре, ближайшая к заданному критическому пороговому значению расстояния;
на Фиг.12 изображена интегральная гистограмма износа футеровки, соответствующая Фиг.10;
на Фиг.13 изображена интегральная гистограмма износа футеровки, соответствующая Фиг.11;
на Фиг.14 изображена диаграмма данных в виде плотного множества точек, соответствующая круглому поперечному разрезу загрузочного торца вокруг заданного радиуса, развернутому в двумерной плоскости;
на Фиг.15 изображено относительное положение круглого поперечного разреза загрузочного торца, показанного на Фиг.14, в трехмерном представлении;
на Фиг.16 изображена диаграмма данных измерений в точках для загрузочного торца, толщина которого является меньшей, чем предписанная толщина для футеровки;
на Фиг.17 изображена диаграмма, подобная диаграмме из Фиг.16, но относящаяся к барабану мельницы;
на Фиг.18 проиллюстрировано трехмерное изображение, на котором показано то, каким образом выполняют развертку и отображение кольцевого участка данных о барабане мельницы на двумерной сетке;
на Фиг.19A-19В показана схема последовательности операций, выполняемых в основной программе, для программного обеспечения согласно предпочтительному варианту осуществления изобретения;
на Фиг.20 изображена более подробная схема последовательности операций, на которой показаны операции способа, выполняемые модулем оценки параметров цилиндра, модулем преобразования и модулем смещения, согласно возможному варианту обработки данных для барабана мельницы;
на Фиг.21 изображена более подробная схема последовательности операций, на которой показаны операции способа, выполняемые модулем оценки параллельных плоскостей в варианте обработки данных для загрузочного торца и для разгрузочного торца;
на Фиг.22 изображена более подробная схема последовательности операций, на которой показаны операции способа, выполняемые модулем оценки одиночной плоскости в варианте обработки данных для загрузочного торца и для разгрузочного торца; и
на Фиг.23A и Фиг.23Б показана схема последовательности операций, выполняемых пользователем для управления программным обеспечением.
НАИЛУЧШИЙ ВАРИАНТ (НАИЛУЧШИЕ ВАРИАНТЫ)
ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Теперь будет приведено описание наилучшего варианта осуществления изобретения со ссылкой на один конкретный вариант его осуществления. Описание конкретного варианта осуществления настоящего изобретения приведено со ссылкой на сопроводительные чертежи. Соответственно, номера позиций, на которые здесь приведены ссылки, использованы на чертежах для того, чтобы показать соответствующий признак, описанный в варианте осуществления изобретения.
Этот вариант осуществления изобретения относится к системе и к способу, которые специально приспособлены для составления карты и измерения толщины футеровки мельницы, которой снабжена внутренняя поверхность мельницы, предназначенной для измельчения в ней горной породы и руды. Футеровка предназначена для защиты внутренней поверхности кожуха мельницы и для содействия процессу измельчения, выполняемому мельницей.
Как описано выше, замена футеровок мельницы является дорогостоящей, но необходимой задачей, связанной с работой мельницы.
Как показано на Фиг.1, система, по существу, содержит:
- средство сканирования в виде наземного лазерного сканирующего устройства 11;
- компьютер 13, содержащий:
- средство 15 сбора данных,
- средство хранения данных в виде базы 17 данных и
- средство обработки данных в виде программного обеспечения 19 для обработки данных; и
- интерфейс 21, предназначенный для сопряжения интерфейса 13 со сканирующим устройством 11.
Как показано на Фиг.2, лазерное сканирующее устройство 11 используется применительно к мельнице 23, имеющей цилиндрический кожух 25, сегменты 27 футеровки мельницы, определяющие расположенные между ними линии 29 стыка футеровки мельницы, загрузочный торец 31 и разгрузочный торец 33. В загрузочном торце 31 имеется загрузочное отверстие 35, а разгрузочный торец 33 снабжен разгрузочным отверстием 37.
Лазерное сканирующее устройство 11 представляет собой научный прибор известной конструкции, содержащий корпус, внутри которого расположено устройство измерения расстояния, УИР (DMU), механизм, предназначенный для вращения устройства измерения расстояния, и электронные схемы сканирующего устройства, связанные с помощью интерфейса с УИР и с механизмом вращения, для управления ими.
УИР (на чертеже не показано) обычно содержит:
(i) передатчик, предназначенный для передачи лазерного излучения через линзу, и систему зеркал из реперной точки к поверхности;
(ii) детектор, расположенный вблизи реперной точки, который предназначен для регистрации лазерного излучения, отраженного от поверхности, через линзу и систему зеркал; и
(iii) средство обработки данных о расстоянии, предназначенное для измерения расстояния между лазерным сканирующим устройством и поверхностью и для генерации данных в виде плотного множества точек, относящихся к этой поверхности.
Средство обработки данных о расстоянии реализовано в виде соответствующей микропроцессорной схемы, связанной с помощью интерфейса с передатчиком, с детектором и с электронными схемами сканирующего устройства, которая работает под управлением программы для обеспечения конкретных функциональных возможностей для регистрации данных и для их вывода в средство 15 сбора данных посредством интерфейса 21. Этим интерфейсом 21 может являться соединение с наземной или беспроводной сетью любого типа, принимающее данные с выхода лазерного сканирующего устройства 11 и вводящее их в компьютер 13 для программно управляемого сбора и накопления данных средством 15 сбора данных.
Наземным лазерным сканирующим устройством 11, которое используют в предпочтительном варианте осуществления изобретения, является высокоточное трехмерное (3D) лазерное сканирующее устройство, которое собирает большое количество точных результатов трехмерных измерений точек для генерации данных в виде плотного множества точек путем непосредственного измерения расстояния до расположенной на удалении поверхности по времени пробега способом лазерной дальнометрии. В частности, лазерное сканирующее устройство 11 отличается тем, что имеет следующие технические характеристики/параметры:
- оно способно регистрировать данные в почти сферическом поле обзора, ПО (FOV) (то есть, ПО по горизонтали составляет 360°, ПО по вертикали составляет 320°),
- оно способно регистрировать плотный набор данных порядка нескольких миллионов точек во всем поле обзора за несколько минут,
- оно является достаточно малым, чтобы проходить через окно доступа в мельницу,
- оно способно нормально функционировать тогда, когда оно ориентировано вверх дном или когда его вертикальная ось вращения не является вертикальной,
- его точность измерений составляет ±3 мм или является более высокой,
- устройство измерения расстояния функционирует таким образом, что свойства коэффициента отражения поверхности футеровки не влияют на данные,
- может быть осуществлено дистанционное управление им по кабелю или иным средством с расстояния в несколько метров,
- может быть выполнена его предварительная калибровка для устранения систематических погрешностей.
Разрешающая способность обычно может быть отрегулирована таким образом, чтобы получить результаты измерения данных в виде плотного множества точек в трехмерной декартовой системе координат в количестве порядка 45 миллионов точек или более с плотностью порядка 60 точек на квадратный сантиметр с использованием способов вычисления на основе импульсов или разности фаз.
Время пробега представляет собой время прохождения лазерного излучения в прямом и обратном направлениях, излученного из передатчика, и его измеряют для вычисления расстояния от неподвижной реперной точки, которая определяет начало координат декартовой системы координат, до отражающей поверхности во время последовательных сканирований, выполняемых лазерным сканирующим устройством 11. Следовательно, измеряют горизонтальные и вертикальные углы, под которыми излучает лазер, и именно исходя из них и из пройденного расстояния, вычисляют декартовы координаты для получения данных в виде плотного множества точек для каждой точки.
Сканирующее устройство 11 содержит средство позиционирования сканирующего устройства, предназначенное для точного позиционирования и автоматического ориентирования УИР лазерного сканирующего устройства пошаговым способом вокруг неподвижной реперной точки, которое выполняет каждое из его сканирований таким образом, что, в целом, получают почти сферическую зону охвата окружающей среды. Кроме того, со ссылкой на Фиг.2, сканирующее устройство 11 в данном варианте осуществления изобретения выполняет последовательность разверток на 320° вокруг горизонтальной оси 39 для получения данных в виде плотного множества точек о поверхности внутренних футеровок кожуха мельницы. Одна развертка начинается в положении 20° от вертикальной оси 41 в направлении вниз, затем выполняют развертку по дуге 320° в вертикальной плоскости, которая завершается в положении 340° в направлении вниз относительно вертикальной оси 41. Во время этой развертки средство сбора данных производит последовательный сбор и накопление данных в виде плотного множества точек.
После завершения одной развертки производят угловой поворот сканирующего устройства вокруг вертикальной оси 41 с заданным приращением и выполняют другую развертку на 320°. Угловые приращения вокруг вертикальной оси 41 продолжаются для последующих разверток до тех пор, пока сканирующим устройством не будет завершен поворот на полные 180° для генерации почти сферического трехмерного представления данных в виде плотного множества точек.
Установка лазерного сканирующего устройства 11 фактически означает остановку мельницы и ее очистку от загрязнений в необходимой степени, при этом, разрешено, чтобы остатки дробленой руды 42 безопасно лежали внизу кожуха 25. Поскольку внутренний объем мельницы обычно является высококоррозионной средой, способствующей процессу измельчения, то очистку от загрязнений желательно произвести перед тем, как лазерное сканирующее устройство будет помещено внутрь мельницы 23.
Лазерное сканирующее устройство может быть установлено в заданное положение внутри мельницы любым подходящим средством, но в данном варианте осуществления изобретения для размещения сканирующего устройства в центре кожуха 25 используют стрелу 43 крана, проходящую через загрузочное отверстие 35, к которой прочно и жестко прикреплено сканирующее устройство 11. Затем стрелу жестко закрепляют в этом положении, чтобы она оставалась неподвижной во время последующих операций сканирования, выполняемых лазерным сканирующим устройством. В других вариантах осуществления изобретения сканирующее устройство может быть вручную установлено на треноге, хотя этот вариант не является предпочтительным, поскольку для этого требуется, чтобы пользователь вошел в мельницу, что является нежелательным из соображений сохранения здоровья и обеспечения безопасности.
В данном варианте осуществления изобретения сканирующее устройство 11 размещено настолько близко к центру мельницы, насколько это возможно, хотя позиционирование не обязательно должно быть точным.
Дистанционное управление сканирующим устройством 11 осуществляют через интерфейс 21, а управление им осуществляют посредством программы управления работой сканирующего устройства, установленной в компьютере 13. Эта программа управления включает в себя средство 15 сбора данных.
Параметры сбора данных этой программы управления установлены таким образом, чтобы обеспечивать регистрацию трехмерных данных о внутренней части поверхностей мельницы с высокой пространственной разрешающей способностью (то есть, с малым расстоянием между точками) и почти сферическое поле обзора по углу, как описано выше.
После того как сбор данных закончен, сканирующее устройство удаляют из мельницы, и зарегистрированные данные в виде плотного множества точек экспортируют из средства 15 сбора данных в текстовый файл в формате ASCII (Американский стандартный код обмена информацией) в виде декартовых координат (то есть, координат X,Y,Z) с привязкой к неподвижной реперной точке внутренне заданной системы координат сканирующего устройства, и текстовый файл в формате ASCII запоминают в компьютере 13.
Эти данные впоследствии импортируют в программное обеспечение 19 для обработки данных, установленное в компьютере, которое предназначено для обработки данных вместе с данными о базовом репере, хранящимися в базе 17 данных, для определения относительного смещения поверхности футеровок мельницы относительно базового репера, а более подробное описание этого приведено ниже.
База 17 данных компьютера предназначена для хранения данных о базовом репере, относящихся к базовому реперу, заданному для конкретной мельницы, подвергаемой сканированию. Как показано на Фиг.3, в данном варианте осуществления изобретения этим базовым репером является внутренняя поверхность 45 кожуха 25, на которой закреплены сегменты 27 футеровки мельницы. Таким образом, футеровки мельницы определяют расположенную на удалении поверхность 47 футеровки мельницы и, следовательно, являются смещенными относительно базового репера, которым является внутренняя поверхность 45, определяемая данными о базовом репере. Это смещение 49, показанное относительно одной точки 51 из плотного множества точек данных, для которого данные в виде плотного множества точек получены из лазерного сканирующего устройства, соответствует толщине сегмента 27 футеровки в этой точке относительно местоположения 53 внутренней поверхности 45 кожуха в направлении, ортогональном к ее соседним точкам. Это положение 53 получено из данных о базовом репере, хранящихся в базе данных.
Данные о базовом репере могут быть получены из модели мельницы, созданной в системе автоматизированного проектирования (САПР), или из результатов сканирования внутренней поверхности кожуха без футеровок, установленных на своем месте, и, следовательно, они имеют привязку к своей собственной системе координат, ось X которой определяется продольной осью мельницы. Таким образом, данные о базовом репере характеризуются наличием определенных ключевых опорных данных, содержащих основные параметры мельницы, которые описывают геометрическую конфигурацию базового репера мельницы, а именно местоположение центральной продольной оси цилиндрического кожуха, радиус кожуха и длину цилиндрического участка кожуха.
В данном варианте осуществления изобретения в базе 17 данных сохраняют основные параметры мельницы для каждой мельницы, которые изменяются для различных мельниц в зависимости от формы и конфигурации конкретной мельницы. В случае мельницы, имеющей конфигурацию кожуха, показанную на Фиг.2, и схематично показанной на Фиг.4 и Фиг.5, в базе данных хранят следующие основные параметры мельницы:
- радиус мельницы от центральной оси до задней стороны футеровки (ЗСФ), которая соответствует внутренней поверхности 45 цилиндрического участка или барабана кожуха мельницы,
- расстояние от угловых углов на линиях 29 стыка футеровки барабана мельницы до загрузочного торца 31 (ниже именуемых угловыми точками со стороны ЗТ (FD)),
- длина мельницы между ЗСФ на загрузочном торце 31 и ЗСФ на разгрузочном торце 33 (см. Фиг.4), и/или
- расстояние между размещенной и отсканированной реперной поверхностью и ЗСФ на загрузочном торце или на разгрузочном торце (см. Фиг.5).
Для мельниц с коническими, а не плоскими торцами, также требуются сведения об угле раствора конуса относительно оси цилиндра и о расстоянии между вершинами на загрузочном торце и на разгрузочном торце.
Данные о базовом репере для базы данных создают заранее из моделей мельницы, созданных в САПР, для данной мельницы, или из результатов сканирования кожуха мельницы без футеровки.
Система координат данных о смещении, полученных посредством лазерного сканирующего устройства, имеет привязку к реперной точке лазерного сканирующего устройства, в то время как данные о базовом репере для мельницы имеет привязку к ее собственной системе координат, связанной с геометрической конфигурацией мельницы. Следовательно, для получения точных данных о смещении, указывающих толщину сегмента футеровки мельницы в любой конкретной точке, необходимо установить взаимосвязь двух наборов данных. Соответственно, важным аспектом программного обеспечения 19 для обработки данных является обеспечение этой взаимосвязи.
Таким образом, как также показано на Фиг.1, программное обеспечение 19 для обработки данных обычно содержит несколько значимых процедур, включающих в себя средство 55 редактирования данных, средство 57 привязки и средство 59 обработки данных о смещении.
Так как лазерное сканирующее устройство 11 осуществляет сбор данных в поле обзора, близком к сферическому, исходные данные в виде плотного множества точек, накопленные средством 15 сбора данных, также содержат ложные точки, полученные с наружной стороны мельницы, данные о которых собраны при прохождении лазерного луча через отверстия 35 и 37, расположенные, соответственно, в загрузочном торце и в разгрузочном торце. Эти нежелательные точки сначала отфильтровывают из накопленных данных в виде плотного множества точек при помощи средства 55 редактирования данных.
Средство 55 редактирования данных также содержит средство 61 разделения, предназначенное для разделения данных в виде плотного множества точек на дискретные сегменты, соответствующие различным геометрически описанным участкам поверхности 45 ЗСФ перед операциями, выполняемыми средством 57 привязки и упомянутым средством 59 обработки данных о смещении.
Сегменты плотного множества точек, отображающие следующие участки мельницы: цилиндр 25 (барабан мельницы), загрузочный торец 31 и разгрузочный торец 33, соответствуют различным геометрически описанным участкам и, следовательно, на данном этапе их разделяют для того, чтобы их обработку можно было производить по отдельности.
Средство 57 привязки предусмотрено для ориентирования данных в виде плотного множества точек относительно основных параметров мельницы и для преобразования плотного множества точек данных в систему координат, совпадающую с данными о базовом репере.
Как описано выше, данные сканирующего устройства имеют привязку к внутренней системе координат измерительного прибора, которая не совпадает с системой координат модели мельницы, созданной в САПР. Так как эта модель служит репером для вычислений толщины футеровки, то необходимо осуществить преобразование экспериментально полученных данных о точках в систему координат, совпадающую с системой координат, используемой для опорных данных о кожухе. Параметры преобразования являются неизвестными и, следовательно, должны быть вычислены из этих данных.
В качестве первого этапа, средство 57 привязки содержит процедуру оценки для вычисления положения оси цилиндра из упомянутых данных в виде плотного множества точек и процедуру преобразования для преобразования данных таким образом, чтобы эта ось и ось из опорных данных, полученных из модели, созданной в САПР, математически совпадали. Затем, в качестве второго этапа, может быть вычислена толщина футеровки для каждой точки при помощи средства 59 обработки данных о смещении.
Для оценки положения оси цилиндра и для ориентирования данных в виде плотного множества точек таким образом, чтобы они соответствовали данным о базовом репере из модели, созданной в САПР, процедура оценки запрограммирована таким образом, чтобы был реализован алгоритм, основанный на описанном ниже математическом моделировании.
Функциональная модель, примененная для точки p, лежащей на неограниченном круглом цилиндре, ось которого номинально расположена на одной линии с осью x, имеет следующий вид:
где:


а параметрами цилиндра являются следующие:
r - радиус цилиндра,
yc, zc - положение цилиндра в направлениях y и z,
φ, κ - углы поворота цилиндра вокруг осей y и z,
xm, ym, zm - координаты центра тяжести (среднее положение всех точек футеровки барабана мельницы, вычтенное для улучшения численной устойчивости).
Определениями, используемыми в процедуре оценки для разработки модели, являются следующие:
вектор u (где u=5) параметров, имеющий следующий вид:
 измерений трехмерных координат на поверхности цилиндра, имеющий следующий вид:
измерений трехмерных координат на поверхности цилиндра, имеющий следующий вид:

где n=3m, а m - количество измеренных точек.
Затем применяют методологию решения методом наименьших квадратов, в соответствии с которой:
функцию записывают в следующем виде:

а линеаризацию обеспечивают посредством отрезка ряда Тейлора:

где:
x0 - вектор приближенных значений параметра. Предполагают, что для yc, zc и φ, κ они равны нулю. В качестве r используют радиус реперной поверхности футеровки барабана мельницы, равный r0,
w=f(x0,b) - вектор m цилиндрических функций (по одной на каждую точку), оценка которого произведена по приближенным значениям параметров и по координатам точки наблюдения,
 - якобиан из частных производных цилиндрической функции, взятых относительно каждого из пяти параметров,
- якобиан из частных производных цилиндрической функции, взятых относительно каждого из пяти параметров,
 - якобиан из частных производных цилиндрической функции, взятых относительно каждой координаты измеренной точки,
- якобиан из частных производных цилиндрической функции, взятых относительно каждой координаты измеренной точки,
 - вектор поправок для приближенных значений параметра,
- вектор поправок для приближенных значений параметра,
 - вектор невязки результатов измерений.
- вектор невязки результатов измерений.
В этом случае решение для  , полученное методом наименьших квадратов, равно:
, полученное методом наименьших квадратов, равно:

где P - (диагональная) матрица весовых коэффициентов результатов измерений, а весовой коэффициент результата измерений равен величине, обратной дисперсии.
В таком случае скорректированные оценочные значения параметра становятся равными:
что обеспечивает получение решения, которое вычисляют итерационным способом с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
После этого средство 57 привязки осуществляет преобразование каждой точки из системы координат (x,y,z) сканирующего устройства в систему координат (X,Y,Z) мельницы с использованием процесса преобразования, в котором параметрами преобразования, полученными в результате оценки, являются следующие:
Следует отметить, что ось X совпадает с осью цилиндра.
Затем средство 59 обработки данных о смещении обеспечивает вычисление смещения между поверхностью сегмента футеровки и базовым репером с использованием обоих наборов данных в системе координат данных о базовом репере.
Кроме того, радиус (расстояние по нормали от оси цилиндра до точки наблюдения) в точке p вычисляют следующим образом:
В таком случае, толщина футеровки в точке p равна разности между исходным приближенным значением радиуса (радиусом реперной поверхности футеровки барабана мельницы) и вычисленным значением радиуса:

После того как вычислена толщина футеровки для участка барабана мельницы, также необходимо вычислить толщину футеровки для загрузочного и разгрузочного торцов.
Для вычисления толщины футеровки на загрузочном и на разгрузочном торцах необходимо не только выполнить преобразование, но также и расположить сегменты данных в виде плотного множества точек, которые были дискретно разделены и сохранены для этих торцов средством 61 разделения, относительно поверхностей ЗСФ вдоль оси цилиндра для формирования данных о базовом репере для загрузочного и разгрузочного торцов. Это может быть выполнено средством привязки, содержащим процедуру позиционирования, которая запрограммирована таким образом, что функционирует в соответствии с одним из двух следующих способов:
1. Извлечение сведений о точках расположения зазора футеровки барабана мельницы (угловых точках со стороны ЗТ) из данных, полученных посредством сканирующего устройства.
2. Введение плоского элемента, расположенного в известном месте (относительно поверхности ЗСФ) в мельнице или около нее, во время сбора данных.
Со ссылкой на Фиг.4, в первом способе, известном как способ двух параллельных плоскостей в точке расположения зазора, требуется, чтобы в процессе позиционирования были определены следующие параметры: точки A расположения зазора, длина B сегментов футеровки барабана мельницы, зазор C между концом соседнего сегмента футеровки барабана мельницы и загрузочным торцом и полный продольный размер D барабана мельницы.
Расстояние вдоль оси от загрузочного и разгрузочного торцов до точек А-D расположения зазора может быть получено из данных о базовом репере из проекта мельницы, созданного в САПР, или определено путем сканирований мельницы без установленных на своем месте футеровок для загрузочного и разгрузочного торцов мельницы, то есть, путем сканирования "голого" кожуха мельницы, который соответствует задней стороне футеровки (ЗСФ), до того, как будет учтена возможная резиновая подложка. После того как эти данные получены, имеется возможность вычисления переноса вдоль оси.
По существу, этот способ содержит следующие операции:
a) определяют точки расположения зазора во всех углах в одной вертикальной плоскости (то есть круги, изображенные на Фиг.4 слева) для всех видимых сегментов футеровки барабана мельницы вокруг цилиндра мельницы путем их извлечения из плотного множества данных, полученных при сканировании;
b) определяют точки расположения зазора во всех углах, расположенных напротив тех точек, которые были определены при операции (a), в одной вертикальной плоскости (то есть круги, изображенные на Фиг.4 справа) для всех видимых сегментов футеровки барабана мельницы вокруг цилиндра мельницы путем их извлечения из плотного множества данных, полученных при сканировании;
c) определяют плоскость, расположенную посередине между плоскостями, проходящими через точки, извлеченные при операциях (a) и (b);
d) определяют местоположение ЗСФ на загрузочном торце =  A+B+C;
A+B+C;
e) определяют местоположение ЗСФ на разгрузочном торце = "ЗСФ на загрузочном торце"+D.
Изменениями, к которым может потребоваться адаптация в различных конструкциях мельницы, по сравнению с тем, что показано на Фиг.4, могут являться, в том числе, иные, чем прямоугольные, формы сегментов футеровки барабана мельницы (на виде на поверхности футеровки), например, в форме трапеции. Зазор C может содержать физический зазор, уплотнительное кольцо или любой иной элемент, специфичный для конкретной мельницы.
Что касается второго способа, известного как метод характерных точек на плоскости, который показан на Фиг.5, в загрузочном отверстии 35 загрузочного торца 31 размещают элемент или реперную пластину 63, и в процессе позиционирования определяют следующие размеры: A' - относящийся к расстоянию между реперной пластиной и внутренней поверхностью загрузочного торца и D' - относящийся к продольному размеру цилиндрического кожуха или барабана мельницы; либо путем извлечения этих данных из моделей мельниц, созданных в САПР, или путем их определения из результатов сканирования мельницы без установленных на своем месте футеровок, то есть, путем сканирования "голого" кожуха мельницы, который соответствует задней стороне футеровки (ЗСФ), до того, как будет учтена возможная резиновая подложка.
В таком случае способ содержит следующие операции:
a) производят сканирование мельницы для контроля износа после размещения реперной пластины на известном расстоянии A';
b) определяют положение ЗСФ на загрузочном торце = "положение плоскости реперной пластины"+A';
c) определяют положение ЗСФ на разгрузочном торце = "ЗСФ на загрузочном торце"+D'.
Изменениями, к которым может потребоваться адаптация в различных конструкциях мельницы, по сравнению с тем, что показано на Фиг.5, могут являться, в том числе, следующие: размещение реперной пластины 63 в любом ином месте, реперной пластиной является объект иной формы, чем плоская, торцы мельницы имеют плоскую, коническую или любую иную форму и изменения в схеме расположения элементов футеровки.
В данном варианте осуществления изобретения программное обеспечение 19 для обработки данных может использоваться для определения толщины футеровки для любого из двух типов торцов мельницы: плоского и конического.
Вне зависимости от используемого способа, средство привязки снова вызывает процедуру преобразования для преобразования каждой точки (для данных о загрузочном торце, для данных о разгрузочном торце и для реперной пластины, расположенной в мельнице или на ней) из системы координат (x, y, z) сканирующего устройства в систему координат (X, Y, Z) мельницы с использованием оцененных параметров преобразования, определенных заранее во время обработки данных о барабане мельницы и математически представленных в следующем виде:
После этого в алгоритме для средства привязки следуют по одной из двух ветвей в зависимости от типа кожуха мельницы (плоский или конический) и от конкретного выбранного метода (метода двух параллельных плоскостей в точке расположения зазора или метода плоского элемента, которые были упомянуты выше), вызывают процедуру оценки для оценки основных параметров, применимых для конкретного способа. Вследствие того, что необходимо определить меньшее количество точек расположения зазора из опорных данных, предпочтительным способом обычно является метод плоского элемента, хотя это зависит от того, может ли быть установлена или задана реперная плоскость для измерений мельницы.
В случае выбора метода двух параллельных плоскостей в точке расположения зазора для кожуха с плоскими торцами средство привязки использует методологию одновременного подбора методом наименьших квадратов.
Геометрические места угловых точек со стороны ЗТ используют здесь для оценки параметров параллельных плоскостей, имеющих наилучшее соответствие, для определения расстояния вдоль оси от ЗСФ до загрузочного и разгрузочного торцов.
Затем средство 57 привязки, используя процесс ориентирования, переходит к применению описанной ниже функциональной модели для ориентирования данных в виде плотного множества точек относительно ключевых опорных данных для загрузочного и разгрузочного торцов и к преобразованию плотного множества точек данных в систему координат, совпадающую с данными о базовом репере, соответственно, для загрузочного и для разгрузочного торцов.
Для точки p, лежащей на неограниченной плоскости 1 (плоскости, ближайшей к загрузочному торцу), функциональная модель представлена следующим выражением:
axp+byp+czp=d1.
Функциональная модель для точки q, лежащей на неограниченной плоскости 2 (плоскости, ближайшей к разгрузочному торцу), которая является параллельной плоскости 1, представлена следующим выражением:
axq+byq+czq=d2,
где a, b, c - направляющие косинусы, общие для плоскостей 1 и 2,
d1, d2 - расстояния от начала координат до плоскостей.
Определениями, используемыми для разработки модели, являются следующие:
пусть вектором u (где u=5) параметров являются направляющие косинусы плюс два параметра расстояния:
пусть  условий измерений "точки на плоскости" является I, и где n=p+q, а p и q - количество измеренных точек, соответственно, на плоскостях 1 и 2.
условий измерений "точки на плоскости" является I, и где n=p+q, а p и q - количество измеренных точек, соответственно, на плоскостях 1 и 2.
Применяя методологию решения методом наименьших квадратов:
запись функции:
b=f(х),
линеаризация посредством отрезка ряда Тейлора:
Для принудительной реализации единичной длины вектора направляющих косинусов требуется следующее взвешенное ограничение:
g(x)=a2+b2+c2=1.
Линеаризованный вид уравнения ограничений задан следующим выражением:
где:
 - якобиан из частных производных уравнения ограничений относительно параметров плоскости;
- якобиан из частных производных уравнения ограничений относительно параметров плоскости;
wc - оценочное значение уравнения ограничений;
rc - невязка ограничения.
В этом случае решение для  , полученное методом наименьших квадратов, равно:
, полученное методом наименьших квадратов, равно:

где Рc - (диагональная) матрица весовых коэффициентов ограничений, и она выбрана таким образом, что Рc >> элементов из матрицы P.
Скорректированные оценочные значения параметра становятся равными:
Решение вычисляют путем итераций с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
Затем средство 59 обработки данных о смещении обеспечивает вычисление смещения между поверхностью сегмента футеровки и базовым репером с использованием обоих наборов данных в системе координат данных о базовом репере, начиная с загрузочного торца. Данные в виде плотного множества точек уже являются преобразованными, и вычисления продолжают следующим образом:
1. Положение поверхности (плоскости) ЗСФ вдоль оси (X) цилиндра равно:
где D - расстояние от точки, равноотстоящей от угловых точек со стороны ЗТ, до точки начала отсчета на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для точки S на поверхности загрузочного торца толщину футеровки мельницы вычисляют следующим образом:

Затем средство 59 обработки данных о смещении переходит к вычислению толщины футеровки на разгрузочном торце следующим образом:
1. Положение поверхности (плоскости) ЗСФ вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между задними сторонами футеровок (ЗСФ) на разгрузочном торце и на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для точки S на поверхности загрузочного торца толщину футеровки мельницы вычисляют следующим образом:

В случае выбора метода характерных точек на плоскости для кожуха с плоскими торцами средство привязки вновь использует методологию одновременного подбора методом наименьших квадратов.
Согласно этой методологии производят извлечение и преобразование данных об измеренных точках на плоском элементе, помещенном в мельницу во время сбора данных (как описано выше). Эти данные используют для оценки параметров плоскости, имеющей наилучшее соответствие, для определения расстояния вдоль оси от ЗСФ до загрузочного и разгрузочного торцов.
Средство 57 привязки приступает к применению функциональной модели, описание которой приведено ниже.
Для точки p, лежащей на неограниченной плоскости 1 (плоскости, ближайшей к загрузочному торцу), функциональная модель представлена следующим выражением:
axp+byp+czp=d,
где a, b, c - направляющие косинусы, общие для плоскости 1,
d - расстояние от начала координат до плоскости.
Определениями, используемыми для разработки модели, являются следующие:
пусть вектором u (где u=4) параметров являются направляющие косинусы плюс два параметра расстояния:
пусть вектором n условий измерений "точки на плоскости" является b, и где n=p (p - количество измеренных точек на плоскости).
Применяя методологию решения методом наименьших квадратов:
запись функции:
b=f(x),
линеаризация посредством отрезка ряда Тейлора:
Для принудительной реализации единичной длины вектора направляющих косинусов требуется следующее взвешенное ограничение:
g(x)=a2+b2+c2=1.
Линеаризованный вид уравнения ограничений задан следующим выражением:
где:
 - якобиан из частных производных уравнения ограничений относительно параметров плоскости;
- якобиан из частных производных уравнения ограничений относительно параметров плоскости;
wc - оценочное значение уравнения ограничений;
rc - невязка ограничения.
В этом случае решение для  , полученное методом наименьших квадратов, равно:
, полученное методом наименьших квадратов, равно:

где Pc - (диагональная) матрица весовых коэффициентов ограничений, и она выбрана таким образом, что Pc >> элементов из матрицы P.
Скорректированные оценочные значения параметра становятся равными:
 .
.
Решение вычисляют путем итераций с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
Затем средство 59 обработки данных о смещении вычисляет толщину футеровки из уже преобразованных точек следующим образом:
Сначала выполняют вычисления для загрузочного торца:
1. Положение поверхности (плоскости) ЗСФ вдоль оси (X) цилиндра равно:
df=d+D,
где D - расстояние от места расположения плоского элемента до точки начала отсчета на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для точки S на поверхности загрузочного торца толщину футеровки мельницы вычисляют следующим образом:
Затем выполняют вычисления для разгрузочного торца:
1. Положение поверхности (плоскости) ЗСФ вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между задними сторонами футеровок (ЗСФ) на разгрузочном торце и на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для точки S на поверхности разгрузочного торца толщину футеровки мельницы вычисляют следующим образом:
В случае использования метода двух параллельных плоскостей в точке расположения зазора для кожуха мельницы, имеющего конические торцы, придерживаются методологии одновременного подбора методом наименьших квадратов. Средство 57 привязки выполняет оценку параметров параллельных плоскостей тем же самым способом, который был описан выше для кожуха мельницы c плоскими торцами.
Однако средство 59 обработки данных о смещении вычисляет толщину футеровки из уже преобразованных точек следующим образом:
Сначала оно выполняет вычисления для загрузочного торца:
1. Положение вершины поверхности конуса ЗСФ вдоль оси (X) цилиндра равно:
где  - расстояние от точки, равноотстоящей от угловых точек со стороны ЗТ, до вершины конуса загрузочного торца, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
- расстояние от точки, равноотстоящей от угловых точек со стороны ЗТ, до вершины конуса загрузочного торца, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для каждой точки S на поверхности загрузочного торца выполняют следующий перенос вдоль оси x (оси цилиндра) к вершине конуса:
3. С учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса (полученного из модели, созданной в САПР), который равен:
m=tan θ,
затем вычисляют толщину футеровки мельницы (расстояние по нормали до поверхности конуса) в точке S следующим образом:
Затем выполняют вычисления для разгрузочного торца:
1. Положение вершины поверхности конуса ЗСФ вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между вершинами конусов на разгрузочном торце и на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для каждой точки S на поверхности разгрузочного торца выполняют следующий перенос вдоль оси x (оси цилиндра) к вершине конуса:
3. С учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса (полученного из модели, созданной в САПР), который равен:
m=-tan θ,
вычисляют толщину футеровки мельницы (расстояние по нормали до поверхности конуса) в точке S следующим образом:
В случае использования метода, основанного на данных о характерных точках на плоскости, для кожуха мельницы, имеющего конические торцы, также придерживаются методологии одновременного подбора методом наименьших квадратов. Средство 57 привязки выполняет оценку параметров плоскости так, как было описано выше для метода двух параллельных плоскостей в точке расположения зазора, который был использован для кожуха c плоскими торцами.
Однако средство 59 обработки данных о смещении вычисляет толщину футеровки из уже преобразованных точек следующим образом:
Сначала оно выполняет вычисления для загрузочного торца:
1. Положение вершины поверхности конуса ЗСФ вдоль оси (X) цилиндра равно:
где  - расстояние от места расположения плоского элемента до вершины конуса на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
- расстояние от места расположения плоского элемента до вершины конуса на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для каждой точки S на поверхности загрузочного торца выполняют следующий перенос вдоль оси x (оси цилиндра) к вершине конуса:
3. С учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса (полученного из модели, созданной в САПР), который равен:
m=tan θ,
вычисляют толщину футеровки мельницы (расстояние по нормали до поверхности конуса) в точке S следующим образом:
Затем выполняют следующие вычисления для разгрузочного торца:
1. Положение вершины поверхности конуса ЗСФ вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между вершинами конусов на разгрузочном торце и на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в САПР).
2. Для каждой точки S на поверхности разгрузочного торца выполняют следующий перенос вдоль оси x (оси цилиндра) к вершине конуса:
3. С учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса (полученного из модели, созданной в САПР), который равен:
m=-tan θ,
вычисляют толщину футеровки мельницы (расстояние по нормали до поверхности конуса) в точке S следующим образом:
Программное обеспечение 19 для обработки данных также обеспечивает статистический анализ и контроль качества с использованием соответствующих надлежащих программных модулей обработки данных.
В данном варианте осуществления изобретения выполняют точное вычисление приведенных ниже показателей для цилиндра и для процессов подбора соответствующих плоскостей для обеспечения качества вычислений толщины футеровки:
1. Ковариационная матрица оцененных параметров: анализируют среднеквадратичные отклонения, указывающие точность параметра, и коэффициент корреляции между параметрами, который может сигнализировать о плохой геометрической конфигурации.
2. Проверяют значения невязки по методу наименьших квадратов с использованием способов отслеживания данных для распознавания и последующего удаления точек выбросов. Также вычисляют показатели среднеквадратичной (RMS) и максимальной невязки.
3. Оцененный коэффициент дисперсии используют в качестве дополнительного указателя наличия выбросов и/или неправильного выбора матрицы весовых коэффициентов.
Также выполняют проверку параметров направляющих косинусов a, b и c плоскостей (параллельных и отдельной). Вследствие преобразования точек с использованием матрицы М поворота, полученной из соответствия цилиндру, первый параметр (a) должен быть равен единице, а другие параметры (b и c) должны быть равны нулю. Отличия от теоретических значений подвергают анализу на численную значимость.
Результаты всех вышеупомянутых показателей записывают в файл регистрационного журнала на различных этапах обработки данных в качестве мер обеспечения качества (QA) для гарантии целостности данных.
Важное преимущество данного варианта осуществления изобретения состоит в том, что полученный в итоге набор данных о мельнице может быть использован для предоставления пользователю исчерпывающего статистического и графического отчета. Как показано на Фиг.1, система содержит средство 65 составления карты, предназначенное для предоставления пользователю отчета о результатах сканирования в нескольких различных форматах после завершения вычислений толщины.
Средство 65 составления карты содержит средство обработки данных, которое в данном варианте осуществления изобретения реализовано в виде программного обеспечения 19 для обработки данных, предназначенное для получения данных в виде плотного множества точек, определяющих поверхность в системе координат, совпадающей с базовым репером, и для генерации данных о смещении, относящихся к смещению между каждой точкой плотного множества точек и соответствующей точкой упомянутого базового репера, описанным выше способом. Средство 65 составления карты также содержит средство 67 сравнения, предназначенное для сравнения данных о смещении с заданным пороговым значением, которым в данном варианте осуществления изобретения является критическое расстояние от задней стороны футеровки для измерения износа футеровки, равное, например, 30 мм, и средство 67 визуального отображения, предназначенное для графического отображения результатов сканирования и их сравнения в различных форматах. Этими форматами являются, в том числе, следующие:
1. Представление поверхностей и толщины футеровки для барабана мельницы и для загрузочного и разгрузочного торцов в виде трехмерных поверхностей. Пример изображения сегментов футеровки в виде трехмерных поверхностей для участка барабана мельницы и для разгрузочного торца показан на Фиг.6, а толщина футеровки показана на Фиг.7.
2. Контурные карты поверхности и толщины футеровки для барабана мельницы и для загрузочного и разгрузочного торцов. Пример контурных карт толщины футеровки для барабана мельницы показан на Фиг.8, а их пример для загрузочного торца показан на Фиг.9. Аналогичные карты для разгрузочного торца получают тем же самым способом.
3. Гистограммы, на которых показана плотность распределения толщины футеровки относительно заданного порогового значения толщины для барабана мельницы и для загрузочного и разгрузочного торцов. Пример гистограмм, на которых показана толщина футеровки для всех точек сканирования, показан на Фиг.10, а подробный вид точек вокруг критического порогового значения, равного 30 мм, показан на Фиг.11. Определение критического порогового значения является различным для различных конструкций мельницы и зависит от ряда факторов.
4. Интегральные гистограммы толщины футеровки относительно заданного порогового значения толщины для барабана мельницы и для загрузочного и разгрузочного торцов. Пример интегральных гистограмм для результатов сканирования из Фиг.10 и Фиг.11 показаны, соответственно, на Фиг.12 и Фиг.13.
5. Графики срезов данных, извлеченных из данных о торцах мельницы, вдоль круговой траектории, ось которой совпадает с осью цилиндра. На Фиг.14 показан пример поперечного разреза, проходящего через загрузочный торец, на котором показаны данные о поверхности футеровки в виде плотного множества точек вдоль круговой траектории в пределах радиуса от 3,6 до 3,7 метра (м), относительное местоположение которой на трехмерном отсканированном изображении относительно плоскости 68 репера ЗСФ показано на Фиг.15 внутренним темным кольцом 66 вокруг загрузочного отверстия.
6. Графики точек, в которых толщина является меньшей, чем заранее заданное пороговое значение толщины, для барабана мельницы и для загрузочного и разгрузочного торцов. Примеры графиков, на которых показано местоположение точек, в которых толщина является меньшей, чем заданное значение толщины, приведены на Фиг.16 для загрузочного торца и на Фиг.17 для барабана мельницы.
7. Вывод информации о количестве и/или о процентной доле точек, в которых толщина является меньшей, чем заранее заданное пороговое значение толщины; о средней толщине футеровки или иной соответствующей статистической информации о футеровке в числовом виде.
В случае использования второго формата для визуального отображения контурных карт данных в виде плотного множества точек или данных о смещении, средство 69 визуального отображения содержит средство 71 для манипуляций с данными, предназначенное для развертки данных в виде плотного множества точек и/или данных о смещении на двумерную плоскость для последующего графического отображения. На Фиг.18 продемонстрировано графическое представление, на котором показана взаимосвязь между трехмерными данными в виде плотного множества точек и их расположением в неразвернутом виде в трехмерном представлении. Средство 69 визуального отображения также содержит средство 73 визуализации изображений, предназначенное для обеспечения различных цветов или оттенков, отображающих различные величины смещения относительно заданного порогового значения на контурных картах, как показано в различных предыдущих примерах.
Пример отчета, который может быть создан с использованием средства составления карты и выбранных форматов для конкретной мельницы, показан в сопроводительном Приложении этому описанию, которое приведено после Фиг.23.
Реальный вариант реализации и использования программного обеспечения 19 для обработки данных в данном варианте осуществления изобретения лучше всего показан на схемах последовательности операций, приведенных на Фиг.19-23, которые теперь будут описаны подробно.
на Фиг.19A, 19Б и 19В показана схема последовательности операций, выполняемых в основной программе программного обеспечения 19 для обработки данных. Главное меню 101 выполнено таким образом, что его первоначально показывают пользователю для предоставления пользователю различных возможных вариантов ввода данных и выбора конкретных имеющихся вариантов обработки данных. В данном из вариантов осуществления изобретения предоставляют четыре основных возможных варианта обработки данных, в том числе:
1) обработка данных о барабане мельницы, 103;
2) обработка данных о разгрузочном торце и разгрузочном торце, 105;
3) ввод информации из базы данных, 107;
4) пакетная обработка, 109.
При вызове пункта 103 меню "обработка данных о барабане мельницы" программа входит в процедуру выбора, предоставляя пользователю два возможных варианта: один - для выбора данных о базовом репере для сегмента барабана мельницы конкретной мельницы из базы 17 данных, которая предназначена для хранения данных о базовом репере за прошлый период времени для каждой мельницы, в которой используется система, а другой - для ввода параметров мельницы в качестве данных о базовом репере в том случае, если мельница, для которой будет выполняться сканирование, является новой мельницей, для которой отсутствуют какие-либо записанные ранее данные о базовом репере.
В последнем случае программа направляет пользователя в процедуру 107 ввода информации из базы данных, которая вызывает подпрограмму, предоставляющую пользователю возможность ввода соответствующих параметров мельницы для создания нового базового репера для конкретной рассматриваемой мельницы. Это может просто включать в себя загрузку уже существующего файла данных, содержащего модель мельницы, созданную в САПР, в том случае, если такой файл данных существует, или создание файла данных о модели мельницы с нуля путем выполнения сканирования "голого" кожуха мельницы без футеровок, установленных на своем месте.
После того как создан файл данных посредством пункта 107 меню "обработка ввода информации из базы данных", его сохраняют среди других файлов данных для других мельниц, и он является доступным для выбора посредством пункта меню или модуля 103 "обработка данных о барабане мельницы" или посредством пункта 105 меню "обработка данных о загрузочном торце и разгрузочном торце".
Программа имеет средство 111, возвращающее пользователя к главному меню 101 после того, как завершен ввод 107 информации из базы данных.
Как показано на Фиг.19Б, пункт 105 меню "обработка данных о загрузочном торце и разгрузочном торце" вызывает модуль 113 выбора, предоставляющий пользователю набор возможных вариантов выбора, соответствующих возможным вариантам выбора, которые имеются в модуле 103 выбора при обработке данных о барабане мельницы, то есть следующих вариантов: выбор данных о базовом репере для сегментов загрузочного торца и разгрузочного торца конкретной мельницы из базы 17 данных или ввод новых параметров мельницы в том случае, когда такой файл данных для конкретной мельницы отсутствует в базе данных. В последнем случае программа направляет пользователя в модуль 107 ввода информации из базы данных таким же самым образом, как и в случае модуля 103 выбора при обработке данных о барабане мельницы.
В обоих модулях: в модуле 103 выбора при обработке данных о барабане мельницы и в модуле 113 выбора при обработке данных о загрузочном торце и разгрузочном торце, когда пользователем выбран существующий файл данных для конкретной мельницы, то создают доступный для редактирования файл введенных данных, в котором должны храниться данные в виде плотного множества точек для барабана мельницы или для загрузочного и разгрузочного торцов, полученные из результатов сканирования конкретной мельницы с установленными на своем месте сегментами футеровки.
Затем программа переходит вперед к этапу 115 считывания данных о барабане мельницы из сегмента данных о барабане мельницы, содержащегося в данных в виде плотного множества точек, обработанных средством 61 разделения, в случае обработки данных о барабане мельницы, или к этапу 117 считывания данных о загрузочном торце и разгрузочном торце из сегментов данных о загрузочном и о разгрузочном торцах, содержащихся в данных в виде плотного множества точек, обработанных средством 61 разделения, в случае обработки данных о загрузочном и о разгрузочном торцах.
Для обработки данных о барабане мельницы после выполнения операции 115, при которой производят считывания данных о барабане мельницы, программа управляет средством 57 привязки таким образом, что вызывает подпрограмму 119 оценки для оценки ключевых параметров цилиндра из данных в виде плотного множества точек с использованием математической модели, описание которой приведено выше.
После завершения этого программа вызывает другую подпрограмму 121 для записи параметров цилиндра, полученных из математической модели, а также предусмотренных мер обеспечения качества (QA), в файл регистрационного журнала.
Затем средство 57 привязки выполняет ориентирование данных в виде плотного множества точек относительно данных о базовом репере посредством программы, вызывающей подпрограмму 123 преобразования для преобразования системы координат данных в виде плотного множества точек в систему координат данных о базовом репере с использованием вышеописанной матрицы преобразования.
Затем программа управляет средством 59 смещения таким образом, что оно вызывает подпрограмму 125 смещения для вычисления толщины футеровки барабана мельницы в каждой точке переориентированных и преобразованных данных в виде плотного множества точек с использованием описанных выше математических уравнений.
Схема последовательности операций, более подробно описывающая последовательность операций способа, выполняемых подпрограммой 119 оценки, подпрограммой 123 преобразования и подпрограммой 125 смещения, показана на Фиг.20, а ее более подробное описание приведено позже.
Как показано на Фиг.19Б, для обработки данных о загрузочном торце и разгрузочном торце, программа перед вызовом модуля 113 выбора выполняет операцию 127, при которой она выполняет начальную проверку для выяснения того, производилась ли уже обработка данных о барабане мельницы или нет. Если она не производилась, то выполняют операцию 129, при которой пользователя возвращают в главное меню. Если же она производилась, то программа разрешает пользователю перейти к модулю 113 выбора.
После считывания данных в виде плотного множества точек о загрузочном торце и разгрузочном торце при операции 117, средство 57 привязки ориентирует данные в виде плотного множества точек относительно данных о базовом репере для загрузочного и разгрузочного торцов путем вызова модуля 131 преобразования. Этот модуль использует параметры преобразования, оценка которых была произведена заранее, и осуществляет преобразование данных в виде плотного множества точек в систему координат данных о базовом репере с использованием описанных выше математических моделей.
Затем программа переходит к этапу 133 определения точки начала отсчета, при котором определяют точку начала отсчета для позиционирования сегментов данных в виде плотного множества точек для загрузочного и разгрузочного торцов относительно данных о базовом репере поверхности ЗСФ вдоль оси цилиндра любым из двух описанных выше методов, то есть методом двух параллельных плоскостей в точке расположения зазора или методом плоского элемента.
Конкретный метод является заранее заданным пользователем для конкретной мельницы, и программа переходит из точки ветвления к соответствующей подпрограмме, подлежащей выполнению, в зависимости от конкретного параметра, установленного для такого перехода.
В случае метода двух параллельных плоскостей программа переходит к началу этой подпрограммы 135, а затем вызывает подпрограмму 137 считывания для считывания данных о параллельных плоскостях для загрузочного торца и разгрузочного торца.
Затем программа вызывает требуемый модуль 139 оценки для оценки параметров параллельных плоскостей с использованием описанных выше математических моделей. Схема последовательности операций для этой конкретной подпрограммы показана на Фиг.21, а ее более подробное описание приведено позже. Затем вызывают подпрограмму 141 записи в регистрационный журнал для записи полученных параметров плоскости и предусмотренных мер обеспечения качества (QA) в файл регистрационного журнала.
Затем программа доходит до другой точки 143 принятия решения относительно вызова надлежащей подпрограммы для вычисления толщины футеровки с использованием метода параллельных плоскостей в соответствии с тем, являются ли торцы плоскими или коническими. Параметр, определяющий, посредством какой именно подпрограммы следует производить обработку, является частью параметров мельницы, заданных для мельницы, и вследствие наличия этого параметра программа вызывает подпрограмму 145 для плоского торца или подпрограмму 147 для конического торца, как показано на Фиг.19В. Эти подпрограммы выполняют вычисления толщины способом, описанным выше для средства 59 смещения, который соответствующим образом видоизменен для конкретной рассматриваемой конструкции торца мельницы.
В случае метода плоского элемента, как показано на Фиг.19Б, программа ответвляется от этапа 133 определения точки начала отсчета к началу 149 подпрограммы для метода плоского элемента, а затем вызывает подпрограмму 151 считывания для считывания данных для торцов и для плоского элемента или репера 63.
Затем программа вызывает требуемый модуль 153 оценки для оценки параметров одиночной плоскости наилучшего соответствия для определения расстояния вдоль оси от ЗСФ до загрузочного и разгрузочного торцов с использованием описанных выше математических моделей. Схема последовательности операций для этой конкретной подпрограммы показана на Фиг.22, а ее более подробное описание приведено позже. Затем вызывают подпрограмму 155 записи в регистрационный журнал для записи полученных параметров плоскости и предусмотренных мер обеспечения качества (QA) в файл регистрационного журнала.
Подобно методу двух параллельных плоскостей, затем программа доходит до точки 157 принятия решения относительно вызова надлежащей подпрограммы для вычисления толщины футеровки с использованием метода плоского элемента в соответствии с тем, являются ли торцы плоскими или коническими. В соответствии с параметром, заданным для конкретной мельницы, продолжением программы является либо вызов подпрограммы 159 для плоского торца, либо подпрограммы 161 для конического торца, как показано на Фиг.19В. Затем эти подпрограммы выполняют вычисления толщины способом, описанным выше для средства 59 смещения, который соответствующим образом видоизменен для конкретной рассматриваемой конструкции торца мельницы.
В обоих пунктах 103 и 105 меню "обработка данных о барабане мельницы" и "обработка данных о загрузочном торце и разгрузочном торце" после завершения вычислений толщины футеровки мельницы программа переходит к этапу составления отчета, на котором приводят в действие средство составления карты мельницы. В обоих случаях программа переходит к операции принятия решения: к операции 163 принятия решения в случае пункта меню "обработка данных о барабане мельницы" или к операции 165 принятия решения в случае пункта меню "обработка данных о загрузочном торце или о разгрузочном торце", выдавая запрос о том, требуется ли отчет в виде графического вывода данных. Ответ на этот запрос может либо содержаться во входных параметрах, заранее заданных для конкретной мельницы и введенных посредством пункта 109 меню "пакетная обработка", либо может быть запрошен непосредственно от пользователя в реальном масштабе времени.
В любом случае программа управляет средством визуального отображения таким образом, что оно вызывает подпрограмму, которая осуществляет генерацию и отображение заданных контурных карт для соответствующей поверхности в ответ на утвердительный ответ на запрос, или просто вычисляет гистограмму и интегральную гистограмму толщины футеровки в ответ на отрицательный ответ на запрос. В случае утвердительного ответа в пункте меню "обработка данных о барабане мельницы", вызывают подпрограмму 167 составления карты для барабана мельницы, а в случае утвердительного ответа в пункте меню "обработка данных о загрузочном торце и разгрузочном торце", вызывают подпрограмму 169 составления карты для торца.
В подпрограмме 167 составления карты для барабана мельницы средство для манипуляций с данными функционирует таким образом, что выполняет развертку данных в виде плотного множества точек, относящихся к цилиндрической поверхности кожуха, и плотного множества точек с повторной выборкой на регулярную двумерную сетку, где вычисляют контурные линии. В подпрограмме 169 составления карты для торца средство для манипуляций с данными функционирует таким образом, что аналогичным способом выполняет повторную выборку данных в виде плотного множества точек на регулярную двумерную сетку, где аналогичным образом вычисляют контурные линии.
После вычисления контурных линий, в соответствии со вторым форматом, средство визуализации изображений вызывает соответствующие подпрограммы 171 и 173 вывода изображений на экран для графического отображения различных величин контура смещения толщины относительно заданного порогового значения различными цветами или оттенками.
В программе предусмотрены другие подпрограммы, которые могут быть, но не обязательно, вызваны для других форматов, например, подпрограммы 175 и 177 поперечных сечений, а также подпрограммы 179 и 181 гистограмм, для вычисления толщины футеровки мельницы. В дополнение к отображению требуемых изображений на экране дисплея данные о них также записывают в файл для конкретной мельницы и сохраняют в базе 17 данных для последующего доступа к ним.
В случае гистограмм, их также отображают, в соответствии с третьим и четвертым форматами, посредством подпрограмм 183 и 185, и вызываются непосредственно программой в ответ на отрицательный ответ при операциях, соответственно, 163 и 165 принятия решения.
Дополнительные подпрограммы вызывают для составления отчетов со статистическими данными об износе футеровки (подпрограммы 187 и 189) и для формирования изображений точек, в которых толщина является меньшей, чем критическое пороговое значение толщины (подпрограммы 191 и 193). В обоих случаях эти данные аналогичным образом отображают на дисплее и записывают в файл для сохранения в базе данных.
После вычисления и отображения всех выбранных отчетов для любого из пунктов меню: для пункта меню "обработка данных о барабане мельницы" или для пункта меню "обработка данных о загрузочном торце и разгрузочном торце", программа производит возврат к главному меню при операциях, соответственно, 195 и 197.
В пункте 109 меню "пакетная обработка" выполняют подпрограмму, посредством которой пользователю предоставляют средство для предварительного определения вариантов ввода данных как для обработки данных о барабане мельницы, так и для обработки данных для загрузочного и разгрузочного торцов, для их автоматического выполнения в пакетном режиме. В программе предусмотрено средство 199 возврата в главное меню после завершения выполнения модуля пакетной обработки, чтобы перейти к одному из остальных пунктов меню.
Теперь будет приведено более подробное описание конкретных последовательностей операций, выполняемых подпрограммой 117 оценки, подпрограммой 123 преобразования и подпрограммой 125 смещения для варианта обработки данных о барабане мельницы, со ссылкой на Фиг.20.
Что касается подпрограммы 119 оценки, то сначала в процедуре оценки параметров цилиндра выполняют операцию 201, при которой сначала вычисляют положение центра тяжести всех точек футеровки из данных в виде плотного множества точек, полученных из средства редактирования данных, и вычитают это положение из координат каждой точки. Цель этого состоит в том, чтобы, по существу, определить центральную ось кожуха относительно системы координат плотного множества точек данных, поскольку реперная точка, используемая лазерным сканирующим устройством и в накопленных данных о поверхности, обычно находится на некотором расстоянии от положения центра тяжести как относительно его радиального, так и его осевого положения относительно истинной центральной оси цилиндрического кожуха мельницы.
Затем в последовательности операций переходят к выполнению операции 203, при которой устанавливают начальные приближенные значения параметров цилиндра, в соответствии с чем все значения двух координат положения цилиндра и двух углов поворота устанавливают равными нулю, а значение радиуса устанавливают равным радиусу ЗСФ, который является одним из основных параметров, полученных из данных о базовом репере для мельницы. Затем при операции 205 начинают процедуру оценки параметров цилиндра как итерационный процесс.
Итерационный процесс сначала включает в себя операцию 207 составления линеаризованного уравнения цилиндра для каждой точки на поверхности футеровки барабана мельницы; затем - операцию 209 составления и решения нормального уравнения наименьших квадратов для получения поправок для аппроксимации значений параметра; и, наконец, - операцию 211 принятия решения о том, являются ли поправки значимыми. Если поправки являются значимыми, то затем временно установленные значения параметров цилиндра корректируют путем их приращения относительно нуля на заданную величину и снова выполняют операции 207-211 способа для определения того, являются ли поправки вновь значимыми. Этот итерационный процесс продолжают до тех пор, пока в вопросе при операции 211 не будет определено, что поправки не являются значимыми и не выходят за пределы заданного допустимого отклонения, и в этот момент времени определяют, что выбранные параметры цилиндра являются правильными для кожуха мельницы.
Затем начинают подпрограмму 123 преобразования, и ее выполняют при операции 213, при которой осуществляют преобразование всех точек барабана мельницы в системе координат сканирующего устройства, полученных из данных в виде плотного множества точек, в систему координат данных о базовом репере мельницы с использованием заранее оцененных параметров цилиндра, имеющих наилучшее соответствие.
После завершения этого преобразования подпрограмма 125 смещения выполняет операцию 215 вычисления толщины футеровки барабана мельницы, в соответствии с которой вычисляют радиус каждой преобразованной точки и вычитают его из заданного радиуса ЗСФ для получения толщины футеровки мельницы в этой точке относительно базового репера.
Теперь будет приведено более подробное описание конкретной последовательности операций для модуля 113 оценки параметров параллельной плоскости со ссылкой на Фиг.21.
Как показано на фиг.21, последовательность операций оценки параметров параллельной плоскости начинают с операции 217 и продолжают в виде итерационного процесса, начинающегося с операции 219, в соответствии с которой сначала составляют линеаризованное уравнение плоскости для каждой из угловых точек со стороны ЗТ. Затем в последовательности операций переходят к выполнению операции 221 составления нормальных уравнений наименьших квадратов. После этого выполняют операцию 223, при которой составляют линеаризованное уравнение ограничений для направляющих косинусов и добавляют его к нормальным уравнениям, составленным при операции 221.
Затем выполняют операцию 225, при которой вычисляют решения нормальных уравнений наименьших квадратов для получения поправок для аппроксимации значений параметров. Затем выполняют операцию 227, при которой эти поправки проверяют на соответствие стандартным параметрам допуска по сходимости для определения того, являются ли они численно значимыми; и если они являются значимыми, то корректируют значения угловых точек со стороны ЗТ, и операции 219-227 повторяют снова для определения того, являются ли поправки значимыми. Когда определено, что поправки не являются значимыми, в этот момент полагают, что угловые точки со стороны ЗТ совпадают с истинной центральной осью цилиндрического кожуха, то затем выполняют операцию 229, при которой выполняют незначительные вычисления толщины для каждого торца.
Теперь будет приведено более подробное описание конкретной последовательности операций, выполняемых модулем 153 оценки параметров одиночной плоскости, со ссылкой на Фиг.22.
Как показано на фиг.22, последовательность операций оценки параметров одиночной плоскости начинают с операции 231, и так же как и в процессе оценки параллельных плоскостей, итерационный процесс начинают с операции 233, при которой составляют линеаризованное уравнение плоскости для каждой точки на плоском элементе или репере 63.
Затем выполняют операцию 235, при которой составляют нормальные уравнения наименьших квадратов, после чего выполняют операцию 237 составления линеаризованного уравнения ограничений для направляющих косинусов, которое добавляют к нормальным уравнениям, составленным при операции 235.
Затем выполняют операцию 239, при которой вычисляют решения нормальных уравнений наименьших квадратов для получения поправок для аппроксимации значений параметров.
Затем выполняют операцию 241, при которой эти поправки сравнивают со стандартными параметрами допуска по сходимости. Если поправки являются численно значимыми, то выполняют корректировку полученного в результате оценки положения плоского элемента, и операции 233-241 способа повторяют для определения того, являются ли поправки все еще значимыми или нет.
Этот итерационный процесс продолжают до тех пор, пока не будут полагать, что поправки не являются значимыми, не выходящими за пределы заданного допуска, после чего считают, что полученное в результате оценки положение плоского элемента является правильно совмещенным с данными о базовом репере мельницы. После этого в последовательности операций переходят к выполнению операции 243 вычисления толщины футеровки.
На Фиг.23A и 23Б показана схема последовательности операций, выполняемых пользователем, и она является, по существу, такой же, как и схема последовательности операций, выполняемых программой. Следовательно, для обозначения соответствующих подпрограмм и модулей использованы соответствующие номера позиций, описанные применительно к схеме последовательности операций, выполняемых программой.
Данный вариант осуществления изобретения есть несколько преимуществ перед системами из известного уровня техники, используемыми для контроля износа футеровки мельниц. Некоторыми из этих преимуществ являются следующие:
1. В отличие от визуального контроля и ультразвуковой толщинометрии, настоящее изобретение не требует физического доступа человека в цилиндрическую мельницу, обеспечивая, тем самым, экономию времени простоя и избегая сложности проблем обеспечения безопасности (внутренняя часть цилиндрической мельницы является опасной средой, и может потребоваться ожидание в течение нескольких часов после остановки перед тем, как она будет безопасной для доступа в нее человека).
2. Сбор данных занимает менее 5 минут, что намного быстрее, чем любой альтернативный способ контроля.
3. Вычисляют выборки толщины футеровки в количестве нескольких миллионов точек, а не нескольких дюжин. Фактически может быть измерена вся видимая поверхность мельницы.
4. Относительное местоположение всех выборок точек относительно оси мельницы является точно известным. Другие способы не предоставляют эту информацию.
5. Точность отдельных измерений, полученная опытным путем, является более высокой, чем в других способах, из-за проблем, связанных с регистрацией результатов измерений перпендикулярно к поверхности ЗСФ. Кроме того, с учетом условий наличия нагрева в мельнице, способ ультразвуковой толщинометрии является очень чувствительным к погрешностям в оценке скорости звука внутри футеровки.
6. Трехмерную цифровую модель износа футеровки мельницы вычисляют непосредственно из данных в виде плотного множества точек, так как они являются указателями контроля качества, и из соответствующего статистического анализа. Никакой другой способ не предоставляет такую строгую с научной точки зрения подробную информацию о толщине футеровки мельницы.
7. Износ футеровки мельницы визуализируют посредством ряда карт с цветовым кодированием для центрального кожуха мельницы и для загрузочного и разгрузочного торцов. Другие способы не могут обеспечить этот тип визуализации.
Следует понимать, что объем патентных притязаний настоящего изобретения не ограничен описанным здесь конкретным вариантом его осуществления. Важно, что настоящее изобретение не ограничено составлением карт и измерениями толщины футеровок мельниц в любом из существующих типов мельниц. В действительности, могут быть рассмотрены другие варианты осуществления изобретения, в которых используют те же самые принципы, которые были применены для составления карт и/или для измерения смещения поверхности относительно репера, в других областях применения, например, для резервуаров и конструкций, широко распространенных в промышленных установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ ДЛЯ ОРИЕНТИРОВАНИЯ МНОЖЕСТВА ДАННЫХ СКАНИРОВАНИЯ ОТНОСИТЕЛЬНО БАЗОВЫХ ЭТАЛОННЫХ ДАННЫХ | 2007 |
|
RU2469263C2 |
| СПОСОБ КАЛИБРОВКИ ВИДЕОГРАММЕТРИЧЕСКИХ СИСТЕМ И КОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645432C1 |
| Способ оценивания по реперным точкам угловых и пространственных координат объекта в оптико-электронной системе позиционирования | 2019 |
|
RU2720076C1 |
| СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ ТРУБОПРОВОДОВ НАДЗЕМНОЙ ПРОКЛАДКИ В УСЛОВИЯХ ВЕЧНОЙ МЕРЗЛОТЫ | 2014 |
|
RU2582428C2 |
| Способ определения напряженно-деформированного состояния массива горных пород | 2024 |
|
RU2836012C1 |
| Способ измерения пространственных координат точек объекта с высокой продольной жёсткостью | 2024 |
|
RU2835117C1 |
| СПОСОБ УСТАНОВКИ ОБЪЕКТА В ПРОЕКТНОЕ ПОЛОЖЕНИЕ | 2013 |
|
RU2537516C1 |
| СПОСОБ ИНСПЕКЦИИ ГОРНОГО ОБОРУДОВАНИЯ | 2020 |
|
RU2815329C1 |
| СПОСОБ ЛОКАЦИИ ИСТОЧНИКА ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2275652C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ И/ИЛИ ДЕФОРМАЦИЙ ОБРАЗЦА ПРИ ВЫСОКОТЕМПЕРАТУРНОМ ВОЗДЕЙСТВИИ НА НЕГО И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2665323C1 |
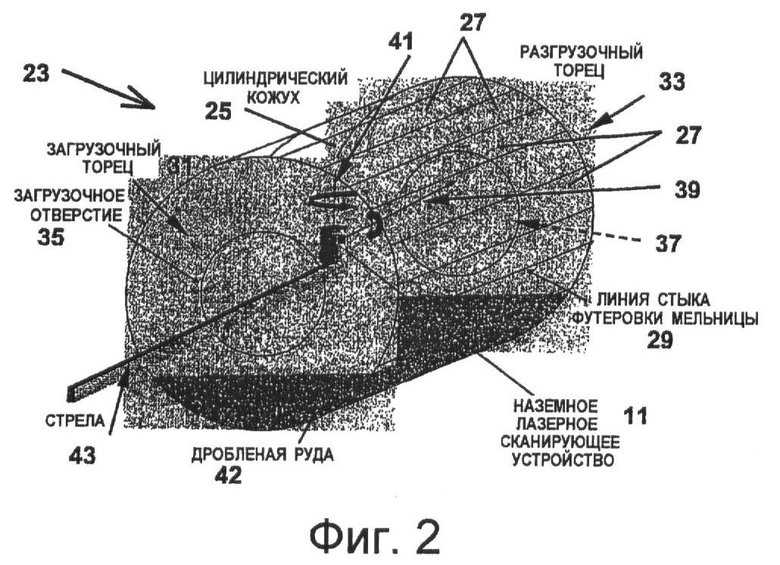
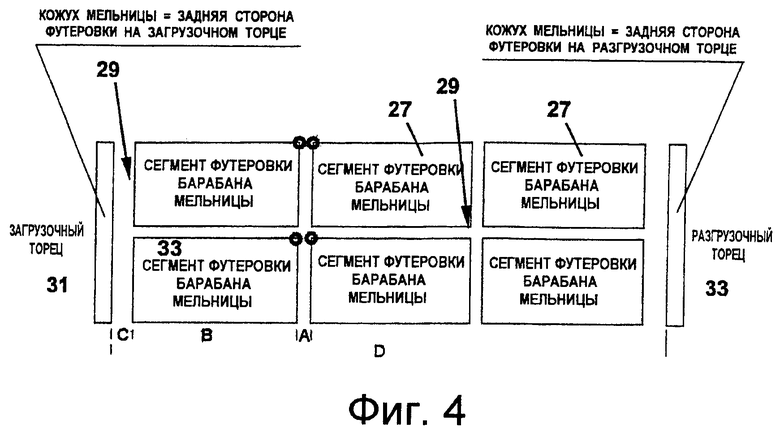
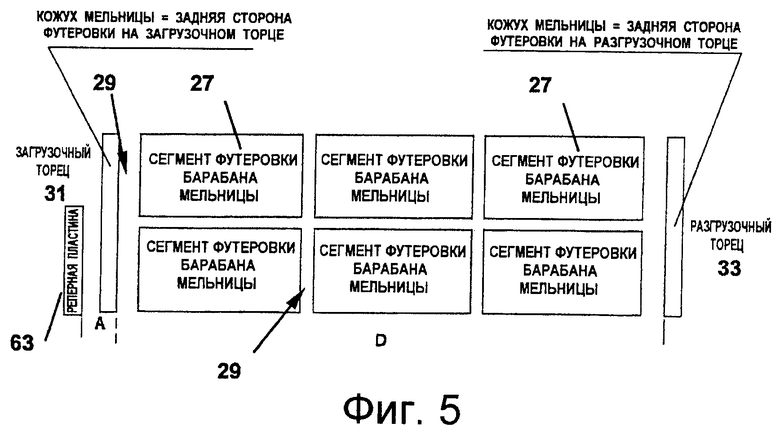
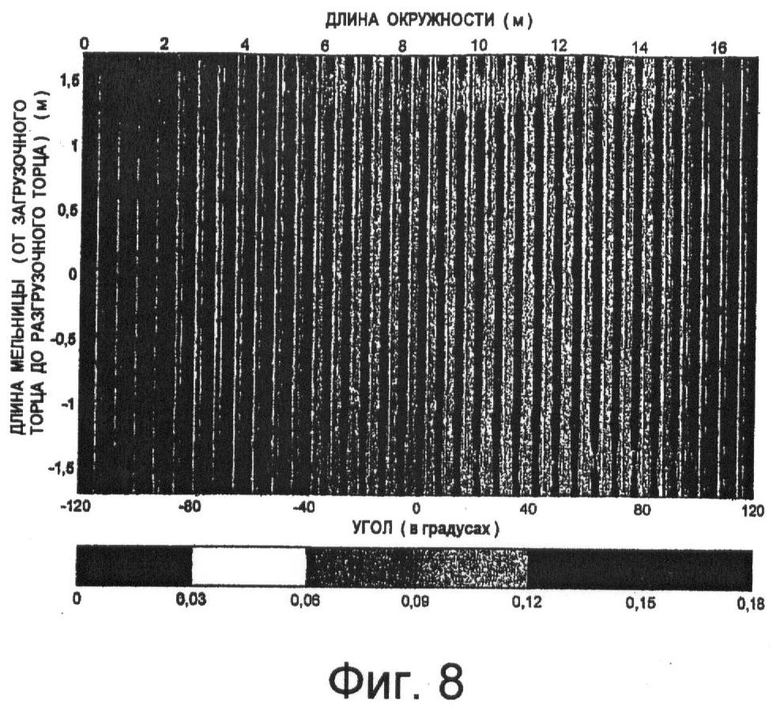
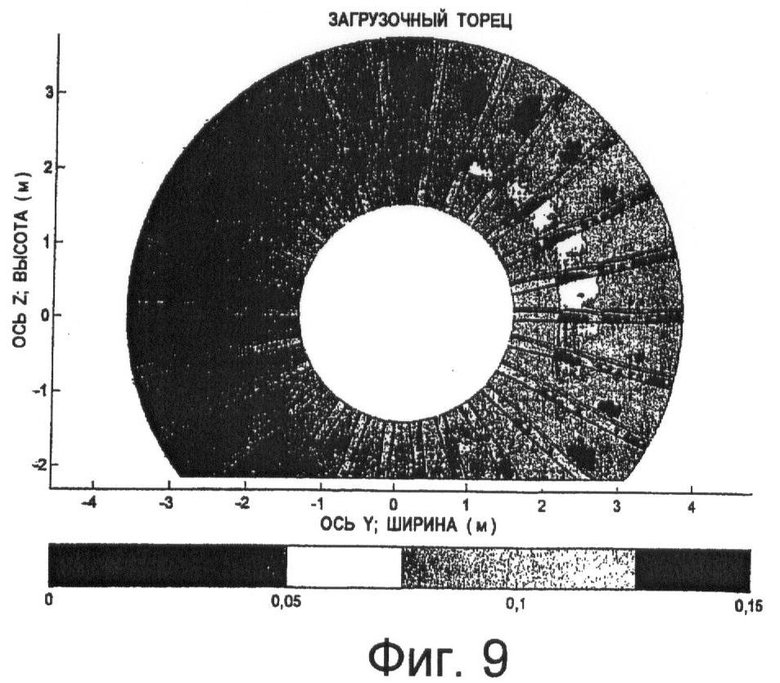
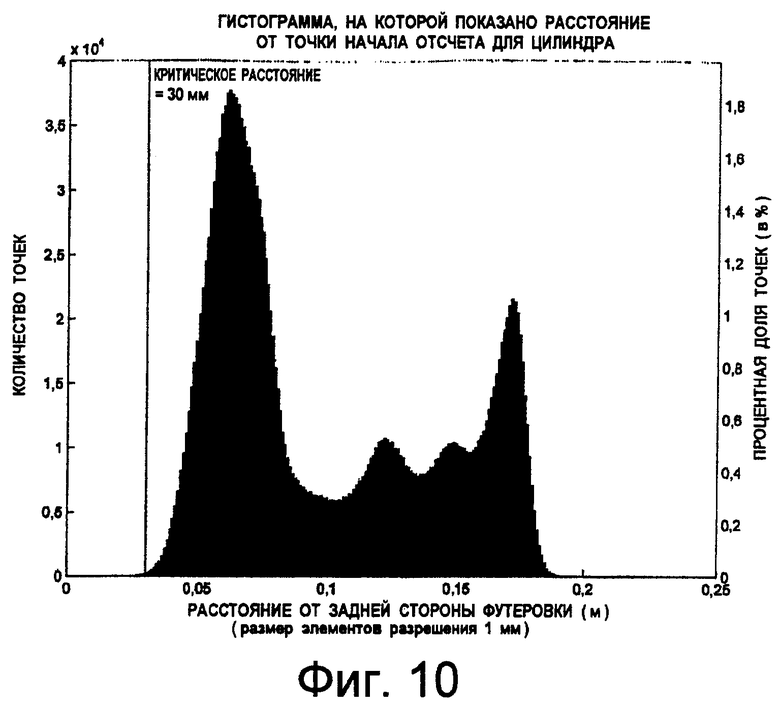
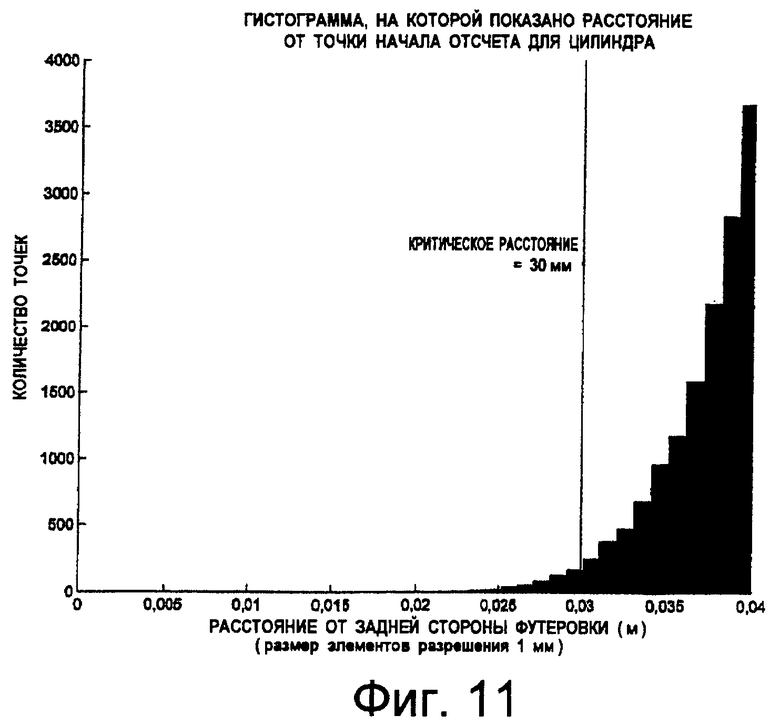
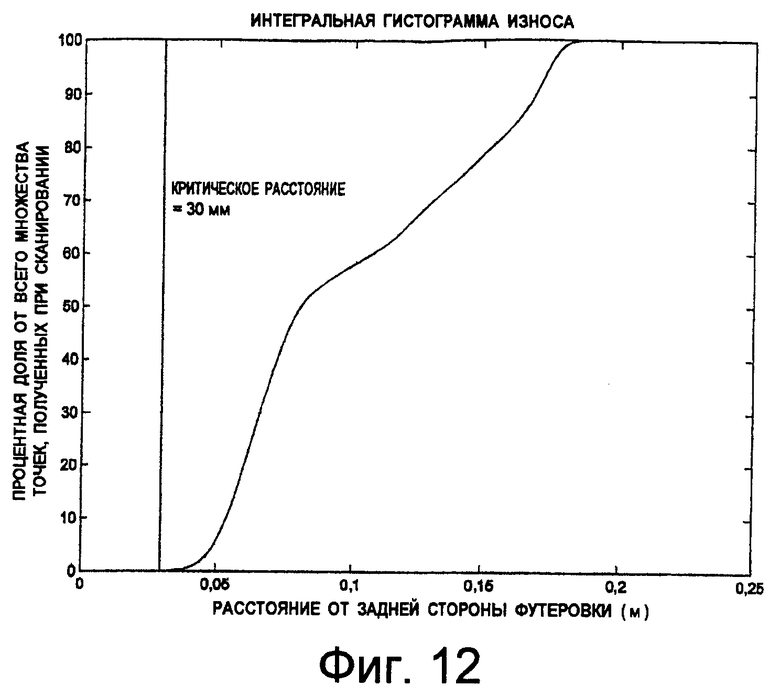
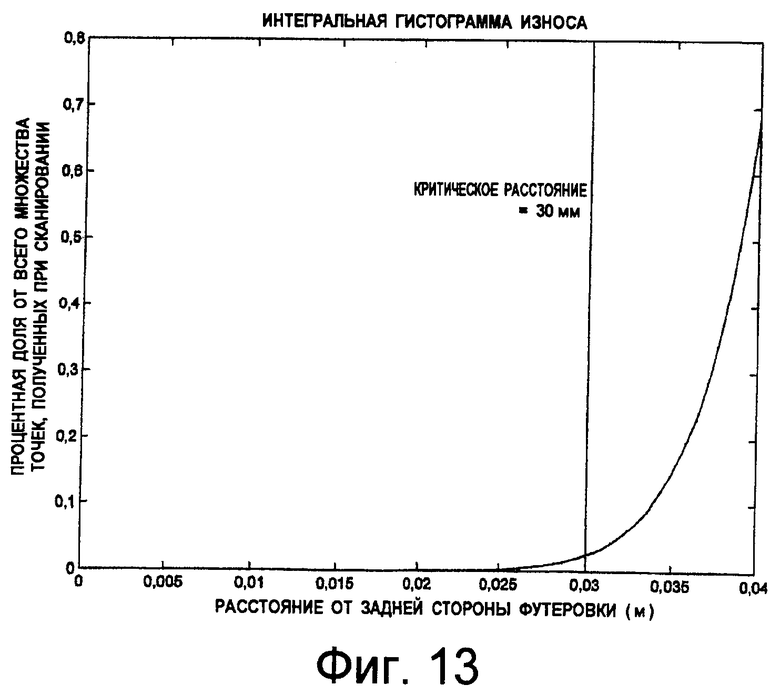
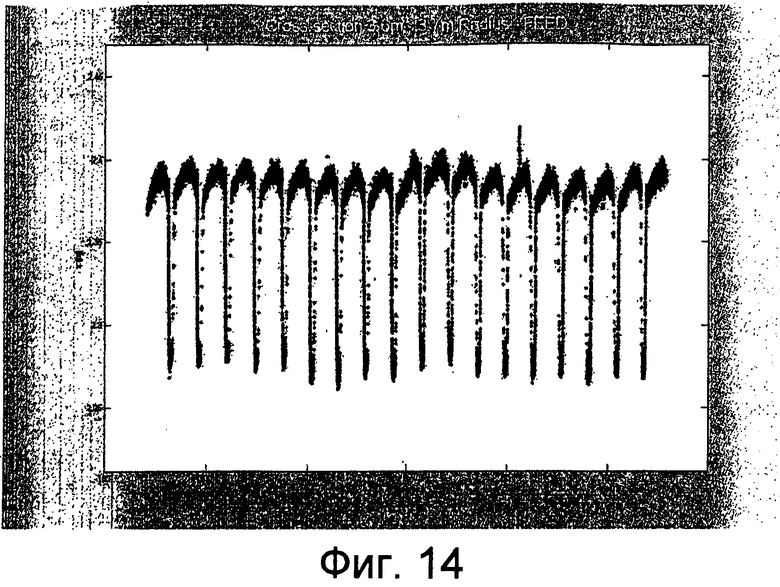
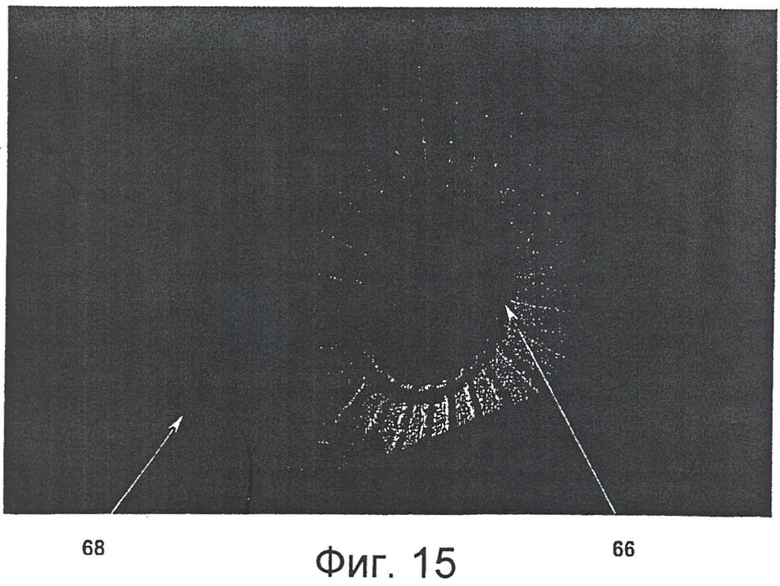
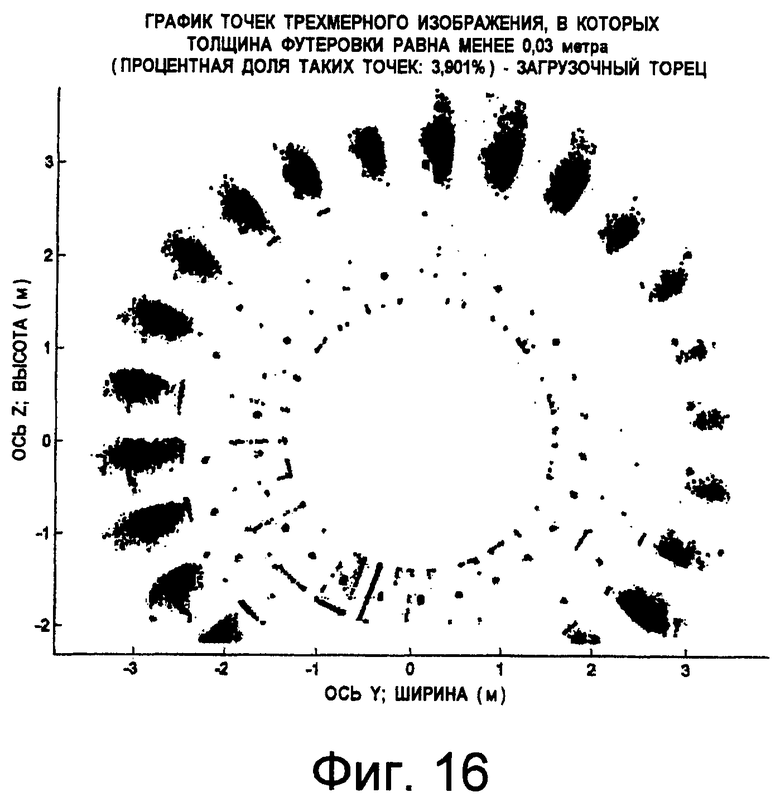
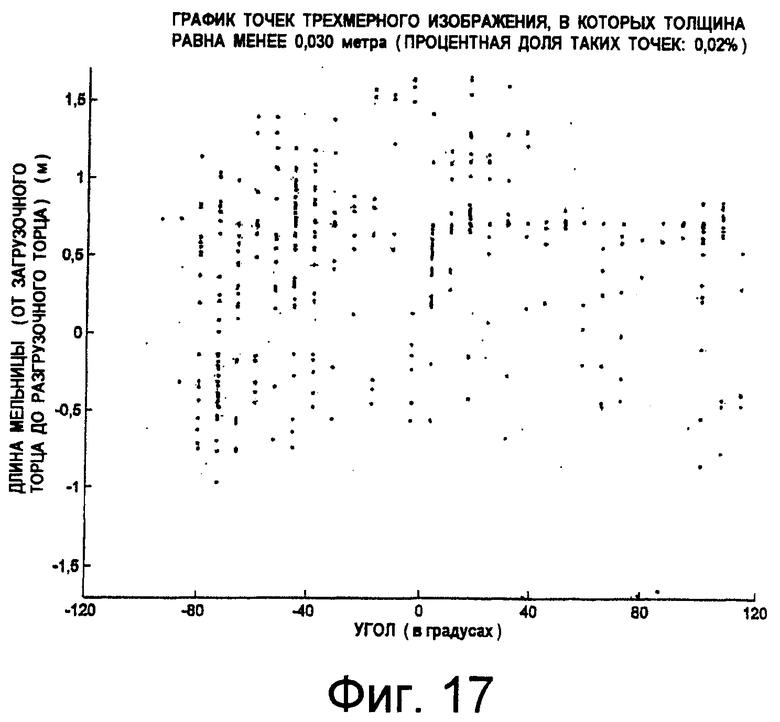
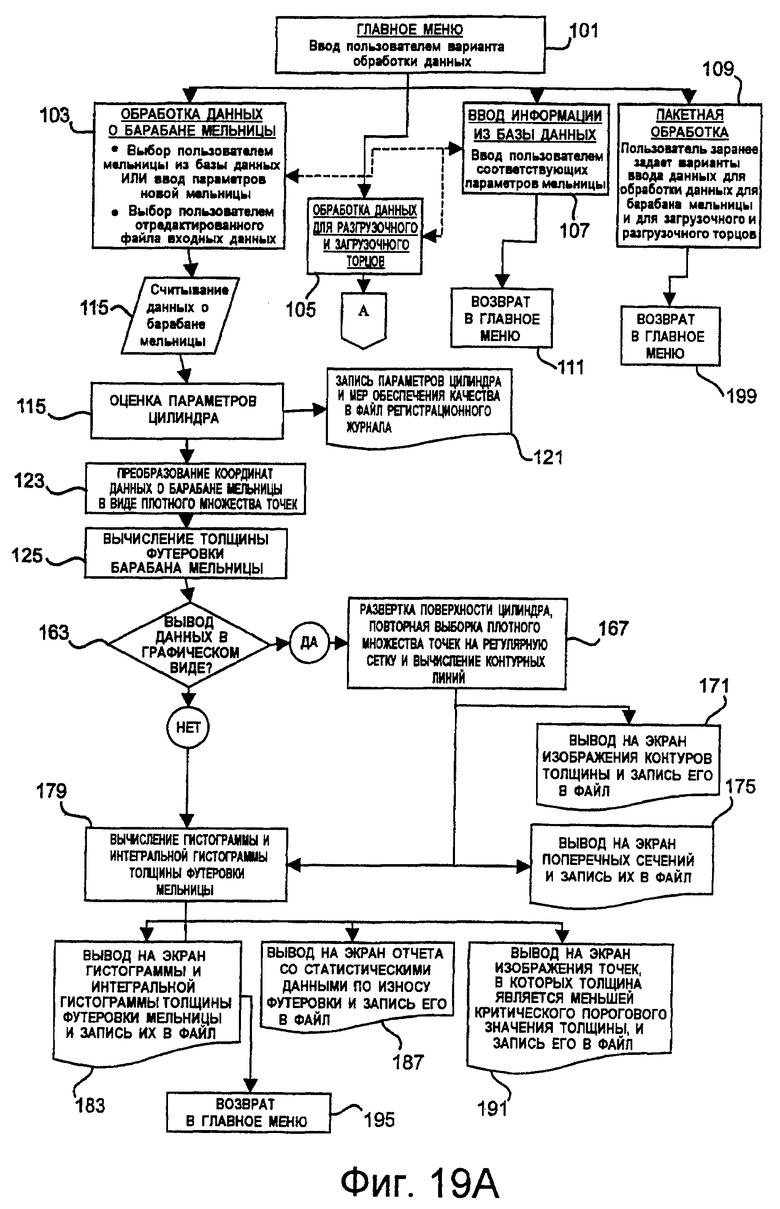
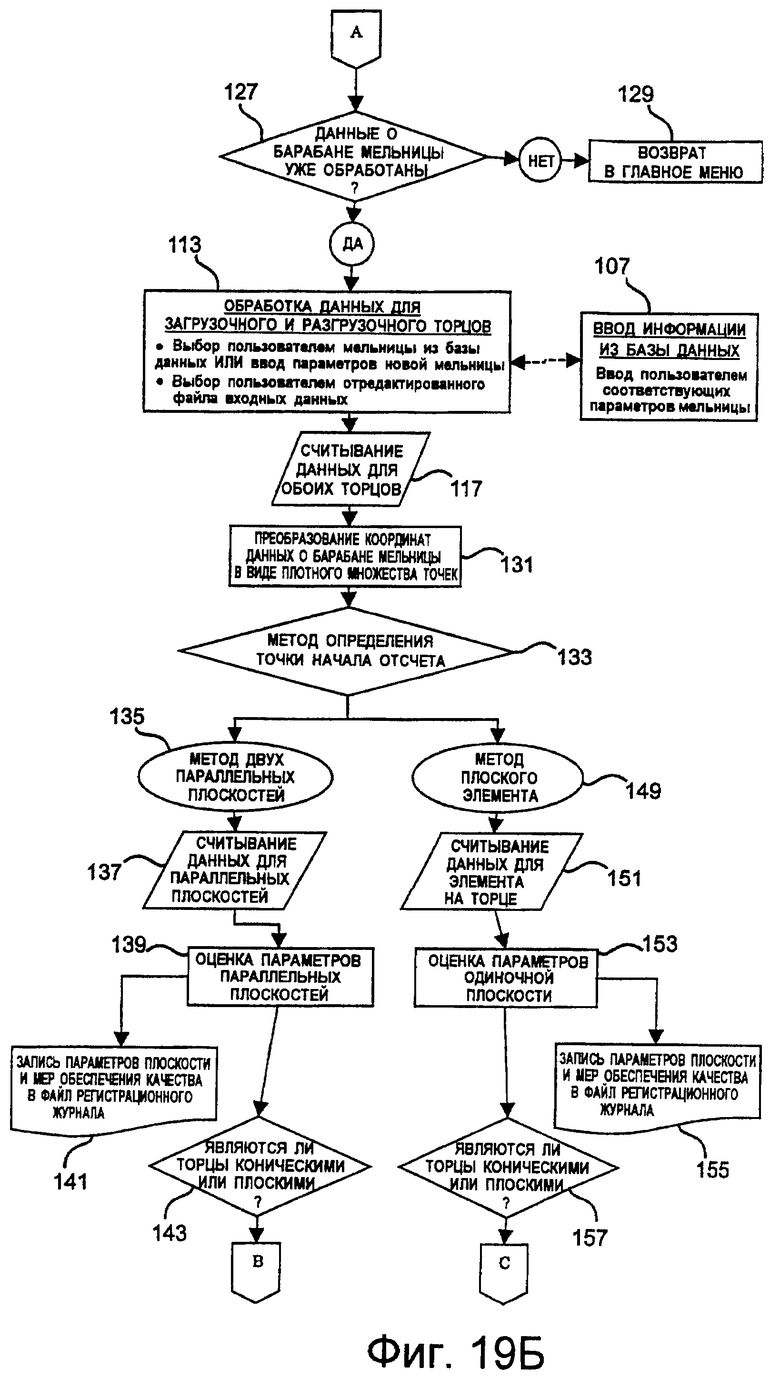
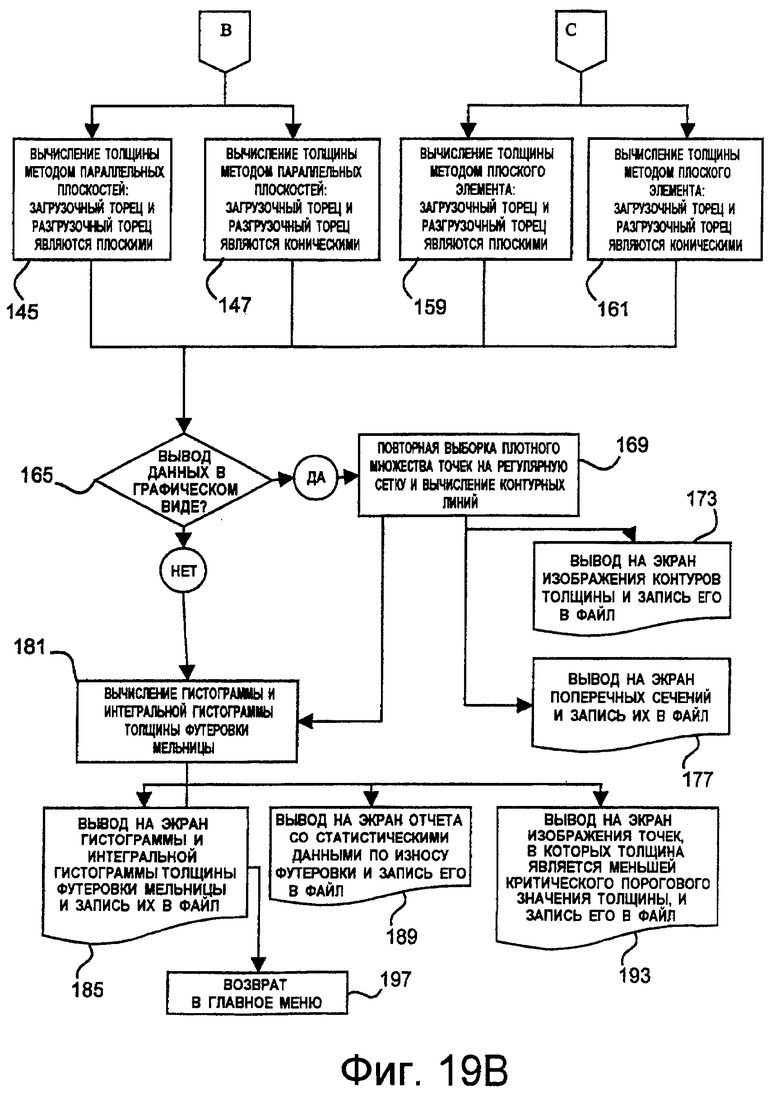
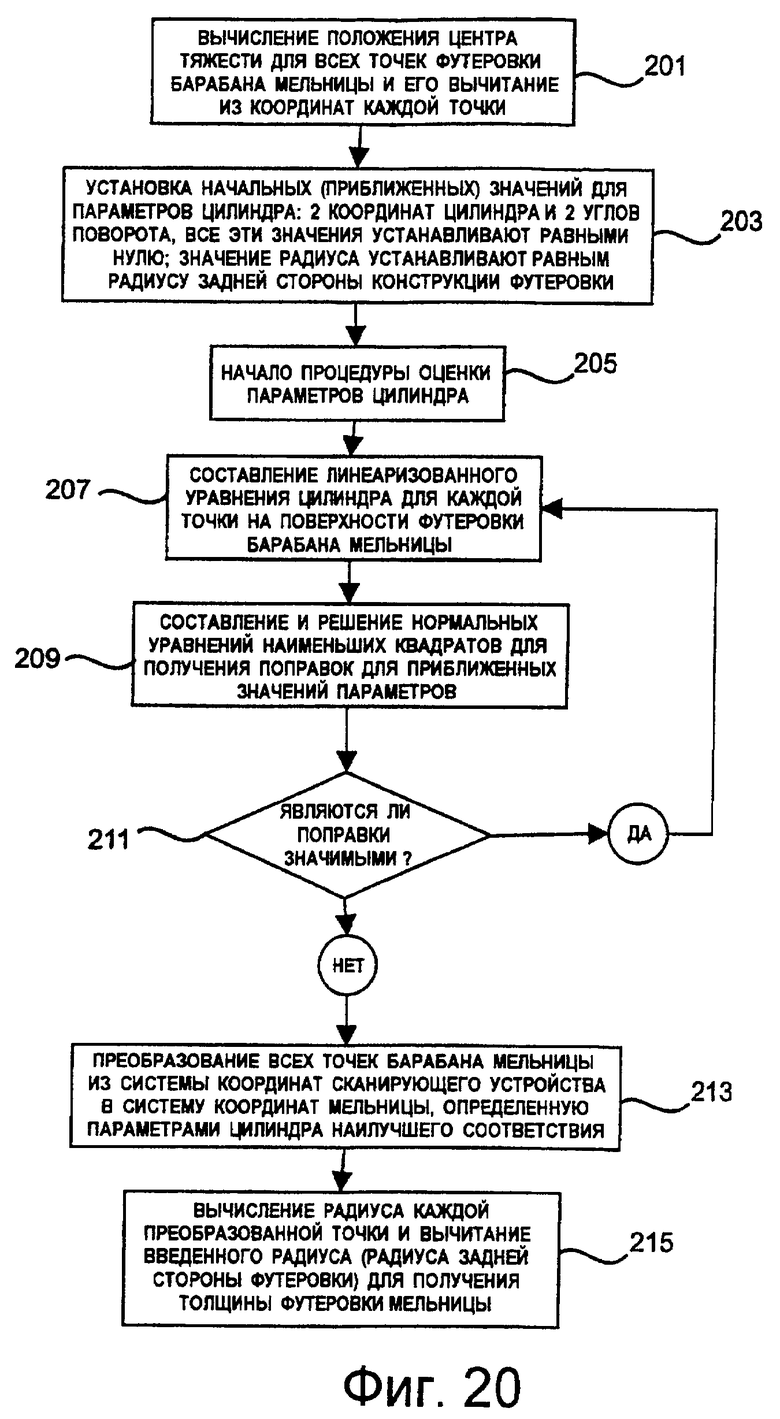
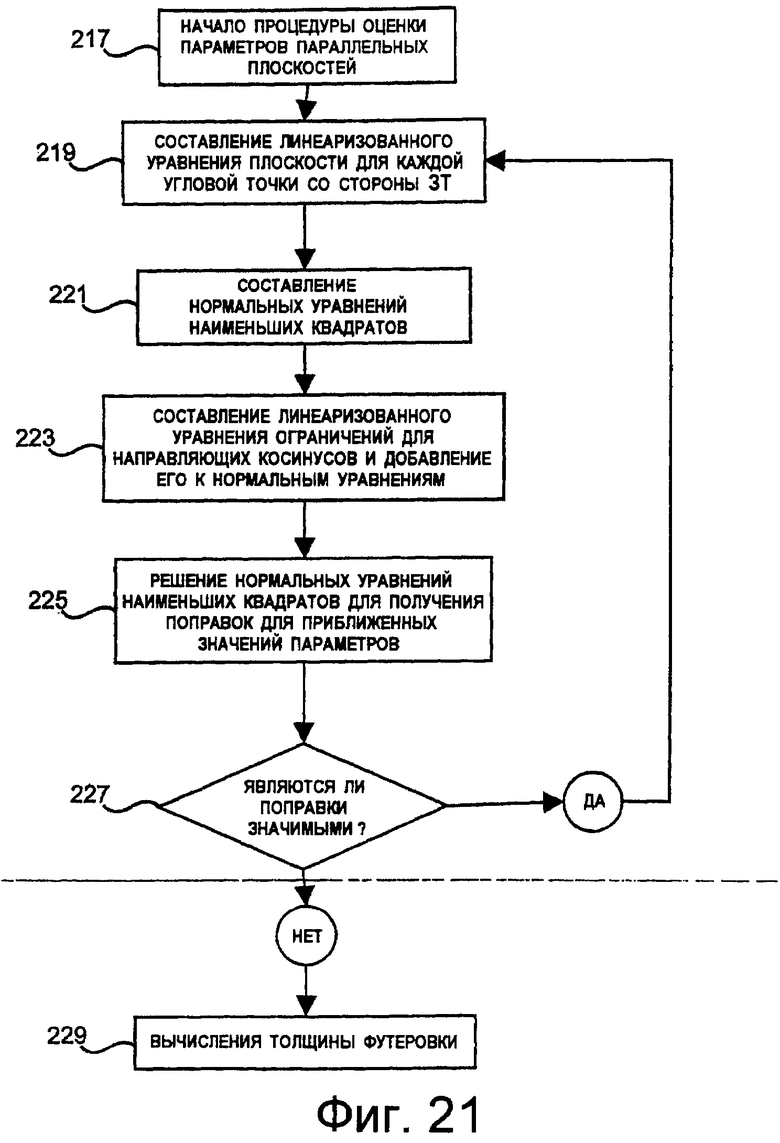
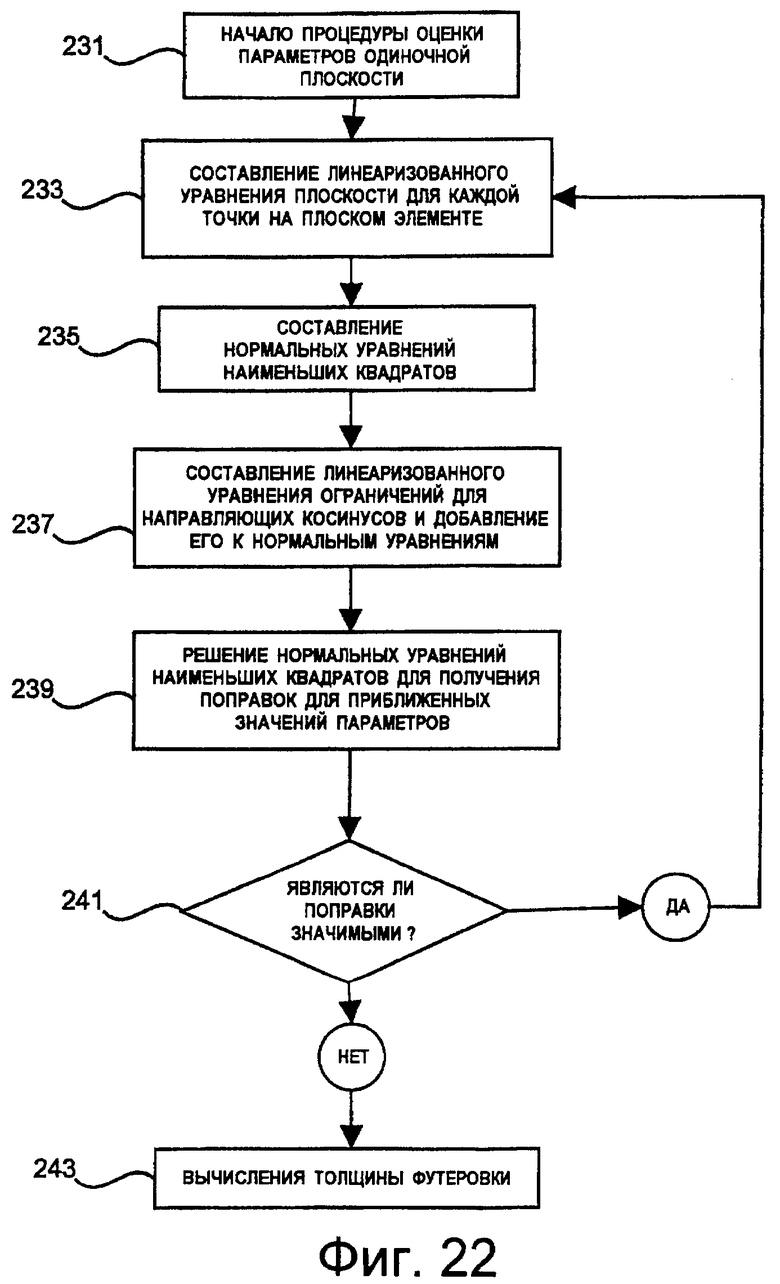
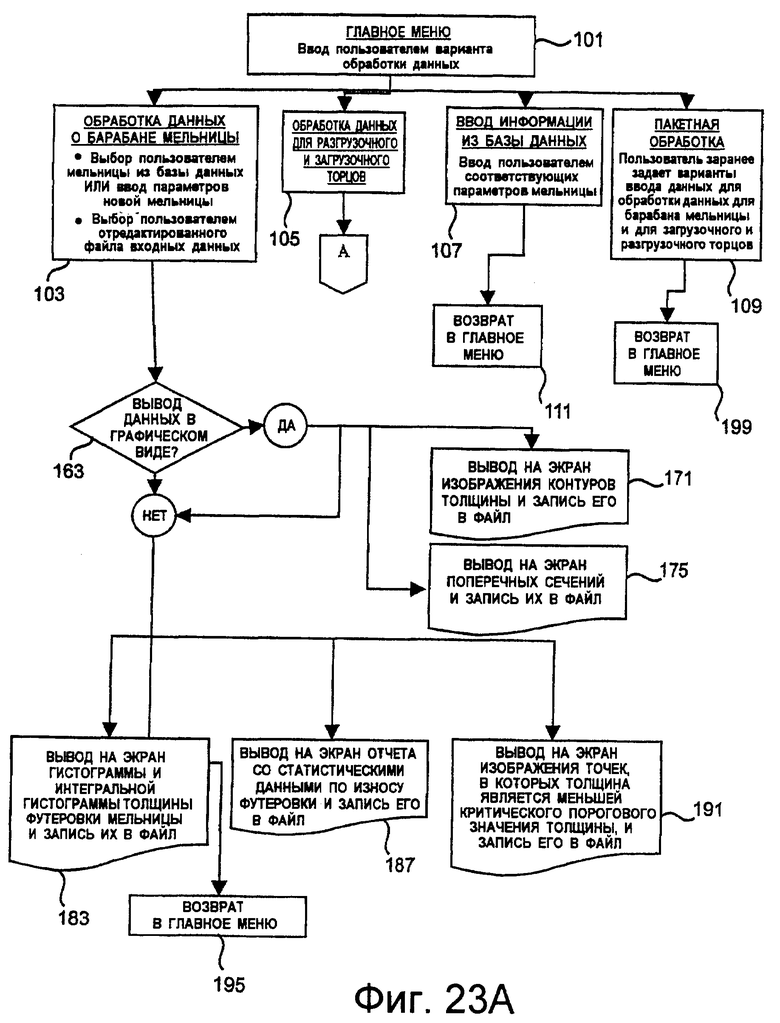
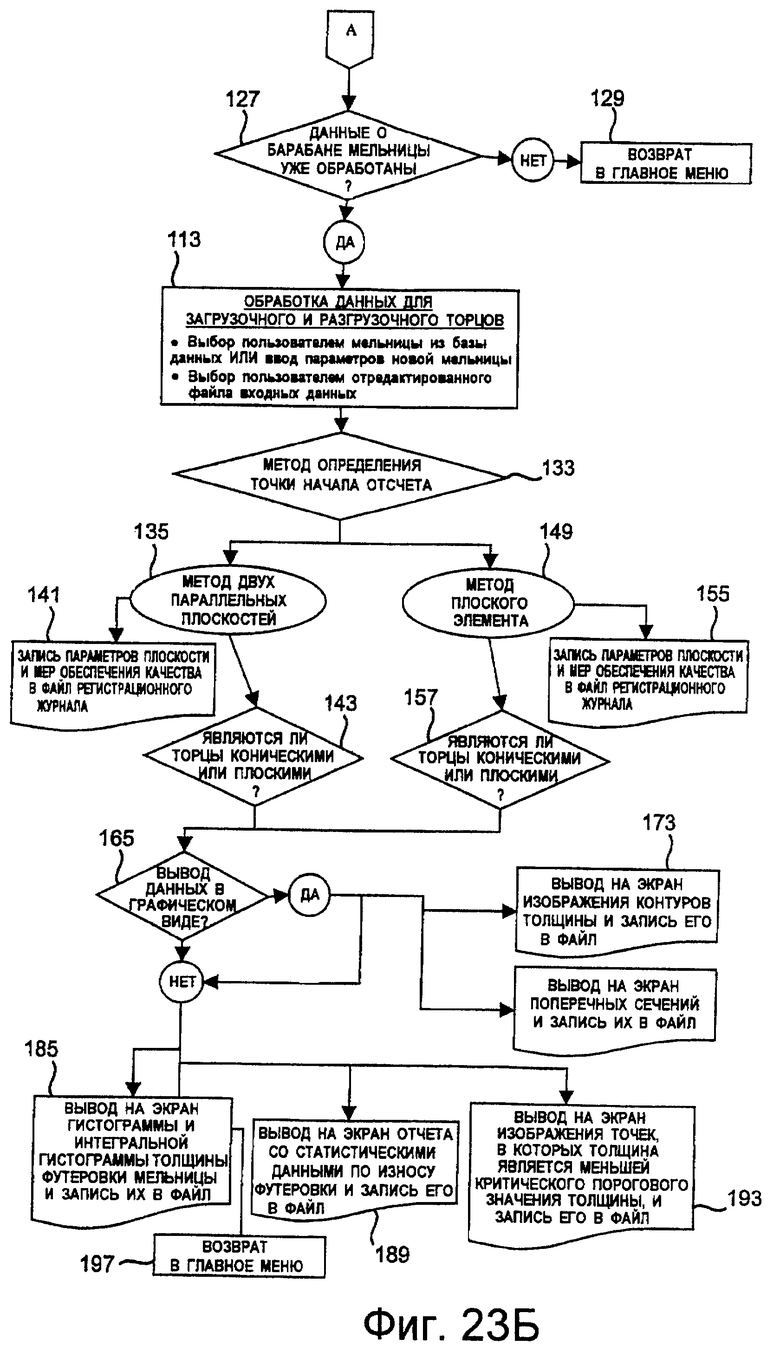
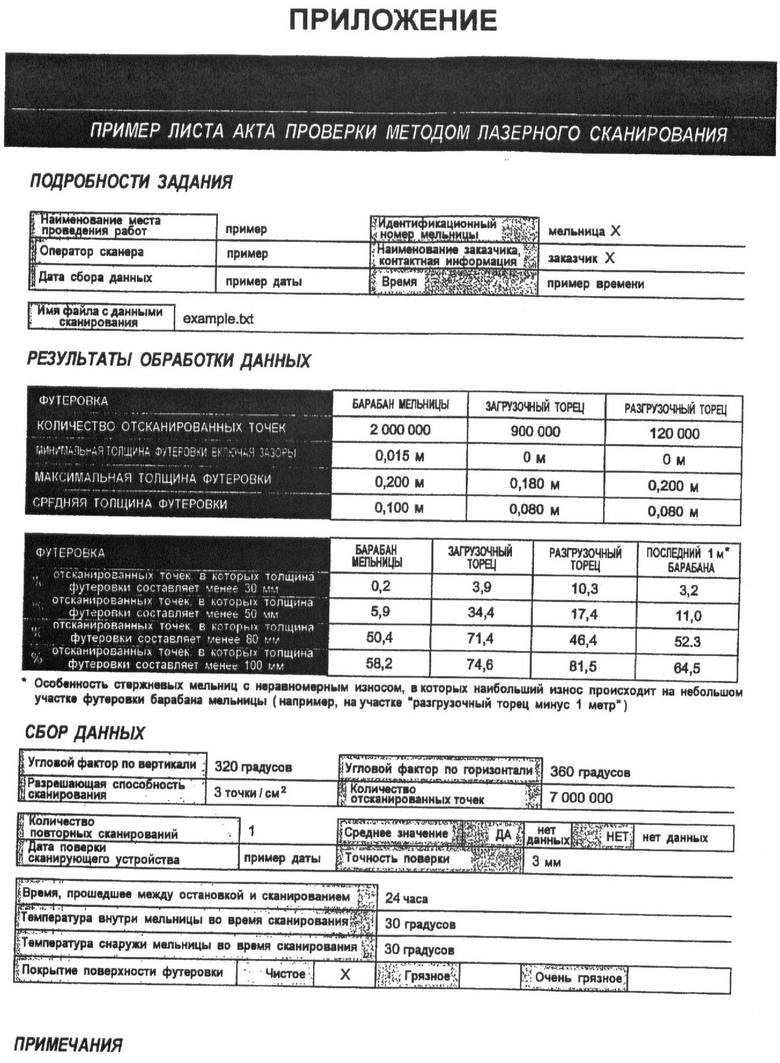
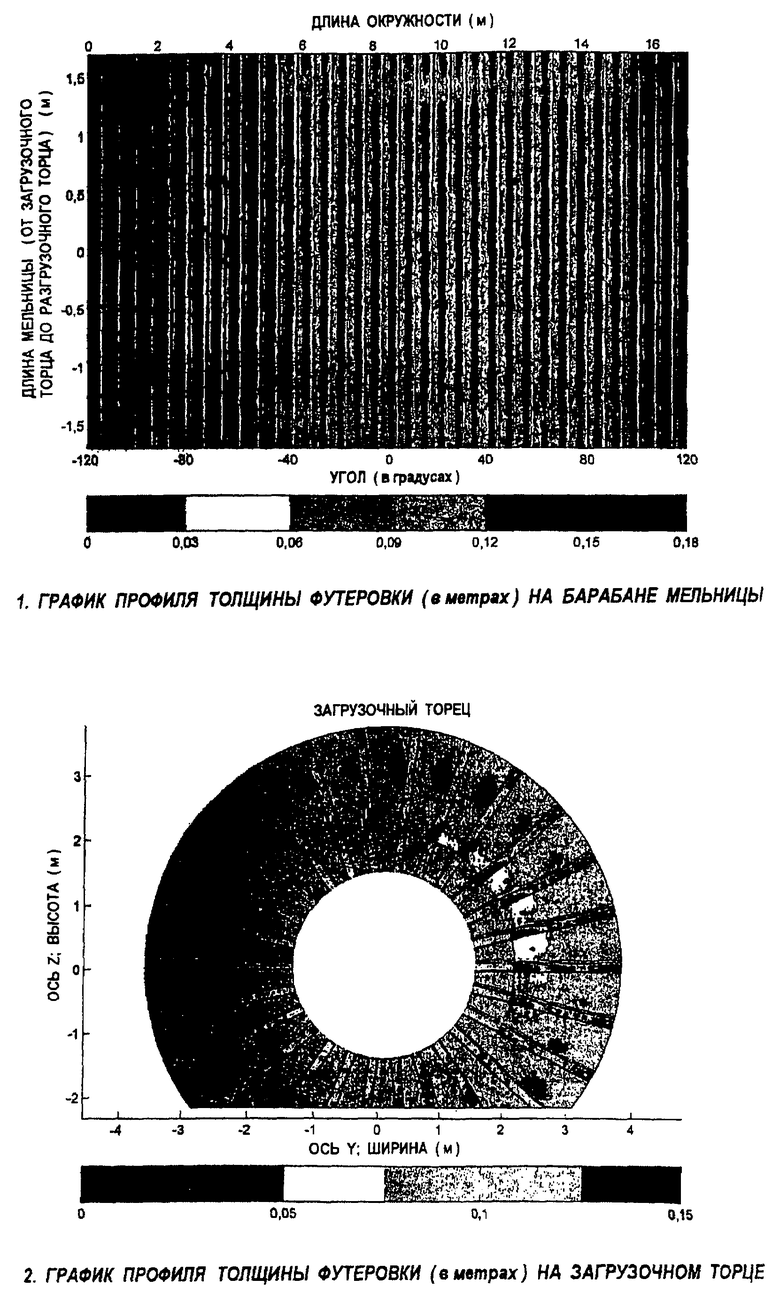
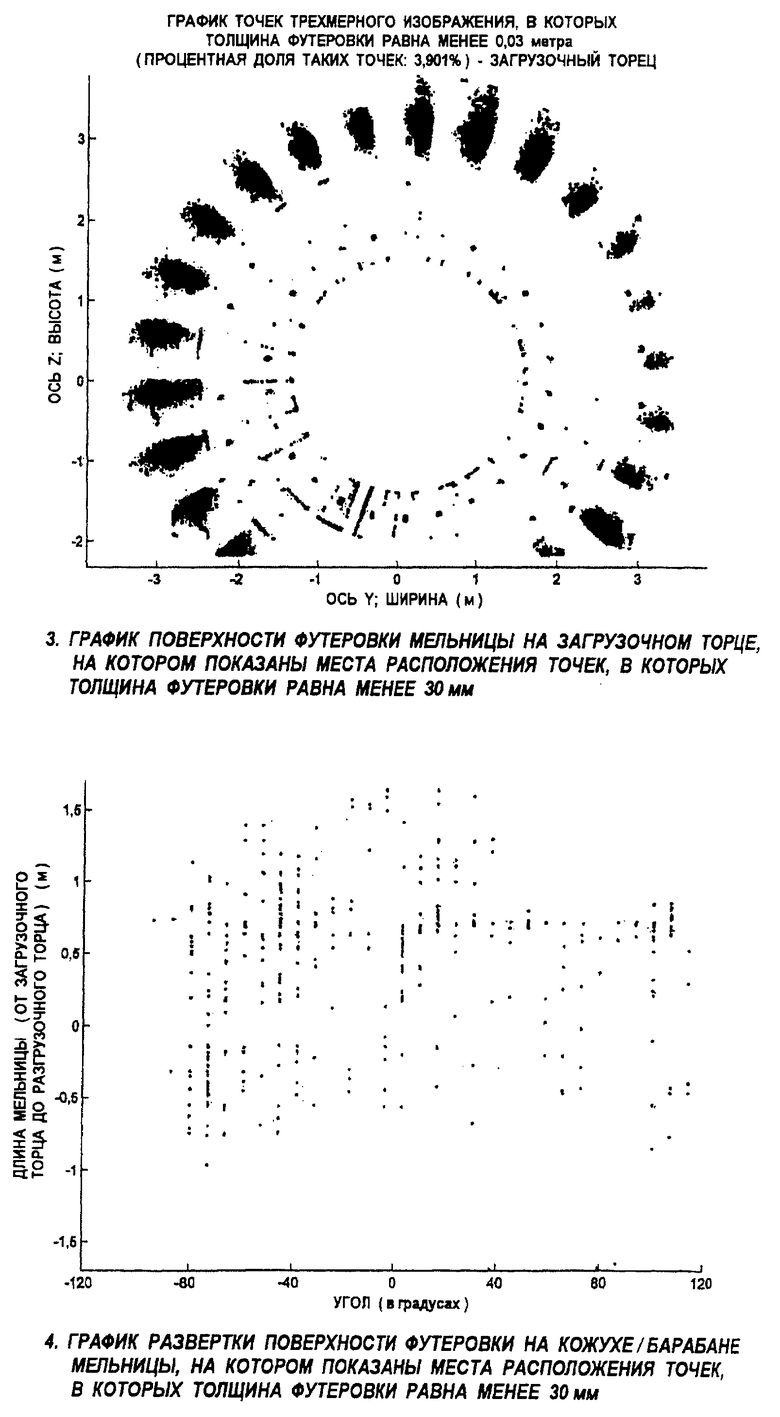
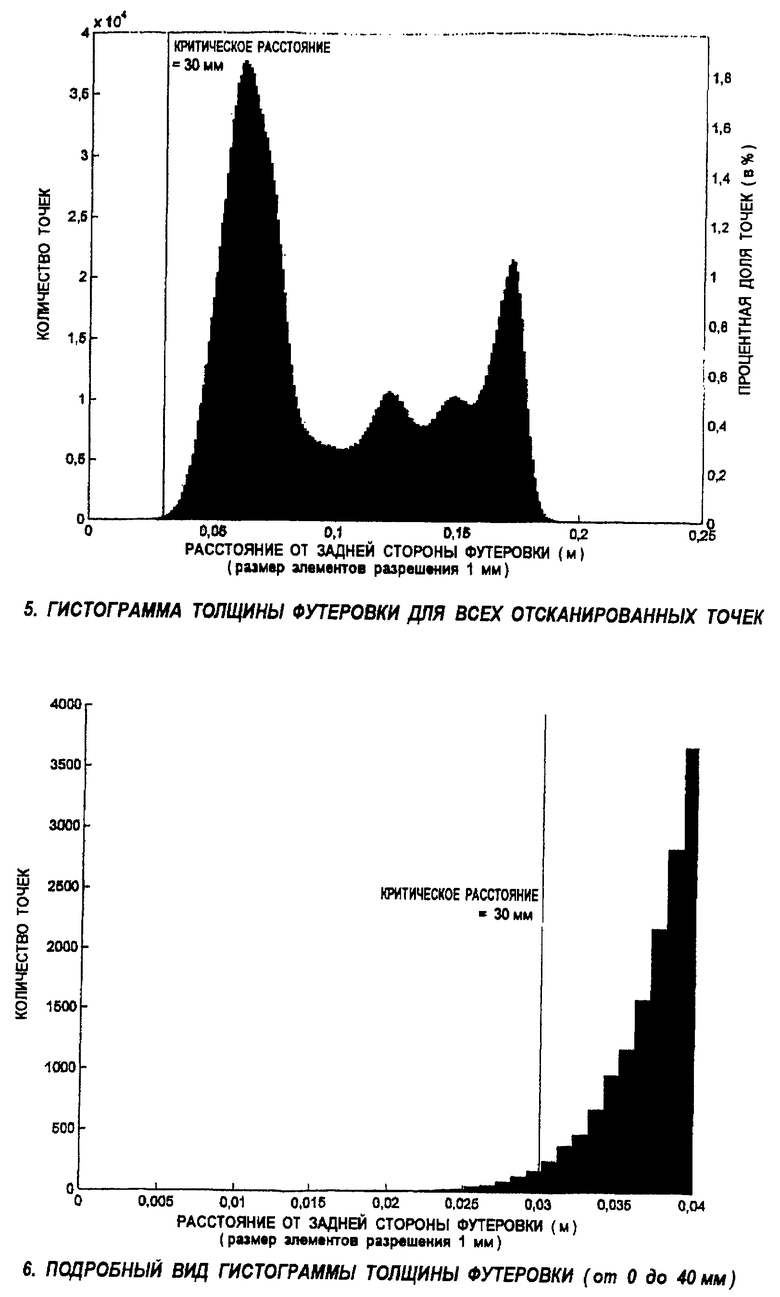
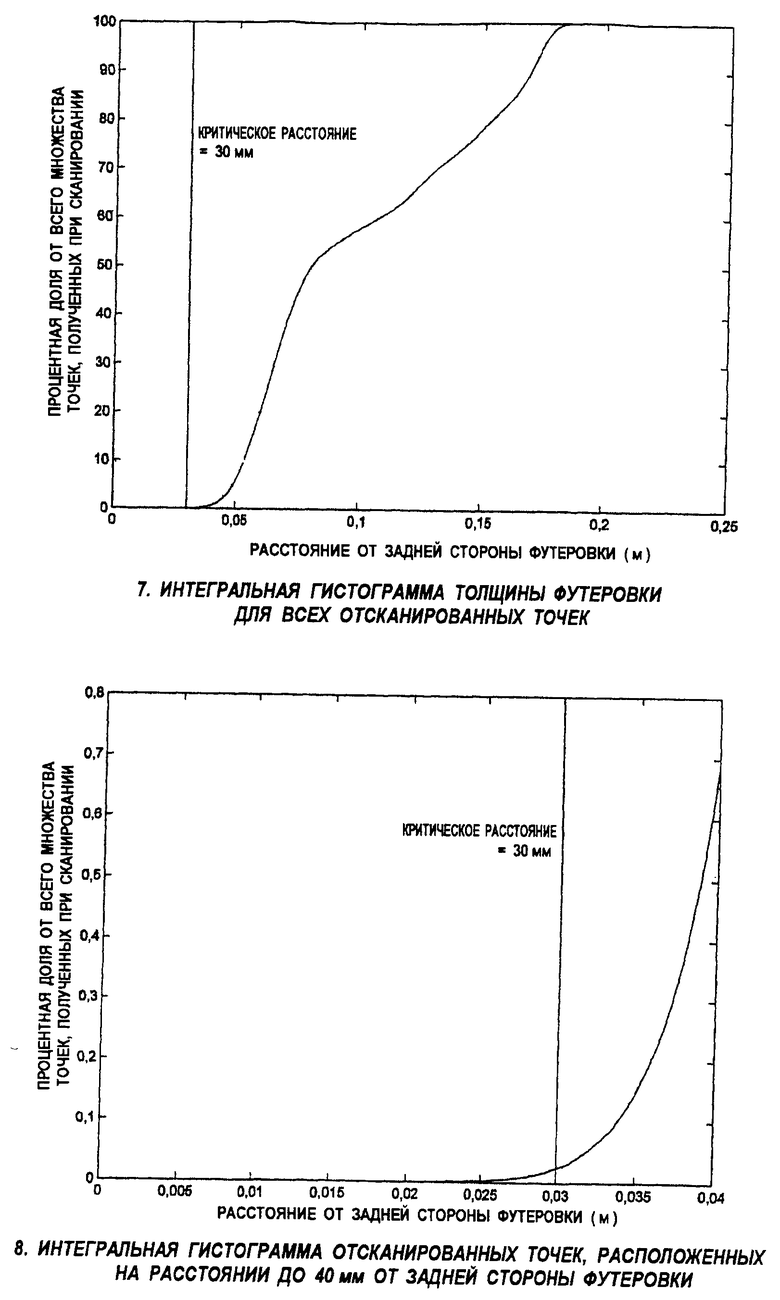
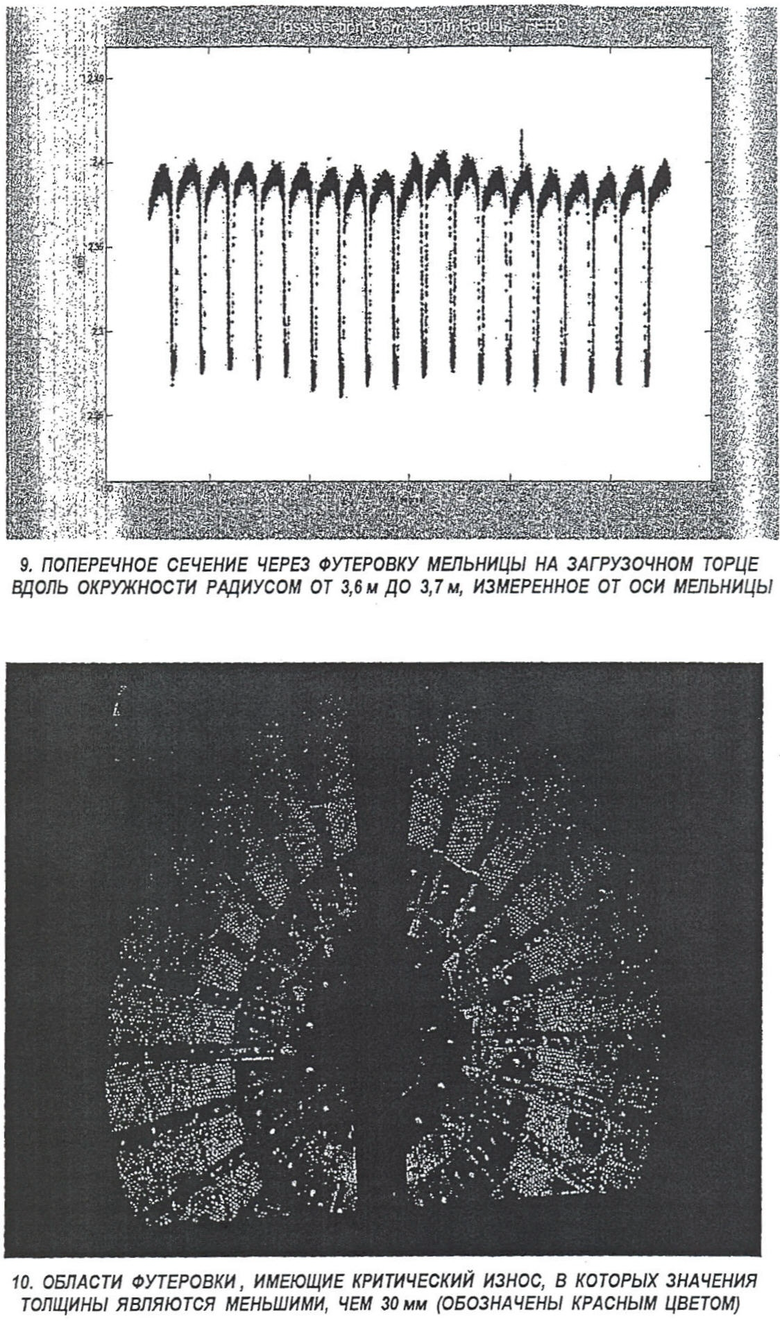
Изобретение относится к системам сканирования и к способам исследования поверхностей тел, подвергаемых износу или изменяющихся с течением времени. Техническим результатом изобретения является повышение точности измерения смещения футеровки мельниц. Система для измерения смещения поверхности относительно базового репера содержит средство сканирования, предназначенное для генерации данных в виде плотного множества точек, средство хранения данных, предназначенное для хранения данных о базовом репере, и средство обработки, предназначенное для обработки упомянутых данных в виде плотного множества точек и упомянутых данных о базовом репере. При этом средство обработки данных содержит средство привязки и средство обработки данных о смещении. Способ измерения смещения поверхности относительно базового репера включает позиционирование средства сканирования около реперной точки, сканирование поверхности, генерацию данных в виде плотного множества точек между реперной точкой и поверхностью, определение местоположения и направление ключевых опорных параметров объекта, получение данных о базовом репере в заданной системе координат, обработку данных в виде плотного множества точек и упомянутых данных о базовом репере, ориентирование данных в виде плотного множества точек относительно ключевых опорных параметров, определенных данными о базовом репере, преобразование данных в виде плотного множества точек в систему координат, определение смещения между поверхностью и базовым репером. 4 н. и 37 з.п. ф-лы, 26 ил., 1 табл., 10 граф.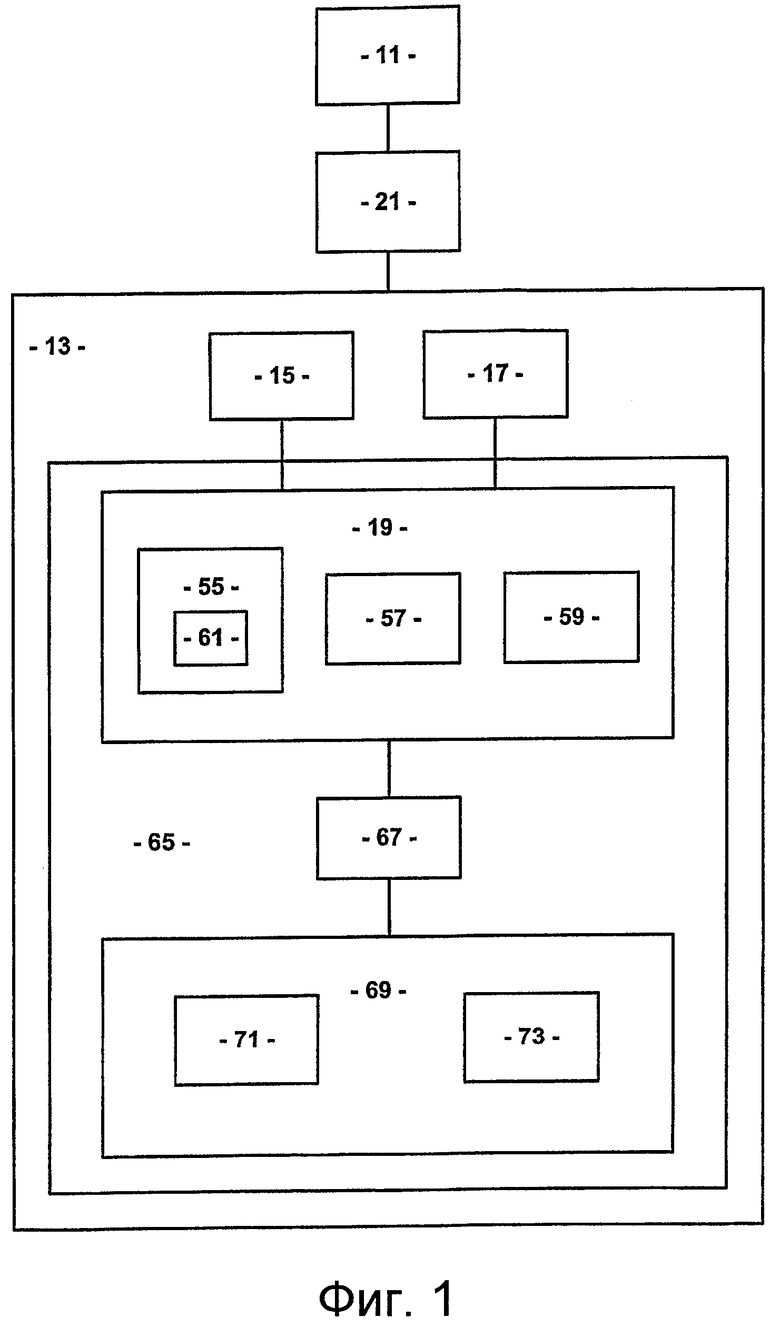
1. Система для измерения смещения поверхности относительно базового репера, содержащая:
средство сканирования, предназначенное для генерации данных в виде плотного множества точек, относящихся к мере пространственной ориентации поверхности, расположенной на удалении, относительно реперной точки, для определения трехмерного изображения упомянутой поверхности;
средство хранения данных, предназначенное для хранения данных о базовом репере, относящихся к пространственной ориентации базового репера относительно упомянутой поверхности; и средство обработки, предназначенное для обработки упомянутых данных в виде плотного множества точек и упомянутых данных о базовом репере для определения относительного смещения упомянутой поверхности относительно упомянутого базового репера;
отличающаяся тем, что упомянутое средство обработки данных содержит:
(i) средство привязки, предназначенное для ориентирования упомянутых данных в виде плотного множества точек относительно ключевых опорных данных базового репера и для преобразования упомянутых данных в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере; и (ii) средство обработки данных о смещении, предназначенное для вычисления смещения между упомянутой поверхностью и упомянутым базовым репером с использованием обоих наборов данных в упомянутой системе координат.
2. Система по п.1, в которой упомянутыми ключевыми опорными данными являются основные параметры, описывающие геометрическую конфигурацию базового репера и относительные границы поверхности.
3. Система по п.1, отличающаяся тем, что упомянутое средство привязки содержит процедуру определения местоположения, по меньшей мере, одного из основных параметров упомянутых ключевых опорных данных в упомянутых данных в виде плотного множества точек и процедуру преобразования для преобразования данных в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере, таким образом, чтобы местоположение, по меньшей мере, одного основного параметра математически совпало с местоположением соответствующего основного параметра в данных о базовом репере.
4. Система по п.3, отличающаяся тем, что процедурой определения местоположения является процедура оценки для оценки местоположения, по меньшей мере, одного из основных параметров упомянутых ключевых опорных данных из упомянутых данных в виде плотного множества точек.
5. Система по п.4, отличающаяся тем, что в упомянутой процедуре оценки также оценивают направление, по меньшей мере, одного из основных параметров упомянутых ключевых опорных данных из упомянутых данных в виде плотного множества точек.
6. Система по п.2, отличающаяся тем, что упомянутым базовым репером является, по существу, цилиндрический кожух с противоположными торцами, а упомянутыми основными параметрами являются, в том числе:
местоположение центральной продольной оси кожуха;
радиус кожуха и
длина цилиндрического участка кожуха.
7. Система по п.4, отличающаяся тем, что упомянутым базовым репером является, по существу, цилиндрический кожух с противоположными торцами и, по меньшей мере, одним основным параметром упомянутых ключевых опорных данных является ось цилиндрического кожуха.
8. Система по п.7, отличающаяся тем, что в упомянутой процедуре оценки используют следующее математическое моделирование:
при этом функциональная модель для точки р, лежащей на неограниченном круглом цилиндре, ось которого номинально расположена на одной линии с осью х, имеет следующий вид:

где
где упомянутыми основными параметрами для цилиндрического кожуха являются следующие:
r - радиус цилиндра,
уc, zc - положение цилиндра в направлениях у и z,
φ, κ - углы поворота цилиндра вокруг осей у и z,
xm, ym, zm - координаты центра тяжести (среднее положение всех точек футеровки барабана мельницы, вычтенное для улучшения численной устойчивости),
а определениями, используемыми для разработки модели, являются следующие:
вектор u (где u=5) параметров, имеющий следующий вид:
вектор n измерений трехмерных координат на поверхности цилиндра, имеющий следующий вид:
где n=3m, а m - количество измеренных точек;
в упомянутой процедуре оценки применяют методологию решения методом наименьших квадратов:
в соответствии с которой функцию записывают в следующем виде:

а линеаризацию обеспечивают посредством отрезка ряда Тейлора:

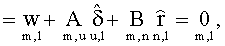
где х0 - вектор приближенных значений параметра, при этом предполагают, что для уc, zc и φ, κ они равны нулю, а в качестве r используют радиус реперной поверхности футеровки барабана мельницы, равный r0,
w=f(x0,b) - вектор m цилиндрических функций (по одной на каждую точку), оценка которого произведена по приближенным значениям параметров и по координатам точки наблюдения,
 - якобиан из частных производных цилиндрической функции, взятых относительно каждого из пяти параметров,
- якобиан из частных производных цилиндрической функции, взятых относительно каждого из пяти параметров,
 - якобиан из частных производных цилиндрической функции, взятых относительно каждой координаты измеренной точки,
- якобиан из частных производных цилиндрической функции, взятых относительно каждой координаты измеренной точки,
- вектор поправок для приближенных значений параметра,
- вектор невязки результатов измерений;
что приводит к получению решения для  методом наименьших квадратов, равного:
методом наименьших квадратов, равного:

где P - (диагональная) матрица весовых коэффициентов результатов измерений, а весовой коэффициент результата измерений равен величине, обратной дисперсии;
затем в упомянутой процедуре производят корректировку оценочных значений параметра согласно следующему выражению:
при этом решение вычисляют итерационным способом с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
9. Система по п.7, отличающаяся тем, что в упомянутой процедуре преобразования осуществляет преобразование каждой точки из системы координат (x,y,z) средства сканирования в систему координат (X,Y,Z) базового репера с использованием следующих параметров преобразования, полученных в результате оценки:

где ось Х совпадает с осью цилиндрического кожуха.
10. Система по п.6, отличающаяся тем, что поверхность содержит сегменты, а упомянутые основные параметры содержат расстояние от угловых точек каждого упомянутого сегмента до одного из торцов упомянутого кожуха.
11. Система по п.10, отличающаяся тем, что упомянутые основные параметры содержат расстояние между заданной реперной поверхностью и одним из противоположных торцов кожуха.
12. Система по п.9, отличающаяся тем, что противоположные торцы являются, по существу, коническими, а упомянутые основные параметры содержат:
углы раствора конуса упомянутых противоположных торцов относительно оси цилиндрического кожуха и
расстояние между вершинами противоположных торцов.
13. Система по п.7, отличающаяся тем, что упомянутое средство обработки данных содержит средство редактирования данных, предназначенное для того, чтобы отфильтровывать данные о ложных точках из накопленных данных в виде плотного множества точек перед операциями, выполняемыми упомянутым средством привязки и упомянутым средством обработки данных о смещении.
14. Система по п.1, отличающаяся тем, что упомянутое средство обработки данных дополнительно содержит средство разделения, предназначенное для разделения упомянутых данных в виде плотного множества точек на дискретные сегменты, соответствующие различным геометрически описанным участкам упомянутой поверхности, перед операциями, выполняемыми упомянутым средством привязки и упомянутым средством обработки данных о смещении.
15. Система по п.1, отличающаяся тем, что упомянутое средство сканирования содержит лазерное сканирующее устройство, содержащее:
(i) передатчик, предназначенный для передачи лазерного излучения из упомянутой реперной точки к упомянутой поверхности;
(ii) детектор, расположенный вблизи от упомянутой реперной точки, предназначенный для регистрации лазерного излучения, отраженного от упомянутой поверхности; и
(iii) средство обработки данных о расстоянии, предназначенное для измерения расстояния между лазерным сканирующим устройством и поверхностью и для генерации данных в виде плотного множества точек, относящихся к этой поверхности.
16. Система по п.15, отличающаяся тем, что упомянутое средство сканирования дополнительно содержит средство позиционирования сканирующего устройства, предназначенное для пошагового точного позиционирования и ориентирования лазерного сканирующего устройства заданным образом относительно упомянутой реперной точки.
17. Система по п.15, отличающаяся тем, что содержит средство сбора данных, предназначенное для сбора и накопления упомянутых данных в виде плотного множества точек при последовательных операциях пошагового ориентирования лазерного сканирующего устройства относительно упомянутой реперной точки для генерации трехмерного представления упомянутых данных в виде плотного множества точек относительно, по существу, всей трехмерной протяженности упомянутой поверхности.
18. Система по п.6, отличающаяся тем, что средство обработки данных о смещении вычисляет радиус, представляющий собой расстояние по нормали от оси цилиндрического кожуха до конкретной точки наблюдения, расположенной в точке р, по следующей формуле:
и определяет толщину поверхности, расположенной на удалении, относительно базового репера в точке р вдоль цилиндрического кожуха как разность между исходным приближенным значением радиуса базового репера и вычисленным значением радиуса:
19. Система по п.14, отличающаяся тем, что упомянутым базовым репером является, по существу, цилиндрический кожух с противоположными торцами, а упомянутыми основными параметрами базового репера являются в том числе:
местоположение центральной продольной оси кожуха;
радиус кожуха и
длина цилиндрического участка кожуха,
причем упомянутое средство привязки содержит процедуру позиционирования для размещения сегментов данных в виде плотного множества точек, которые были дискретно разделены и сохранены для противоположных торцов цилиндрического кожуха, относительно помянутого базового репера.
20. Система по п.19, отличающаяся тем, что поверхность содержит сегменты, а упомянутые основные параметры содержат расстояние от угловых точек каждого упомянутого сегмента до одного из торцов упомянутого кожуха, и упомянутая процедура позиционирования:
(i) извлекает данные, относящиеся к расстоянию до угловых точек, из упомянутых данных в виде плотного множества точек для определения местоположения (А) угловых точек, длины (В) сегментов, зазора (С) между соседним сегментом и сегментом, расположенным на противоположном торце кожуха, и продольного размера (D) кожуха мельницы; и
(ii) выполняет перенос данных вдоль продольной оси путем выполнения следующих операций:
а) определяют местоположение всех углов на одной вертикальной плоскости для всех видимых сегментов вокруг кожуха;
b) определяют местоположение зазоров между всеми углами, расположенными напротив углов, определенных при операции (а), на одной вертикальной плоскости для всех видимых сегментов вокруг кожуха;
с) определяют плоскость, расположенную посередине между плоскостями, проходящими через точки, извлеченные при операциях (а) и (b);
d) определяют местоположение базового репера на одном из противоположных торцов согласно формуле: A+B+C; и
е) определяют местоположения базового репера на другом противоположном торце путем добавления величины D к результату, полученному при операции (d) согласно приведенной в ней формуле.
21. Система по п.19, отличающаяся тем, что упомянутые основные параметры содержат расстояние между заданной реперной поверхностью и одним из противоположных торцов кожуха, и упомянутая процедура позиционирования:
(i) извлекает данные, относящиеся к расстоянию (А') между заданной реперной поверхностью и одним из противоположных торцов кожуха и к продольному размеру (D') кожуха из данных о базовом репере; и (ii) выполняет перенос данных вдоль продольной оси путем выполнения следующих операций:
а. определяют местоположение базового репера на одном из противоположных торцов путем добавления величины А' к положению реперной поверхности в упомянутых данных в виде плотного множества точек; и
b. определяют местоположение базового репера на другом противоположном торце путем добавления величины D к результату, полученному при операции (а).
22. Система по п.19, отличающаяся тем, что упомянутым базовым репером является, по существу, цилиндрический кожух с противоположными торцами, а упомянутыми основными параметрами базового репера являются в том числе:
местоположение центральной продольной оси кожуха;
радиус кожуха и
длина цилиндрического участка кожуха,
причем указанная процедура преобразования осуществляет преобразование каждой точки из системы координат (x,y,z) средства сканирования в систему координат (X,Y,Z) базового репера с использованием следующих параметров преобразования:
где ось Х совпадает с осью цилиндрического кожуха, и упомянутое средство привязки вызывает упомянутую процедуру преобразования для преобразования каждой точки для одного или для другого из противоположных торцов цилиндрического кожуха, или для реперной поверхности из системы координат (x,y,z) средства сканирования в систему координат (X,Y,Z) базового репера с использованием указанных параметров преобразования.
23. Система по п.22, отличающаяся тем, что упомянутое средство привязки вызывает упомянутую процедуру оценки для оценки основных параметров, чтобы упомянутое средство обработки данных о смещении могло после этого определить толщину поверхности, расположенной на удалении, относительно базовой поверхности на противоположных торцах цилиндрического кожуха.
24. Система по п.23, отличающаяся тем, что:
(а) упомянутая процедура позиционирования:
(i) извлекает данные, относящиеся к расстоянию до угловых точек, из упомянутых данных в виде плотного множества точек для определения местоположения (А) угловых точек, длины (В) сегментов, зазора (С) между соседним сегментом и сегментом, расположенным на противоположном торце кожуха, и продольного размера (D) кожуха мельницы; и
(ii) выполняет перенос данных вдоль продольной оси путем выполнения следующих операций:
а) определяют местоположение всех углов на одной вертикальной плоскости для всех видимых сегментов вокруг кожуха;
b) определяют местоположение зазоров между всеми углами, расположенными напротив углов, определенных при операции (а), на одной вертикальной плоскости для всех видимых сегментов вокруг кожуха;
с) определяют плоскость, расположенную посередине между плоскостями, проходящими через точки, извлеченные при операциях (а) и (b);
d) определяют местоположение базового репера на одном из противоположных торцов согласно формуле: A+B+C; и
е) определяют местоположения базового репера на другом противоположном торце путем добавления величины D к результату, полученному при операции (d) согласно приведенной в ней формуле; и
(b) в упомянутой процедуре оценки используют метод двух параллельных плоскостей в точке расположения зазора с применением методологии одновременного подбора методом наименьших квадратов, в соответствии с которым для оценки параметров параллельных плоскостей наилучшего соответствия для определения расстояния вдоль продольной оси до базового репера на обоих противоположных торцах цилиндрического кожуха используют геометрические места угловых точек.
25. Система по п.24, отличающаяся тем, что упомянутое средство привязки содержит процедуру ориентирования, применяющую описанную ниже функциональную модель для ориентирования упомянутых данных в виде плотного множества точек относительно упомянутых ключевых опорных данных для противоположных торцов и для преобразования плотного множества точек данных в систему координат, совпадающую с упомянутыми данными о базовом репере, соответственно, для каждого из противоположных торцов:
при этом функциональная модель для точки р, лежащей на неограниченной плоскости 1, ближайшей к одному торцу из упомянутых противоположных торцов, представлена следующим выражением:
axp+byp+czp=d1,
а функциональная модель для точки q, лежащей на неограниченной плоскости 2, ближайшей к другому торцу из упомянутых противоположных торцов, которая является параллельной плоскости 1, представлена следующим выражением:
axq+byq+czq=d2,
где а, b, с - направляющие косинусы, общие для плоскостей 1 и 2,
d1, d2 - расстояния от начала координат до плоскостей;
а определениями, используемыми для разработки модели, являются следующие:
вектор u (где u=5) параметров, в котором направляющими косинусами плюс двумя параметрами расстояния являются следующие:
и вектор n условий измерений "точки на плоскости", которыми являются I, и где n=p+q, а р и q - количество измеренных точек соответственно на плоскостях 1 и 2;
в упомянутой процедуре ориентирования применяют методологию подбора методом наименьших квадратов, в которой запись функции имеет следующий вид:
b=f(х),
а линеаризация обеспечена посредством отрезка ряда Тейлора:
для принудительной реализации единичной длины вектора направляющих косинусов вычисляют следующее взвешенное ограничение:
g(x)=a2+b2+c2=1,
а линеаризованный вид уравнения ограничений задан следующим выражением:
где
 - якобиан из частных производных уравнения ограничений относительно параметров плоскости;
- якобиан из частных производных уравнения ограничений относительно параметров плоскости;
wc - оценочное значение уравнения ограничений и
rc - невязка ограничения;
в этом случае решение для , полученное методом наименьших квадратов, равно:

где Рc - (диагональная) матрица весовых коэффициентов ограничений, и она выбрана таким образом, что Рс >> элементов из матрицы Р;
затем в процедуре выполняют корректировку оценочных значений параметра согласно следующему уравнению:
при этом решение вычисляют итерационным способом с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
26. Система по п.25, отличающаяся тем, что в том случае, когда противоположные торцы являют плоскими, упомянутое средство обработки данных о смещении обеспечивает вычисление смещения между поверхностью, расположенной на удалении, и базовым репером с использованием обоих наборов данных в системе координат данных о базовом репере, при этом данные в виде плотного множества точек уже являются преобразованными, начиная вычисления сперва с одного торца, а затем с другого, причем:
(i) на одном торце:
а) положение базового репера на одном торце вдоль оси (X) цилиндра равно:
где D - расстояние от точки, равноотстоящей от угловых точек со стороны загрузочного торца (ЗТ), до точки начала отсчета на загрузочном торце, измеренное вдоль оси цилиндра (получено из модели, созданной в системе автоматизированного проектирования (САПР)); и
b) для точки S на поверхности этого одного торца толщину поверхности, расположенной на удалении, относительно соседнего базового репера вычисляют следующим образом:

(ii) на другом торце:
а) положение базового репера на другом торце вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между одним торцом и другим торцом поверхности базового репера, измеренное вдоль продольной оси цилиндрического кожуха; и
b) для точки S на поверхности этого другого торца толщину поверхности, расположенной на удалении, относительно соседнего базового репера вычисляют следующим образом:
27. Система по п.25, отличающаяся тем, что в том случае, когда противоположные торцы являются коническими, упомянутое средство обработки данных о смещении обеспечивает вычисление смещения между поверхностью, расположенной на удалении, и базовым репером с использованием обоих наборов данных в системе координат данных о базовом репере, при этом данные в виде плотного множества точек уже являются преобразованными, начиная вычисления сперва с одного торца, а затем с другого, причем:
(i) на одном торце:
а) положение вершины конической поверхности базового репера вдоль оси (X) цилиндра равно:
где D - расстояние от точки, равноотстоящей от угловых точек, до вершины конуса на этом одном торце, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для каждой точки S на поверхности этого одного торца выполняют следующий перенос вдоль оси х (оси цилиндра) к вершине конуса:
с) с учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса, определенного из данных о базовом репере, который равен:
m=tan θ,
затем вычисляют толщину поверхности, расположенной на удалении, относительно базового репера (расстояние по нормали до поверхности конуса) в точке S следующим образом:
(ii) на другом торце:
а) положение вершины конической поверхности базового репера вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между вершинами конусов на противоположных торцах, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для каждой точки S на поверхности этого другого торца выполняют следующий перенос вдоль оси х (оси цилиндра) к вершине конуса:
с) с учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса (полученного из модели, созданной в системе автоматизированного проектирования (САПР)), который равен:
m=-tan θ,
вычисляют толщину поверхности, расположенной на удалении, относительно базового репера (расстояние по нормали до поверхности конуса) в точке S следующим образом:
28. Система по п.23, отличающаяся тем, что в упомянутой процедуре оценки используют метод плоской реперной поверхности с применением методологии одновременного подбора методом наименьших квадратов, в соответствии с которым реперная поверхность является плоской, и точки данных на ней во время сбора данных, которые размещены упомянутым средством позиционирования и преобразованы посредством упомянутой процедуры преобразования, используются для оценки параметров плоскости наилучшего соответствия для определения расстояния вдоль продольной оси до базового репера на обоих из противоположных торцов цилиндрического кожуха.
29. Система по п.28, отличающаяся тем, что содержит процедуру ориентирования, применяющую описанную ниже функциональную модель для ориентирования упомянутых данных в виде плотного множества точек относительно упомянутых ключевых опорных данных для противоположных торцов и для преобразования плотного множества точек данных в систему координат, совпадающую с упомянутыми данными о базовом репере, соответственно, для каждого из противоположных торцов:
при этом функциональная модель для точки р, лежащей на неограниченной плоскости 1, ближайшей к одному торцу из упомянутых противоположных торцов, представлена следующим выражением:
axp+byp+czp=d,
где a, b, с - направляющие косинусы, общие для плоскости 1, d - расстояние от начала координат до плоскости;
а определениями, используемыми для разработки модели, являются следующие:
вектор u (где u=4) параметров, в котором направляющими косинусами плюс двумя параметрами расстояния являются следующие:
и вектор n условий измерений "точки на плоскости", которым является b, и где n=р (р - количество измеренных точек на плоскости);
в упомянутой процедуре ориентирования применяют методологию подбора методом наименьших квадратов, в которой запись функции имеет следующий вид:
b=f(x),
а линеаризация обеспечена посредством отрезка ряда Тейлора:
и для принудительной реализации единичной длины вектора направляющих косинусов вычисляют следующее взвешенное ограничение:
g(x)=a2+b2+c2=1,
а линеаризованный вид уравнения ограничений задан следующим выражением:
где
- якобиан из частных производных уравнения ограничений относительно параметров плоскости;
wc - оценочное значение уравнения ограничений и
rc - невязка ограничения;
в этом случае решение для  полученное методом наименьших квадратов, равно:
полученное методом наименьших квадратов, равно:

где Pc - (диагональная) матрица весовых коэффициентов ограничений, и она выбрана таким образом, что Pс>>элементов из матрицы Р;
затем в процедуре выполняют корректировку оценочных значений параметра согласно следующему уравнению:
при этом решение вычисляют итерационным способом с использованием метода Ньютона до тех пор, пока все элементы вектора поправок для параметра не станут ничтожно малыми.
30. Система по п.29, отличающаяся тем, что в том случае, когда противоположные торцы являются плоскими, упомянутое средство обработки данных о смещении обеспечивает вычисление смещения между поверхностью, расположенной на удалении, и базовым репером с использованием уже преобразованных данных на обоих торцах следующим образом:
(i) для одного торца:
а) положение поверхности базового репера вдоль оси (X) цилиндра равно:
df=d+D,
где D - расстояние от места расположения плоской реперной поверхности до точки начала отсчета на этом одном торце, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для точки S на поверхности этого одного торца толщину поверхности, расположенной на удалении, относительно базового репера вычисляют следующим образом:

(ii) для другого торца:
а) положение поверхности базового репера вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между поверхностями базового репера на одном торце и на другом торце, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для точки S на поверхности этого другого торца толщину поверхности, расположенной на удалении, относительно базового репера вычисляют следующим образом:

31. Система по п.29, отличающаяся тем, что в том случае, когда противоположные торцы являются коническими, упомянутое средство обработки данных о смещении обеспечивает вычисление смещения между поверхностью, расположенной на удалении, и базовым репером с использованием уже преобразованных данных на обоих торцах следующим образом:
(i) для одного торца:
а) положение вершины конуса поверхности базового репера вдоль оси (X) цилиндра равно:
df=d+D,
где D - расстояние от места расположения плоской реперной поверхности до вершины конуса на этом одном торце, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для каждой точки S на поверхности одного торца выполняют следующий перенос вдоль оси х (оси цилиндра) к вершине конуса:
с) с учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса, который
определен из данных о базовом репере, равный:
m=tan θ,
затем вычисляют толщину поверхности, расположенной на удалении, относительно базового репера (расстояние по нормали до поверхности конуса) в точке S следующим образом:
(ii) для другого торца:
а) положение вершины конуса поверхности базового репера вдоль оси (X) цилиндра равно:
dd=L+df,
где L - расстояние между вершинами конусов противоположных торцов, измеренное вдоль оси цилиндра, которое определено из данных о базовом репере;
b) для каждой точки S на поверхности этого другого торца выполняют следующий перенос вдоль оси х (оси цилиндра) к вершине конуса:
с) с учетом уравнения конуса (с началом координат в его вершине):
Y'2+Z'2=m2X'2,
где m - наклон конуса, вычисленный из угла θ раствора конуса, который определен из данных о базовом репере, равный:
m=-tan θ,
затем вычисляют толщину поверхности, расположенной на удалении, относительно базового репера (расстояние по нормали до поверхности конуса) в точке S следующим образом:
32. Система по п.1, содержащая модули обработки данных, предназначенные для статистического анализа и контроля качества накопленных данных в виде плотного множества точек, при этом упомянутые модули обработки данных содержат один или большее количество следующих показателей:
(i) ковариационную матрицу оцененных параметров;
(ii) способы отслеживания данных для проверки и распознавания значений невязки по методу наименьших квадратов и последующего удаления точек выбросов;
(iii) среднеквадратичные (RMS) и максимальные значения невязки;
(iv) оцененный коэффициент дисперсии.
33. Способ измерения смещения поверхности относительно ее базового репера, содержащий следующие операции:
позиционируют средство сканирования около реперной точки;
осуществляют сканирование поверхности, расположенной на удалении от реперной точки, с использованием средства сканирования для генерирования данных в виде плотного множества точек относительно поверхности для определения трехмерного изображения упомянутой поверхности;
получают данные о базовом репере в заданной системе координат, относящиеся к расположению базового репера относительно упомянутой поверхности; и
выполняют обработку упомянутых данных в виде плотного множества точек с использованием средства обработки данных, причем обработка данных заключается в том, что
ориентируют данные в виде плотного множества точек относительно ключевых опорных параметров упомянутых данных о базовом репере и преобразуют данные в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере, и определяют смещение между поверхностью и базовым репером с использованием как данных в виде плотного множества точек и данных базового репера в системе координат так, чтобы получить данные смещения, характеризующие толщину объекта.
34. Система для составления карты смещения поверхности относительно базового репера, содержащая:
средство обработки данных, предназначенное для получения данных в виде плотного множества точек, определяющих поверхность в системе координат, совпадающей с базовым репером, и для генерации данных о смещении, относящихся к смещению между каждой точкой упомянутого плотного множества точек и соответствующей точкой упомянутого базового репера;
средство сравнения, предназначенное для сравнения данных о смещении с заданным пороговым значением; и
средство визуального отображения, предназначенное для графического отображения результата сравнения.
35. Система по п.34, отличающаяся тем, что средство визуального отображения содержит первый формат для графического отображения упомянутых данных в виде плотного множества точек или упомянутых данных о смещении в трехмерном представлении.
36. Система по п.34, отличающаяся тем, что средство визуального отображения содержит средство для манипуляций с данными, предназначенное для развертки упомянутых данных в виде плотного множества точек или упомянутых данных о смещении на двумерную плоскость, и второй формат для их графического отображения.
37. Система по п.36, отличающаяся тем, что упомянутый второй формат содержит контурную карту, содержащую различные цвета или оттенки, отображающие различные величины смещения относительно упомянутого заданного порогового значения.
38. Система по п.34, отличающаяся тем, что средство визуального отображения содержит третий формат для вычисления гистограммы упомянутых данных о смещении.
39. Система по п.34, отличающаяся тем, что средство визуального отображения содержит четвертый формат для вычисления гистограммы интегрального распределения упомянутых данных о смещении.
40. Способ составления карты смещения поверхности относительно базового репера, содержащий следующие операции:
позиционируют средство сканирования около реперной точки;
осуществляют сканирование поверхности, расположенной на удалении от реперной точки, с использованием средства сканирования для генерирования данных в виде плотного множества точек относительно поверхности;
получают данные базового репера в координатной системе относительно базового репера, относящегося к указанной поверхности; производят обработку данных в виде плотного множества точек данных базового репера с использованием средства обработки данных, причем обработка данных заключается в том, что:
ориентируют данные в виде плотного множества точек относительно ключевых опорных параметров упомянутых данных о базовом репере и преобразуют данные в виде плотного множества точек в систему координат, совпадающую с упомянутыми данными о базовом репере, и
осуществляют генерацию данных о смещении, относящихся к смещению между каждой точкой упомянутых данных плотного множества точек и соответствующей точкой упомянутого базового репера, так, чтобы получить данные смещения, характеризующие толщину объекта,
производят сравнение данных о смещении с заданным пороговым значением; и
выполняют визуальное отображение результата сравнения на средстве визуального отображения, тем самым визуально иллюстрируя смещение упомянутой поверхности относительно упомянутого базового репера, характеризующее толщину объекта.
41. Способ по п.40, содержащий следующую операцию: осуществляют генерацию поперечных сечений данных о смещении.
| US 2002158368 A1, 31.10.2002 | |||
| Стенд для ударных испытаний | 1973 |
|
SU509809A1 |
| УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ ОБЪЕКТОВ | 1990 |
|
RU2011161C1 |
| RU 2003938 C1, 30.11.1993. | |||

