Изобретение относится к дистанционному регулятору для сварочного устройства, с корпусом или защитным кожухом, устройством управления и несколькими соединенными с устройством управления контактными элементами, причем один контактный элемент выполнен контактом детали для установления соединения с деталью а, по меньшей мере, два других контактных элемента выполнены контактами электродов для установления соединения с электродом сварочного устройства, причем один контакт электродов выполнен для увеличения, а второй контакт электродов - для уменьшения величины сварочного параметра и, таким образом, при замыкании контакта электродов с электродом сварочного устройства изменяется величина сварочного параметра.
Из US 6040555 А известен дистанционный регулятор данного типа, создающий возможность для включения и выключения, а также зажигания сварочного устройства, а также изменения сварочных параметров на месте использования сварочной горелки на некотором расстоянии от сварочного устройства. С этой целью дистанционный регулятор имеет несколько контактных элементов, соединенных с соответствующими электронными схемами, посылающими при контакте с контактным элементом соответствующий управляющий сигнал сварочному устройству. Для эксплуатации электронных схем и генерирования управляющих сигналов необходим аккумулятор. Вследствие этого дистанционный регулятор имеет относительно большой конструктивный размер.
В DE 3329216 AI представлен бескабельный дистанционный регулятор для сварочного устройства, по меньшей мере, с двумя контактами, один из которых выполнен для замыкания контакта с деталью, а другой - для контакта со сварочным электродом. В зависимости от последовательности замыкания контакта образуется сигнал с соответствующей частотой и накладывается на сварочный ток, вследствие чего можно добиться увеличения или уменьшения сварочного тока.
Из EU 0575082 А2 известен дистанционный регулятор для установки параметров сварочного устройства, в котором коммутация между дистанционным регулятором и источником тока и/или вспомогательным устройством сварочного устройства может происходить без проводов, - посредством радиосигналов и по проводам. При этом проводная передача сигналов осуществляется через сварочный кабель, индуктивно или емкостно соединенный с передатчиком и приемником радиосигналов, вследствие чего между дистанционным регулятором и источником тока и/или вспомогательным приспособлением сварочного устройства может передаваться информация в одном или двух направлениях.
Таким образом, из US 0575082 А2 известны устройство и способ, создающие возможность для передачи сигналов и/или данных между дистанционным регулятором и источником тока сварочного устройства по сварочному кабелю сварочного устройства.
Из уровня техники известны такие или похожие способы передачи сигналов по сварочному кабелю и выполненные соответствующим образом дистанционные регуляторы. Для этого в дистанционном регуляторе предусмотрен электрический контакт, к которому можно прикладывать токопроводящий сварочный электрод сварочной горелки, причем устройство управления сварочного устройства распознает такой дистанционный регулятор. Эти известные дистанционные регуляторы имеют для изменения параметров сварочного устройства один или несколько регулировочных элементов, например аналоговые поворотные фазовые регуляторы или потенциометры, микропереключатели или тактильно чувствительные пластины, которыми пользователю нужно манипулировать рукой. Недостатком в таких дистанционных регуляторах является то, что используемые регулировочные элементы являются высокозатратными в отношении конструктивных деталей, а производственная себестоимость дистанционного регулятора также большая из-за трудоемкости изготовления. Кроме того, компактность этих дистанционных регуляторов ограничена размером деталей для регулировочных элементов и поэтому эти дистанционные регуляторы сложно транспортировать или пользоваться ими. В частности, регулировка, производимая вручную посредством регулировочных элементов, в ходе часто предпринимаемых установок различных сварочных процессов или корректировании параметров, занимает у пользователя много времени.
Кроме того, из WO 03/022503 AI известен дистанционный регулятор и пульт управления сварочного устройства, при помощи которого возможна управляемая с помощью меню регулировка самых различных параметров сварочного устройства. Этот дистанционный регулятор из-за имеющихся интерфейсов и регулировочных элементов объемный по своей конфигурации, что отрицательно сказывается на удобстве его использования и транспортабельности. Кроме того, дистанционный регулятор, вследствие требующегося большого количества конструктивных элементов, не очень надежен в эксплуатации, а производственные расходы на его изготовление - довольно высокие.
Техническим результатом данного изобретения является снижение производственных расходов для дистанционного регулятора для сварочного устройства, а также более удобное использование дистанционного регулятора и повышение надежности в эксплуатации или ресурса дистанционного регулятора.
Технический результат достигается в данном изобретении посредством того, что электропитание осуществляется через контактные элементы посредством сварочного устройства, а устройство управления соединено с индикатором, выполненным для визуального отображения величины или типа изменяемого сварочного параметра. При этом предпочтительно, чтобы дистанционный регулятор не имел регулировочных элементов, таких как потенциометр или инкрементальный датчик, а регулировка заданных параметров производилась непосредственно через контакты электродов. Это может значительно снизить производственные расходы для дистанционного регулятора, поскольку комплектация печатной платы для его производства может осуществляться полностью автоматизированно. И напротив, изготовление или сборка известных дистанционных регуляторов с регулировочными элементами должны происходить вручную или в процессе трудоемких операций. Другое преимущество заключается в том, что при замыкании контакта электродов с электродом сварочного устройства осуществляется электропитание дистанционного регулятора и сразу же после этого инициируется действие или функциональный вызов, например изменение сварочного параметра. Наряду с инициированным действием контакт электродов позволяет также осуществлять энергоснабжение дистанционного регулятора. Благодаря этому достигается также более удобное использование дистанционного регулятора, так как пользователь может производить регулировку простым способом, только посредством соответствующего замыкания электрода с контактом электродов и пользователю не требуется выпускать из рук сварочную горелку для осуществления регулировки дистанционным регулятором. В известных дистанционных регуляторах с регулировочными элементами пользователь должен замыкать дистанционный регулятор с электродом и одновременно приводить в действие регулировочный элемент. Кроме того, в заявленных дистанционных регуляторах не требуются никакие подвижные элементы для реализации полнофункционального дистанционного регулятора, что делает дистанционный регулятор надежным в эксплуатации и менее подверженным ошибкам. Благодаря этой конструкции дистанционный регулятор может быть выполнен довольно небольшим, например размером в чековую карточку. Вследствие того, что устройство управления соединено с индикатором (или со средствами индикации), выполненным для визуального отображения величины или типа изменяемого сварочного параметра, пользователь может в любое время видеть величину или тип сварочного параметра и одновременно наблюдать за процессом регулировки и тем самым производить точную регулировку сварочного устройства.
Предпочтительно, если устройство управления имеет запоминающее устройство, в котором сохранены установленные или вызванные, по меньшей мере, в последний раз сварочные параметры через один, по меньшей мере, из двух контактов электродов. Вследствие этого установленная в последний раз или обработанная величина, например величина сварочного параметра или тип сварочного параметра, может просто использоваться повторно для дальнейшей обработки, например для отображения на средствах индикации. Кроме того, пользователь может сразу же повторно использовать сохраненную в памяти величину при замене сварочного устройства для конфигурации сварочного устройства и ему не нужно снова производить установку сварочных параметров через контактные элементы. Сварщик может независимо от сварочного устройства быстро и просто передавать ему свои предварительно установленные величины.
Предпочтительно, если устройство управления выполнено для выдачи установленного, в частности рассчитанного в зависимости от величины приложенного или установленного сварочного параметра сигнала, причем сигнал подается, по меньшей мере, к одному контактному элементу для электрода. Таким образом, установленная устройством управления величина или генерированный из нее сигнал может быть снят через один из контактов электродов, и этот сигнал и содержащаяся в нем информация может просто пересылаться через электрод в устройство управления или источник тока сварочного устройства.
Если индикатор выполнен для отображения пропорциональной, в частности процентной величины сварочного параметра, установка величины может осуществляться пользователем весьма интуитивно, и при необходимости посредством градации в процентных шагах количества мест индикации устройства индикации и, таким образом, дистанционный регулятор будет иметь еще меньшую конструкцию.
Индикатор может быть выполнен в виде дисплея или светящихся элементов, образующих шкалу, в частности светодиодов, что делает устройство индикации экономичным и практичным.
Согласно другому варианту изобретения устройство управления может быть соединено с индикатором (или со средствами индикации) для индикации имеющегося контакта контактных элементов с электродом и деталью. Вследствие этого пользователь сразу может проверять рабочее состояние или правильное приведение в действие дистанционного регулятора.
Кроме того, устройство управления с индикатором для индикации полярности может быть соединено с контактным элементом, соединенным с электродом, вследствие чего на дистанционном регуляторе можно сразу считывать приложенную к электроду сварочного устройства или установленную полярность.
Если устройство управления имеет электропитание, в частности силовой электронный блок для преобразования напряжения холостого хода сварочного устройства в соответствующее напряжение для питания компонентов устройства управления, может осуществляться питание компонентов дистанционного регулятора через сварочное устройство.
Согласно другому признаку изобретения предусмотрено, что устройство управления имеет логическую схему, в частности микроконтроллер. Электропитание преобразует напряжение холостого хода сварочного устройства в соответствующее напряжение для компонентов дистанционного регулятора, в частности для логической схемы. Вследствие этого в дистанционном регуляторе не требуется постоянный накопитель энергии, так как дистанционный регулятор питается энергией через сварочное устройство. Таким образом, опять же можно изготовить дистанционный регулятор довольно небольшой конструкции и одновременно также может быть снижена его себестоимость. Кроме того, вследствие этого дистанционный регулятор постоянно готов к применению и не требует обслуживания.
Применение микроконтроллера создает, в частности, возможность для простого программирования дистанционного регулятора, а одновременно можно экономить на конструктивных элементах, вследствие чего уменьшается вес и конструкция дистанционного регулятора. Посредством логической схемы можно предпочтительным способом определять состояние на выходе устройства управления или дистанционного регулятора, в зависимости от поступающих к контактным элементам сигналов.
В варианте выполнения, в котором устройство управления имеет коммутирующий элемент для генерирования предпочтительно высокочастотного модулирующего сигнала для подключения электрода к напряжению холостого хода, данные от дистанционного регулятора могут передаваться к нему посредством модулированного напряжении холостого хода сварочного устройства. Устройство управления сварочного устройства имеет соответствующее устройство для обработки или демодуляции напряжения холостого хода. Таким образом, без дополнительных передающих и принимающих устройств в дистанционном регуляторе можно передавать производимые регулировки через электрод или сварочные кабели сварочного устройства на его устройство управления.
В частности, благодаря тому, что коммутирующий элемент на входе управляющего сигнала соединен с выходом логической схемы, а затем с электропитанием, а выход коммутирующего элемента соединен, по меньшей мере, с одним из контактных элементов, создано наиболее подходящее и простое устройство для генерирования модулирующей частоты посредством дистанционного регулятора.
Предпочтительно также выполнение, в котором устройство управления имеет блок задержки, благодаря которому при замыкании электрода с одним из контактных элементов сохраненная в памяти величина сварочного параметра сообщается через заданный промежуток времени, после чего по истечении промежутка времени имеется возможность осуществления изменения величины или типа сварочного параметра. Таким образом, на контактный элемент может быть возложено несколько функций, например индикация актуальной величины и регулировки величины сварочного параметра. При этом сварщик посредством кратковременного замыкания контактного элемента с электродом может вызвать индикацию сохраненной в памяти или актуальной величины параметра, а с другой стороны, при более длительном замыкании, инициировать регулировку, так что сохраненная в памяти величина увеличивается или уменьшается, в зависимости от того, с каким контактом электродов сварщик замыкает электрод, причем измененная величина параметра может одновременно, в частности в режиме “онлайн”, передаваться на сварочное устройство.
Вследствие того, что контакт детали для замыкания детали расположен на задней стороне корпуса и контакт детали выполнен предпочтительно магнитным, посредством простого накладывания дистанционного регулятора на деталь можно установить хороший контакт с деталью, причем пользователю не нужно покидать свое рабочее место на участке обрабатываемой детали. Благодаря магнитному выполнению контакта детали дистанционный регулятор самостоятельно фиксируется на детали, вследствие чего облегчается обслуживание.
Если корпус выполнен, по существу, в форме чековой книжки, то дистанционный регулятор из-за очень компактных размеров может быть выполнен довольно удобным, благодаря чему сварщик может легко переносить его, просто положив дистанционный регулятор в карман.
В наиболее предпочтительном варианте выполнения корпус имеет ширину от 20 до 100 мм, в частности от 40 до 70 мм; длину - от 50 до 150 мм, в частности от 60 до 120 мм, а толщину - от 5 до 30 мм, в частности от 10 до 20 мм.
Корпус может быть выполнен, по меньшей мере, частично прозрачным.
Устройство управления, а при необходимости индикаторы могут быть интегрированы в корпус, в частности залиты, причем снаружи доступны только контактные поверхности контактных элементов. Таким образом, компоненты, как, например индикаторы, полностью охватываются корпусом, например заливаются, вследствие чего получается очень надежное и компактное выполнение корпуса. Пользователь может смотреть на индикаторы под прозрачной частью корпуса. Кроме того, не требуются никакие смотровые окна или подобные элементы, вследствие чего минимизируются производственные расходы для дистанционного регулятора. Кроме того, компоненты дистанционного регулятора защищены от грязи или пыли, а одновременно за счет заливки конструктивные элементы могут быть очень хорошо защищены от сотрясений и никакая жидкость не может проникнуть вовнутрь дистанционного регулятора.
Вследствие того, что другой контактный элемент выполнен третьим контактом электродов, причем первый контакт электродов выполнен для индикации величины или типа изменяемого сварочного параметра, против чего оба других контакта электродов выполнены для изменения величины сварочного параметра, в частности для увеличения или уменьшения величины сварочного параметра, предпочтительным способом достигают, что сварщику очень просто пользоваться дистанционным регулятором, так как каждому контакту электродов отведена определенная задача. Это позволяет также быстро переустанавливать дистанционный регулятор или при замене сварочного устройства просто передавать сохраненную в памяти величину на новое сварочное устройство, в то время как сварщик всего лишь замыкает контакт электродов для инициирования функции индикации.
В следующем варианте выполнения, по меньшей мере, другой контактный элемент образован контактом электродов, выполненным для селекции сварочного параметра. При этом предпочтительно, что сварщик посредством дополнительного замыкания электродов может выбирать другие типы изменяемых сварочных параметров, причем сварочные параметры переключаются, в частности циклически. Например, таким образом можно переключаться между типами параметров тока, напряжения, ширины импульсной последовательности, частоты и так далее. Таким образом, имеется простая возможность последовательного вызова через этот контакт электродов нескольких устанавливаемых сварочных параметров. При нескольких дополнительных контактах электродов они могут быть выполнены так, что каждому контакту электродов соответствует постоянный сварочный параметр. Также возможно, что при двух других контактах электродов они выполняются для различных последовательных включений направлений, чтобы имелась возможность последовательного запроса отдельных сварочных параметров.
Вследствие того, что устройство управления имеет систему безопасности для предпочтительно беспроводной блокировки или разблокирования сварочного устройства, дистанционный регулятор дополнительно может использоваться как ключ для приведения в действие сварочного устройства, благодаря чему предпочтительно способом может предотвращаться использование сварочного устройства не допущенным персоналом.
В предпочтительном усовершенствованном варианте система безопасности выполнена как радиопередающая система, в частности как система радиочастотной идентификации. В соответствии с этим дистанционный регулятор имеет определенный идентифицирующий признак. Применение системы радиочастотной идентификации или транспондера является предпочтительным, поскольку эти компоненты делают возможным беспроводное применение дистанционного регулятора, и они не ограничивают удобство обслуживания или ношения дистанционного регулятора.
Далее приводится более подробное описание заявленного изобретения посредством приложенных схематических чертежей. На чертежах показаны:
фиг.1. Предложенный дистанционный регулятор для сварочного устройства вместе со служащим в качестве примера вариантом выполнения сварочного устройства, вид сбоку, схематичное изображение;
фиг.2. Вариант выполнения дистанционного регулятора в горизонтальной проекции;
фиг.3. Дистанционный регулятор по фиг.2, вид сбоку согласно стрелке III на фиг.2;
фиг.4. Приведенный в действие дистанционный регулятор по фиг.2, вид сбоку;
фиг.5. Второй вариант выполнения дистанционного регулятора в горизонтальной проекции;
фиг.6. Третий вариант выполнения дистанционного регулятора в горизонтальной проекции;
фиг.7. Четвертый вариант выполнения дистанционного регулятора в горизонтальной проекции;
фиг.8. Пятый вариант выполнения дистанционного регулятора вид под углом; и
фиг.9. Возможное выполнение предложенного дистанционного регулятора, представленного в виде блок-схемы.
На фиг.1 представлено сварочное устройство 1 или сварочная установка, которое или которая могут использоваться в комбинации с заявленным элементом. В данном случае сварочное устройство 1 подходит для самых различных способов сварки, например, таких как дуговая сварка плавящимся электродом в среде инертного газа, или сварка вольфрамовым электродом в среде инертного газа, или электродный способ сварки и так далее. В частности, сварочное устройство 1 может быть выполнено как переносное устройство для ручной термосварки, например для сварки со стержневыми электродами.
Сварочное устройство 1 содержит источник 2 тока с силовой частью 3, устройство 4 управления 4 и относящийся к силовой части 3 или устройству 4 управления коммутирующий элемент 5. Коммутирующий элемент 5 или устройство 4 управления соединены с распределительным клапаном 6, расположенным между газовым резервуаром 9 и сварочной горелкой 10 в питающем трубопроводе 7 для газа 8, в частности инертного газа, например CO2, гелия или аргона и им подобных.
Кроме того, посредством устройства 4 управления осуществляется еще управление проволокоподающим устройством 11, обычно используемым при сварке порошковыми проволоками, причем по подающей линии 12 к участку сварочной горелки 10 с катушки 14 подводится электрод 13 или сварочный элемент, например сварочная проволока. Разумеется, что допускается интегрирование проволокоподающего устройства 11, как это известно из уровня техники, в сварочном устройстве 1, в частности в основном корпусе, а не как в показанном на фиг.1 выполнении в виде дополнительного приспособления. Кроме того, существует вариант, что сварочное устройство 1 не имеет проволокоподающего устройства 11, как это имеет место, например, при сварке со стержневыми электродами.
Ток для создания сварочной дуги 15 между электродом 13 и деталью 16 подводится через сварочный кабель 17 от силовой части 3 сварочного источника 2 тока к сварочной горелке 10 или электроду 13, причем свариваемая деталь 16 соединена также через другой сварочный кабель 18 со сварочным устройством 1, в частности с источником 2 тока, таким образом, посредством сварочной дуги 15 может быть создана электрическая цепь.
Для охлаждения сварочной горелки 10 она может соединяться через охлаждающий контур 19 сварочной горелки 10 с промежуточным включением датчика 20 расхода жидкости с емкостью для жидкости, в частности с резервуаром 21 для воды, вследствие чего при приведении в действие сварочной горелки 10 включается охлаждающий контур 19, в частности гидронасос, расположенный в емкости 21 для жидкости и используемый для жидкости, например для воды, и, таким образом, вызывающий охлаждение сварочной горелки 10 или электрода 13.
Кроме того, сварочное устройство 1 имеет устройство 22 ввода или вывода данных, посредством которого могут регулироваться самые различные сварочные параметры или режимы эксплуатации сварочного устройства 1. При этом установленные устройством 22 ввода или вывода сварочные параметры передаются дальше в устройство 4 управления, а оно осуществляет затем управление отдельными компонентами сварочной установки или сварочного устройства 1 или выдает соответствующие заданные параметры для регулировки или управления.
Кроме того, в представленном примере выполнения сварочная горелка 10 соединена через связку 23 шлангов со сварочным устройством 1 или сварочной установкой. В связке 23 шлангов расположены отдельные линии от сварочного устройства 1 к сварочной горелке 10. Связка 23 шлангов соединяется посредством относящегося к уровню техники соединительного устройства 24 со сварочной горелкой - 10, против чего отдельные линии соединены в связке 23 шлангов с отдельными контактами сварочного устройства 1 через соединительные муфты или разъемные соединения. Для обеспечения соответствующей разгрузки связки 23 шлангов от натяжения связка 23 шлангов соединена через устройство для разгрузки шланга от натяжения с корпусом 25, в частности с основным корпусом сварочного устройства 1.
По существу, следует напомнить, что для разных способов сварки или сварочных устройств 1, таких как, например, устройств для дуговой сварки плавящимся электродом в среде инертного газа или переносных устройств для стержневых электродов, должны использоваться или применяться не все прежде названные компоненты. Например, допускается также, что сварочная горелка 10 выполняется как сварочная горелка 10 с воздушным охлаждением.
Кроме того, на фиг.1 показан образованный дистанционным регулятором 26 предложенный элемент. Дистанционный регулятор 26 предусмотрен как самостоятельный пульт управления для пользователя, причем дистанционный регулятор 26 и устройство 4 управления сварочного устройства 1 выполнены для проведения однонаправленной или двунаправленной сигнальной передачи и/или передачи данных. Пунктирными линиями обозначено положение сварочной горелки 10 или электрода 13, в котором эти элементы соединены для сигнального обмена с дистанционным регулятором 26, так чтобы дистанционный регулятор 26 был активирован. Для активации дистанционного регулятора 26 он соединен в электрическую цепь сварочного устройства 1, которая создается посредством сварочных кабелей 17, 18. В показанном примере выполнения подающий положительный или отрицательный потенциал первый сварочный кабель 17 сварочного устройства 1 электрически или гальванически соединен с дистанционным регулятором 26, причем дистанционный регулятор 26 соединен также с другим сварочным кабелем 18 сварочного устройства 1 и с приложенным к нему потенциалом. Предпочтительно, если дистанционный регулятор 26 применяется в устройствах для электродной сварки или устройствах для сварки вольфрамовым электродом в среде инертного газа.
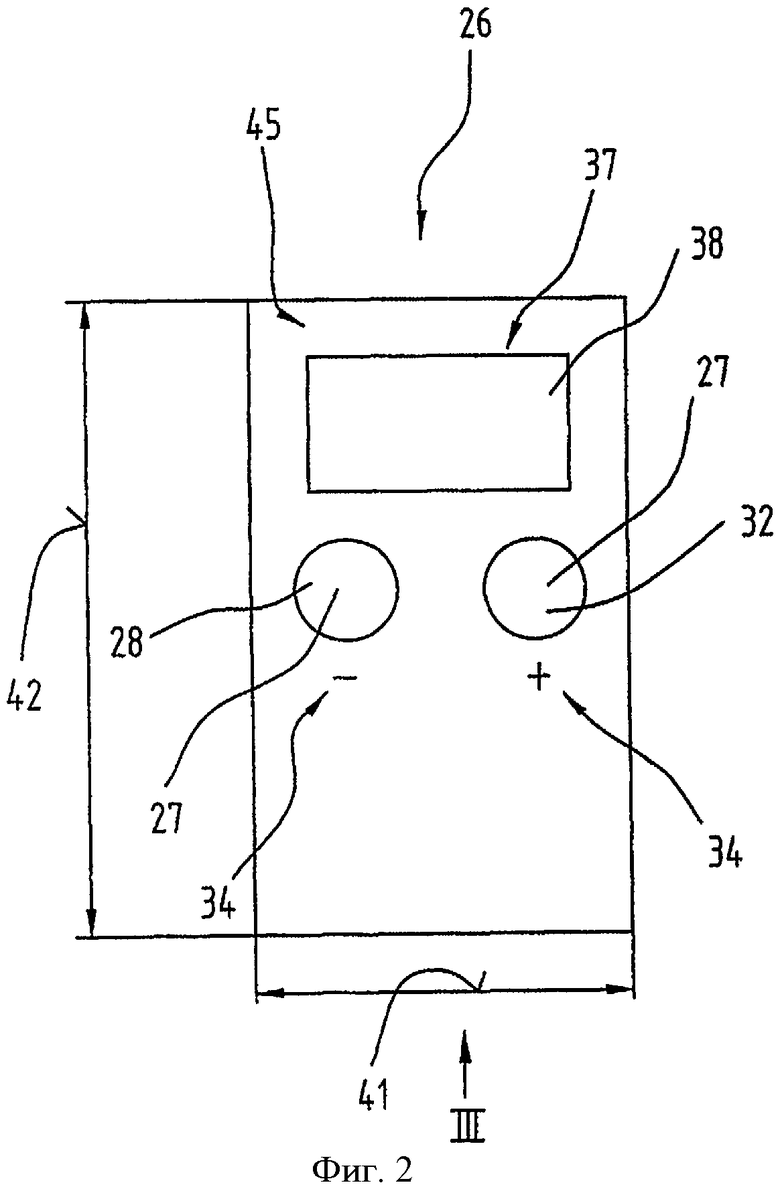
На фиг.2-4 показан первый вариант выполнения заявленного дистанционного регулятора 26. Дистанционный регулятор 26 имеет несколько контактных элементов 27, выполненных для установления электрического соединения со сварочным устройством 1 или деталью 16. Первый контактный элемент 27 образован первым контактом 28 электродов, через который дистанционный регулятор 26 может нагружаться первым потенциалом 29. Для этого контакт 28 электродов может замыкаться электродом 13 сварочного устройства 1, так что имеется возможность установления электрического соединения с источником 2 тока или устройством 4 управления сварочного устройства 1. Кроме того, дистанционный регулятор 26 имеет другой, образованный контактом 30 детали контактный элемент 27, на который может подаваться другой потенциал 31. Для этого контакт 30 детали соединен к тому же с деталью 16, так что контакт 30 детали также соединен с источником 2 тока или устройством 4 управления сварочного устройства 1. В этом месте следует отметить возможность соединения контакта 30 детали вместо детали 16 с любым проводником, проводящим потенциал 31. Например, контакт 30 детали может соединяться с потенциалом Земли или с нулевым потенциалом не показанной детально схемы электропитания.
Согласно изобретению другой контактный элемент 27 дистанционного регулятора 26 образован, по меньшей мере, другим контактом 32 электродов, который может входить в контакт так же, как и первый контакт 28 электродов с электродом 13 для соединения дистанционного регулятора 26 с источником 2 тока или устройством 4 управления сварочного устройства 1.
В соединенном через контакты 28, 32 электродов с источником 2 тока дистанционном регуляторе 26 имеется возможность вызывать и/или изменять параметры источника 2 тока. К тому же один из обоих контактов 28, 32 электродов выполнен, по меньшей мере, для изменения одного или нескольких параметров источника 2 тока, в частности для увеличения или уменьшения абсолютной величины, по меньшей мере, одного сварочного параметра. Предпочтительно, если дополнительно, по меньшей мере, один из контактов 28, 32 электродов выполнен для запроса или для вызова одного или нескольких параметров источника 2 тока. Например, при замыкании контакта 32 электродов может производится уменьшение величины, а при замыкании контакта 28 электродов - увеличение величины сварочного параметра. Затем это изменение величины может сразу передаваться через сварочный кабель 17 в устройство 4 управления сварочного устройства, так что дистанционный регулятор 26 создает возможность для “онлайн-конфигурации” сварочного устройства 1.
Кроме того, имеется возможность, что контакт 28 электродов выполнен для индикации сварочных параметров и/или для квитирования регулировок, а другой контакт 32 электродов выполнен для регулировки. Таким образом, величина сварочного параметра может регулироваться и сохраняться посредством контакта 32 электродов, например в шлейфе, причем только после замыкания первого контакта 28 электродов эта регулировка будет передана на устройство 4 управления сварочного устройства.
Дистанционный регулятор 26 имеет устройство 33 управления, соединенное с контактами 28, 32 электродов и с контактом 30 детали. Устройство 33 управления выполнено для обработки поступающих на контакты 28, 32 электродов сигналов и/или для осуществления передачи сигналов через контакты 28, 32 электродов в устройство 4 управления сварочного устройства 1. Устройство 33 управления также выполнено для того, чтобы использовать для собственного энергоснабжения подаваемое к контактам 28, 32 электродов или к контакту 30 детали напряжение, производимое источником 2 тока сварочного устройства 1. Кроме того, устройство 33 управления имеет запоминающее устройство, в памяти которого сохраняются один или несколько последних установленных посредством дистанционного регулятора 26 сварочных параметров или их величин. Более точное выполнение устройства 33 управления описано со ссылкой на фиг.9.
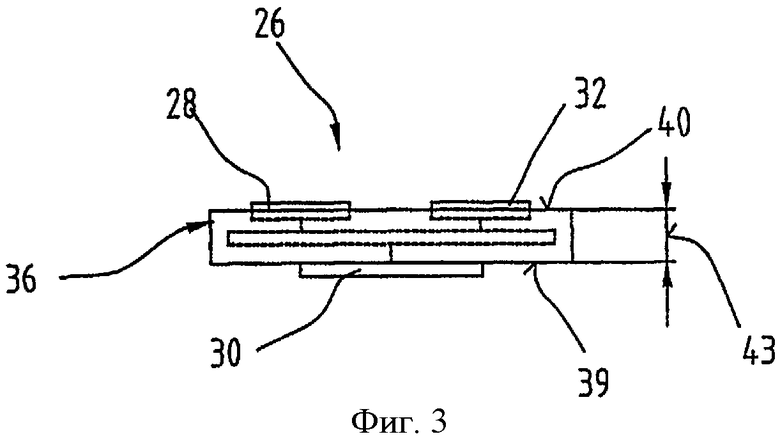
Дистанционный регулятор 26 имеет первое рабочее состояние, в котором дистанционный регулятор 26 разъединен с источником 2 тока сварочного устройства 1 или отделен, как это показано на фиг.3. В возможном варианте выполнения, в первом рабочем состоянии дистанционный регулятор 26 деактивирован. В следующем рабочем состоянии дистанционный регулятор 26 соединен с источником 2 тока сварочного устройства 1 через сварочные кабели 17, 18, вследствие чего осуществляется энергоснабжение дистанционного регулятора 26 и он активирован или готов к применению, как это показано на фиг.4. Следует отметить возможность предусмотрения временного накопителя энергии, например индуктивности или емкости в дистанционном регуляторе 26, заряжаемого от присоединенных к дистанционному регулятору 26 сварочных кабелей 17, 18, так что даже отсоединенный от источника 2 тока дистанционный регулятор 26 готов к применению в течение установленного накопителем энергии отрезка времени. Например, разъединенный с источником 2 тока дистанционный регулятор 26 можно эксплуатировать с ограничениями, в частности при таком виде конфигурации или ему подобном, при котором в некотором роде в автономном режиме можно предварительно устанавливать сварочный параметр, передаваемый при последующем установлении соединения на сварочное устройство 1, или производить местные регулировки в дистанционном регуляторе 26.
В активированном режиме работы дистанционного регулятора 26 посредством сигнала на электрод 13, на который перед установкой на контакт 28 или 32 электродов подается напряжение холостого хода, устройством управления распознается, по меньшей мере, один из сварочных параметров, например ток, напряжение, ширина импульсной последовательности, частота и так далее, отображаемые и при необходимости изменяемые посредством дистанционного регулятора 26. При этом предпочтительно выполнение сварочного устройства 1, в котором при установленном соединении электрода 13 с контактом 28 или 32 электродов оно распознается устройством 4 управления сварочного устройства и при необходимости источник 2 тока выдает на дистанционный регулятор 26 адаптированный или преобразованный сигнал, как это может иметь место в известных дистанционных регуляторах.
В показанном на фиг.2-4 варианте выполнения предусмотрены два контакта 28, 32 электродов, посредством которых можно реализовывать все возможности установок, интегрированные в дистанционном регуляторе 26. Один из контактов 28, 32 электродов выполнен для уменьшения величины обрабатываемого в данное время сварочного параметра, а другой контакт 28, 32 электродов выполнен для увеличения этого сварочного параметра. Для идентификации закрепленных за отдельными контактами 28, 32 электродов функций на дистанционном регуляторе 26 расположены два значка 34. Первый значок 34 с символом “минус” обозначает контакт 28 электродов, чтобы его функция воспринималось пользователем для уменьшения величины сварочного параметра, и напротив, другой значок 34 с символом “плюс” характеризует функцию контакта 32 электродов для увеличения сварочного параметра. Значки 34 размещены, например, на корпусе или в корпусе 36 дистанционного регулятора 26, например отчеканены, выгравированы, выдавлены, наклеены или выполнены подобным способом.
Для визуального отображения величины сварочного параметра на дистанционном регуляторе 26 он имеет индикатор 37, который может быть выполнен, например, в виде дисплея 38. Дисплей 38 образован известным из уровня техники устройством для индикации алфавитно-цифровых данных, например семиэлементным индикатором, ЖКД (жидкокристаллическим дисплеем) или им подобным. Индикатор 37 соединен с устройством 33 управления дистанционного регулятора 26, так что обработанные на дистанционном регуляторе 26 данные или сигналы отображаются на индикаторе 37. При этом на индикаторе 37 может отображаться абсолютная величина соответствующего сварочного параметра и/или относительная, в частности процентная, величина максимальной величины сварочного параметра.
При установлении контакта между электродом 13 и одним из контактов 28, 32 электродов устройство 33 управления выдает данные на индикатор 37, так что отображается моментальная величина сварочного параметра. Если имеются только два контакта 28, 32 электродов, устройство 33 управления имеет устройство, при помощи которого сообщается хранящаяся в памяти величина одного сварочного параметра и при необходимости изменяется посредством того же контакта 28, 32 электродов. Например, это устройство образовано блоком задержки, так что хранящаяся в памяти величина отображается в течение заранее заданного промежутка времени, после чего, по истечении промежутка времени, выполняется изменение посредством контакта 28, 32 электродов. Кроме того, это устройство может быть образовано счетчиком, так что хранящаяся в памяти величина отображается при первом контакте контакта 28, 32 электродов, а при разъединении и восстановлении контакта в пределах определенного отрезка времени счетчик это распознает и делает возможной изменение величины. При изменении сварочного параметра исправленная величина может сразу отображаться на индикаторе 37.
Контакт 30 детали дистанционного регулятора 26 расположен согласно варианту выполнения на задней стороне 39 дистанционного регулятора 26, причем контакты 28, 32 электродов 28, 32 расположены на противоположной к задней стороне 39 передней стороне 40 корпуса 36. Корпус 36 дистанционного регулятора 26 предпочтительно плоский и выполнен, например, прямоугольным, в частности ширина 41 и длина 42 корпуса 36 по размеру больше по сравнению с его толщиной 43. Индикатор 37 расположен в показанном примере выполнения на передней стороне 40 корпуса 36. Корпус 36 соответственно имеет отверстие для каждого из контактных элементов 27. В показанном примере выполнения в корпусе 36 на передней стороне 40 расположены два отверстия для контактов 28, 32 электродов, а на задней стороне 39 - отверстие для контакта 30 детали, через которые имеется доступ к контактной поверхности 44 контактов 28, 32 электродов и контакта 30 детали. Индикатор 37 расположен предпочтительно внутри корпуса 36, а корпус 36 выполнен прозрачным, по меньшей мере, над участком 45, над индикатором 37, так что индикатор 37 виден снаружи и защищен корпусом 36.
Такое выполнение корпуса 26 позволяет просто манипулировать дистанционным регулятором 26, поскольку при простом накладывании дистанционного регулятора 26 его задней стороной 39 на деталь 16 устанавливается соединение контакта 30 детали с соответствующим потенциалом 31, так что затем пользователь, не выпуская сварочную горелку 10 из рук, может производить электродом 13 сварочной горелки 10 все имеющиеся в распоряжении в дистанционном регуляторе 26 регулировки. Для этого на задней стороне 39 может быть расположен фиксирующий элемент 46, посредством которого дистанционный регулятор 26 можно фиксировать к детали 16 с возможностью отсоединения. В показанном примере выполнения фиксирующий элемент 46 одновременно выполнен как контакт 30 детали, причем контакт 30 детали выполнен как магнит. Однако дистанционный регулятор 26 может иметь также самостоятельные - фиксирующие элементы для соединения с деталью 16 или элементом, проводящим соответствующий потенциал 31, причем для этого могут использоваться известные из уровня техники соединительные или фиксирующие устройства.
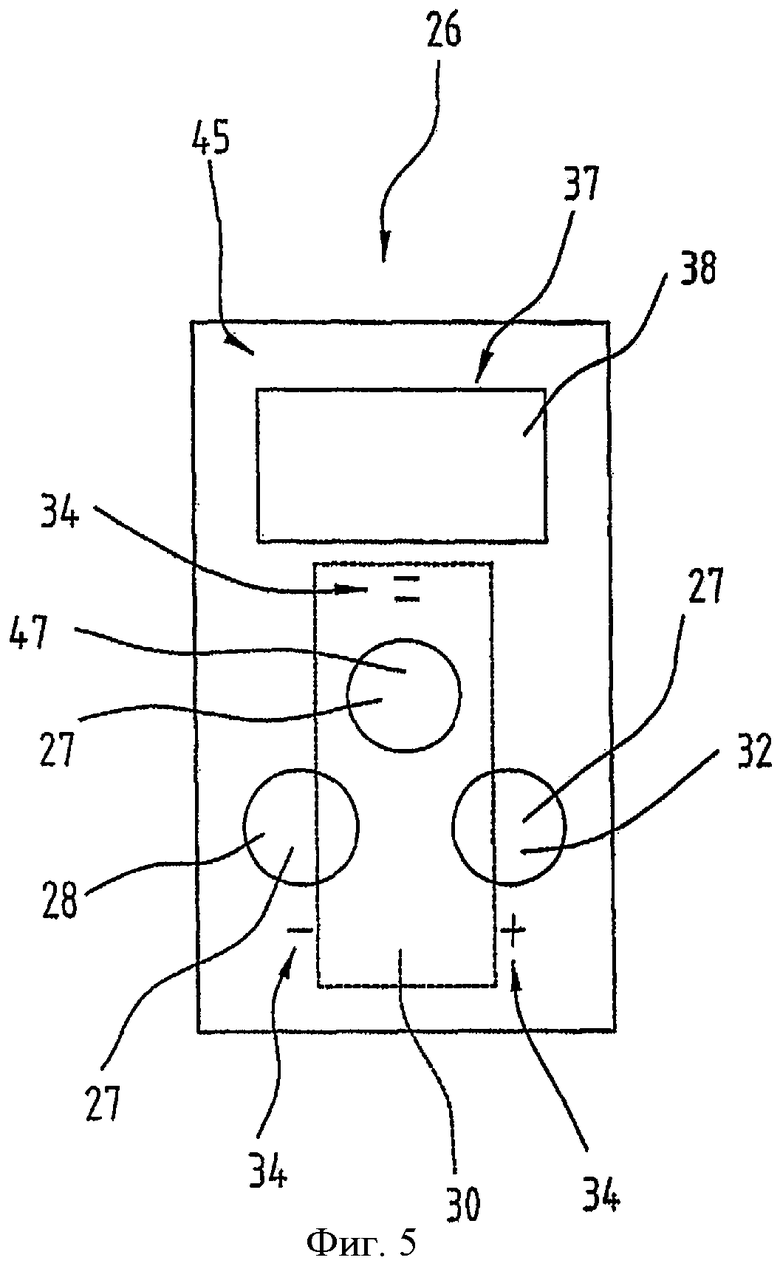
На фиг.5 представлен другой вариант выполнения дистанционного регулятора 26, в котором дистанционный регулятор 26 имеет другой контакт 47 электродов, в частности, в целом, четыре контактных элемента 27, образованные тремя контактами 28, 32, 47 электродов и контактом 30 детали. В нем первый контакт электродов 28 выполнен для индикации изменяемого сварочного параметра. Другие контакты 32, 47 электродов выполнены для изменения сварочного параметра, в частности для увеличения и уменьшения сварочного параметра, причем это изменение происходит, как уже описано выше.
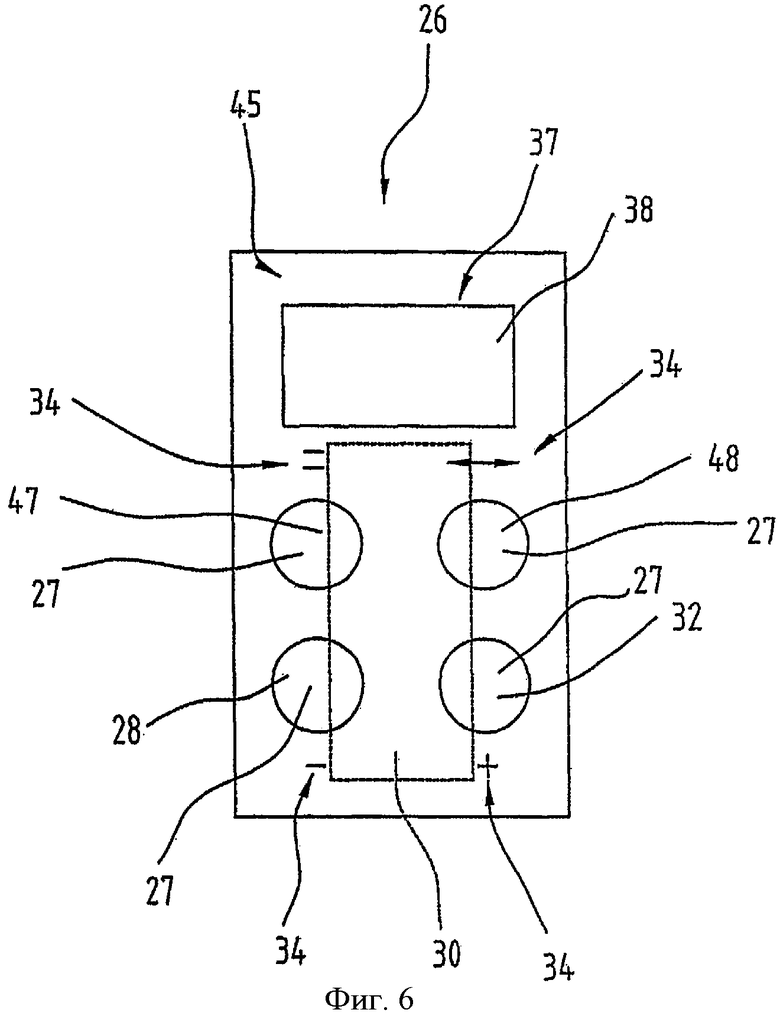
Другой вариант выполнения дистанционного регулятора 26 показан на фиг.6, в котором дистанционный регулятор 26 имеет контакт 48 электродов, в частности в целом пять контактных элементов 27, образованных контактами 28, 32, 47, 48 электродов и контактом 30 детали. В нем первый контакт 28 электродов выполнен для индикации изменяемого сварочного параметра. Оба других контакта 32, 47 электродов выполнены для изменения сварочного параметра, в частности для увеличения и уменьшения сварочного параметра. Четвертый контакт 48 электродов выполнен для селекции или для замены различных сварочных параметров.
Согласно изобретению предусмотрено, что, по меньшей мере, один сварочный параметр вызывается или изменяется посредством дистанционного регулятора 26. В частности, в дистанционном регуляторе 26 только для одного сварочного параметра дистанционным регулятором 26 в качестве сварочного параметра может обрабатываться сварочный ток сварочного устройства 1. Согласно примеру выполнения на фиг.6 дистанционный регулятор 26 обрабатывает несколько сварочных параметров, для чего селекцию обрабатываемого сварочного параметра можно проводить посредством четвертого контакта 48 электродов. Однако в данном месте следует заметить, что селекция сварочного параметра также возможна в дистанционных регуляторах 26 без специального контакта 48 электродов, причем для этого в один или несколько контактов 28, 32; 47 электродов заложено несколько функций, например функции „Индикация параметра” и „замена параметра”, между которыми может осуществляться предпочтительно циклическое переключение посредством выше описанных элементов задержки, счетчика контактов или им подобных.
На фиг.7 показан другой вариант выполнения дистанционного регулятора 26, в котором индикатор 37 имеет нескольких прерывистых осветительных средств 49, в частности СИД. Осветительные средства 49 образуют шкалу 50, посредством которой может отображаться относительное или пропорциональное значение максимальной величины сварочного параметра. Если актуальная значение сварочного параметра составляет, например, 50% от максимальной величины, то функционирует половина осветительных средств 49. Для этого осветительные средства 49 активируются предпочтительно последовательно слева - направо или деактивируются справа - налево. Кроме того, имеется возможность закрепления за каждым осветительным средством 49 диапазона значений сварочного параметра, так что активируется только то осветительное средство 49, в диапазон значений которого попадает величина сварочного параметра.
Кроме того, согласно фиг.7 предусмотрен индикатор (средство индикации) 51 для индикации контакта контактного элемента 27, выполненный, например, так же как осветительное средство 49. Индикатор 51 контакта выполнен для индикации рабочего состояния дистанционного регулятора 26, причем индикатор 51 контакта активируется при произведенном соединении между электродом 13 с контактом 28; 32; 47; 48 электродов и контактом 30 детали и деталью 16.
Кроме того, индикация (средство индикации) 52 может быть предусмотрена для индикации полярности соединенного с электродом 13 контрольного элемента, отображающее положительный полюс или отрицательный полюс. В показанном примере выполнения индикатор 52 полярности также выполнен двумя осветительными средствами 49, причем одно осветительное средство 49 активировано только при положительной полярности на электроде 13, а другое осветительное средство 49 активировано только при отрицательной полярности на электроде 13. Следует отметить, что информация о состоянии индикатора 51 контакта и/или индикатора 52 полярности может присутствовать, само собой разумеется, также и в выполненном как дисплей 38 индикаторе 37 в виде осветительных средств 49, или эта информации о состоянии может непосредственно передаваться посредством дисплея 38.
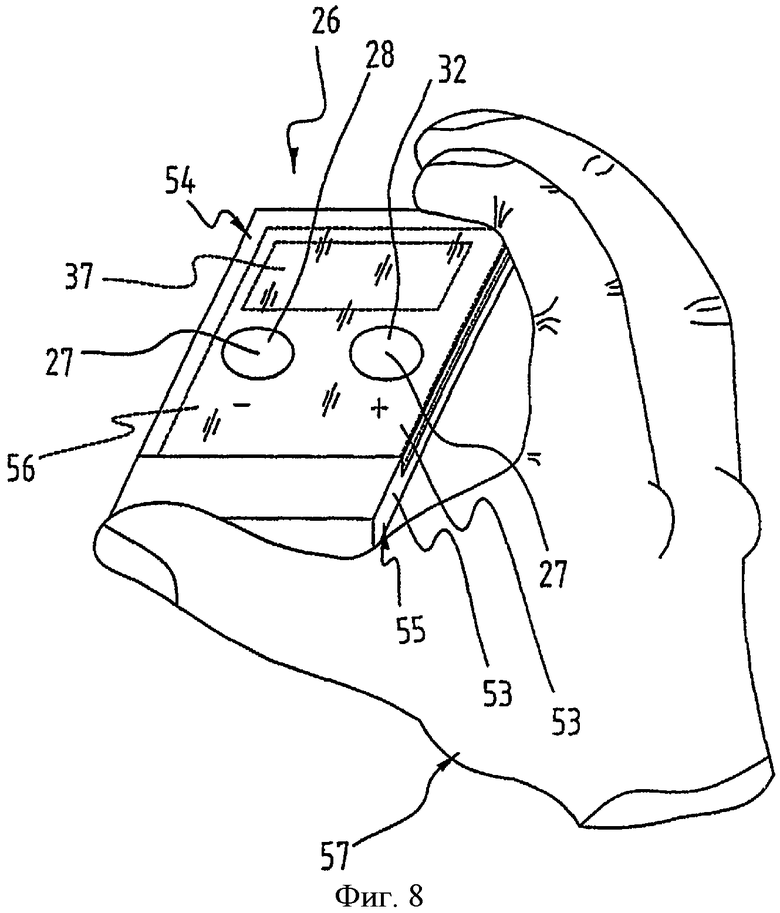
На фиг.8 показан вариант выполнения дистанционного регулятора 26 с двумя контактами 28, 32 электродов, в котором, по меньшей мере, часть корпуса 36 выполнена прозрачной или пропускающей свет. В частности, корпус 36 имеет несколько элементов 53, причем предусмотрен, по меньшей мере, верхний элемент 54 и, по меньшей мере, нижний элемент 55. В примере выполнения верхний элемент 54 выполнен из прозрачного материала, в частности из полимерного материала. Нижний элемент 55 может быть выполнен также при необходимости из прозрачного материала или из полимерного материала, причем имеется возможность, что нижний элемент 55 или другие элементы 53 выполнены непрозрачными или из другого материала, например металлического сплава, в частности из отливки алюминиевого магния или ей подобной. Корпус 36 может также быть выполнен только из одного единственного, предпочтительно прозрачного элемента 53 и с интегрированным в него устройством 33 управления и индикатором 37, например залитым или приваренным.
Внутри корпуса 36, на общей печатной плате 56, может быть расположено устройство 33 управления и индикатор 37. Контакты 28, 32; 47; 48 электродов и контакт 30 детали соединены на печатной плате 56 посредством прочных мест контакта, например точек спайки, с устройством 33 управления 33. Таким образом, дистанционный регулятор 26 не имеет подвижных элементов, что предпочтительным способом создает прочный и наименее подверженный ошибкам дистанционный регулятор 26. Кроме того, благодаря использованию электрических контактных элементов 27 в качестве элементов регулировки по сравнению с известными из уровня техники дистанционными регуляторами, с регулируемыми вручную элементами регулировки, такими как потенциометры или им подобные, реализован дистанционный регулятор 26 очень небольшого конструктивного размера, без ограничения диапазона функций дистанционного регулятора 26. Как показано на фиг.8, дистанционный регулятор 26 предпочтительно имеет такие размеры, что он удобно размещается в одной руке 57 пользователя. При этом дистанционный регулятор 26 имеет предпочтительно, например величину чековой книжки, например, ширину 41 от 20 до 100 мм, в частности от 40 до 70 мм; длину 42 - от 50 до 150 мм, в частности от 60 до 120 мм, и толщину 43 - от 5 до 30 мм, в частности от 10 до 20 мм (см. фиг.2 и фиг.3). Благодаря этому пользователь может удобно носить дистанционный регулятор 26 с собой в кармане одежды, не повреждая его при проведении других работ.
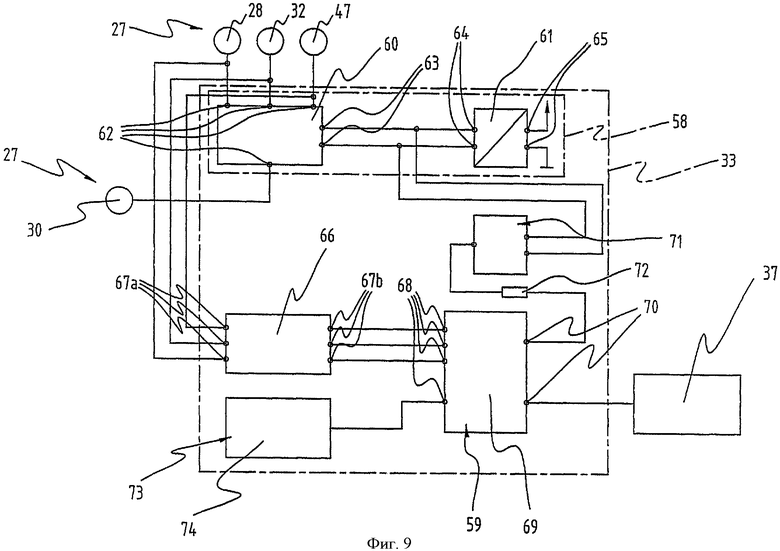
На фиг.9 представлена блок-схема возможного варианта выполнения дистанционного регулятора 26 с тремя контактами 28, 32, 47 электродов. Дистанционный регулятор 26 содержит устройство 33 управления, индикатор 37 и контактные элементы 27, в частности контакты 28, 32, 47 электродов и контакт 30 детали.
Контактные элементы 27 соединены с подаваемым на устройство 33 управления электропитанием 58. Электропитание 58 выполнено для снабжения логической схемы 59 с необходимым для нее уровнем напряжения, причем входное напряжение электропитания 58 является напряжением холостого хода на электроде 13. Для выработки определенного напряжения для логической схемы 59 электропитание 58 может иметь выпрямитель 60, а при необходимости преобразователь 61 напряжения. Выпрямитель 60 соединен на входах 62 с контактными элементами 27. Выход 63 выпрямителя 60 соединен при необходимости с преобразователем 61 напряжения. Выпрямитель 60 делает возможным применение дистанционного регулятора 26 для сварочных устройств 1 с переменной или отрицательной полярностью на электроде 13. Преобразователь 61 напряжения, соединенный с выходом 63 выпрямителя 60, выполнен для производства напряжения с определенным уровнем на выходе 65, которым питается, например, логическая схема 59.
Кроме того, устройство 33 управления имеет аналогично цифровой преобразователь 66, соединенный на входе 67а с контактами 28, 32, 47, 48 электродов и соединенный на выходе 67b со входами 68 логической схемы 59. При этом к каждому контакту 28, 32, 47, 48 электродов присоединен вход 68 логической схемы 59, вследствие чего с помощью логической схемы 59 можно определять, к какому контакту 28, 32, 47, 48 электродов подается напряжение и какой сварочный параметр или его величина. К логической схеме 59 присоединено запоминающее устройство, в памяти которого могут сохраняться сварочные параметры или их величины. Логическая схема 59 выполнена с этой целью предпочтительно как микроконтроллер 69, вследствие чего управление дистанционным регулятором 26 может осуществляться предпочтительно посредством записанной в микроконтроллере 69 и при необходимости заменяемой логикой программы.
Выход 70 логической схемы 59 соединен через коммутирующий элемент 71 с контактами 28, 32, 47, 48 электродов. Например, коммутирующий элемент 71 при необходимости соединен через омическое сопротивление 72 с выходом 70 логической схемы 59, а затем с выходом 65 преобразователя 61 напряжения и выходом 63 выпрямителя 60. Положением коммутирующего элемента 71 управляют через выход 70 логической схемы 59, вследствие чего на выходе коммутирующего элемента 71 может создаваться пульсирующее напряжение, в частности высокочастотное напряжение. Таким образом, посредством соединения выхода коммутирующего элемента 71 с контактами 28, 32, 47, 48 электродов туда может подаваться пульсирующее напряжение с заданной логической схемой 59 частотой. При этом частота рассчитывается логической схемой 59 из величины или вида обрабатываемого в данный момент сварочного параметра. Пульсирующее напряжение модулируется при наложении на него напряжения холостого хода электрода 13, причем в устройстве 4 управления сварочного устройства 1 предусмотрены соответствующие средства для демодулирования этого напряжения. Посредством этого вида сигнальной передачи через дистанционный регулятор 26 может производиться регулировка источника 2 тока сварочного устройства 1, причем такие устройства и способы сигнальной модуляции или преобразования частоты в сварочных устройствах известны из уровня техники, поэтому на этом месте не будем останавливаться подробнее.
Кроме того, индикатор 37 соединен с выходом 70 логической схемы 59, так что может осуществляться выданное логической схемой 59 отображение сварочных параметров.
Кроме того, как показано в примере выполнения, к устройству 33 управления может быть присоединена система 73 безопасности, которая имеет однозначный признак определения. Система безопасности 73 может быть выполнена, например, как беспроводная система передачи, в частности система 74 радиопередачи, например система идентификации по сигналам радиопередатчика персональной карточки (RFID), с транспондером, которая может принимать сигналы от передающего / приемного устройства или устройства 4 управления сварочного устройства 1 и/или передавать на него. Таким образом, дистанционный регулятор 26 может быть оборудован функцией ключа, делающей возможным беспроводную блокировку или разблокировку сварочного устройства 1. На более подробном выполнении систем радиочастотной идентификации останавливаться не будем, так как они известны из уровня техники.
Кроме того, существует возможность, что в запоминающем устройстве устройства 33 управления конфигурированы и заложены в энергонезависящем запоминающем устройстве различные предварительные установки или взаимосвязанные заданные группы установок сварочных параметров, так называемых работ. Это создает возможность для выбора вида работы, вследствие чего после однократной конфигурации работы она может быстро использоваться повторно. Кроме того, может быть предусмотрена возможность установки на дистанционном регуляторе 26 различных профилей пользователя или осуществления их установки посредством дистанционного регулятора 26. Возможности заявленного дистанционного регулятора 26 по выбору вида работы, профиля пользователя или проведения регулировок уже известны по регулировочным устройствам для сварочных устройств из уровня техники, из-за чего не будем более подробно останавливаться на этом месте.
Кроме того, возможно, что при применении сварочного устройства со вспомогательным источником напряжения питание и коммуникация с дистанционным регулятором происходит посредством вспомогательного источника напряжения, в частности силовая часть сварочного устройства остается деактивированной, а активирован только этот вспомогательный источник напряжения.
Отдельные выполнения, показанные на фиг.1-9, являются предметом самостоятельных заявленных решений. Соответствующие изобретению задачи и решения содержатся в подробных описаниях этих чертежей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ И ИНДИКАЦИИ ДЛЯ БЫТОВОГО ПРИБОРА И БЫТОВОЙ ПРИБОР С ТАКИМ УСТРОЙСТВОМ | 2012 |
|
RU2567701C2 |
| КРЕПЛЕНИЕ ГАЗОВОЙ ФОРСУНКИ | 2009 |
|
RU2496619C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОГО АППАРАТА | 1999 |
|
RU2218251C2 |
| УСТАНОВОЧНОЕ СРЕДСТВО УСТРОЙСТВА ВВОДА И/ИЛИ ВЫВОДА ПАРАМЕТРОВ СВАРОЧНОГО ПРОЦЕССА ДЛЯ СВАРОЧНОГО АППАРАТА | 2010 |
|
RU2494845C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОНЦА СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2470754C2 |
| БЫТОВОЙ ПРИБОР С СЕНСОРНЫМ УСТРОЙСТВОМ УПРАВЛЕНИЯ И ИНДИКАЦИИ | 2012 |
|
RU2586829C2 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| Устройство плазменной закалки изделий | 2022 |
|
RU2782582C1 |
| Устройство для дистанционной установки величины сварочного тока | 1980 |
|
SU893444A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |


Изобретение относится к дистанционному регулятору для сварочного устройства. Регулятор содержит корпус, устройство (33) управления и несколько контактных элементов (27). Один контактный элемент (27) выполнен в виде контакта детали для установления соединения с деталью (16). Два других контактных элемента (27) выполнены в виде контактов (28, 32) электродов для установления соединения с электродом (13) сварочного устройства. Один контакт (32) электродов выполнен для увеличения, а второй контакт (28) электродов - для уменьшения величины сварочного параметра. При замыкании контакта (28, 32) электродов с электродом (13) сварочного устройства изменяется величина сварочных параметров. Для создания такого экономичного в изготовлении и более удобного в эксплуатации дистанционного регулятора предусмотрено, что электропитание осуществляется через контактные элементы (27) посредством сварочного устройства, а устройство (33) управления соединено с индикатором, выполненным для визуального отображения величины или типа изменяемого сварочного параметра. 19 з.п. ф-лы, 9 ил.
1. Дистанционный регулятор (26) для сварочного устройства (1), содержащий корпус (36), устройство (33) управления и несколько соединенных с устройством (33) управления контактных элементов (27), причем один контактный элемент (27) выполнен в виде контакта (30) детали для установления соединения с деталью (16), а, по меньшей мере, два других контактных элемента (27) выполнены в виде контактов (28) электродов для установления соединения с электродом (13) сварочного устройства (1), причем один контакт (28) электродов предназначен для увеличения, а второй контакт (32) электродов - для уменьшения величины сварочного параметра, при этом при замыкании контакта (28, 32) электродов с электродом (13) сварочного устройства (1) изменяется величина сварочных параметров, и электропитание (58) осуществляется через контактные элементы (27) посредством сварочного устройства (1), а устройство (33) управления соединено с индикатором (37), выполненным с возможностью визуального отображения величины или типа изменяемого сварочного параметра, отличающийся тем, что устройство (33) управления содержит элемент задержки, посредством которого при замыкании электрода (13) с одним из контактных элементов (27) сохраненная в памяти величина сварочного параметра сообщается через заданный промежуток времени, при этом по истечении промежутка времени возможна перестановка величины или типа сварочного параметра.
2. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления содержит запоминающее устройство, в котором сохранены установленные или вызванные, по меньшей мере, в последний раз, через один сварочные параметры, по меньшей мере, из двух контактов (28, 32) электродов.
3. Дистанционный регулятор (26) по п.1 или 2, отличающийся тем, что устройство (33) управления выполнено с возможностью выдачи установленного в зависимости от величины сварочного параметра сигнала, для подачи, по меньшей мере, к одному контактному элементу (27) для электрода (13).
4. Дистанционный регулятор (26) по п.1, отличающийся тем, что индикатор (37) выполнен с возможностью отображения пропорциональной, в частности процентной, величины сварочного параметра.
5. Дистанционный регулятор (26) по п.1, отличающийся тем, что индикатор (37) выполнен в виде дисплея (38) или светящихся элементов (49), образующих шкалу (50), в частности светодиодов.
6. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления соединено с индикатором (51) для индикации имеющегося контакта контактных элементов (27) с электродом (13) и деталью (16).
7. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления с индикатором (52) для индикации полярности соединено с контактным элементом (27), соединенным с электродом (13).
8. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления снабжено блоком электропитания (58), в частности, в виде силового электронного блока для преобразования напряжения холостого хода сварочного устройства (1) в соответствующее напряжение для питания компонентов устройства (33) управления.
9. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления имеет логическую схему (59), в частности микроконтроллер (69).
10. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления имеет коммутирующий элемент (71) для генерирования предпочтительно высокочастотного модулирующего сигнала для подключения электрода (13) к напряжению холостого хода.
11. Дистанционный регулятор по п.10, отличающийся тем, что коммутирующий элемент (71) соединен на входе управляющего сигнала с выходом (70) логической схемы (59), а затем с блоком электропитания (58), а выход коммутирующего элемента (71) соединен, по меньшей мере, с одним из контактных элементов (27).
12. Дистанционный регулятор (26) по п.1, отличающийся тем, что контакт (30) детали для контакта с деталью (16) расположен на задней стороне (39) корпуса (36), и контакт (30) детали выполнен предпочтительно магнитным.
13. Дистанционный регулятор (26) по п.1, отличающийся тем, что корпус (36) выполнен в форме чековой карточки.
14. Дистанционный регулятор по п.13, отличающийся тем, что корпус (36) имеет ширину (41) от 20 до 100 мм, в частности от 40 до 70 мм; длину (42) - от 50 до 150 мм, в частности от 60 до 120 мм, а толщину (43) - от 5 до 30 мм, в частности от 10 до 20 мм.
15. Дистанционный регулятор (26) по п.1, отличающийся тем, что корпус (36) выполнен, по меньшей мере, частично прозрачным.
16. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления, а при необходимости, индикаторы (37, 51, 52) интегрированы в корпус (36), в частности залиты, а снаружи доступны только контактные поверхности (44) контактных элементов (27).
17. Дистанционный регулятор (26) по п.1, отличающийся тем, что другой контактный элемент (27) выполнен третьим контактом (47) электродов, причем первый контакт (28) электродов выполнен для индикации величины или типа изменяемого сварочного параметра, против чего оба других контакта (32, 47) электродов выполнены для изменения величины сварочного параметра, в частности для увеличения или уменьшения величины сварочного параметра.
18. Дистанционный регулятор (26) по п.1, отличающийся тем, что, по меньшей мере, другой контактный элемент (27) выполнен в виде контакта (48) электродов для селекции сварочного параметра.
19. Дистанционный регулятор (26) по п.1, отличающийся тем, что устройство (33) управления содержит систему (73) безопасности для предпочтительно беспроводной блокировки или разблокирования сварочного устройства (1).
20. Дистанционный регулятор (26) по п.19, отличающийся тем, что система (73) безопасности выполнена в виде радиопередающей системы (74), в частности системы радиочастотной идентификации.
| WO 03022503 A1, 20.03.2003 | |||
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| RU 2002127531 A, 10.04.2004 | |||
| РЕГУЛЯТОР СВАРОЧНОГО ТОКА | 1992 |
|
RU2053070C1 |
| DE 3329216 A1, 23.02.1984 | |||
| US 6040555 A, 21.03.2000 | |||
| КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ 1-ЭТИЛ-2(ТРИАЛКИЛСИЛИЛ)-АЛЮМАЦИКЛОПРОПАНОВ | 1999 |
|
RU2175891C2 |

