Изобретение относится к установочному средству устройства ввода и/или вывода параметров сварочного процесса для сварочного аппарата, имеющего две вращающиеся ручки.
Из уровня техники, в частности из документа US 2008/0149607 А1 известны системы, в которых часть устройства ввода/вывода сварочного аппарата покрыта прозрачным слоем. Пользователь, таким образом, имеет возможность на этих поверхностях производить маркировку, в частности, обозначение настройки на шкале вращающейся ручки или дополнительную информацию. При этом пользователь может в любой момент вращающиеся ручки устанавливать соответственно этой маркировке и довольно точно повторять сварочный процесс. Благодаря применению пленки маркировка может также снова стираться, не царапая или не повреждая поверхности устройства ввода и/или вывода.
В документе US 4321587 А раскрыто установочное средство для автомобильного радиоприемника с элементом для насаживания или крепления на устройстве ввода и/или вывода автомобильного радиоприемника.
Недостаток заключается в том, что пользователь для различных сварочных процессов должен делать большое количество маркировок и таким образом возникает отсутствие наглядности, которое может вести к ошибочным установкам. Далее маркировки могут также легко стираться.
Задача изобретения заключается в создании установочного средства устройства ввода и/или вывода параметров сварочного процесса для сварочного аппарата, имеющего две вращающиеся ручки, с помощью которого упрощается установка определенного сварочного процесса. Недостатки известных конструкций должны исключаться или, по меньшей мере, уменьшаться.
Эта задача решается посредством того, что установочное средство выполнено в виде гибкого элемента или пленки с двумя выемками с возможностью насаживания или закрепления на устройстве через вращающиеся две ручки, при этом выемки выполнены с первой частью и второй частью, причем первая часть каждой выемки предназначена для пропуска вращающейся ручки, а вторая часть каждой выемки предназначена для фиксации между обеими осями вращения вращающихся ручек. Здесь предпочтительно, что в распоряжении пользователя с помощью насаживания установочных средств на устройство ввода и/или вывода сварочного аппарата предоставляется больше информации и одновременно для определенного сварочного процесса устанавливается упрощенная шкала для вращающихся ручек устройства ввода и/или вывода, при этом пользователь может производить очень простую установку. Другое существенное преимущество заключается в том, что для различных сварочных процессов или различных параметров сварки всегда могут применяться приспособленные шкалы для вращающихся ручек или потенциометра. Пленки при этом предпочтительно располагаются съемным образом на устройстве ввода и/или вывода и, таким образом, могут сменяться быстро и просто. Предпочтительно, что установки для новой программы сварки относительно просто могут печататься на установочных средствах, без необходимости изменения основной системы (как панели управления). Точно также является преимуществом, что благодаря этому могут быть реализованы: наглядное обслуживание, а также шкалы, отражающие специфику рынка или страны. Также предпочтительным образом могут просто выполняться пожелания, отражающие специфику покупателя относительно устанавливаемых параметров на устройстве ввода и/или вывода с помощью установочного средства. Благодаря выемкам на гибком элементе или пленке он может через вращающиеся ручки крепится на устройстве ввода и/или вывода без дополнительных стопорных устройств и таким образом одновременно может достигаться простое манипулирование. В частности, также потому, что вращающиеся ручки не должны сниматься при креплении гибкого элемента или пленки, а просто надеваются через вращающиеся ручки. Таким образом также исключаются потери вращающихся ручек.
При этом является преимуществом, когда первая часть и вторая часть каждой выемки соответственно выполнена полукруглой, причем диаметр первой части больше диаметра второй части и первая часть расположена симметрично ко второй части.
Предпочтительным является то, что на гибком элементе или пленке написана информация, о материале, например, сталь, о диаметре проволоки, например, 1,0 мм или о защитном газе, например 100% CO2 и он имеет соответственно применяющимся компонентам приспособленную шкалу. Благодаря этому в распоряжении пользователя предоставляется еще дополнительная информация, вследствие чего он может производить простую установку. Например, шкала на гибком элементе или пленке может приспосабливаться к соответствующему рынку или соответствующей стране и приводиться потребная информация или употребляемые в этой стране единицы.
В варианте выполнения, в котором при насаженном или закрепленном установочном средстве видны линейное изменение для вращающихся ручек устройства ввода и/или вывода и шкала на гибком элементе или пленке, в распоряжение пользователя может предоставляться дополнительная шкала, причем одновременно сварочный аппарат сохраняется в базовом оснащении. С этой целью гибкий элемент или пленка выполнены предпочтительно прозрачными или частично прозрачными. Таким образом, пользователь знает также какое значение фактически установлено для параметра вращающейся ручки соответственно линейного изменения, или какое значение на шкале установочных средств соответствует какому значению на линейном изменении на устройстве ввода и/или вывода.
Наконец, также преимущество имеет вариант выполнения, в котором шкала образована так, что на обеих вращающихся ручках установлено одинаковое значение, например, значение для толщины материала свариваемых деталей в мм. Благодаря этому может достигаться упрощение установки на сварочном аппарате.
Другие предпочтительные варианты выполнения приведены в описании. Вытекающие из этого преимущества могут быть также заимствованы из описания.
Настоящее изобретение более подробно поясняется чертежами, на которых представлено следующее:
фиг.1 - сварочный аппарат, схематично;
фиг.2 - установочное средство, согласно предпочтительному варианту выполнения;
фиг.3 - устройство ввода и/или вывода сварочного аппарата, схематично;
фиг.4 - устройство ввода и/или вывода по фиг.3 с насаженным или закрепленным на нем установочным средством по фиг.2.
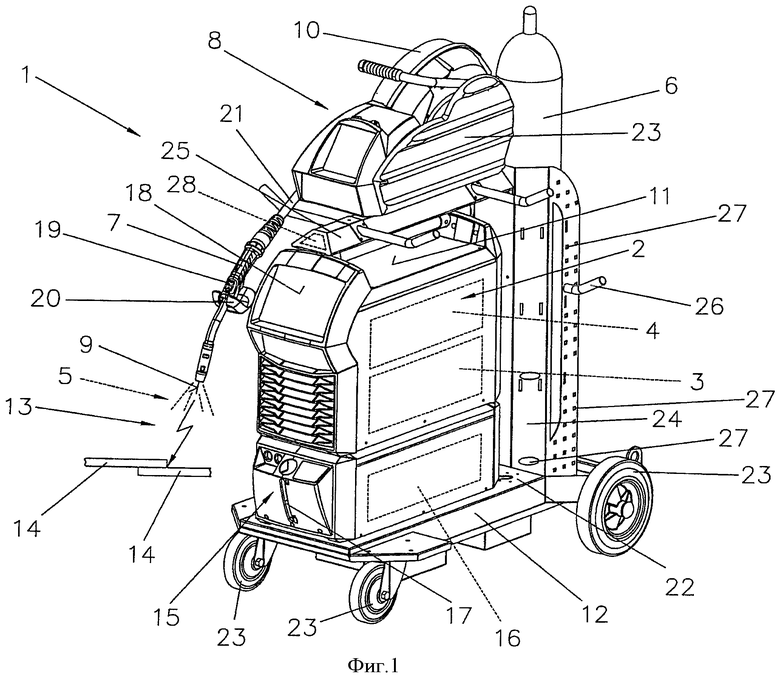
На фиг.1 показан сварочный аппарат 1 или сварочная установка для различных процессов или способов как, например, сварка плавящимся электродом в инертном газе (MAG)/в активном газе (MAG) или сварка неплавящимся вольфрамовым электродом в инертном газе (WIG)/сварка вольфрамовым электродом в среде инертного газа (TIG) или сварка электродами, двухдуговая сварка, плазменная сварка или пайка и т.д.
Сварочный аппарат 1 содержит источник 2 тока с расположенной в нем силовой частью 3 схемы, управляющее устройство 4 и другие, не показанные компоненты и провода, как, например, переключающий контакт, распределительные клапаны, и т.д. Управляющее устройство 4, например, соединено с распределительным клапаном, который расположен в трубопроводе подачи для газа 5, в частности, защитного газа, как например CO2, гелий или аргон и т.п., между газохранилищем 6 и сварочной горелкой 7 или горелкой.
К тому же, через управляющее устройство 4 может осуществляться настройка механизма 8 подачи проволоки, который традиционен для MIG/MAG-сварки, причем через трубопровод снабжения может подводиться присадочный материал или сварочная проволока с запасного барабана 10 или бухты проволоки в область сварочной горелки 7. Следует учесть, что механизм 8 подачи проволоки, как это известно из уровня техники, интегрирован в сварочном аппарате 1, в частности, в корпусе 11 источника тока и не как показано на фиг.1, а позиционирован в виде дополнительного механизма на тележке 12. При этом речь идет о так называемом компактном сварочном аппарате 1. При этом также возможно, что механизм 8 подачи проволоки может устанавливаться прямо на сварочном аппарате 1, т.е., что корпус 11 источника тока 2 на верхней стороне сформирован для установки механизма 8 подачи проволоки, так что тележка 12 может отсутствовать.
Также возможно, что механизм 8 подачи проволоки подает сварочную проволоку 9 или присадочный материал к месту процесса снаружи сварочной горелки 7, причем для этого в сварочной горелке 7 расположен предпочтительно неплавящийся электрод, как это обычно при WIG/TIG-сварке.
Электрический ток для получения электрической дуги 13, в частности, рабочей электрической дуги, между электродом или сварочной проволокой 9 и деталью 14, образованной предпочтительно из одной или нескольких частей, подводится по сварочному проводу, не изображен, от силовой части 3 схемы источника тока 2 к сварочной горелке 7, в частности, к электроду или сварочной проволоке 9, причем подлежащая сварке деталь 14 через другой сварочный провод для другого потенциала, в частности, кабель на массу, не изображен, соединена с источником 2 тока, и таким образом через электрическую дугу 13 или образованную струю плазмы при процессе может создаваться цепь тока. При применении горелки с внутренней электрической дугой 13 оба сварочных провода, не изображены, направлены к горелке, так что в горелке может создаваться соответствующая цепь тока, как это может быть в случае плазменных горелок.
Для охлаждения сварочной горелки 7 сварочная горелка через холодильный аппарат 15 при промежуточном включении возможных компонентов, как например, контрольный прибор потока, может соединяться с емкостью для жидкости, в частности с емкостью 16 для воды с указателем 17 заполнения, благодаря чему при приведении в действие сварочной горелки 7 холодильного аппарата 15, запускается, в частности, жидкостной насос, расположенный в емкости 16 для воды, и таким образом может осуществляться охлаждение сварочной горелки 7. Как показано в представленном варианте выполнения, холодильный аппарат 15 расположен на тележке 12, к которому, примыкая, установлен источник 2 тока. Отдельные компоненты сварочной установки, т.е. источник 2 тока, механизм 8 подачи проволоки и холодильный аппарат 15, при этом образованы так, что они имеют соответствующие выступы или выемки, так что могут устанавливаться друг на друга или в виде штабеля.
Сварочный аппарат 1, в частности источник 2 тока, также содержит устройство 18 ввода и/или вывода, через которое могут устанавливаться или запрашиваться и показываться различные параметры сварки, режимы работы или программы сварки сварочного аппарата 1. При этом параметры сварки, режимы работы или программа сварки, установленные через устройство 18 ввода и/или вывода, направляются далее управляющему устройству 4 и от него затем отдельные компоненты сварочной установки или сварочного аппарата 1 с настройкой или соответствующие номинальные значения задаются для регулирования или управления. При этом также возможно, что при применении соответствующей сварочной горелки 7 также могут производиться установочные процессы через сварочную горелку 7, причем для этого сварочная горелка 7 оборудована устройством 19 ввода и/или вывода сварочной горелки. Предпочтительно при этом, что сварочная горелка 7 через информационную шину, в частности последовательную информационную шину, соединена со сварочным аппаратом 1, в частности, источником 2 тока или механизмом 8 подачи проволоки. Для запуска процесса сварки сварочная горелка 7 имеет чаще всего пусковой выключатель, не показан, так что при приведении в действие пускового выключателя может зажигаться электрическая дуга 13. чтобы защититься от большого теплового излучения электрической дуги 13, возможно, что сварочная горелка 7 оборудована теплозащитным экраном 20.
Далее в представленном варианте выполнения сварочная горелка 7 через пакет 21 шлангов соединена со сварочным аппаратом 1 или сварочной установкой. В пакете 21 шлангов расположены отдельные трубопроводы как, например, трубопровод снабжения или трубопроводы для сварочной проволоки 9, для газа 5, для контура охлаждения, для передачи данных и т.д., от сварочного аппарата 1 к сварочной горелке 7, в то время как кабель на массу предпочтительно специально присоединяется к источнику 2 тока. Пакет 21 шлангов через соединительное устройство, не показано, присоединен к источнику 2 тока или механизму 8 подачи проволоки, в то время как отдельные трубопроводы в пакете 21 шлангов с защитой затылочной части закреплены на или в сварочной горелке 7. При этом обеспечена соответствующая разгрузка от растягивающего усилия на пакет 21 шлангов, пакет 21 шлангов через приспособление, разгружающее от растягивающего усилия, не показано, может быть соединен с корпусом 11 источника 2 тока или механизмом 8 подачи проволоки.
В принципе следует упомянуть, что для различных способов сварки или сварочных аппаратов 1 как, например, WIG-аппараты или плазменные аппараты должны применяться или использоваться не все ранее обозначенные компоненты. Для этого, например, возможно, что сварочная горелка 7 может выполняться в виде сварочной горелки, охлаждаемой воздухом, так что, например, может отсутствовать холодильный аппарат 15.
Как показано в варианте выполнения на фиг.1, тележка 12 предназначена для установки сварочного аппарата 1 и состоит из плиты 22 основания, к которой прикреплены четыре колеса 23, причем плита основания сформирована для установки сварочного аппарата 1 или холодильного аппарата 15, причем для этого могут быть предусмотрены соответствующие выемки, направляющие, выступы. Далее для крепления газового баллона или газохранилища 6 на плите 22 основания расположено стопорное устройство 24. Параллельно к плите 22 основания расположена установочная плита 25 для установки внешнего механизма подачи проволоки, причем установочная плита 25 соединена со стопорным устройством. Кроме этого возможно, что дополнительно к ранее названным элементам на тележке 12 могут быть расположены еще и другие компоненты, как, например, дополнительно смонтированный на плите 22 основания фиксирующий элемент, не показан.
На стопорном устройстве 24 закреплен опционный носитель 26 для установки и хранения сварочных компонентов как, например, сварочной горелки 7, пакета 21, бокса с запасными частями, приемный карман, приемная плита и т.п. Для этого на стопорном устройстве 24 или на специально предусмотренном для этого фиксирующем элементе предусмотрены соответствующие установочные элементы 27. Установочные элементы состоят, например, из нескольких прорезей, отверстий, углублений, выступов и т.п. и предназначены для установки опционного носителя 26. Опционный носитель 26, например, выполнен в виде крюка предпочтительно для навески пакета 21 шлангов, причем, однако, может применяться любая другая форма и выполнение. При этом возможно, что пользователь может свободно выбирать, где он позиционирует самые различные опционные носители 26 и какого вида опционные носители 26 он применяет и хотел бы везти с собой на тележке. Опционный носитель 26 выполнен, например, в виде ящика, плиты для хранения, кармана, кассеты, крюка и т.д., которые в простой форме могут вставляться в один или несколько установочных элементов 27. Таким образом, возможно свободное выполнение тележки 12. Кроме этого возможно, что на тележке 12 может быть расположено устройство 28 ввода и/или вывода тележки, причем для этого в этом случае тележка 12 соединена со сварочным аппаратом 1, в частности, с информационной шиной или управляющим устройством 4, так что установки могут приниматься и обрабатываться через устройство 28 ввода и/или вывода тележки.
Устройство 18 ввода и/или вывода сварочного аппарата 1 может быть расположено на компонентах сварочного аппарата 1, как источник 2 тока, механизм 8 подачи проволоки и/или на дистанционном регуляторе.
На фиг.2 показан предпочтительный вариант выполнения установочных средств 29 для устройства 18 ввода и/или вывода по фиг.3. На фиг.4 представлено устройство 18 ввода и/или вывода по фиг.3 с расположенными на нем установочными средствами 29 по фиг.2. Установочные средства 29 выполнены в виде гибкого элемента или пленки 30 для насаживания или крепления на устройстве 18 ввода и/или вывода сварочного аппарата 1 или других устройствах 18 ввода и/или вывода, например, на механизме 8 подачи проволоки или других компонентах. На гибком элементе или пленке напечатаны дополнительно информация 31 и шкалы 32 для установки, например, двух параметров сварочного процесса. При этом гибкий элемент или пленка 30 имеет толщину предпочтительно между 0,15 и 0,2 мм, так что он может просто изгибаться.
Гибкий элемент или пленка 30 установочных средств 29 имеет выемки 33, так что пленка 30 через вращающиеся ручки 34 может устанавливаться на устройстве 18 ввода и/или вывода, как это показано на фиг.4. В представленном варианте выполнения согласно фиг.3 предусмотрены две выемки 33 для двух вращающихся ручек 34. При этом расстояние 35 между обеими выемками 33 выбрано таким образом, что оно ничтожно больше, чем расстояние 36 между осями 37 вращения вращающихся ручек 34 устройства 18 ввода и/или вывода (см. фиг.4). Предпочтительно выемки 33 имеют специальную форму, при этом здесь первая часть 38 в форме полукруга образована с большим диаметром для пропуска вращающейся ручки 34 и в центре вторая часть 39 выемки 33 образована меньшей полукруглой областью, направленной против первой части 38, с которой установочные средства 29 фиксируются или зажимаются между обеими осями 37 вращения вращающихся ручек 34. Благодаря меньшему диаметру второй части 39 выемки 33 достигается, что она равна или больше, чем наружный диаметр осей 37 вращения для вращающихся ручек 34, так что благодаря кривизне второй части 39 через эту область установочные средства 29 лучше позиционируются на оси вращения 37. Чем точнее эта область выемки 33 подогнана к осям 37 вращения, тем точнее позиционируются установочные средства 29. Предпочтительно выемки 33, в частности, первая часть 38 и вторая часть 39, образовываются симметрично друг к другу, вследствие чего пленка 30 может зажиматься между двумя осями 37 вращения. Для крепления пленка 30 в основном изгибается в середине, так что соответственно вращающиеся ручки 34 могут проводиться через первую часть 38. Затем соответственно вторая часть 39 пленки 30 прижимается к поверхности устройства 18 ввода и/или вывода под вращающимися ручками 34 до самой оси вращения 37, так что пленка 30 будет зажата.
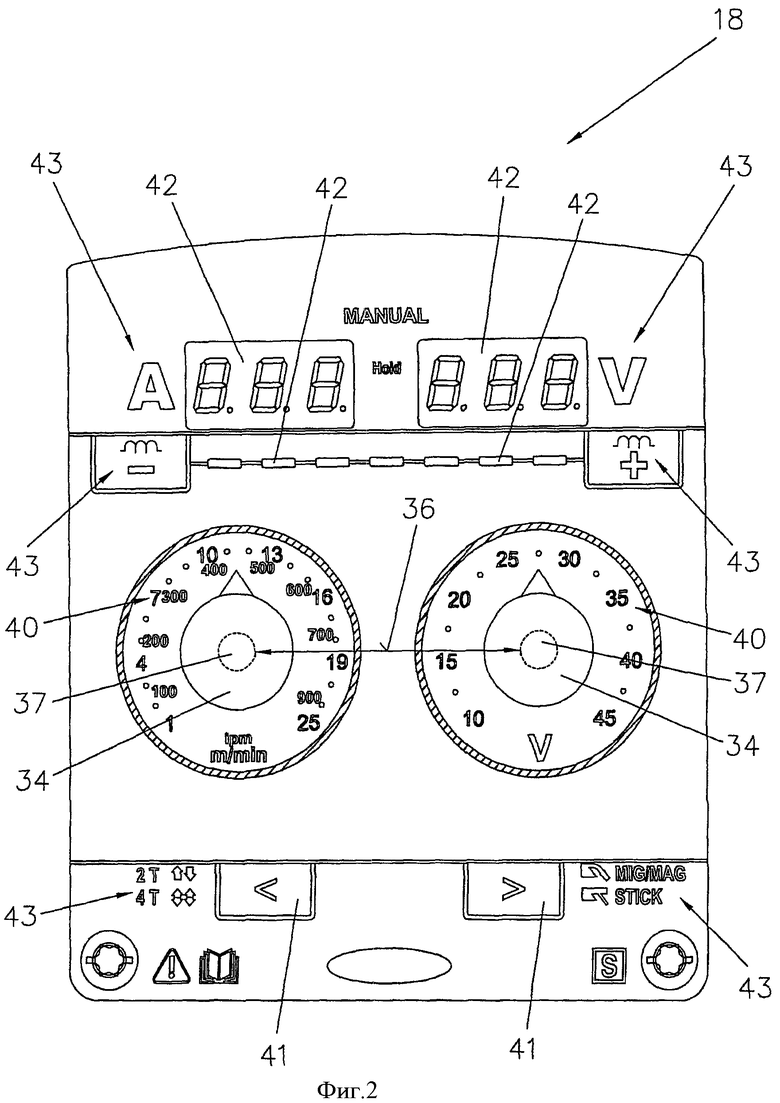
На фиг.3 показано стандартное устройство 18 ввода и/или вывода одного компонента сварочного аппарата 1. Здесь представлены две вращающиеся ручки 34 с соответственно с осью вращения 37. Вращающимся ручкам 34 обычным образом соответственно придано постоянно напечатанное на поверхности устройства 18 ввода и/или вывода линейное изменение 40. В этом варианте осуществления предусмотрены одна вращающаяся ручка 34 для скорости подачи проволоки - размечена с линейным изменением 40 в дюймах в минуту или м/мин - и вторая вращающаяся ручка 34 для напряжения - размечена с линейным изменением 40 в Вольтах. Дополнительно расположены еще переключатель 41 для выбора параметров и элементы 42 индикации в виде светодиодных индикаторов и ЖК-индикаторов или 7-сегментных индикаторов, причем имеются соответствующие печатные тексты 43 для обозначения параметров или возможностей установки, так что при соответствующем выборе соответствующие индикаторы начинают светиться или индицироваться соответствующие значения. При подобного рода устройстве 18 ввода и/или вывода пользователь ограничен имеющейся информацией и должен с ней заниматься соответствующей установкой сварочного процесса.
В представленном варианте выполнения применяют установочное средство 29, с помощью которого пользователь, например, должен установить еще только толщину материала - обозначена в мм - на дополнительной шкале 32 пленки 30. Пользователь теперь видит линейное изменение 40 для вращающихся ручек 34 устройства 18 ввода и/или вывода и шкалу 32 установочного средства 29, как это представлено на фиг.4. Пользователь предпочтительно устанавливает на обеих вращающихся ручках 34 одинаковые значения для толщины материала в мм, соответственно, шкале 32 установочного средства 29, при этом автоматически устанавливаются правильные значения для скорости подачи проволоки м/мин (дюймов в минуту) и напряжение в Вольтах. Пользователь может предпочтительно выбирать из большого количества установочных средств 29 соответствующие материалы и установочное средство 29 закреплять на устройстве 18 ввода и/или вывода. Установочные средства 29 имеют надписи, например, с информацией 31 о материале, как сталь или steel, диаметре проволоки, как 1,0 мм и защитном газе, СО 2 100%. Каждое установочное средство 29 имеет шкалу 32, приспособленную к применению, так что может достигаться простая установка. Соответствующее установочное средствао 29 может просто крепиться на устройстве 18 ввода и вывода, как это показано на фиг.4.
На практике вспомогательные таблицы для сварки часто напечатаны в руководстве по обслуживанию или на кожухе корпуса, которые позволяют пользователю подобного рода установки. Недостаток заключается в том, что пользователь должен всегда иметь при себе руководство по обслуживанию или открывать соответствующую крышку сварочного аппарата 1, чтобы получить новые значения, например, для другой толщины листа. В предложенном согласно изобретению установочном средстве 29 подобного рода таблицы переводятся в форму шкалы 32 и предоставляются в распоряжение пользователя в виде вспомогательной информации с помощью простого насаживания. При этом получается гибкая поверхность или установочная информация устройства 18 ввода и/или вывода и простая возможность установки.
Таким образом, установочное средство 29 предоставляет в распоряжение пользователя дополнительную информацию и таким образом облегчает установку сварочного аппарата 1. Пользователь может просто насаживать на устройство 18 ввода и/или вывода также различные установочные средства 29, в зависимости от подлежащей осуществлению сварки или в зависимости от применения. Таким образом, стандартный сварочный аппарат 1 может приспосабливаться с помощью установочных средств 29 к потребностям пользователя. При этом также возможно, что пользователь насаживает совершенно не имеющие надписей прозрачное установочное средство 29, затем осуществляется пробная сварка и сами соответствующие установки маркируются или надписываются карандашом, так что он всегда может повторить эти установки. Пленка 30 может также быть непрозрачной, так что закрываются все области устройства 18 ввода и/или вывода и только видна шкала 32, которая напечатана на пленке 30. В этом случае может быть напечатана также шкала 32 для сварочного тока, так что, например, с помощью вращающейся ручки 34 для напряжения может устанавливаться соответствующее значение для тока.
Следует учесть, что выемки 33 могут доходить, например, до нижнего края элемента или пленки 30, так что он может отодвигаться сверху между поверхностью устройства 18 ввода и вывода и вращающимися ручками 34, вместо того, чтобы насаживаться через вращающиеся ручки 34. Также элемент или пленка 30 может не крепиться на вращающейся ручке 34 или оси 37 вращения, а крепиться на специальных крепежных точках устройства 18 ввода и/или вывода. При применении сенсорного экрана в качестве устройства 18 ввода и/или вывода предложенное согласно изобретению установочное средство 29 может применяться точно также с помощью того, что элемент или пленка 30 образовывается очень тонкой, так что лежащий под ним сенсорный экран может применяться несмотря на это. Далее на боковом краю устройства 18 ввода и/или вывода могут быть расположены направляющие шины, в которые может вдвигаться или укладываться пленка 30.
В установочном средстве 29 через них может быть также накоплена электронная информация, которая может запрашиваться от устройства 18 ввода и/или вывода. Для этого возможно, например, позиционирование ответчика на установочном средстве 29 и в устройстве 18 ввода и/или вывода или в корпусе 11 сварочного аппарата 1 соответствующего читального аппарата, так что ответчиком при позиционировании установочного средства 29 на устройстве 18 ввода и/или вывода осуществляется перебор. Эта информация потом может предоставляться в распоряжение управляющего устройства 4. Далее на установочном средстве 29 может располагаться чип для накопления данных. Сортировка данных может при этом осуществляться бесконтактным способом. С этой целью в сварочном аппарате 1 может быть интегрирован читальный аппарат или он может быть соединен со сварочным аппаратом 1, так что пользователь перед позиционированием установочного средства 29 сначала приобщает его к читальному аппарату, после чего выбирается чип.
Например, установочное средство 29 вместо «мм» для других стран, например, США выполнено в «дюймах». Вместо толщины листа детали могут печататься также значения тока, так что выбор параметров осуществляется по шкале тока. Также возможно, что поверхности маркировки, например, предусмотрены для нужных данных, или «отметок на лицевой пленке», вследствие чего поверхности обслуживания не искажаются. Возможно формирование или нанесение еще других вариантов установочного средства 29, в частности представленных на нем информации 31 и шкал 32.
На определенном интерфейсе пользователя или устройстве 18 ввода и/или вывода также через органы установки или вращающиеся ручки 34 расположена предпочтительно прозрачная или частично прозрачная и особо предпочтительно пленка 30 с нанесенной печатью. Пленка 30 удерживается предпочтительно автоматически с помощью «системы насаживания и зажима» на устройстве 18 ввода или вывода. Пленка 30 ранее была подобрана на основе различных критериев, в частности, по примененному проволочному материалу, диаметру проволоки и газу. Благодаря этому получаются ориентировочные значения для установки вращающихся ручек 34, чтобы получить хорошие результаты сварки. Ориентировочное значение зависит от толщины свариваемых листов.
Следует учесть, что установочное средство 29 в принципе применяется для того, чтобы пользователь мог быстро и просто установить предпочтительные для него параметры. Значения этих параметров должны быть установлены соответственно на шкале 32. Значения шкалы 32 находятся соответственно в отношении с линейным изменением 40, так что достигается желаемый результат сварки. Однако, установочные средства 29 согласно фиг.2 могут иметь также только одну шкалу 32, так что на одной вращающейся ручке 34 устанавливаются данные линейного изменения 40 устройства ввода и/или вывода и на другой вращающейся ручке 34 данные шкалы 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОГО АППАРАТА | 1999 |
|
RU2218251C2 |
| СПОСОБ ПЕРЕМЕНЫ СВАРОЧНОГО ПРОЦЕССА ВО ВРЕМЯ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ВВЕДЕНИЯ ТЕПЛА ПЕРЕД СВАРОЧНЫМ ПРОЦЕССОМ | 2010 |
|
RU2500510C2 |
| СВАРОЧНЫЙ АППАРАТ | 2017 |
|
RU2709918C1 |
| КОМПОНЕНТ СВАРОЧНОГО АППАРАТА С УСТРОЙСТВОМ ДЛЯ ЗАЩИТЫ ЕГО КОРПУСА | 2010 |
|
RU2498887C2 |
| УСТРОЙСТВО ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ | 2010 |
|
RU2548545C2 |
| СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ КАРКАСА ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ В СТЫКОВОЧНОМ УСТРОЙСТВЕ И ВХОДНОЕ СОПЛО ДЛЯ ПРОВОЛОКИ ДЛЯ КРЕПЁЖНОЙ СИСТЕМЫ | 2011 |
|
RU2536842C2 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
| СПОСОБ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА (ВАРИАНТЫ) | 2007 |
|
RU2431552C2 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| ДИСТАНЦИОННЫЙ РЕГУЛЯТОР ДЛЯ СВАРОЧНОГО УСТРОЙСТВА | 2007 |
|
RU2417142C2 |

Изобретение относится к установочному средству (29) устройства (18) ввода и/или вывода параметров сварочного процесса сварочного аппарата (1). Средство выполнено в виде гибкого элемента или пленки (30) с двумя выемками (33) для насаживания или крепления на двух вращающихся ручках (34) устройства (18) ввода и/или вывода с соответственно первой частью (38) и соответственно второй частью (39). Первая часть (38) каждой выемки (33) предназначена для пропуска соответственно вращающейся ручки (34). Вторая часть (39) каждой выемки (33) предназначена для фиксации между обеими осями (37) вращения вращающихся ручек (34). На указанном элементе напечатана дополнительная информация (31) и/или шкалы (32). Такая конструкция установочного средства упрощает установку определенного сварочного процесса пользователю. 1 з.п. ф-лы, 4 ил.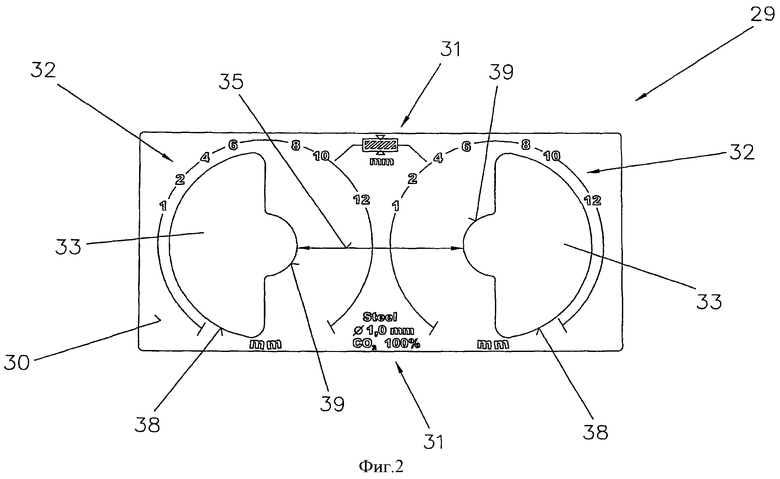
1. Установочное средство (29) устройства (18) ввода и/или вывода параметров сварочного процесса для сварочного аппарата, имеющего две вращающиеся ручки (34), отличающееся тем, что оно выполнено в виде гибкого элемента или пленки (30) с двумя выемками (33) с возможностью насаживания или закрепления на устройстве (18) через вращающиеся ручки (34), при этом выемки выполнены с первой частью (38) и второй частью (39), причем первая часть (38) каждой выемки (33) предназначена для пропуска вращающейся ручки (34), а вторая часть (39) каждой выемки предназначена для фиксации между обеими осями вращения (37) вращающихся ручек (34).
2. Средство по п.1, отличающееся тем, что первая часть (38) и вторая часть (39) каждой выемки (33) соответственно выполнены полукруглыми, причем диаметр первой части (38) больше диаметра второй части (39) и первая часть (38) расположена симметрично ко второй части (39).
| US 2008149607 A1, 26.06.2008 | |||
| КОЛОВРАТНЫЙ НАСОС ИЛИ ДВИГАТЕЛЬ | 1929 |
|
SU24331A1 |
| ПРИБОРНАЯ ШКАЛА | 1998 |
|
RU2205459C2 |
| Способ предохранения металлов и сплавов от окисления | 1926 |
|
SU8018A1 |
| US 4321587 A, 23.03.1982. | |||

