Изобретение относится к способу соединения по меньшей мере двух пластинчатых компонентов, в частности по меньшей мере двух металлических листов, для формирования облегченной конструкции.
Кроме того, изобретение относится к соединению двух пластинчатых компонентов, в частности двух металлических листов, для формирования облегченной конструкции, причем соединение осуществляется с использованием предложенного в изобретении способа.
Изобретение также относится к облегченной конструкции, в частности к фюзеляжному баку, крылу, горизонтальному или вертикальному оперению летательного аппарата или к аналогичной конструкции, сформированной из нескольких соединенных оболочек и/или частей оболочки.
В авиастроении соединение металлических частей большей частью осуществляют с помощью заклепок. Как правило, область стыка таких традиционных клепаных соединений содержит утолщения для снижения напряжений у стыка, которые в противном случае могут приводить к усталости материала. Эти утолщения могут формироваться, например, путем удаления материала, по меньшей мере частично, за пределами области стыка, например, с использованием способа химического травления, фрезерования или других известных способов.
При использовании традиционных клепаных соединении металлических листов формирование необходимых утолщений в области стыка требует больших затрат времени и потому является дорогостоящим процессом.
Целью изобретения является создание способа получения соединения, например соединения между двумя листами облегченной конструкции, в частности для обшивки и/или части обшивки для формирования облегченной конструкции летательного аппарата, например фюзеляжа, крыла, горизонтального или вертикального оперения и аналогичных конструкций, причем такой способ не требует формирования каких-либо утолщений в области стыка путем дорогостоящего удаления материала за пределами области стыка и в то же время обеспечивает улучшение статических характеристик и устойчивости к повреждениям соединения за счет создания дополнительного пути нагружения.
Предлагаемый в изобретении способ соединения по меньшей мере двух пластинчатых компонентов, в частности по меньшей мере двух металлических листов, для формирования облегченной конструкции содержит следующие стадии:
- установление стыкового соединения двух пластинчатых компонентов путем формирования зоны соединения;
- механическую обработку пластинчатых компонентов и/или зоны соединения;
- механическую и/или химическую предварительную обработку пластинчатых компонентов и/или зоны соединения для улучшения адгезионных свойств; и
- приклеивание по меньшей мере одного усиливающего элемента на верхнюю часть и/или нижнюю часть зоны соединения, причем ширина по меньшей мере одного усиливающего элемента больше, чем ширина зоны соединения.
Таким образом, два металлического листа могут быть соединены без необходимости удаления материала за пределами зоны соединения, которое в противном случае было бы необходимо, в частности, для обеспечения локальных утолщений в зоне соединения для снижения механических напряжений, и механические напряжения в зоне соединения теперь снижаются путем приклеивания по меньшей мере одного усиливающего элемента. Соответственно снижается опасность возникновения усталости материала. Кроме того, за счет использования усиливающего элемента, ширина которого с целью обеспечения соответствующего перекрытия предпочтительно больше, чем ширина зоны соединения, создается дополнительный путь нагружения как результат соединения двух пластинчатых компонентов.
Механическая и/или химическая предварительная обработка пластинчатых компонентов и/или зон соединения обеспечивает улучшение приклеивания по меньшей мере одного приклеиваемого усиливающего элемента.
В предпочтительном варианте осуществления изобретения предусматривается использование по меньшей мере одного дополнительного усиливающего элемента, который наклеивается на по меньшей мере один усиливающий элемент по меньшей мере в некоторых зонах. Таким образом может быть повышена механическая нагрузочная способность соединения двух пластинчатых компонентов.
В соответствии с предпочтительным вариантом осуществления изобретения соединение пластинчатых компонентов может осуществляться с использованием ротационной сварки трением, лазерной сварки, сварки плавлением, пайки и других аналогичных способов. Вышеуказанные способы соединения (способы сварки и пайка) дают возможность обеспечить создание стыковых соединений пластинчатых компонентов, в частности металлических листов, имеющих малую толщину.
Еще в одном предпочтительном варианте осуществления способа обеспечивается соединение, при котором толщина материала зоны соединения после механической обработки не превышает толщины материала пластинчатых компонентов. В этом случае обеспечивается опора почти по всей площади усиливающих элементов в области зоны соединения и пластинчатых компонентов.
Кроме того, цель изобретения может быть достигнута с помощью соединения, в котором для обеспечения соединения между двумя пластинчатыми компонентами, в частности между двумя металлическими листами, для формирования облегченной конструкции, пластинчатые компоненты соединяются встык и в области верхней части и/или нижней части зоны соединения наклеивается по меньшей мере один усиливающий элемент.
Предлагаемое в изобретении соединение обеспечивает возможность получения устойчивого к повреждениям соединения двух пластинчатых компонентов, в частности двух металлических листов, без необходимости создания утолщений путем удаления материала за пределами зоны стыка, например, с помощью механической обработки (например, фрезерования) или других видов обработки. Кроме того, наклеивание по меньшей мере одного усиливающего элемента создает дополнительный путь нагружения.
Кроме того, цель изобретения может быть достигнута с помощью облегченной конструкции летательного аппарата, в частности фюзеляжного бака, крыла, горизонтального или вертикального оперения, сформированной из нескольких соединенных обшивок и/или частей обшивки. В соответствии с изобретением по меньшей мере две обшивки и/или по меньшей мере две секции по меньшей мере одной обшивки соединяются для формирования облегченной конструкции с использованием по меньшей мере одного соединения в соответствии с изобретениями.
На чертежах показано:
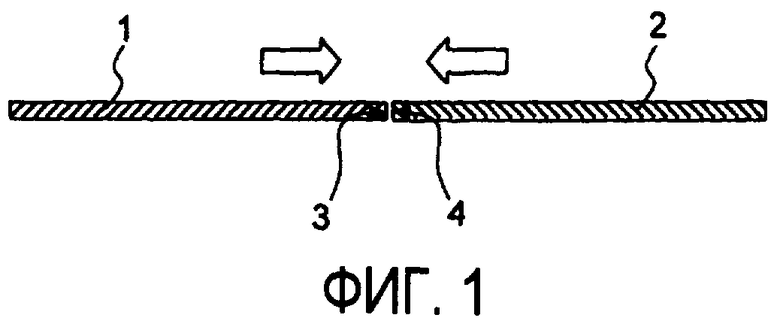
фиг.1 - вид поперечного сечения двух металлических листов перед выполнением первой стадии предлагаемого в изобретении способа;
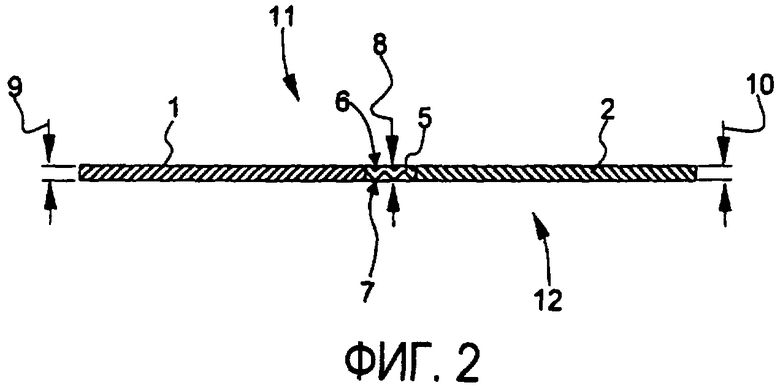
фиг.2 - вид поперечного сечения двух металлических листов, соединенных в зоне соединения, после выполнения первой стадии предлагаемого в изобретении способа;
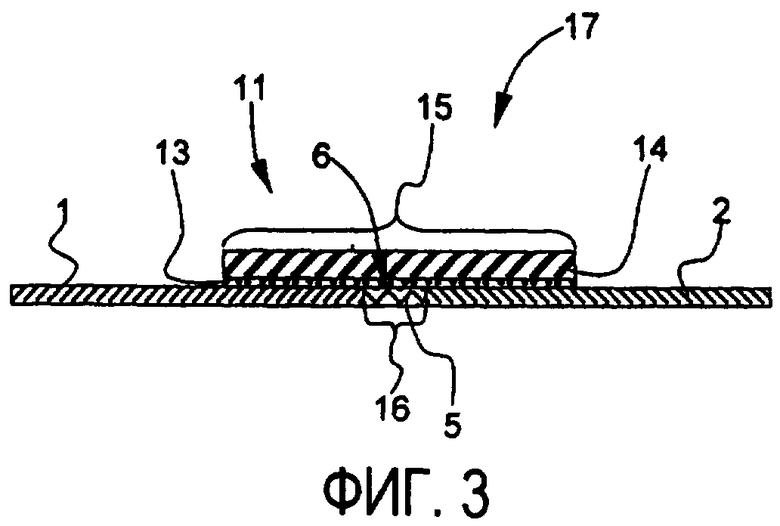
фиг.3 - вид поперечного сечения зоны соединения с наклеенным усиливающим элементом после выполнения следующих стадий предлагаемого в изобретении способа;
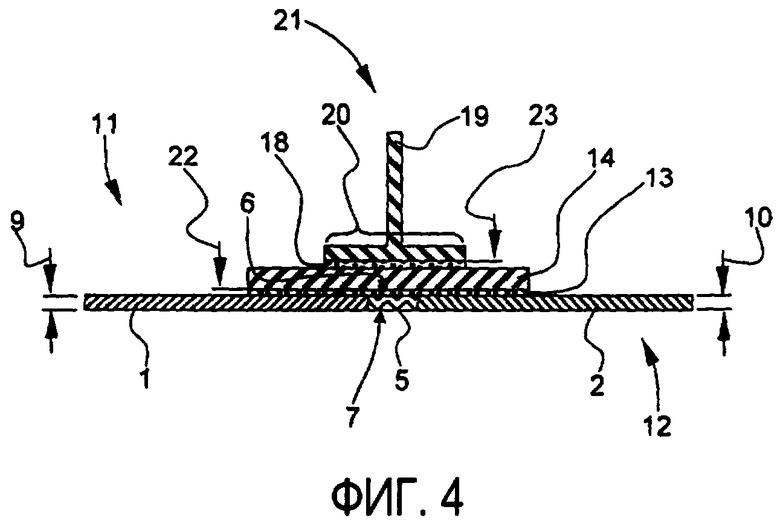
фиг.4 - вид соединения, сформированного в соответствии с предлагаемым в изобретении способом, причем соединение содержит два наклеенных усиливающих элемента.
Для осуществления предлагаемого способа, как показано на фиг.1, на первой стадии, например, два металлических листа 1, 2, представляющих собой пластинчатые компоненты, выравниваются относительно друг друга так, чтобы они примыкали друг к другу встык продольными краями 3, 4. В зависимости от выбранного способа соединения осуществляют соответствующую предварительную обработку зон продольных краев 3, 4. Предварительная обработка может представлять собой химическую или механическую предварительную обработку поверхностей и/или продольных краев 3, 4, обеспечивающую удаление материала вдоль продольных краев 3, 4 механическим или любым другим способом.
На второй стадии способа металлические листы 1, 2, как показано на фиг.2, наконец, соединяются по продольным краям 3, 4 (ср. с фиг.1), в результате чего формируется зона 5 соединения. При этом продольные края 3, 4 включаются в зону 5 соединения и на фиг.2-4 ссылочными обозначениями больше не указываются. Соединение металлических листов 1, 2 в направлении, указанном двумя стрелками, может осуществляться, например, сваркой плавлением, в частности лазерной сваркой или с использованием других известных способов, в которых происходит по меньшей мере частичное плавление металлических листов 1, 2 в зоне 5 соединения. В качестве альтернативного варианта соединение может осуществляться без расплавления металлических листов 1, 2, например, с использованием ротационной сварки трением, пайки или других известных способов. В результате формируется зона 5 соединения. Предлагаемый в изобретении способ не должен рассматриваться ограниченным соединением только металлических листов 1, 2. Также и другие материалы могут соединяться с использованием любого требуемого способа соединения.
На третьей стадии способа верхняя часть 6 и/или нижняя часть 7 подвергается по меньшей мере в некоторых областях механической и/или химической обработке, например шлифовке, фрезеровке, строганию, зачистке и другой аналогичной обработке. В результате указанной обработки толщина 8 материала в зоне 5 соединения уменьшается.
На промежуточной стадии, если это необходимо, верхняя часть 11 и нижняя часть 12 металлических листов 1, 2 и/или верхняя часть 6 и/или нижняя часть 7 зоны 5 соединения могут быть подвергнуты антикоррозионной обработке. При необходимости осуществляют дополнительную стадию, на которой указанные области дополнительно могут быть подвергнуты адгезионной обработке для улучшения сцепления. Сцепление может быть улучшено, например, за счет использования связующих веществ, грунтовочного покрытия, процессов травления и других аналогичных средств.
На четвертой стадии способа, как показано на фиг.3, сначала на верхнюю часть 6 зоны 5 соединения и прилегающую верхнюю часть 11 металлических листов 1, 2 и/или нижнюю часть усиливающего элемента 14 наносится слой 13 клеящего покрытия. В этом случае слой 13 клеящего покрытия может быть клеящей пленкой, клеящей фольгой, жидким клеящим составом и другими аналогичными клеящими средствами. Затем на слой 13 клеящего материала накладывается усиливающий элемент 14. В рассматриваемом варианте осуществления изобретения усиливающий элемент 14 представляет собой плоский профиль (из твердого материала) или металлическую полосу, имеющую примерно прямоугольную форму поперечного сечения. Однако усиливающие элементы, используемые для усиления зоны 5 соединения, могут быть профилями, имеющими практически любую форму поперечного сечения, в частности Т-образную, L-образную, U-образную, Z-образную и другие. Кроме того, усиливающий элемент может быть прямоугольным полым профилем, плоским профилем (сплошной материал), прямолинейной и криволинейной лентой и или аналогичными элементами, имеющими примерно прямоугольную форму поперечного сечения, которые покрывают стык полностью или по меньшей мере частично.
Усиливающий элемент 14 или усиливающие элементы также могут быть изготовлены из композиционного материала, например из эпоксидной смолы, армированной волокнами, или из аналогичных материалов. Кроме того, усиливающие элементы 14 могут быть изготовлены из полиэфирной смолы, армированной волокнами, фенольной смолы или БМИ-смолы. В качестве армирующих волокон могут использоваться любые органические и/или неорганические волокна, штапельные волокна или короткие волокна. Например, в качестве армирующих волокон могут использоваться углеродные волокна, стекловолокно, арамидные волокна или другие аналогичные волокна.
Усиливающий элемент 14 может, например, приклеиваться к металлическим листам 1, 2 или к зоне 5 соединения с помощью дюропласта, который может отверждаться сшиванием, в частности с помощью эпоксидной смолы, фенольной смолы, полиэфирной смолы, БМИ-смолы и другого аналогичного склеивающего материала, причем при необходимости усиления материала могут использоваться армирующие волокна, например углеродные волокна, стекловолокно, арамидные волокна или другие аналогичные волокна. Вместо дюропласта в качестве клеящего средства также могут использоваться клеящие средства на основе термопластических смол или других материалов.
В этом случае ширина 15 усиливающего элемента 14 предпочтительно больше, чем ширина 16 зоны 5 соединения, так чтобы обеспечивалось соответствующее перекрытие для соединения металлических листов 1, 2 с усиливающим элементом 14. В этом случае металлические листы 1, 2 соединяются, с одной стороны, по зоне 5 соединения. С другой стороны, усиливающий элемент 14 дополнительно формирует второй путь нагружения.
В этом случае ширина 15 усиливающего элемента 14 предпочтительно больше, чем ширина 16 зоны 5 соединения, так чтобы обеспечивалось соответствующее перекрытие для соединения металлических листов 1, 2 с усиливающим элементом 14. В этом случае металлические листы 1, 2 соединяются, с одной стороны, по зоне 5 соединения. С другой стороны, усиливающий элемент 14 дополнительно формирует второй путь нагружения, который выровнен в поперечном направлении с зоной 5 соединения, причем второй путь нагружения, среди прочего, обеспечивает снижение нагрузки на стык, которая, среди прочего, может приводить к возникновению усталостных трещин. Кроме того, усиливающий элемент 14 обеспечивает в некотором смысле дублирование соединения, поскольку при механическом разрушении зоны 5 соединения не происходит полного разрушения соединения 17, сформированного с использованием предлагаемого в изобретении способа.
На фиг.4 иллюстрируется вариант осуществления предлагаемого в изобретении способа, в котором на той же или на дополнительной стадии способа с помощью дополнительного клеящего слоя 18 на усиливающий элемент 14 наклеивается дополнительный усиливающий элемент 19, имеющий ширину 20. В этом случае усиливающий элемент 19 выполняется в форме усиливающего профиля, в частности стрингера или другого аналогичного элемента. В качестве усиливающего элемента 19 может использоваться стрингер, имеющий любой из обычно используемых профилей. С помощью дополнительного усиливающего элемента 19 может быть улучшена механическая прочность соединения 21, полученного с использованием данного варианта предлагаемого в изобретении способа.
Далее, более подробно со ссылками на фиг.4 поясняется базовая конструкция соединения, получаемого с использованием предлагаемого в изобретении способа, двух пластинчатых компонентов, в частности двух металлических листов 1, 2.
Металлические листы 1, 2 соединяются в зоне 5 соединения. Соединение металлических листов 1, 2 или формирование зоны 5 соединения происходит после того, как верхняя часть 11 и нижняя часть 12 металлических листов 1, 2 подвергаются соответствующей последующей обработке, например шлифованию, фрезерованию, зачистке, строганию или аналогичной обработке. Кроме того, может быть необходимо дополнительно подвергнуть вышеуказанные области антикоррозионной обработке и при необходимости произвести предварительную обработку для улучшения сцепления, в частности повышения клеящей способности клеящего слоя 13. С помощью клеящего слоя 13 усиливающий элемент 14, представляющий собой плоский профиль, имеющий примерно прямоугольную форму в поперечном сечении, наклеивается, предпочтительно по всей области, на зону 5 соединения и зоны верхней части 11 металлических листов 1, 2, которые прилегают по обеим сторонам. Ширина 15 усиливающего элемента 14 значительно больше ширины 16 зоны 5 соединения (ср. фиг.2) для того, чтобы обеспечить необходимое перекрытие для соединения металлических листов 1, 2. Толщина 22 материала клеящего слоя 13 существенно меньше, чем толщина 8 материала зоны 5 соединения (ср. фиг.2) и меньше, чем толщины 9, 10 материала металлических листов 1, 2. С помощью дополнительного клеящего слоя 18, имеющего толщину 23, усиливающий элемент 19, приклеивается к усиливающему элементу 14 предпочтительно по всей площади.
Использование дополнительного усиливающего элемента 19 не является обязательным. Может оказаться достаточно соединить металлические листы 1, 2 с использованием зоны 5 соединения по продольным краям 3, 4 и затем наклеить усиливающий элемент 14 с помощью клеящего слоя 13 на металлические листы 1,2 и на зону 5 соединения (ср. фиг.3). Вместо показанного на фиг.3 усиливающего элемента 14 в форме плоского профиля или металлической полосы, которые имеют примерно прямоугольную форму поперечного сечения, также можно наклеить на зону 5 соединения и на прилегающие области металлических листов 1, 2 усиливающий элемент, форма которого в поперечном сечении отличается от прямоугольной. В принципе поперечное сечение усиливающего элемента может иметь практически любую форму, в частности Т-образную, L-образную, U-образную, Z-образную и любую другую аналогичную форму.
Кроме того, можно наклеивать усиливающие элементы на верхнюю часть 11 и/или нижнюю часть 12 металлических листов 1, 2 и на верхнюю часть 6 и/или нижнюю часть 7 зоны 5 соединения.
Клеящие слои 13, 18 могут формироваться из отверждаемой эпоксидной смолы, фенольной смолы, полиэфирной смолы, БМИ-смолы и других аналогичных смол, которые при необходимости могут включать армирующие волокна, такие как, например, углеродные волокна, стекловолокно, арамидные волокна или другие аналогичные волокна. В качестве альтернативного варианта клеящие слои 13, 18 могут быть также сформированы из термопластичных клеящих материалов.
Металлические листы 1, 2 могут быть изготовлены из алюминия или из алюминиевых сплавов, таких как, например, Al-Cu, Al-Zn, Al-Li, Al-Mg- Sc и другие аналогичные сплавы. Кроме того, металлические листы 1, 2 могут быть изготовлены из магния, из сплава магния, из титана, из сплава титана, из стали, из стальных сплавов или из других аналогичных материалов. Кроме того, металлические листы 1, 2 могут быть изготовлены из любых необходимых сочетаний вышеуказанных металлов или сплавов. Предлагаемый в изобретении способ может применяться в отношении металлических листов 1, 2, имеющих любую толщину, однако предпочтительная толщина металлических листов 1, 2 находится в диапазоне 0,2 -10 мм.
Усиливающие элементы 14, 19 также могут быть изготовлены из алюминия или из алюминиевых сплавов, таких как, например, Al-Cu, Al-Zn, Al-Li, Al-Mg- Sc и другие аналогичные сплавы. Кроме того, усиливающие элементы 14, 19 могут быть изготовлены из магния, из сплава магния, из титана, из сплава титана, из стали, из стальных сплавов или из других аналогичных материалов. Кроме того, усиливающие элементы 14, 19 могут быть изготовлены из любых необходимых сочетаний вышеуказанных металлов или сплавов.
Усиливающие элементы 14, 19 могут быть также изготовлены из композиционных материалов, например из эпоксидных смол, армированных волокном. Также для их изготовления могут использоваться армированные волокном фенольные смолы, полиэфирные смолы, БМИ-смолы и другие аналогичные материалы. В качестве армирующих волокон могут использоваться любые органические и неорганические волокна, штапельные волокна или короткие волокна.
Усиливающие элементы 14, 19 могут быть также изготовлены из композиционных материалов с металлической матрицей, например с алюминиевой или магниевой матрицей. Кроме того, в качестве материала матрицы могут использоваться сплавы титана или аналогичные материалы. В качестве армирующих волокон также могут использоваться любые органические и неорганические волокна, штапельные волокна или короткие волокна.
При необходимости усиливающие элементы 14, 19 могут иметь многослойную структуру, например в форме среднего слоя (соты, сложенный лист или другая аналогичная структура), выполненного из подходящей пластмассы, на обеих поверхностях которого имеются покрытия, выполненные из сплава алюминия или магния.
Соединяемые металлические листы 1, 2 могут быть, например, обшивкой и/или частями обшивки облегченной конструкции, в частности фюзеляжного бака, крыла, горизонтального или вертикального оперения летательного аппарата или аналогичной конструкции, так что с помощью предлагаемого в изобретении способа или соединения обшивки и/или части обшивок могут быть соединены для формирования вышеуказанных облегченных конструкций, в частности для летательных аппаратов.
Перечень ссылочных обозначений
1 Металлический лист
2 Металлический лист
3 Продольный край
4 Продольный край
5 Зона соединения
6 Верхняя часть (зона соединения)
7 Нижняя часть (зона соединения)
8 Толщина материала (зона соединения)
9 Толщина материала (металлический лист)
10 Толщина материала (металлический лист)
11 Верхняя часть (металлические листы)
12 Нижняя часть (металлические листы)
13 Клеящий слой
14 Усиливающий элемент
15 Ширина (усиливающий элемент)
16 Ширина (зона соединения)
17 Соединение
18 Клеящий слой
19 Усиливающий элемент
20 Ширина (усиливающий элемент)
21 Соединение
22 Толщина материала (клеящий слой)
23 Толщина материала (клеящий слой)
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДУВНЫЕ МЕДИЦИНСКИЕ УСТРОЙСТВА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2013 |
|
RU2680958C2 |
| ЗВУКОПОГЛОЩАЮЩИЙ КОМПОНЕНТ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ, В ЧАСТНОСТИ ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2006 |
|
RU2409501C2 |
| ЭЛЕМЕНТ ОБШИВКИ КАК ЧАСТЬ ФЮЗЕЛЯЖА САМОЛЕТА | 2008 |
|
RU2466905C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ФОРМИРОВАНИЯ ПОДКРЕПЛЯЮЩЕГО ЭЛЕМЕНТА ЗА ОДНО ЦЕЛОЕ С МНОГОСЛОЙНЫМ МЕТАЛЛОВОЛОКНИСТЫМ ЛИСТОМ | 2009 |
|
RU2501710C2 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ФЮЗЕЛЯЖА ВОЗДУШНОГО СУДНА | 2008 |
|
RU2466058C2 |
| ФЮЗЕЛЯЖ | 2005 |
|
RU2384462C2 |
| УСОВЕРШЕНСТВОВАННЫЕ НАДУВНЫЕ ПАКЕРЫ | 2007 |
|
RU2441973C2 |
| УСИЛЕННЫЕ ЭЛЕМЕНТЫ ЖЕСТКОСТИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2514747C2 |
| СВЕРЛО И СПОСОБ ФОРМИРОВАНИЯ ОТВЕРСТИЙ | 2017 |
|
RU2693242C1 |
Изобретение может быть использовано для соединения по меньшей мере двух металлических листов, имеющих малую толщину, в частности для элементов конструкции летательного аппарата. Получают соединение металлических листов с использованием прямого стыка путем формирования зоны соединения. Осуществляют механическую обработку верхней части и/или нижней части зоны соединения. Проводят механическую и/или химическую предварительную обработку металлических листов и/или зоны соединения для улучшения их адгезионных свойств. Наклеивают по меньшей мере один твердый усиливающий элемент для создания дополнительного пути нагружения в области верхней и/или нижней части зоны соединения. Ширина усиливающего элемента превышает ширину зоны соединения. По меньшей мере один твердый усиливающий элемент опирается по всей своей площади. В результате наклеивания по меньшей мере одного усиливающего элемента отпадает необходимость в обеспечении дорогостоящих утолщений в зоне стыка, которые, как правило, необходимы при выполнении известных соединений, между двумя металлическими листами, для того чтобы уменьшить нагрузки на стыки. 3 н. и 19 з.п. ф-лы, 4 ил.
1. Способ соединения по меньшей мере двух металлических листов (1,2) для формирования облегченной конструкции, содержащий следующие стадии:
a) осуществление соединения металлических листов (1, 2) с использованием прямого стыка путем формирования зоны (5) соединения;
b) механическую обработку верхней части и/или нижней части зоны (5) соединения;
c) механическую и/или химическую предварительную обработку металлических листов (1, 2) и/или зоны соединения (5) для улучшения их адгезионных свойств; и
d) наклеивание по меньшей мере одного твердого усиливающего элемента (14, 19), который создает дополнительный путь нагружения, в области верхней части (6) и/или нижней части (7) зоны (5) соединения, причем ширина (15, 20) по меньшей мере одного твердого усиливающего элемента (14, 19) превышает ширину (16) зоны (5) соединения, и по меньшей мере один твердый усиливающий элемент (14, 19) опирается по всей своей площади.
2. Способ по п.1, в котором по меньшей мере один дополнительный усиливающий элемент (14, 19) наклеивают на по меньшей мере один усиливающий элемент (14, 19), по меньшей мере в некоторых зонах.
3. Способ по п.1, в котором соединение металлических листов (1, 2) осуществляют одним из следующих способов: ротационной сваркой трением, лазерной сваркой, сваркой плавлением или пайкой.
4. Способ по п.1, в котором толщина (8) материала зоны (5) соединения после механической обработки не превышает толщину материала металлических листов (1,2).
5. Способ по п.1, в котором усиливающий элемент или усиливающие элементы (14, 19) наклеивают с использованием одного из дюропластов, в частности эпоксидной смолы, фенольной смолы, полиэфирной смолы или БМИ-смолы.
6. Способ по п.1, в котором усиливающий элемент или усиливающие элементы (14, 19) представляют собой усиливающие профили, в частности имеющие в поперечном сечении Т-образную, L-образную, U-образную, Z-образную и прямоугольную формы, плоские профили или металлические полосы.
7. Способ по п.1, в котором по меньшей мере один усиливающий элемент (14, 19) изготовлен из металла, такого как, например, алюминий, сплав алюминия, титан, сплав титана, сталь.
8. Способ по п.1, в котором по меньшей мере один усиливающий элемент (14, 19) изготовлен из композиционного материала, в частности из пластмассы, армированной волокнами.
9. Способ по п.1, в котором металлические листы (1, 2) изготовлены из материала, толщина которого находится в диапазоне 0,2-10 мм.
10. Способ по п.1, в котором металлические листы (1, 2) изготовлены из металла, такого как, например, алюминий, сплав алюминия, титан, сплав титана, сталь.
11. Соединение (17, 21) по меньшей мере двух металлических листов (1,2) для формирования облегченной конструкции, полученное в соответствии со способом по любому из пп.1-10, в котором металлические листы (1, 2) соединены встык в зоне (5) соединения, и по меньшей мере в области верхней части (6) или нижней части (7) зоны (5) соединения наклеен по меньшей мере один твердый усиливающий элемент, который прилегает ко всей площади, причем ширина (15, 20) по меньшей мере одного твердого усиливающего элемента (14, 19) превышает ширину (16) зоны (5) соединения, так что с помощью перекрытия создается дополнительный путь нагружения.
12. Соединение (17, 21) по п.11, в котором на по меньшей мере один усиливающий элемент (14, 19) наклеен по меньшей мере один дополнительный усиливающий элемент (14, 19) по меньшей мере в некоторых зонах.
13. Соединение (17, 21) по п.11, в котором толщина (8) материала зоны (5) соединения не превышает толщину материала металлических листов (1, 2).
14. Соединение (17, 21) по п.11, в котором по меньшей мере один усиливающий элемент (14, 19) наклеен с помощью по меньшей мере одного слоя (13, 18) клеящего материала, причем толщина (22, 23) слоя клеящего материала по меньшей мере одного слоя (13, 18) меньше, чем толщина пластинчатых компонентов и/или толщина (8) материала зоны (5) соединения.
15. Соединение (17, 21) по п.11, в котором по меньшей мере один усиливающий элемент (14, 19) представляет собой усиливающий профиль, в частности имеющий в поперечном сечении Т-образную, L-образную, U-образную, Z-образную и прямоугольную формы, плоский профиль или металлическую полосу.
16. Соединение (17, 21) по п.11, в котором по меньшей мере один усиливающий элемент (14, 19) изготовлен из металла, такого как, например, алюминий, сплав алюминия, титан, сплав титана, сталь.
17. Соединение (17, 21) по п.11, в котором по меньшей мере один усиливающий элемент (14, 19) изготовлен из композиционного материала, в частности из пластмассы, армированной волокнами.
18. Соединение (17, 21) по п.11, в котором металлические листы (1, 2) изготовлены из материала, толщина которого находится в диапазоне 0,2-10 мм.
19. Соединение (17, 21) по п.11, в котором металлические листы (1, 2) изготовлены из металла, такого как, например, алюминий, сплав алюминия, титан, сплав титана, сталь.
20. Соединение (17, 21) по п.11, в котором по меньшей мере один слой (13, 18) клеящего материала сформирован из дюропласта, в частности из эпоксидной смолы, полиэфирной смолы или БМИ-смолы.
21. Соединение (17, 21) по п.11, в котором металлические листы (1, 2) формируют секцию обшивки одной из частей летательного аппарата, в частности фюзеляжного бака.
22. Облегченная конструкция летательного аппарата, в частности фюзеляжный бак, крыло, горизонтальное или вертикальное оперение, сформированная из нескольких соединенных обшивок и/или секций обшивки, в которой по меньшей мере две обшивки и/или по меньшей мере две секции по меньшей мере одной обшивки соединены для формирования облегченной конструкции с помощью по меньшей мере одного соединения по одному из пп.11-21.
| SU 1290663 А1, 27.12.1996 | |||
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| Способ стыкового соединения стеклопластиковых панелей | 1989 |
|
SU1680555A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU604247A1 |
| НИКОЛАЕВ Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций, М., Высшая школа, 1971, с.234 рис.10-12. | |||

