Изобретение относится к области обработки металлов давлением и может использоваться на всех сортовых станах прокатки металла.
Известен способ-аналог управления формированием минимального натяжения металла в сортовом стане (см. каталог фирмы SMS MEER / Технические книги / Tech. Book 58955750 Rev.1, October, 2008), заключающийся в том, что при последовательном прохождении передним концом (ПК) штуки металла очередной клети осуществляется контроль текущего момента двигателя нагруженной клети перед загрузкой следующей клети. Когда следующая клеть будет нагружена, после переходного процесса, проверяется момент на входе и осуществляется сравнение этого момента с установившимся моментом предыдущей клети. Если имеются отличия в указанных моментах, осуществляется корректировка скоростей двигателей прокатного стана, чтобы получить заданное натяжение металла между клетями.
Недостатком этого способа-аналога является то, что в период прокатки вследствие влияния внешних факторов может происходить изменение моментов нагрузки клетей (например, из-за изменения нагрева заготовок, т.н. конус температуры), что, в свою очередь, может приводить к изменению натяжения, настроенного по переднему концу штуки металла, и, следовательно, к появлению или подпора, или чрезмерного натяжения металла, приводящих, в свою очередь, к образованию петли или недопустимому утоньшению прокатываемого металла и, следовательно, к аварийной ситуации. Следовательно, при настройке по переднему концу необходимо оставлять определенный резерв натяжения, а не ликвидировать его до значения, близкого к нулевому. Обычно эта величина допустимого натяжения составляет величину 1…3%, и это значение остается неизменным (в период прокатки штуки металла и настройки натяжения по переднему концу) для всего сортамента прокатываемого металла. Очевидно, что если величина допустимого натяжения будет составлять величину, близкую к нулевому значению, то прокатка будет вестись практически без натяжения. Если величина допустимого натяжения будет составлять существенную величину, то прокатка будет вестись с существенным натяжением. Указанное значение допустимого натяжения обычно определяется опытным путем для конкретного сортамента металла и для конструктивных особенностей самого прокатного стана, постоянно для текущего сортамента прокатываемого металла и не корректируется в процессе прокатки. Поэтому существенным недостатком указанного способа-аналога является то, что он не корректирует заданные значения допустимого натяжения в процессе прокатки, хотя из-за влияния внешних условий, в частности изменения температуры прокатываемых заготовок, необходимо непрерывно следить за оставленным «запасом» натяжения между клетями и делать вывод о возможном снижении «запаса» на натяжение или, наоборот, о необходимости его увеличения.
Наиболее близким из существующих аналогов (прототипом) является известный способ управления формирования минимального натяжения металла между клетями сортового стана (см. А.Б.Рысс. Учет натяжения металла между клетями в системе управления сортовым станом «ГУП ЛПЗ» г. Ярцево / Техника и технология, №1, 2010 г., издательство «Спутник», Москва, стр. 26-28), заключающийся в том, что через определенную задержку по времени после входа переднего конца штуки металла в очередную клеть определяют и запоминают установившийся момент в очередной клети, при этом в момент входа переднего конца штуки металла в очередную клеть, непрерывно, определяют текущий момент в предшествующей клети, а также определяют изменение момента предшествующей клети по отношению к значению установившегося момента предшествующей клети, определенного ранее, вычисляя определенные для каждой клети текущие коэффициенты регулирования натяжения, равные отношению между текущим моментом в предшествующей клети и установившимся, вычисленным ранее, моментом в предшествующей клети, сравнивают эти текущие коэффициенты регулирования натяжения с их определенными для каждой клети заданными значениями, определяющими требуемое натяжение металла между клетями во время прокатки металла, и на основе сравнения корректируют скорости предыдущих клетей таким образом, чтобы текущие значения указанных коэффициентов регулирования натяжения равнялись их заданным значениям.
Недостатком этого способа-прототипа является то, что в период прокатки вследствие влияния внешних факторов может происходить изменение моментов нагрузки клетей (например, из-за изменения нагрева заготовок, т.н. конус температуры), что, в свою очередь, может приводить к изменению натяжения, настроенного по переднему концу штуки металла, и, следовательно, к появлению или подпора, или чрезмерного натяжения металла, приводящих, в свою очередь, к образованию петли или недопустимому утоньшению прокатываемого металла и, следовательно, к аварийной ситуации. Следовательно, при настройке по переднему концу необходимо оставлять определенный резерв натяжения, а не ликвидировать его до значения, близкого к нулевому. Обычно эта величина допустимого натяжения составляет величину 1…3%, и это значение остается неизменным (в период прокатки штуки металла и настройки натяжения по переднему концу) для всего сортамента прокатываемого металла. Очевидно, что если величина допустимого натяжения будет составлять величину, близкую к нулевому значению, то прокатка будет вестись практически без натяжения. Если величина допустимого натяжения будет составлять существенную величину, то прокатка будет вестись с существенным натяжением. Важно правильно выдерживать натяжение в указанных пределах, т.к. отклонение от них ведет к образованию петли или к разрыву прокатываемого металла. Указанное значение допустимого натяжения обычно определяется опытным путем для конкретного сортамента металла и для конструктивных особенностей самого прокатного стана, постоянно для текущего сортамента прокатываемого металла и не корректируется в процессе прокатки. Поэтому существенным недостатком указанного способа-прототипа является то, что он не корректирует заданные значения допустимого натяжения в процессе прокатки, хотя из-за влияния внешних условий, в частности изменения температуры прокатываемых заготовок, необходимо непрерывно следить за оставленным «запасом» натяжения между клетями и делать вывод о возможном снижении «запаса» на натяжение или, наоборот, о необходимости его увеличения.
Задачей предлагаемого изобретения является адаптивная настройка заданного значения допустимого натяжения между клетями, обеспечивающая при этом такое натяжение прокатываемого металла между клетями, которое несмотря на изменение внешних условий прокатки, изменение температуры прокатываемых заготовок, смену калибра или изменение прокатываемого маршрута обеспечивает безотказную прокатку требуемого металла.
Достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы сортопрокатного стана, обеспечивающих при этом неизменно более высокую производительность его работы.
Поставленная задача и достигаемый при этом технический результат достигаются тем, что в известный способ управления формирования минимального натяжения металла между клетями сортового стана, заключающийся в том, что через определенную задержку по времени после входа переднего конца штуки металла в очередную клеть определяют и запоминают установившийся момент в очередной клети, при этом в момент входа переднего конца штуки металла в очередную клеть, непрерывно, определяют текущий момент в предшествующей клети, а также определяют изменение момента предшествующей клети по отношению к значению установившегося момента предшествующей клети, определенного ранее, вычисляя определенные для каждой клети текущие коэффициенты регулирования натяжения, равные отношению между текущим моментом в предшествующей клети и установившимся, вычисленным ранее, моментом в предшествующей клети, сравнивают эти текущие коэффициенты регулирования натяжения с их определенными для каждой клети заданными значениями, определяющими требуемое натяжение металла между клетями во время прокатки металла и на основе сравнения корректируют скорости предыдущих клетей таким образом, чтобы текущие значения указанных коэффициентов регулирования натяжения равнялись их заданным значениям, дополнительно в момент выхода заднего конца штуки металла из очередной клети измеряют значение текущего момента в последующей клети, сравнивают его с определенными для каждой клети значениями уставок изменения моментов и на основе сравнения последовательно в момент выхода заднего конца штуки металла из каждой клети корректируют соответствующие заданные значения указанных коэффициентов регулирования натяжения между клетями.
Осуществление предлагаемого изобретения поясняется чертежом. На данном чертеже представлено устройство управления, реализующее предлагаемый способ управления формирования минимального натяжения металла между клетями сортового стана. Для простоты объяснения на данном чертеже представлены только элементы управления первой и последней клетями стана. Элементы управления остальными клетями стана полностью аналогичны элементам управления указанных клетей.
Штука металла 1 последовательно прокатывается в первой клети стана - 2, других клетях стана и последней клети стана - 3. Валки клетей получают вращательное движение посредством двигателя первой клети - 4, двигателей других клетей и двигателя последней клети стана - 5. Указанные двигатели получают задающий сигнал от блока управления двигателем первой клети - 6, других блоков управления двигателями клетей, блока управления двигателем последней клети стана - 7. Блоки управления двигателями обмениваются требуемой технологической информацией с центральным блоком управления - 8. На центральный блок управления приходит информация о соответствующих технологических уставках с задатчика технологической информации 9.
Следует отметить, что информация о текущих значениях скорости вращения двигателей и моментах, развиваемых двигателями в процессе прокатки, поступает от соответствующих блоков управления двигателями в центральный блок управления. Числовые значения соответствующих уставок по заданной частоте вращения двигателей, частоте инверторов двигателей, заданных значениях моментов и т.п. поступают в центральный блок управления от задатчика технологической информации.
Очевидно, что момент времени входа ПК штуки металла в клеть определяется изменением текущего момента клети от значения, близкого к нулю (момент холостого хода), до значения заданной уставки, определяющей, что металл вошел в клеть. Выход заднего конца (ЗК) штуки металла из клети определяется снижением текущего момента клети до значения, близкого к нулю (момента холостого хода).
Чтобы пояснить работу предлагаемого способа управления, рассмотрим сначала последовательное прохождение ПК штуки металла клетей стана.
Когда ПК штуки раската входит в первую клеть, через задержку времени, связанную с переходными процессами в клети, определяется установившийся момент в первой клети - М1пк.
Когда ПК штуки раската входит во вторую клеть, через задержку времени, связанную с переходными процессами в клети, определяется установившийся момент во второй клети - М2пк. Одновременно вычисляется текущий коэффициент регулирования по натяжению:
К2=Мтек1/М1пк,
где К2 - текущий коэффициент регулирования по натяжению для 2-й клети;
Мтек1 - текущее значение момента в 1-й клети, когда ПК вошел во 2-ю клеть;
М1пк - установившийся момент в 1-й клети, когда ПК входил в 1-ю клеть.
Если К2 больше К2 мин и меньше К2 мах, где К2 мин - заданное минимальное значение коэффициента регулирования по натяжению для второй клети; К2 мах - заданное максимальное значение коэффициента регулирования по натяжению для второй клети, то все нормально и система управления не изменяет скорость клети 1. Если К2 выходит за указанные пределы, то система управления изменяет скорость клети 1 таким образом, чтобы ввести коэффициент К2 в заданные пределы, определяемые коэффициентами К2 мин и К2 мах, при этом непрерывно вычисляет текущие моменты и соответствующие коэффициенты регулирования.
Аналогично, когда ПК штуки раската входит в третью клеть, через задержку времени, связанную с переходными процессами в клети, определяется установившийся момент в третьей клети - М3пк. Одновременно вычисляется текущий коэффициент регулирования по натяжению:
К3=Мтек2/М2пк,
где К3 - текущий коэффициент регулирования по натяжению для 3-й клети;
Мтек2 - текущее значение момента во 2-й клети, когда ПК вошел в 3-ю клеть;
М2пк - установившийся момент во 2-й клети, когда ПК входил во 2-ю клеть.
Если К3 больше К3 мин и меньше К3 мах, где К3 мин - заданное минимальное значение коэффициента регулирования по натяжению для третьей клети;
К3 мах - заданное максимальное значение коэффициента регулирования по натяжению для третьей клети, то все нормально и система управления не изменяет скорости клетей 1 и 2.
Если К3 выходит за указанные пределы, то система управления изменяет скорости клетей 1 и 2 таким образом, чтобы ввести коэффициент К3 в заданные пределы, определяемыми коэффициентами К3 мин и К3 мах, при этом непрерывно вычисляет текущие моменты и соответствующие коэффициенты регулирования. Аналогичные действия выполняются для всех остальных клетей стана.
Теперь, когда 3К штуки металла последовательно выходит из очередной клети, осуществляется сравнение текущего момента последующей клети с тем значением момента, который был до момента времени выхода 3К штуки металла из текущей клети. Очевидно, что значение момента последующей клети при выходе 3К штуки металла из предыдущей клети уменьшится. Это уменьшение может иметь небольшую величину, иметь какое-то среднее значение или измениться на существенную величину.
Если это уменьшение незначительно, то прокатка между последующей и предыдущей (на момент времени выхода 3К из предыдущей клети) клетью велась с натяжением, близким к нулю. Следовательно, необходимо увеличить заданное минимальное и максимальное значение коэффициентов регулирования по натяжению для данных клетей, чтобы увеличить соответствующее натяжение и обеспечить при этом допустимое натяжение между клетями несмотря на изменение внешних условий прокатки, изменение температуры прокатываемых заготовок, смену калибра или изменение прокатываемого маршрута и т.д.
Рассуждая аналогично, можно сделать вывод, что если это уменьшение существенно, то прокатка между последующей и предыдущей (на момент времени выхода 3К из предыдущей клети) клетью велась с большим натяжением. Следовательно, необходимо уменьшить заданное минимальное и максимальное значение коэффициентов регулирования по натяжению для данных клетей, чтобы уменьшить соответствующее натяжение и обеспечить при этом допустимое натяжение между клетями несмотря на изменение внешних условий прокатки, изменение температуры прокатываемых заготовок, смену калибра или изменение прокатываемого маршрута и т.д.
Если указанное уменьшение лежит в пределах определенных, каким-то средним значением, то это говорит о том, что заданные значения коэффициентов регулирования по натяжению подобраны правильно, их не надо изменять, а прокатка осуществляется с допустимым требуемым натяжением.
Очевидно, что числовое значение указанного уменьшения по моменту можно задать двумя числами, поступающими в центральный блок управления 8 от задатчика технологической информации 9, причем значение первого числа меньше второго.
Если указанное уменьшение по моменту меньше первого числа, то корректировка заданных минимальных и максимальных значений коэффициентов регулирования по натяжению ведется по формулам:
Кi мин=Кi мин+Шаг_i;
Ki мах=Ki мах+Шаг_i;
где
Ki мин - заданное минимальное значение коэффициента регулирования по натяжению для i-й клети;
Ki мах - заданное максимальное значение коэффициента регулирования по натяжению для i-й клети;
Шаг_i - шаг изменения коэффициентов регулирования натяжения i-й клети.
Если указанное уменьшение по моменту больше второго числа, то корректировка заданных минимальных и максимальных значений коэффициентов регулирования по натяжению ведется по формулам:
Ki мин=Ki мин-Шаг_i;
Ki мах=Ki мах-Шаг_i;
где
Ki мин - заданное минимальное значение коэффициента регулирования по натяжению для i-й клети;
Ki мах - заданное максимальное значение коэффициента регулирования по натяжению для i-й клети;
Шаг_i - шаг изменения коэффициентов регулирования натяжения i-й клети.
Если указанное уменьшение по моменту больше первого числа, но меньше второго числа, то корректировка заданных минимальных и максимальных значений коэффициентов регулирования по натяжению не производится. Соответствующие расчеты ведутся по «старым» значениям.
Очевидно, что указанные числа, а также шаг изменения коэффициентов регулирования натяжения могут быть определены при наладке оборудования и в общем случае зависят от работы на конкретном стане.
Таким образом решается поставленная задача предлагаемого изобретения - адаптивная настройка заданного значения допустимого натяжения между клетями, обеспечивающая при этом такое натяжение прокатываемого металла между клетями, которое несмотря на изменение внешних условий прокатки, изменение температуры прокатываемых заготовок, смену калибра или изменение прокатываемого маршрута обеспечивает безотказную прокатку требуемого металла.
Достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы сортопрокатного стана, обеспечивающей при этом неизменно более высокую производительность его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| Способ управления тепловым профилем валков прокатного стана | 1977 |
|
SU710705A1 |
| Способ регулирования толщины стенки труб при редуцировании | 1973 |
|
SU482220A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для управления непрерывным станом холодной прокатки | 2023 |
|
RU2809885C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
Изобретение относится к области обработки металлов давлением, в частности к прокатке на сортовых прокатных станах. В момент выхода заднего конца штуки металла из очередной клети измеряют значение текущего момента в последующей клети и сравнивают его с определенными для каждой клети значениями уставок изменения моментов. На основе результатов сравнения последовательно в момент выхода заднего конца штуки металла из каждой клети корректируют соответствующие заданные значения коэффициентов регулирования натяжения между клетями. Обеспечивается повышение производительности, надежности и безотказности работы стана. 1 ил.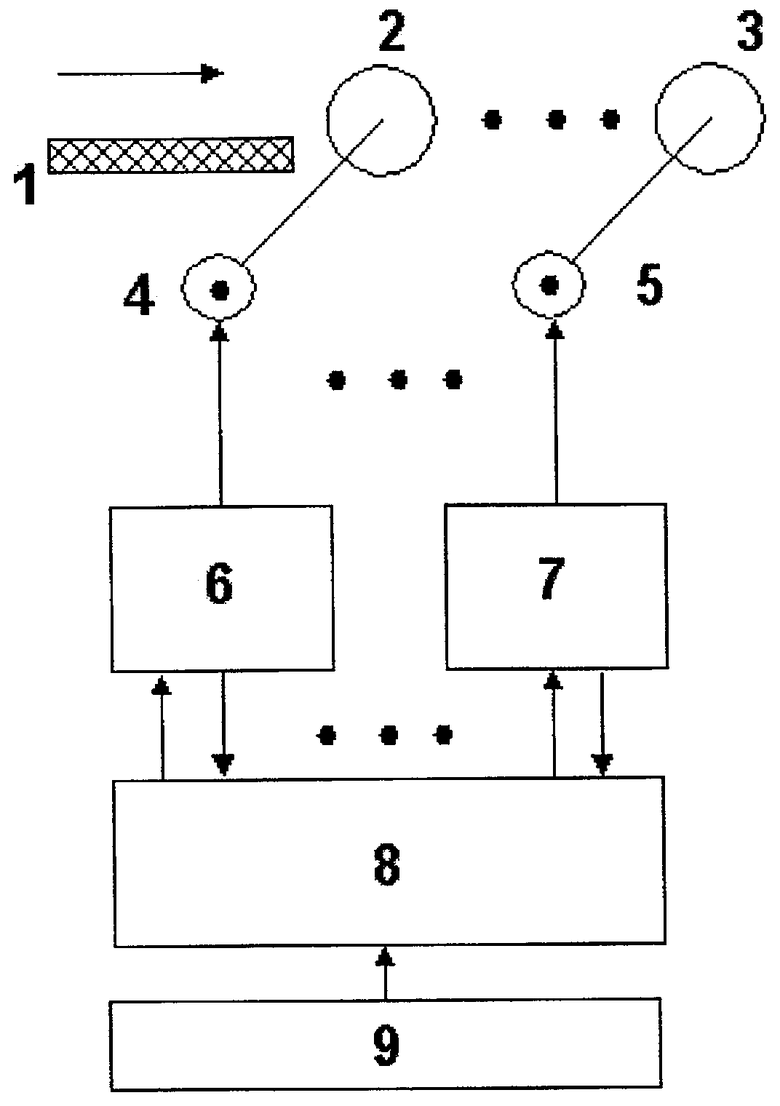
Способ управления формированием минимального натяжения металла между клетями сортопрокатного стана, включающий через определенную задержку по времени после входа переднего конца штуки металла в очередную клеть определение и запоминание установившегося момента в очередной клети, при этом в момент входа переднего конца штуки металла в очередную клеть непрерывно определяют текущий момент в предшествующей клети, а также определяют изменение момента предшествующей клети по отношению к значению установившегося момента предшествующей клети, определенного ранее, вычисляют определенные для каждой клети текущие коэффициенты регулирования натяжения, равные отношению между текущим моментом в предшествующей клети и установившимся, вычисленным ранее моментом в предшествующей клети, сравнивают эти текущие коэффициенты регулирования натяжения с их определенными для каждой клети заданными значениями, определяющими требуемое натяжение металла между клетями во время прокатки металла, и на основе сравнения корректируют скорости предыдущих клетей таким образом, чтобы текущие значения указанных коэффициентов регулирования натяжения равнялись их заданным значениям, отличающийся тем, что дополнительно в момент выхода заднего конца штуки металла из очередной клети измеряют значение текущего момента в последующей клети, сравнивают его с определенными для каждой клети значениями уставок изменения моментов, и на основе сравнения последовательно в момент выхода заднего конца штуки металла из каждой клети корректируют соответствующие заданные значения указанных коэффициентов регулирования натяжения между клетями.
| РЫСС А.Б | |||
| Учет натяжения металла между клетями в системе управления сортовым станом "ГУП ЛПЗ" г.Ярцево, Техника и технология, 2010, № 1 | |||
| - М.: Спутник, с.26-28 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| US 6205829 B1, 27.03.2001 | |||
| US 4408470 A, 11.10.1983 | |||
| Устройство для окорки лесоматериалов | 1981 |
|
SU1020240A1 |

