Изобретение относится к металлургии, к литейному производству, в частности к очистке металла от неметаллических включений при производстве отливок из черных сплавов.
Технология фильтрования металла получила постоянное применение практически во всех литейных производствах Европы. Фильтрование способствует устранению многих недостатков отливок, достижению их высокого качества, а также решению многих производственных проблем. Главной задачей фильтрования является устранение неметаллических включений, которые наиболее влияют на качество готовой отливки. Основными источниками включений являются шлаки, продукты оксидации металла, формовочные материалы и продукты эрозии форм и стержней. Также преимуществом фильтрования является исключение влияний, которые проявляются в процессе литья вследствие высокой скорости и турбулентности расплава в литниковой системе и в форме. Это, прежде всего, вымывание потоком металла частиц формы или стержня, а также захват потоком расплава пузырьков газа вследствие его завихрения. Здесь фильтр исполняет роль успокоителя, который преобразует турбулентный поток расплава на входе в ламинарный, спокойный поток на выходе.
На сегодняшнем рынке предлагается множество типов фильтров: текстильные, слюдяные, металлические сеточные, экструдированные, пенокерамические, прессованные керамические и др.
Наибольшее распространение имеют экструдированные, пенокерамические и прессованные керамические фильтры.
Наиболее близкими к заявляемому изобретению являются прессованные керамические фильтры с прямыми круглыми отверстиями небольших диаметров RLF (http:www.refractory.ru, копии документов приложены), которые пригодны для фильтрования железосодержащих и других металла. Данные фильтры очень дорогие. Кроме того, керамические фильтры забирают в процессе заливки значительную часть тепла заливаемого металла, что сказывается на качестве получаемых отливок.
Заявляемое изобретение направлено на создание конструкции дешевого фильтра, обеспечивающего качественную очистку металла.
Для решения поставленной задачи предлагается фильтр для фильтрации металла, состоящий из двух одинаковых частей, в которых выполнены отверстия, при этом части соединены между собой с образованием внутренней полости, выполнены из стержневой плакированной смеси и имеют юбку на половине внешней стороны окружности, а отверстия выполнены коническими с расширением к внутренней части фильтра.
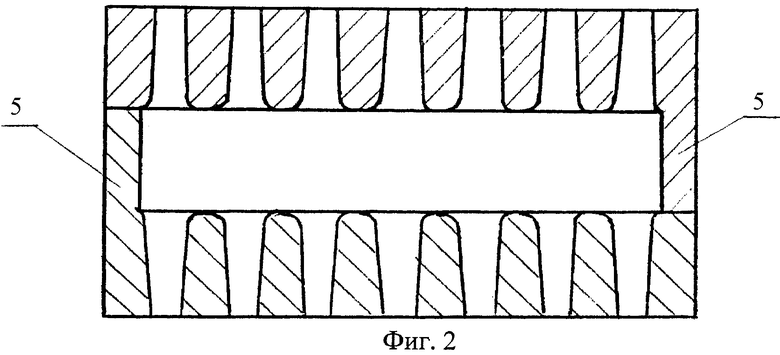
На фиг.1 изображен общий вид фильтра для фильтрации металла, на фиг.2 - фильтр в разрезе.
Фильтр состоит из двух одинаковых частей 1 и 2. В основе 3 каждой части выполнены отверстия 4 и имеется юбка 5 на половине внешней стороны окружности. Юбка 5 позволяет соединить в единую конструкцию части 1 и 2 фильтра между собой с образованием внутренней полости.
Отверстия 4 выполнены коническими с расширением к внутренней части фильтра. Количество и диаметр отверстий могут меняться в зависимости от фильтруемого металла и его жидкотекучести.
Части 1 и 2 фильтра выполнены из стержневой плакированной смеси.
Сборка фильтра возможна как в процессе их обработки на участке изготовления, так и непосредственно на участке их простановки в форму.
Фильтры изготавливаются в собственном производстве, они имеют стоимость значительно меньшую, чем стоимость покупных керамических фильтров.
Фильтры опробованы в производстве ОАО «КАМАЗ-Металлургия». Результаты опробования положительные.
Заявленный фильтр для фильтрации металла позволяет производить эффективную очистку металла от шлака и других неметаллических включений. В сравнении с известными техническими решениями заявленный фильтр при незначительных затратах на изготовление обеспечивает качественную очистку металла.
Фильтр имеет простую конструкцию, состоящую из двух одинаковых частей, изготовление которых имеет низкую себестоимость.
Наличие юбки позволяет производить сборку частей фильтра, в результате которой образуется обеспечивающий качество очистки металла двухслойный фильтр. Металл дважды проходит через отверстия очистки, что значительно снижает возможность попадания частиц шлака в полость формы, образующей впоследствии отливку.
Выполнение отверстий коническими к внутренней части фильтра позволяет подавить турбулентность потока металла и обеспечить равномерное наполнение литейной формы, что также улучшает качество очистки металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтр-стабилизатор потока металла в полости литейной формы | 2023 |
|
RU2806451C1 |
| ШЛАКОУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО В ЛИТЕЙНОЙ ФОРМЕ | 2001 |
|
RU2213641C2 |
| СПОСОБ ФИЛЬТРАЦИОННОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2001 |
|
RU2194594C1 |
| Устройство для модифицирования и рафинирования металлических расплавов | 1990 |
|
SU1773556A1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| ПОРИСТАЯ КЕРАМИЧЕСКАЯ СТРУКТУРА | 1992 |
|
RU2022039C1 |
| ЛИТНИКОВАЯ ЧАША ДЛЯ ВНУТРИФОРМЕННОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА | 1990 |
|
RU2007267C1 |
Фильтр содержит две одинаковые части (1, 2), в которых выполнены конические с расширением к внутренней части фильтра отверстия (4). Части фильтра соединены между собой с образованием внутренней полости. Каждая часть имеет юбку на половине внешней стороны окружности и выполнена из стержневой плакированной смеси. Обеспечивается качественная очистка металла, уменьшение стоимости фильтра. 2 ил.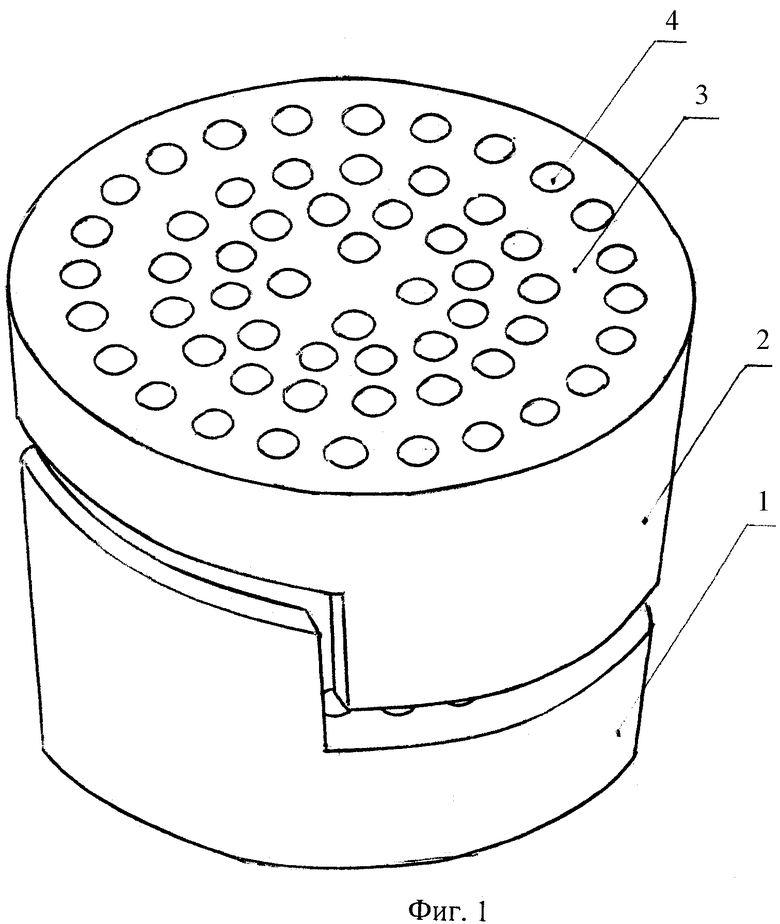
Фильтр для фильтрации металла, состоящий из двух одинаковых частей, в которых выполнены отверстия, при этом части соединены между собой с образованием внутренней полости, отличающийся тем, что части выполнены из стержневой плакированной смеси, и каждая часть имеет юбку на половине внешней стороны, а отверстия выполнены коническими с расширением к внутренней части фильтра.
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2288286C2 |
| И-образный тягомер | 1939 |
|
SU64629A1 |
| US 5603373 A, 18.02.1997 | |||
| US 4721567 A, 26.01.1988. | |||

