Изобретение относится к металлургии цветных и черных металлов и может быть использовано для рафинирования расплавленного металла от газообразных и твердых неметаллических примесных включений.
Повышение чистоты металла по неметаллическим включениям, их измельчение и изменение формы благоприятно влияют на повышение уровня и изотропности готового проката. Для этой цели при рафинировании металлов широко используются комбинированные методы, сочетающие различные виды предварительной обработки с фильтрацией.
Известен способ фильтрующего рафинирования, являющегося дополнительным, например, к вакуумному рафинированию и используемый, в частности, при фильтрации сталей и сплавов (В.А. Калмыков и др. Физико-химические основы процессов производства стали. М., Металлургия, 1979, с.192-196). Суть способа заключается в пропускании металлического расплава через фильтрующее устройство, в котором происходит отделение частиц неметаллической фазы с последующим закреплением их на развитой поверхности фильтра.
В качестве фильтрующего элемента наиболее эффективно применяется высокопористый пенокерамический материал, изготовленный пропиткой вспененного полиуретана керамической суспензией с последующим выдавливанием ее излишка, сушкой и обжигом изделия. В качестве основы керамического материала используются высокоглиноземистые огнеупоры, в частности оксид алюминия. Структура пенокерамических фильтров (ПКФ) обеспечивает эффективную очистку расплава по механизму глубинной фильтрации при невысоких потерях напора.
Однако известные и используемые в промышленных масштабах фильтры обеспечивают очистку в основном от крупных включений. Для тонкой очистки необходимо уменьшение такой структурной характеристики ПКФ, как размер ячейки (поры), что создает хорошие предпосылки для работы фильтра за счет роста площади внутренней поверхности, но, с другой стороны, приводит к преждевременной блокаде ячеек, снижению пропускной способности, что, в конечном итоге, снижает выход годного продукта.
Другой характеристикой, влияющей на фильтрацию, является высота фильтра.
Для эффективной фильтрации необходим правильный выбор соотношения между этими характеристиками.
Известен и взят в качестве прототипа способ промышленной фильтрации с использованием фильтра высотой 20-22 мм при среднем диаметре ячейки 2-3 мм (В. Н. Анциферов, С. Е. Порозова. Высокопористые проницаемые материалы на основе алюмосиликатов. Пермь, изд-во Пермского технич. ун-та, 1996, с.150).
Однако использование фильтров с таким размером ячейки снижает рафинирующий эффект: не оказывает заметного влияния на очистку расплавов от тонкодисперсных включений, не способствует достаточной очистке от крупных включений и не позволяет получить мелкозернистую структуру слитков. Все это ухудшает качество получаемого металла.
Улавливание неметаллических включений пенокерамическими фильтрами идет частично за счет поверхностного фильтрования, а в основном за счет объемного фильтрования по адгезионному механизму, когда осаждение частиц происходит на внутренней поверхности канала фильтрующей среды в результате инерционного смещения, зацепления, седиментации или диффузии. Но наибольший рафинирующий эффект достигается не только за счет улавливания, но и за счет обработки, например диспергирования, проходящих через фильтр включений, что в результате приводит к уменьшению доли крупных включений в спектре их распределения по размерам. Такая обработка возможна за счет изменения параметров фильтрующих узлов, например изменения диаметра ячейки по высоте фильтра.
Технической задачей изобретения является получение слитков металла повышенного качества способом фильтрующего рафинирования и желательно без излишнего усложнения фильтрующего устройства.
Техническое решение достигается тем, что используется фильтр, разделенный по высоте на фильтрующие слои с разным диаметром ячеек (пор), причем вначале фильтрование идет через слой с большим диаметром ячеек, а затем - через слой с меньшим диаметром, высота же фильтра по сравнению с ранее использовавшимися не увеличивается.
Такой фильтр получали пропиткой керамическим шликером разноячеистых листов проницаемого полиуретана, их последующим соединением с фиксацией, сушкой и обжигом. Получающееся соединение характеризуется хорошим сцеплением. При этом граница между разными слоями размывается вследствие взаимного проникновения пор, что способствует плавному переходу от одного слоя к другому и не вызывает резкого снижения скорости потока расплавленного металла.
Использование такого фильтра снижает проскок тонкодисперсных включений в образующийся слиток, особенно в начальный период фильтрации, до образования кекового слоя на поверхности неметаллических включений, а в условиях вакуума за счет разделения потока расплава на более тонкие струи происходит дополнительная дегазация металла.
Выбор толщины отдельных слоев фильтра и диаметр ячейки в них обусловлен следующим. Первый слой, который обращен к расплаву, выбрали с диаметром ячейки на уровне используемого в промышленном масштабе - 2-4 мм, диаметр же ячейки второго слоя для получения максимального рафинирующего эффекта необходимо выбирать минимальным. Однако при значениях диаметра менее 1,0 мм время истечения увеличивается в несколько раз, что ухудшает условия кристаллизации, а значит и качество слитков. Поэтому минимально возможный диаметр ячейки второго слоя - 1,0-1,5 мм.
Толщина первого слоя, в котором происходит улавливание большей части включений, должна превышать толщину второго слоя, к тому же значительная толщина второго слоя ухудшает условия истечения расплава: увеличивает время и приводит к преждевременной блокаде ячеек. Испытания показали, что значительное ухудшение условий истечения начинается с толщины второго слоя более 4 мм. Так, при толщине уже в 5-6 мм время истечения увеличивается в 3-4 раза, что существенно для условий кристаллизации, и при этом весь расплав из тигля не сливался. Поэтому максимально допустимая толщина второго слоя была выбрана в 3-4 мм. Кроме того, второй слой обладает повышенной механической стойкостью к потоку расплава и это приводит к возможности снижения общей толщины фильтра без ухудшения его механических свойств. Поэтому общая толщина фильтра была выбрана размером 18-20 мм, из которых второй мелкоячеистый слой выбран толщиной в 3-4 мм, а остальное приходится на первый слой.
При анализе патентных и научно-технических источников не выявлено технических решений, обладающих всей совокупностью существенных признаков заявляемого способа обработки расплавов металлов на двухслойном разноячеистом керамическом фильтре.
Для повышения эффективности таких факторов фильтрации, как рафинирующий эффект, выход годного, улучшения структуры получающегося металла, кроме подбора параметров фильтра, важен и выбор его оптимального расположения в литниковой системе, что способствует рациональному распределению циркуляционных потоков при заполнении изложницы. С этой целью фильтр выполняли в виде цилиндрического диска под размер полости в литниковой системе, что обеспечивало его жесткую фиксацию, не допускающую проливов. Для обеспечения стабильного напора фильтруемого металла, уменьшения времени фильтрации фильтр располагали непосредственно под уровнем расплава.
На фиг.1 изображено размещение фильтра (3) в литниковой системе. В состав литниковой системы, в частности, входят расположенные в нижней части гранитового тигля (4) сливной стакан (1) со сбиваемым по окончании плавки хвостовиком и распределительная сетка (2).
Промышленные испытания способа проводились на индукционной печи с донным разливом металла из гранитового тигля, причем корпус печи с тиглем, литниковая система и изложница находились под вакуумом.
Использовался пенокерамический фильтр, изготовленный из окиси алюминия, диаметром 95-100 мм. Это фильтр разового использования.
Съемку микроструктуры проводили на микроскопе МИМ-8М, количественную оценку неметаллических включений проводили на микроскопе ММР-4Р по методике Глаголева.
Пример 1. Испытания проводились при фильтрации урана после его вакуумного рафинирования и соответствующего ТУ 001.145-85-ЛУ.
Использовался двухслойный фильтр толщиной 18-20 мм, причем первый слой, обращенный к расплаву, имел толщину 15-16 мм и размер пор 2-4 мм, а второй слой при толщине 3-4 мм имел размер пор 1,0-1,5 мм.
Для сравнения проводилось фильтрование с использованием однослойного пенокерамического фильтра с размером ячейки 2-3 мм и толщиной 20-22 мм.
Т. к. для конечной продукции из урана - тепловыделяющих элементов (ТВЭЛов) важно знать не только общее содержание неметаллических включений, но и распределение их по высоте и сечению получаемого слитка, то проводился пробоотбор и последующий анализ на содержание примесей с разных частей получающегося слитка.
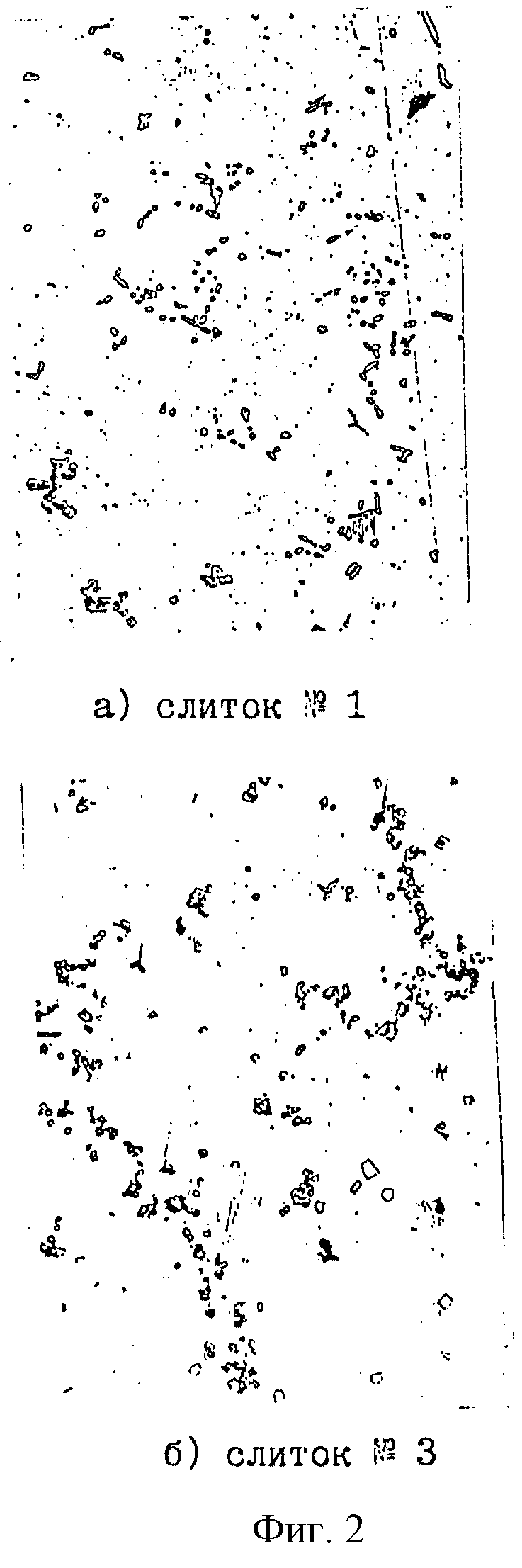
В результате испытаний с использованием двухслойного фильтра получены слитки 1 и 2, а с использованием однослойного фильтра - слитки 3 и 4. Время слива расплавленного металла для слитков 1 и 2 - 90-100 с, а для одинаковой массы слитков 3 и 4 - 75-80 с.
Объемная доля неметаллических включений по высоте и диаметру слитков представлена в таблице.
На Фиг.2 представлены фотографии (•200) микроструктуры распределения неметаллических включений с одинаковых частей слитков 1 и 3.
Результаты испытаний показали, что неметаллические включения представлены в основном карбидами, нитридами и скоплениями сложных оксикарбонитридов, встречаются также окисные загрязнения и поры.
Количественное содержание неметаллических включений в слитках 1 и 2 (средние значения 2,1% и 2,4%) значительно ниже, чем в слитках 3 и 4 (средние значения 3,0% и 3,3%).
Сравнительное исследование показывает, что распределение включений в объеме слитка от плавок 1 и 2 равномерное, включения более мелкие, окисные загрязнения менее сконцентрированы.
На предприятии-потребителе рафинированного урана проведена поплавочная разбраковка изделий, изготовленных из металла от плавок 1 и 2 и от плавок 3 и 4. По результатам приборного ультразвукового и индукционного вихретокового контроля установлено, что общий брак изделий от плавок 1 и 2 на 50% ниже, чем у изделий от плавок 3 и 4.
Пример 2. Испытания проводились при фильтрации деформируемого алюминиевого сплава, близкого по составу к сплаву Д16. При испытаниях использовались такие же, что и в примере 1, двухслойные и однослойные фильтры.
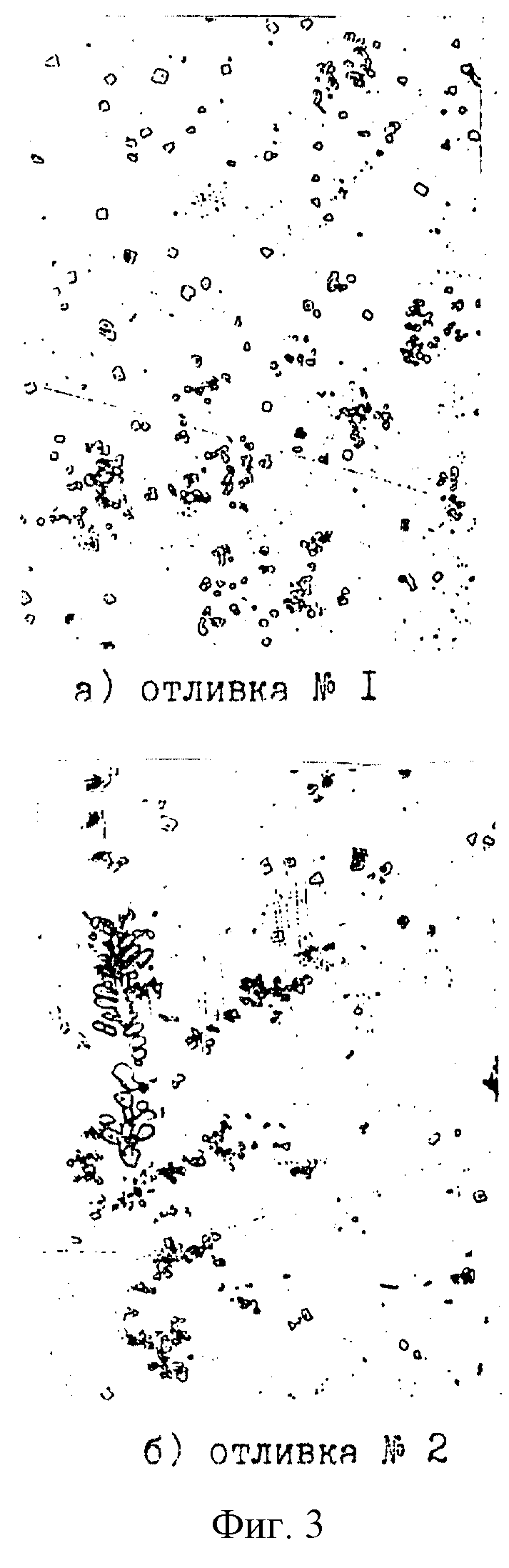
В результате испытаний с использованием заявляемого двухслойного фильтра получена отливка 1, а с использованием однослойного фильтра - отливка 2.
Для изготовления микрошлифов и последующего анализа вырезали образцы из одинаковых точек средней части отливок, полученных с использованием сравниваемых фильтров.
По результатам анализов объемная доля неметаллических включений в отливке 1 составила 5,7%, а в отливке 2 - 8,5%.
Фотографии (• 200) микрошлифов сплава представлены на фиг.3.
Можно отметить влияние различных фильтров на размер зерна: средний размер зерна сплава в отливке 1 составляет 16,8 мкм, а в отливке 2 - 23,8 мкм.
Для определения механических характеристик сплава цилиндрические образцы испытывали на растяжение на разрывной машине "Инстрон". Временное сопротивление образца от отливки 1 - 175 МПа, отливки 2 - 153 МПа, относительное удлинение для отливки 1 - 10,8%, отливки 2 - 7,1%.
Использование двухслойного пенокерамического фильтра изменяет размер, форму и общее содержание неметаллических включений при улучшении механических характеристик сплава.
В настоящее время на ОАО ЧМЗ заканчиваются опытно-промышленные испытания заявляемого способа с положительными результатами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСЛОЙНЫЙ ПОРИСТЫЙ ПЕНОКЕРАМИЧЕСКИЙ ФИЛЬТР ДЛЯ ПЕРЕГОРОДКИ ПРОМЕЖУТОЧНОГО КОВША МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2020 |
|
RU2739897C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2090639C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ, ЛЕГИРОВАННЫХ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2014 |
|
RU2572117C1 |
| ФИЛЬТР ДЛЯ ФИЛЬТРАЦИИ МЕТАЛЛА | 2009 |
|
RU2419506C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| Способ производства жаропрочных сплавов на основе никеля (варианты) | 2017 |
|
RU2682266C1 |
| Устройство для модифицирования и рафинирования металлических расплавов | 1990 |
|
SU1773556A1 |
| СПОСОБ РАФИНИРОВАНИЯ НИОБИЯ | 1997 |
|
RU2114928C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| ФЛЮС ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ, МОДИФИЦИРОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2003 |
|
RU2230809C1 |

Изобретение может быть использовано для очистки расплавов цветных и черных металлов от газообразных и твердых неметаллических включений. После осуществления вакуумного рафинирования расплав сливают в изложницу через двухслойный пенокерамический фильтр. Размер пор верхнего слоя фильтра больше размера пор нижнего слоя. В первом слое происходит улавливание большей части включений, поэтому толщину первого слоя выбирают большей, чем толщину второго слоя. В нижнем слое улавливают тонкодисперсные включения. Размер пор подбирают из условия получения максимального рафинирующего эффекта. Обеспечивается улучшение механических характеристик сплава. 2 з.п.ф-лы, 3 ил, 1 табл.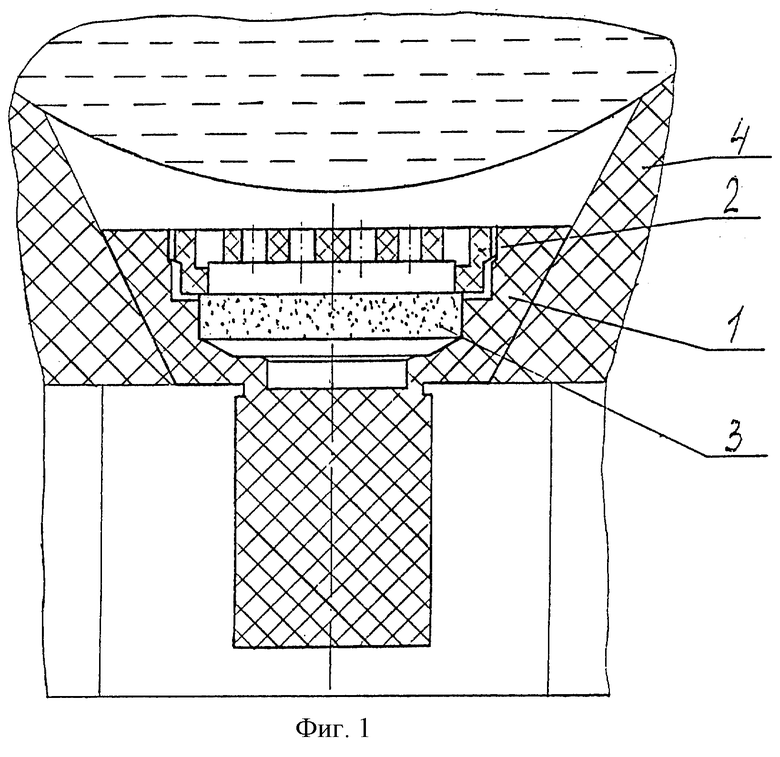
| АНЦИФЕРОВ А.Н., ПОРОЗОВА С.Е | |||
| Высокопористые проницаемые материалы на основе алюмосиликатов | |||
| - Пермь: Пермский технический университет, 1996, с.150 | |||
| КАЛМЫКОВ В.А | |||
| и др | |||
| Физико-химические основы процессов производства стали | |||
| - М.: Металлургия, 1979, с.192-196 | |||
| US 4394271, 19.07.1983 | |||
| Керамический фильтр для литейных форм | 1975 |
|
SU532456A1 |
| ПОРИСТАЯ КЕРАМИЧЕСКАЯ СТРУКТУРА | 1992 |
|
RU2022039C1 |

