Изобретение относится к способам продольной резки ленточного материала и может быть использовано в производстве проволоки веерным способом.
Известен способ продольной резки ленточного материала многодисковыми ножницами, при котором ленточный материал пропускают между чередующимися верхними и нижними дисками, установленными на параллельных валах ножниц (Блок беззазорной резки рулонного материала, RU 2118237, B23D 19/06, 1998). На каждом валу поочередно установлены неподвижные в продольном направлении диски, а также диски, имеющие возможность перемещения вдоль вала. Посредством специальных механизмов каждый подвижный диск одного вала перемещают в направлении к соседнему неподвижному диску второго вала, благодаря чему обеспечивается соприкосновение режущих кромок соседних дисков и устраняются зазоры между ними.
Наличие большого числа деталей, посредством которых производится выборка зазоров, существенно усложняет конструкцию ножниц. Кроме того, из-за необходимости размещения механизмов выборки зазоров недостаточны технологические возможности способа резки в части получения узких полосок. Для данного способа также характерно повышенное трение при резке и, соответственно, повышенная потребляемая мощность и износ дисков.
Наиболее близким является способ продольной резки ленточного материала многодисковыми ножницами, заключающийся в том, что ленточный материал пропускают между чередующимися верхними и нижними дисками, установленными на параллельных валах ножниц, причем каждый диск выполнен составным из двух дисков тарельчатой формы, установленных так, что в паре они образуют тарельчатую пружину, а выборку зазоров обеспечивают посредством сжатия набора дисков, установленных на каждом валу, в осевом направлении.
Минимальная ширина отрезаемых полосок равна толщине составного режущего диска в очаге деформации, поэтому способ позволяет осуществлять резку полосового материала на полоски шириной около 1,6 мм (Многодисковые ножницы, RU 2148479, B23D 19/06, 2000).
Каждая отрезаемая полоска, отклоняющаяся при резке вверх, оказывается защемленной между боковыми поверхностями сжатых между собой соседних дисков верхнего вала, а каждая полоска, отклоняемая вниз, будет защемлена между боковыми поверхностями сжатых между собой соседних дисков нижнего вала. Это приводит, во-первых, к увеличению трения при резке, соответственно возрастают потребляемая ножницами мощность и износ дисков. Во-вторых, освобождение зажатых таким образом полосок обеспечивается тянущим усилием намоточного барабана или иного тягового органа, расположенного после ножниц по ходу технологического процесса. При большой ширине полосок (1,6 мм и более) их прочность достаточна для восприятия такого усилия, но при малой ширине неизбежны обрывы полосок, приводящие к браку продукции и необходимости остановки процесса. Поэтому дальнейшее уменьшение ширины полосок при данном способе резки невозможно.
Техническим результатом изобретения является расширение технологических возможностей способа резки, а именно обеспечение возможности резки полосового материала на узкие полоски, вплоть до ширины 0,1 мм. Это позволяет использовать данный способ, например, для изготовления заготовок квадратного сечения, используемых в производстве тонкой и супертонкой проволоки при минимальной последующей обработке, необходимой лишь для придания ей круглого сечения.
Это достигается тем, что при осуществлении способа резки ленточного материала многодисковыми ножницами, заключающегося в том, что ленточный материал пропускают между чередующимися верхними и нижними дисками ножниц, причем диски сжимают для выборки зазоров, согласно изобретению диски сжимают посредством нажатия на обращенную наружу боковую поверхность двух крайних дисков ножниц в зоне перекрытия верхних и нижних дисков и вблизи от линии соприкосновения режущих кромок дисков.
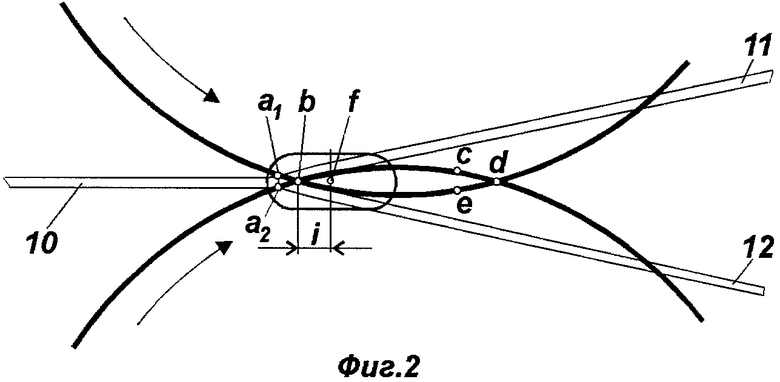
Сущность изобретения поясняется чертежами, где на фиг.1 схематично показаны многодисковые ножницы, на фиг.2 - то же, в плане.
Ножницы содержат два горизонтальных параллельных вала 1 и 2, на которых закреплены соответственно наборы режущих дисков 3 и 4. Промежуточные и прижимные кольца ножниц, а также средства крепления режущих дисков на валу на чертежах не показаны. Устройство для выборки зазоров состоит из двух роликов 5 и 6, установленных с возможностью свободного вращения на вертикальных осях 7. Оси 7 могут перемещаться в направлении, показанном на чертежах стрелкой, под действием прижимающего усилия. Ролики 5 и 6 взаимодействуют с наружной боковой поверхностью 8 и 9 крайнего диска. В примере, показанном на чертежах, крайними являются один диск, установленный на верхнем валу (слева на фиг.1), и другой диск, установленный на нижнем валу (справа на фиг.1). Ролики касаются дисков в зоне их перекрытия, ограниченной линиями bcd и bed на фиг.2, а именно в точке f, расположенной вблизи (на расстоянии i) от линии, проходящей через точки b соприкосновения режущих кромок соседних дисков. Устройство для выборки зазоров может иметь другую конструкцию, обеспечивающую локальное сжатие дисков между собой вблизи зоны резки.
При поступлении ленточного материала 10 к ножницам режущие диски 3 и 4 вступают с ним в контакт в точках a 1 и a 2, после чего начинается резка материала. Резка заканчивается на линии соприкосновения режущих кромок (точка b), после которой ленточный материал оказывается разделенным на полоски 11, отклоняемые дисками 4 вверх, и чередующиеся с ними полоски 12, отклоняемые дисками 3 вниз. При осуществлении резки к роликам 5 и 6 прикладывают усилие, вследствие чего части дисков, расположенные между роликами, плотно прижимаются друг к другу. Диск, имея небольшую толщину, обладает гибкостью, вследствие чего уплотнение оказывается локальным и не распространяется на всю площадь диска. В то же время в близлежащей зоне a 1 a 2b, в которой осуществляется резка, происходит выборка зазоров между кромками режущих дисков, чем обеспечивается требуемое качество резки. Выходя из-под прижимающего действия роликов 5 и 6, упомянутые части дисков восстанавливают первоначальное состояние, т.е. несколько расслабляются, отходят друг от друга, освобождая расположенные между ними полоски 11 и 12. Трение между полосками и боковыми поверхностями дисков уменьшается, вследствие чего снижается потребляемая ножницами мощность и износ дисков, а полоски достаточно свободно выходят из ножниц. Способ позволяет, например, резать стальную ленту толщиной 0,1 мм на полоски шириной 0,1 мм, т.е. получать заготовки квадратного сечения, используемые затем для производства тонкой проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2009 |
|
RU2419523C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2010 |
|
RU2428284C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2086364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2106214C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| НАКОПИТЕЛЬ ЛЕНТЫ В.Н. СТАЗАЕВА | 2011 |
|
RU2467814C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
Изобретение относится к машиностроению и может быть использовано для резки ленточного материала многодисковыми ножницами на узкие полоски. Способ включает пропускание ленточного материала между чередующимися верхними и нижними дисками ножниц. Для выборки зазоров диски сжимают посредством нажатия на обращенную наружу боковую поверхность двух крайних дисков ножниц в зоне перекрытия верхних и нижних дисков и вблизи от линии соприкосновения их режущих кромок. Уменьшаются трение при резке и потребляемая мощность, снижается износ дисков. 2 ил.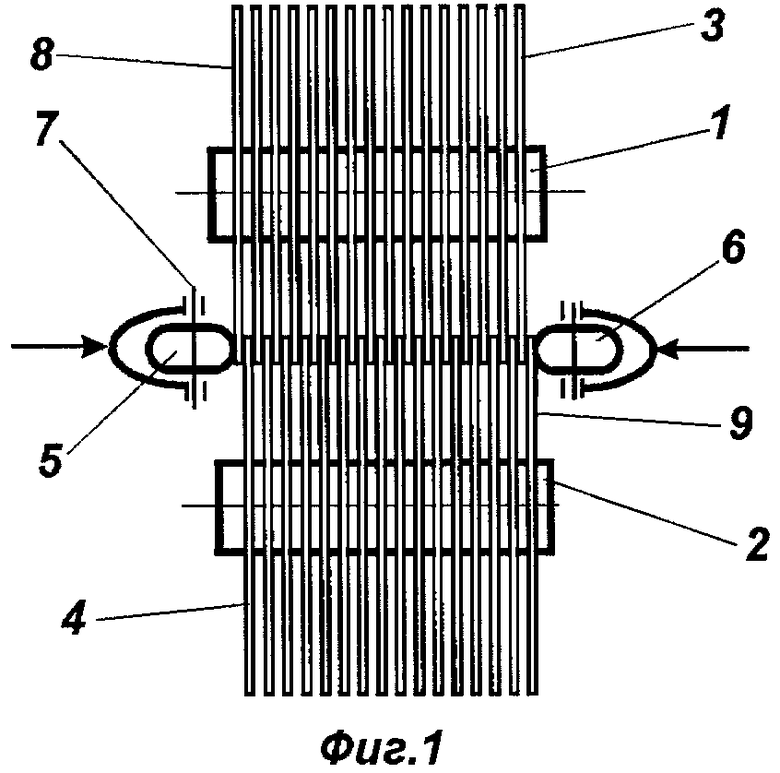
Способ резки ленточного материала многодисковыми ножницами, включающий пропускание ленточного материала между чередующимися верхними и нижними дисками ножниц, при этом для выборки зазоров диски сжимают, отличающийся тем, что диски сжимают посредством нажатия на обращенную наружу боковую поверхность двух крайних дисков ножниц в зоне перекрытия верхних и нижних дисков и вблизи от линии соприкосновения их режущих кромок.
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| Дисковые двухпарные ножницы | 1983 |
|
SU1138264A1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| РАСТВОР ДЛЯ УДАЛЕНИЯ ПОЛИМЕРНЫХ КОЛЬМАТИРУЮЩИХ ОБРАЗОВАНИЙ | 1992 |
|
RU2042805C1 |

