Изобретение относится к оборудованию для продольной резки ленточного материала и может быть использовано в производстве проволоки веерным способом.
Известны многодисковые ножницы для продольной резки рулонного материала, состоящие из двух вращающихся синхронно навстречу друг другу валов с расположенными на них вращающимися в плоскости резания неподвижными относительно оси вала дисками, а также подпружиненными дисками, выполненными с возможностью перемещения вдоль оси вала таким образом, что их рабочие кромки взаимодействуют с рабочими кромками неподвижных дисков соседнего вала. Подвижные и неподвижные диски установлены на валах, чередуясь. В ножницах имеются механизмы, обеспечивающие перемещение подвижных дисков в сторону соседнего неподвижного диска второго вала, благодаря чему обеспечивается соприкосновение режущих кромок соседних дисков и устраняются зазоры между ними (RU 2118237, B23D 19/06, 1998).
Данные ножницы характеризуются высокой сложностью, невозможностью получения полосок шириной менее 4 мм, высоким трением при резке, повышенной потребляемой мощностью и износом дисков.
Наиболее близкими являются многодисковые ножницы для продольной резки ленточного материала, содержащие чередующиеся верхние и нижние диски, установленные на параллельных валах, причем каждый диск выполнен составным из двух дисков тарельчатой формы, установленных так, что в паре они образуют тарельчатую пружину. Выборку зазоров обеспечивают посредством сжатия набора дисков, установленных на каждом валу, в осевом направлении. Минимальная ширина отрезаемых полосок равна толщине составного режущего диска в очаге деформации, поэтому ножницы позволяют осуществлять резку полосового материала на полоски шириной около 1,6 мм (RU 2148479, B23D 19/06, 2000).
Каждая отрезаемая полоска, отклоняющаяся при резке вверх, оказывается защемленной между боковыми поверхностями сжатых между собой соседних дисков верхнего вала, а каждая полоска, отклоняемая вниз, будет защемлена между боковыми поверхностями сжатых между собой соседних дисков нижнего вала. Это приводит, во-первых, к увеличению трения при резке, соответственно возрастают потребляемая ножницами мощность и износ дисков. Во-вторых, освобождение зажатых таким образом полосок обеспечивается тянущим усилием намоточного барабана или иного тягового органа, расположенного после ножниц по ходу технологического процесса. При малой ширине и прочности полосок неизбежны их обрывы, приводящие к браку продукции и необходимости остановки процесса.
Техническим результатом изобретения является уменьшение трения при резке.
Предложены многодисковые ножницы, содержащие чередующиеся верхние и нижние диски, установленные на параллельных валах, а также средство для выборки зазоров, оснащенные первой парой роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности крайних дисков ножниц вблизи от зоны резки, второй и третьей парами роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности соответственно крайних верхних дисков и крайних нижних дисков вблизи от точки выхода полосок, отклоненных соответственно вверх и вниз, из промежутка между соседними дисками, а также механизмов встречного перемещения роликов в каждой паре.
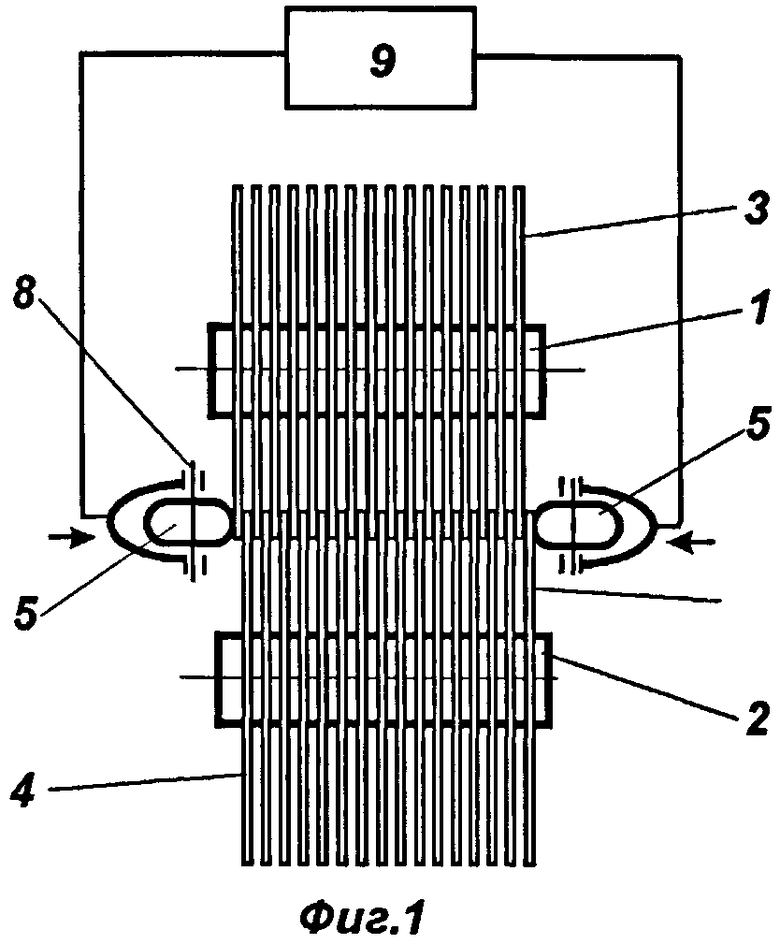
Сущность изобретения поясняется чертежами, где на фиг.1 и 2 схематично показаны многодисковые ножницы, на фиг.3 - то же, в плане.
Ножницы содержат два горизонтальных параллельных вала 1 и 2, на которых закреплены соответственно наборы режущих дисков 3 и 4. Промежуточные и прижимные кольца ножниц, а также средства крепления режущих дисков на валу на чертежах не показаны. В трех парах роликов 5, 6 и 7 ролики установлены с обеих сторон ножниц с возможностью свободного вращения на осях 8 и поджатая к свободным боковым поверхностям крайних дисков посредством механизмов 9, 10 и 11. Средством для выборки зазоров является первая пара роликов 5, которая касается дисков в точке 12, расположенной вблизи зоны резания 13. В примере, показанном на фиг.1, это крайний левый диск 3 и крайний правый диск 4. Вторая пара роликов 6 касается верхних дисков 3 вблизи от точки 14 выхода полосок 15, отклоненных вверх, из междисковых промежутков верхних дисков. Третья пара роликов 7 касается нижних дисков 4 вблизи от точки 16 выхода полосок 17, отклоненных вниз, из междисковых промежутков нижних дисков. Оси 8 роликов 6 и 7 установлены в радиальном направлении по отношению к дискам 3 и 4 соответственно, что обеспечивает качение роликов по поверхности вращающихся дисков без скольжения.
Перемещением роликов 5 во встречном направлении механизмом 9 осуществляется сжатие всего набора чередующихся верхних и нижних дисков, при этом происходит выборка зазоров и его локальное уплотнение непосредственно в зоне резания 13 и вблизи нее, так что режущие кромки соседних дисков 3 и 4 плотно прижаты друг к другу. Этим обеспечивается необходимое качество резки при поступлении ленточного материала 18 к ножницам. Полученные при резке чередующиеся полоски 15 и 17 отклоняются вверх и вниз и далее располагаются в междисковых промежутках соседних дисков.
Пара роликов 6, перемещаемых встречно механизмом 10, осуществляет локальное сжатие верхних дисков 3 вместе с расположенными в их промежутках полосками 15 по линии 19 на фиг.2, вследствие чего возникают тангенциальные силы трения F, способствующие отгибанию полосок 15 вверх. Пара роликов 7, перемещаемых встречно механизмом 11, осуществляет локальное сжатие нижних дисков 4 вместе с расположенными в их промежутках полосками 17 по линии 20 на фиг.2, вследствие чего возникают тангенциальные силы трения F, способствующие отгибанию полосок вниз. Таким образом осуществляется более быстрое выведение полосок 15 и 17 из зоны резания и из локальной зоны сжатия, создаваемой парой роликов 5, что приводит к уменьшению усилия резки. Степень отгибания может регулироваться изменением положения пар роликов 6 и 7 и величины усилия сжатия, создаваемого механизмами 10 и 11.
Трение между полосками и боковыми поверхностями дисков вне локальных зон действия пар роликов минимально, поэтому существенного влияния на процесс резки ленточного материала оно не оказывает. Наиболее эффективно применение данных многодисковых ножниц при производстве очень узких полосок, поскольку тонкие режущие диски обладают достаточной гибкостью для осуществления локальных воздействий. Ножницы позволяют, например, резать стальную ленту толщиной 0,1 мм на полоски шириной 0,1 мм, т.е. получать заготовки квадратного сечения, используемые затем для производства тонкой проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТОЧНОГО МАТЕРИАЛА | 2009 |
|
RU2419522C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2010 |
|
RU2428284C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2086364C1 |
| НАКОПИТЕЛЬ ЛЕНТЫ В.Н. СТАЗАЕВА | 2011 |
|
RU2467814C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2106214C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |

Изобретение относится к оборудованию для продольной резки ленточного материала и может быть использовано в производстве проволоки веерным способом. Ножницы содержат чередующиеся верхние и нижние диски, установленные на параллельных валах, и снабжены первой парой роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности крайних дисков ножниц вблизи от зоны резки, второй и третьей парами роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности соответственно крайних верхних дисков и крайних нижних дисков вблизи от точки выхода полученных при резке полосок, отклоненных соответственно вверх и вниз, из промежутка между соседними дисками, а также механизмами встречного перемещения роликов в каждой паре. Уменьшается трение при резке ленточного материала на узкие полоски. 3 ил.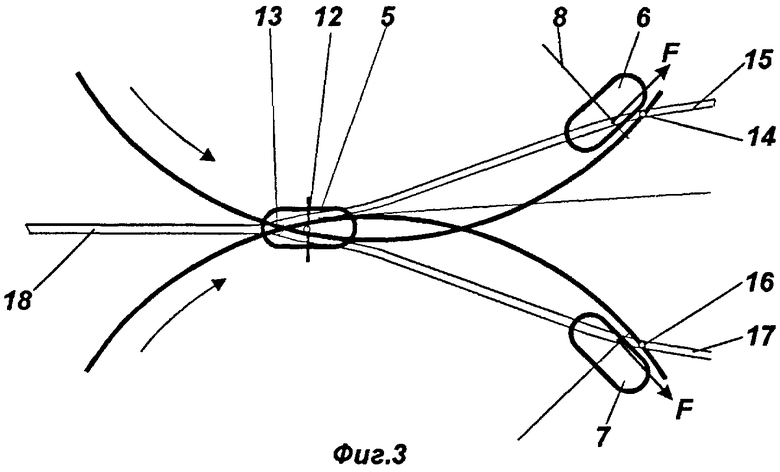
Многодисковые ножницы, содержащие чередующиеся верхние и нижние диски, установленные на параллельных валах, отличающиеся тем, что они оснащены первой парой роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности крайних дисков ножниц вблизи от зоны резки, второй и третьей парами роликов, установленных с обеих сторон ножниц с возможностью прижатия к наружной боковой поверхности соответственно крайних верхних дисков и крайних нижних дисков вблизи от точки выхода полученных при резке полосок, отклоненных соответственно вверх и вниз из промежутка между соседними дисками, а также механизмами встречного перемещения роликов в каждой паре.
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОННОГО ИЛИ ЛИСТОВОГО МАТЕРИАЛА НА ПРОДОЛЬНЫЕ ПОЛОСЫ | 2000 |
|
RU2176177C2 |
| Устройство для подачи проволоки | 1976 |
|
SU590100A1 |

