Г4
1 2
00 00
ю
о:
4
7-8 7-8 9-70 9-Ю Фиг. 1
2. Ножницы по п. 1, отличающиеся тем, что конец горизонтальной штанги со стороны узла зажима выполнен с лыской, а узел зажима - в виде корпуса с крышкой, направляющих, размещенных на крышке с внутренней стороны, самоустанавливающейся опоры для горизонтальной штанги, смонтированной на основании корпуса, двух клиновых механизмов с роликами, каждый из которых включает 1спиновидный вкладыш, установленный в направляющих крышки, зажимную подпружиненную приводную губку, установленную с возможностью взаимодействия с лыской горизонтальной штанги, и ролика установленного
в зажимной губке с возможностью взаимодействия с клиновидным вкладышем.
3.Ножницы по пп. 1 и 2, отличающиеся тем, что привод зажимных губок выполнен в виде винтовых пар с правой и левой резьбой.
4.Ножницы по п. i, отличающиеся тем, что каждый механизм выборки зазоров в винтовых парах привода перемещения станин режущих механизмов выполнен в виде неподвижно установленных на вилке центральных двухскосных клиньев и охватывающих их подпружиненных относительно вилки клиньев.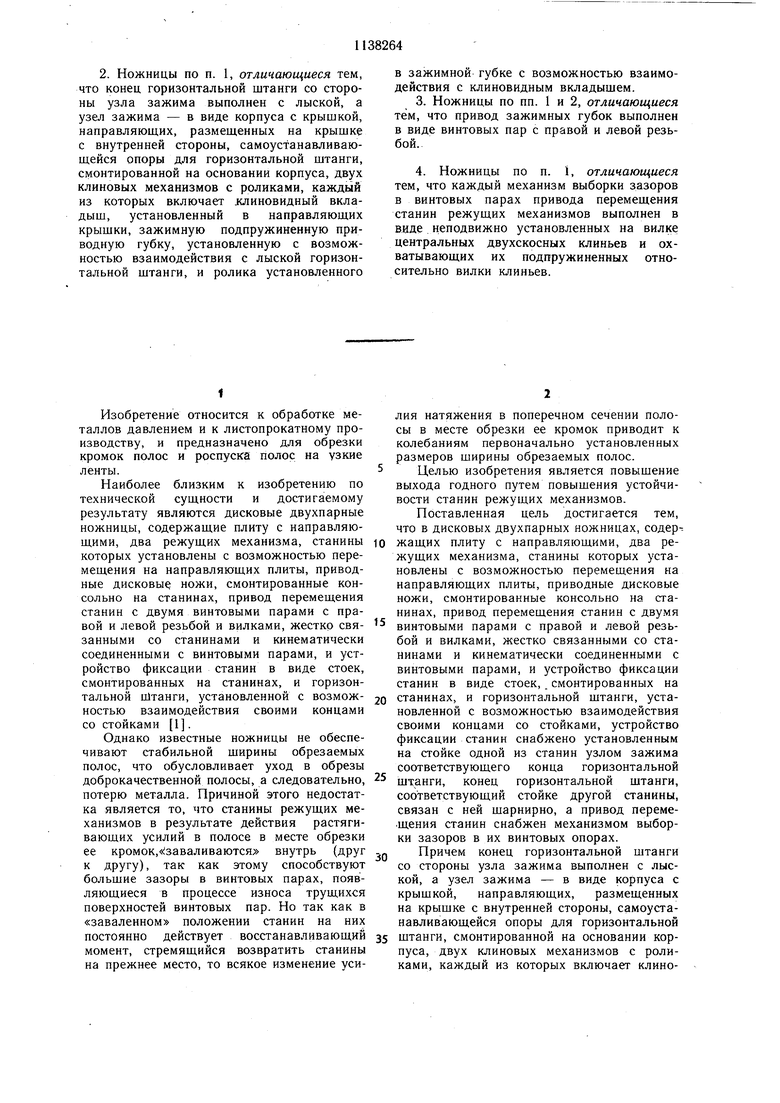
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| Дисковые двухпарные ножницы | 1988 |
|
SU1699724A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
1. ДИСКОВЫЕ ДВУХПАРНЫЕ НОЖНИЦЫ, содержащие плиту с направляюш,ими, два режущих механизма, станины которых установлены с возможностью перемещения на направляющих плиты, приводные дисковые ножи, смонтированные консольно на станинах, привод перемещения станин с двумя винтовыми парами с правой и левой резьбой и вилками, жестко связанными со станинами и кинематически соединенными с винтовыми парами, и устройство фиксации станин в виде стоек, смонтированных на станинах, и горизонтальной щтанги, установленной с возможностью взаимодействия своими концами со стойками, отличающиеся тем, что, с целью повышения выхода годного путем повышения устойчивости станин режущих механизмов, устройство фиксации станин снабжено установленным на стойке одной из станин узлом зажима соответствующего конца горизонтальной штанги, конец гори§ зонтальной штанги, соответствующий стойке другой станины, связан с ней шарнирно, СП а привод перемещения станин снабжен механизмом выборки зазоров в их винтовых парах.
1
Изобретение относится к обработке металлов давлением и к листопрокатному производству, и предназначено для обрезки кромок полос и роспуска полос на узкие ленты.
Наиболее близким к изобретению по технической сущности и достигаемому результату являются дисковые двухпарные ножницы, содержащие плиту с направляющими, два режущих механизма, станины которых установлены с возможностью перемещения на направляющих плиты, приводные дисковые ножи, смонтированные консольно на станинах, привод перемещения станин с двумя винтовыми парами с правой и левой резьбой и вилками, жестко связанными со станинами и кинематически соединенными с винтовыми парами, и устройство фиксации станин в виде стоек, смонтированных на станинах, и горизонтальной Штанги, установленной с возможностью взаимодействия своими концами со стойками 1.
Однако известные ножницы не обеспечивают стабильной ширины обрезаемых полос, что обусловливает уход в обрезы доброкачественной полосы, а следовательно, потерю металла. Причиной этого недостатка является то, что станины режущих механизмов в результате действия растягивающих усилий в полосе в месте обрезки ее кромок,«;заваливаются внутрь (друг к другу), так как этому способствуют большие зазоры в винтовых парах, появляющиеся в процессе износа трущихся поверхностей винтовых пар. Но так как в «заваленном положении станин на них постоянно действует восстанавливающий момент, стремящийся возвратить станины на прежнее место, то всякое изменение усилия натяжения в поперечном сечении полосы в месте обрезки ее кромок приводит к колебаниям первоначально установленных размеров ширины обрезаемых полос.
Целью изобретения является повышение выхода годного путем повышения устойчивости станин режущих механизмов.
Поставленная цель достигается тем, что в дисковых двухпарных ножницах, содержаших плиту с направляющими, два режущих механизма, станины которых установлены с возможностью перемещения на направляющих плиты, приводные дисковые ножи, смонтированные консольно на станинах, привод перемещения станин с двумя
винтовыми парами с правой и левой резьбой и вилками, жестко связанными со станинами и кинематически соединенными с винтовыми парами, и устройство фиксации станин в виде стоек,. смонтированных на
станинах, и горизонтальной штанги, установленной с возможностью взаимодействия своими концами со стойками, устройство фиксации станин снабжено установленным на стойке одной из станин узлом зажима соответствующего конца горизонтальной
штанги, конец горизонтальной штанги, соответствующий стойке другой станины, связан с ней шарнирно, а привод перемещения станин снабжен механизмом выборки зазоров в их винтовых опорах.
Причем конец горизонтальной штанги со стороны узла зажима выполнен с лыской, а узел зажима - в виде корпуса с крышкой, направляющих, размещенных на крышке с внутренней стороны, самоустанавливающейся опоры для горизонтальной
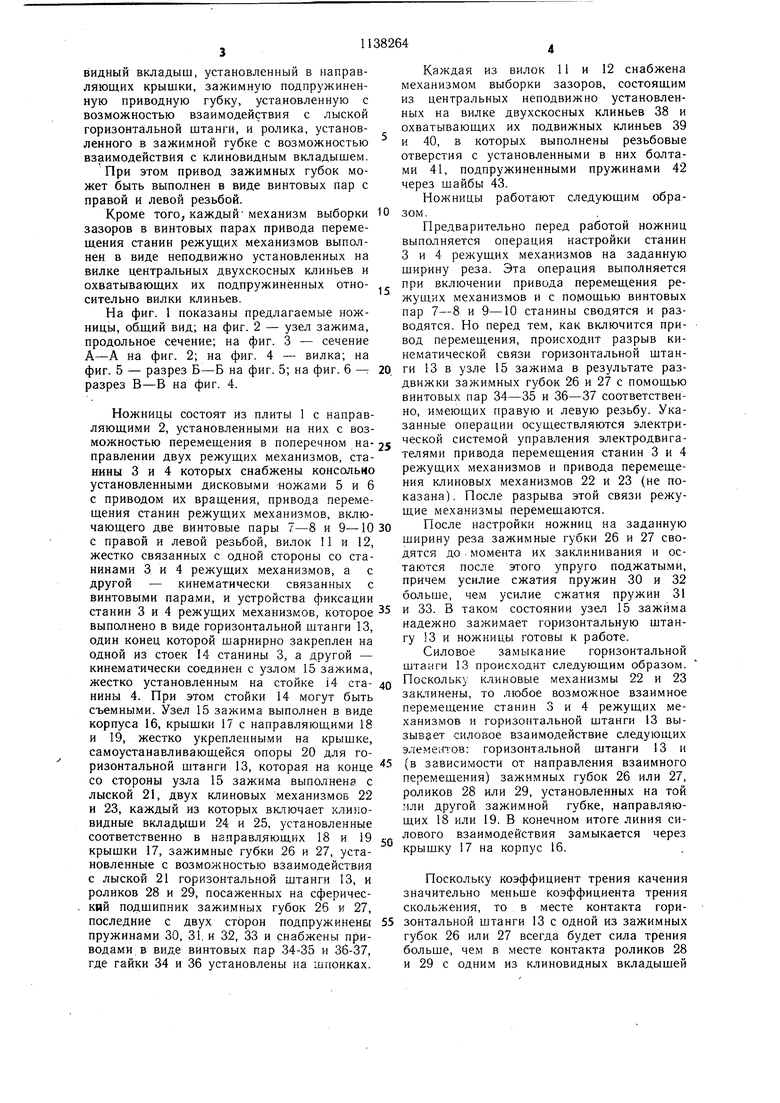
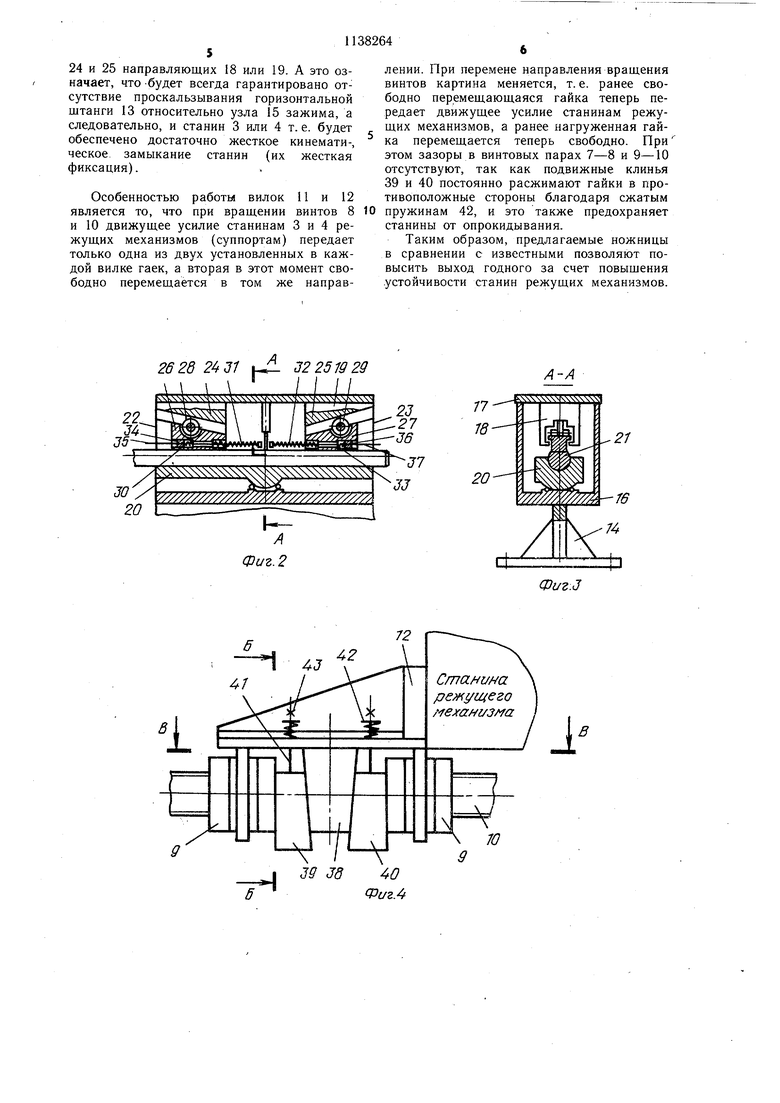
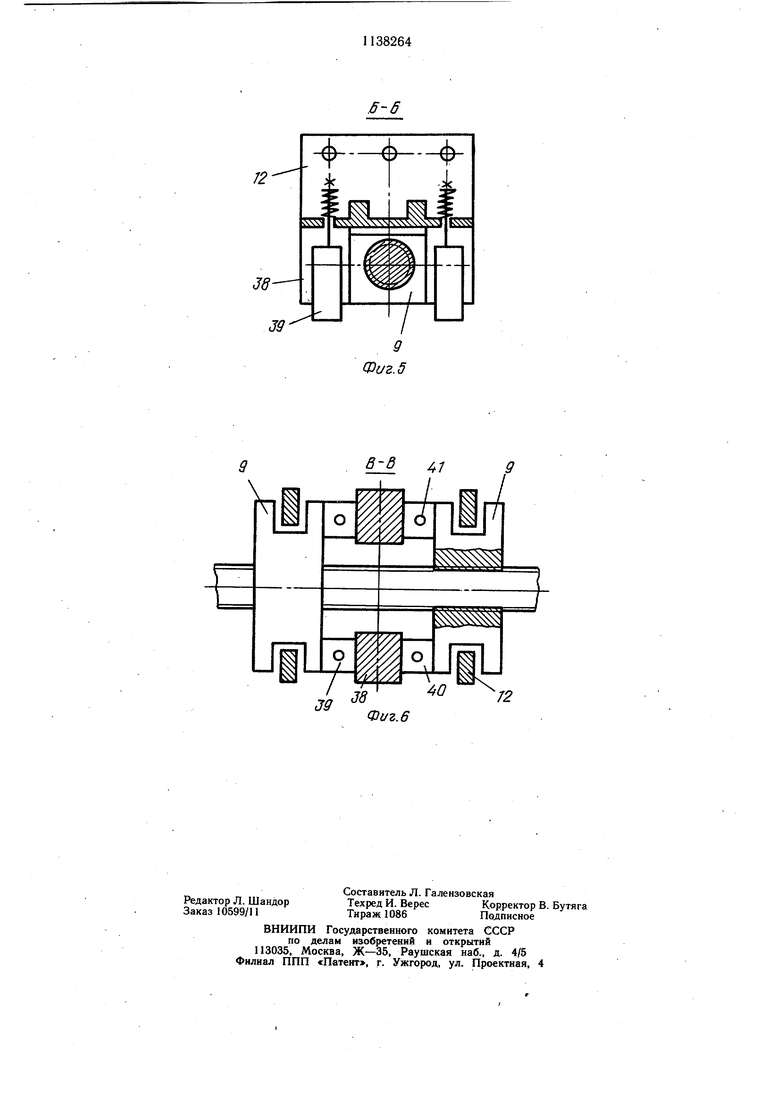
штанги, смонтированной на основании корпуса, двух клиновых механизмов с роликами, каждый из которых включает клиновидный вкладыш, установленный в направляющих крышки, зажимную подпружиненную приводную губку, установленную с возможностью взаимодействия с лыской горизонтальной штанги, и ролика, установленного в зажимной губке с возможностью взаимодействия с клиновидным вкладышем. При этом привод зажимных губок может быть выполнен в виде винтовых пар с правой и левой резьбой. Кроме того, каждыймеханизм выборки зазоров в винтовых парах привода перемещения станин режуших механизмов выполнен в виде неподвижно установленных на вилке центральных двухскосных клиньев и охватываюш.их их подпружиненных относительно вилки клиньев. На фиг. 1 показаны предлагаемые ножницы, об-щий вид; на фиг. 2 - узел зажима, продольное сечение; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вилка; на фиг. 5 - разрез Б-Б на фиг. 5; на фиг. б - разрез В-В на фиг. 4. Ножницы состоят из плиты 1 с направляющими 2, установленными на них с возможностью перемещения в поперечном направлении двух режущих механизмов, станины 3 и 4 которых снабжены консольно установленными дисковыми -ножами 5 и 6 с приводом их вращения, привода перемещения станин режущих механизмов, включающего две винтовые пары 7-8 и 9-10 с правой и левой резьбой, вилок 11 и 12, жестко связанных с одной стороны со стаНинами 3 и 4 режущих механизмов, а с другой - кинематически связанных с винтовыми парами, и устройства фиксации станин 3 и 4 режущих механизмов, которое выполнено в виде горизонтальной штанги 13, один конец которой шарнирно закреплен на одной из стоек 14 станины 3, а другой - кинематически соединен с узлом 15 зажима, жестко установленным на стойке 14 стаНИНЫ 4. При этом стойки 14 могут быть съемными. Узел 15 зажима выполнен в виде корпуса 16, крышки 17 с направляюшими 18 и 19, жестко укрепленными на крышке, самоустанавливающейся опоры 20 для горизонтальной штанги 13, которая на конце со стороны узла 15 зажима выполнена с лыской 21, двух клиновых механизмов 22 и 23, каждый из которых включает кликовидные вкладыши 24 и 25, установленные соответственно в направляющих 18 и 19 крышки 17, зажимные губки 26 и 27, установленные с возможностью взаимодействия с лыской 21 горизонтальной щтанги 13, и роликов 28 и 29, посаженных на сферический подшипник зажимных губок 26 и 27, последние с двух сторон подпружинены пружинами 30, 31. и 32, 33 и снабжены приводами в виде винтовых пар 34-35 и 36-37, где гайки 34 и 36 установлены на шпонках. Каждая из вилок 11 и 12 снабжена механизмом выборки зазоров, состояш.им из центральных неподвижно установленных на вилке двухскосных клиньев 38 и охватываюших их подвижных клиньев 39 и 40, в которых выполнены резьбовые отверстия с установленными в них болтами 41, подпружиненными пружинами 42 через шайбы 43. Ножницы работают следуюшим образом. Предварительно перед работой ножниц выполняется операция настройки станин 3 и 4 режуших механизмов на заданную ширину реза. Эта операция выполняется при включении привода перемеш.ения режуших механизмов и с помощью винтовых пар 7-8 и 9-10 станины сводятся и разводятся. Но перед тем, как включится привод перемещения, происходит разрыв кинематической связи горизонтальной штанги 13 в узле 15 зажима в результате раздвижки зажимных губок 26 и 27 с помошью винтовых пар 34-35 и 36-37 соответствен о. имеющих правую и левую резьбу. Указанные операции осуществляются электри кой системой управления электродвигателями привода перемещения станин 3 и 4 режущих механизмов и привода перемещения клиновых механизмов 22 и 23 (не показана). После разрыва этой связи режущие механизмы перемещаются. После настройки ножниц на заданную ширину реза зажимные губки 26 и 27 сводятся до - момента их заклинивания и остаются после этого упруго поджатыми, причем усилие сжатия пружин 30 и 32 больше, чем усилие сжатия пружин 31 и 33. В таком состоянии узел 15 зажима надежно зажимает горизонтальную штангу 3 и ножницы готовы к работе. Силовое замыкание горизонтальной штанги 13 происходит следующим образом. Поскольку клиновые механизмы 22 и 23 заклинены, то любое возможное взаимное перемещение станин 3 и 4 режущих механизмов и горизонтальной штанги 13 вызывает силовое взаимодействие следующих элемешов: горизонтальной штанги 13 и ( зависимости от направления взаимного перемещения) зажимных губок 26 или 27, роликов 28 или 29, установленных на той или другой зажимной губке, направляющих 18 или 19. В конечном итоге линия силового взаимодействия замыкается через крышку 17 на корпус 16. Посколь у коэффициент трения качения значительно меньше коэффициента трения скольжения, то в месте контакта горизонтальной штанги 13 с одной из зажимных губок 26 или 27 всегда будет сила трения больше, чем в месте контакта роликов 28 и 29 с одним из клиновидных вкладышей 24 и 25 направляющих 18 или 19. А это означает, что -будет всегда гарантировано отсутствие проскальзывания горизонтальной штанги 13 относительно узла 15 зажима, а следовательно, и станин 3 или 4 т. е. будет обеспечено достаточно жесткое кинемати-, станин (их жесткая ческое замыкание фиксация). Особенностью работы вилок 11 и 12 является то, что при вращении винтов 8 и 10 движущее усилие станинам 3 и 4 режущих механизмов (суппортам) передает только одна из двух установленных в каждой вилке гаек, а вторая в этот момент свободно перемещается в том же направлении. При перемене направления вращения винтов картина меняется, т. е. ранее свободно перемещающаяся гайка теперь передает движущее усилие станинам режущих механизмов, а ранее нагруженная гайка перемещается теперь свободно. При этом зазоры в винтовых парах 7-8 и 9-10 отсутствуют, так как подвижные клинья 39 и 40 постоянно расжимают гайки в противоположные стороны благодаря сжатым пружинам 42, и это также предохраняет станины от опрокидывания. Таким образом, предлагаемые ножницы в сравнении с известными позволяют повысить выход годного за счет повыщения устойчивости станин режущих механизмов.
26 28 24 31
32 25 W 29
А-А
-)
--(i
3839
Q Фиг. 5
B-6 41
72
Фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целиков А | |||
| И | |||
| и др | |||
| Машины и агрега.ты металлургических заводов | |||
| Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ отковки в штампах заготовок для спиральных сверл | 1921 |
|
SU367A1 |
