Изобретение относится к оборудованию для продольной резки ленточного материала и может быть использовано в производстве проволоки веерным способом.
Известны многодисковые ножницы для продольной резки рулонного материала, состоящие из двух вращающихся синхронно навстречу друг другу валов с расположенными на них вращающимися в плоскости резания неподвижными относительно оси вала дисками, а также подпружиненными дисками, выполненными с возможностью перемещения вдоль оси вала таким образом, что их рабочие кромки взаимодействуют с рабочими кромками неподвижных дисков соседнего вала. Подвижные и неподвижные диски установлены на валах, чередуясь. В ножницах имеются механизмы, обеспечивающие перемещение подвижных дисков в сторону соседнего неподвижного диска второго вала, благодаря чему обеспечивается соприкосновение режущих кромок соседних дисков, и устраняются зазоры между ними. Все диски выполнены коническими с образованием острого угла у режущей кромки, что облегчает резку и препятствует возникновению заусенцев (RU 2118237, B23D 19/06, 1998).
Данные ножницы характеризуются высокой сложностью, невозможностью получения полосок шириной менее 4 мм, высоким трением при резке, повышенной потребляемой мощностью и износом дисков.
Известны также многодисковые ножницы для продольной резки ленточного материала, содержащие чередующиеся верхние и нижние диски, установленные на параллельных валах, причем каждый диск выполнен составным из двух дисков тарельчатой формы установленных так, что в паре они образуют тарельчатую пружину. Выборку зазоров обеспечивают посредством сжатия набора дисков, установленных на каждом валу, в осевом направлении. (RU 2148479, B23D 19/06, 2000).
Минимальная ширина отрезаемых полосок равна толщине составного режущего диска в очаге деформации, поэтому ножницы позволяют осуществлять резку полосового материала толщиной 0,15 мм на полоски шириной около 1,6 мм, что не позволяет получать проволоку приближенно квадратного сечения.
Наиболее близким аналогом являются многодисковые ножницы, содержащие смонтированные в станине два параллельных вала с приводом их вращения, и диски, закрепленные на валах поочередно. Минимальная ширина отрезаемых полосок равна толщине одного диска, поэтому ножницы позволяют осуществлять резку полосового материала на полоски шириной 0,15 мм, т.е. получать тонкую проволоку приближенно квадратного сечения (RU 2086364, B23D 19/06, B23D 33/02, 1987).
Ребро каждого диска имеет цилиндрическую форму, поэтому режущие кромки образуются между поверхностями диска, расположенными друг к другу под прямым углом. Вследствие этого в процессе резки ленточного материала происходит по существу его разрывание с образованием заусенцев на кромках полученных полосок.
Техническим результатом изобретения является повышение качества резки, в частности предотвращение образования заусенцев.
Предложены многодисковые ножницы, содержащие смонтированные в станине два параллельных вала с приводом их вращения, и диски, закрепленные на валах поочередно, причем на ребре каждого диска во всю его ширину выполнена кольцевая канавка, а на боковые стороны диска, по меньшей мере вблизи от режущей кромки, нанесено покрытие из нитрида титана.
Кольцевая канавка обеспечивает образование острого угла у режущей кромки, что облегчает резку и препятствует возникновению заусенцев, а покрытие из нитрида титана, обладающее высокой износостойкостью, способствует самозатачиванию режущей кромки в процессе работы.
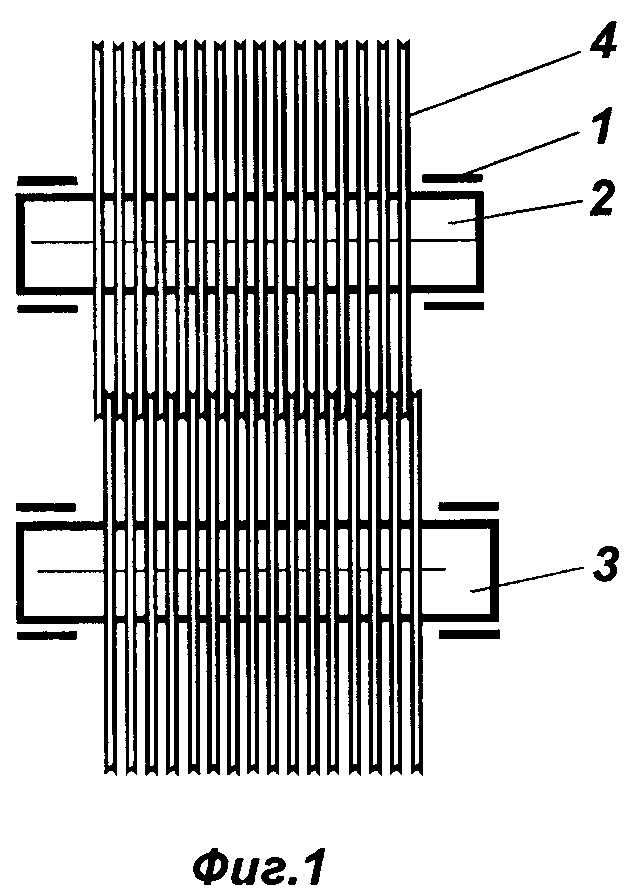
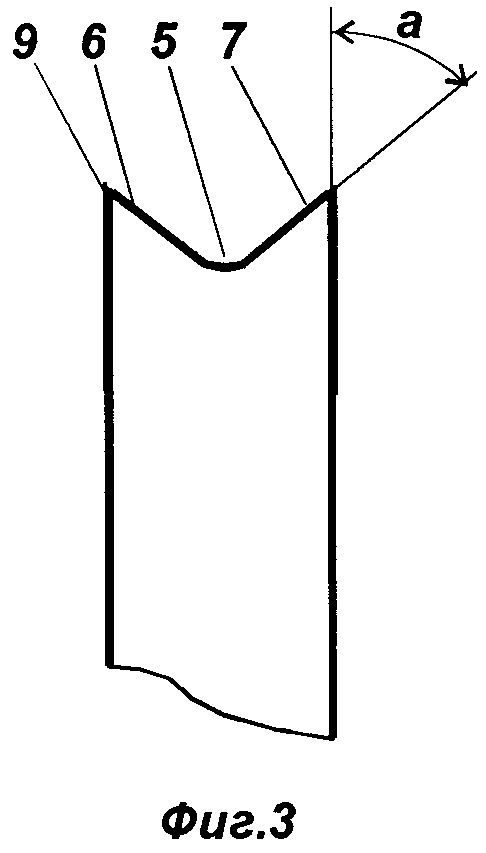
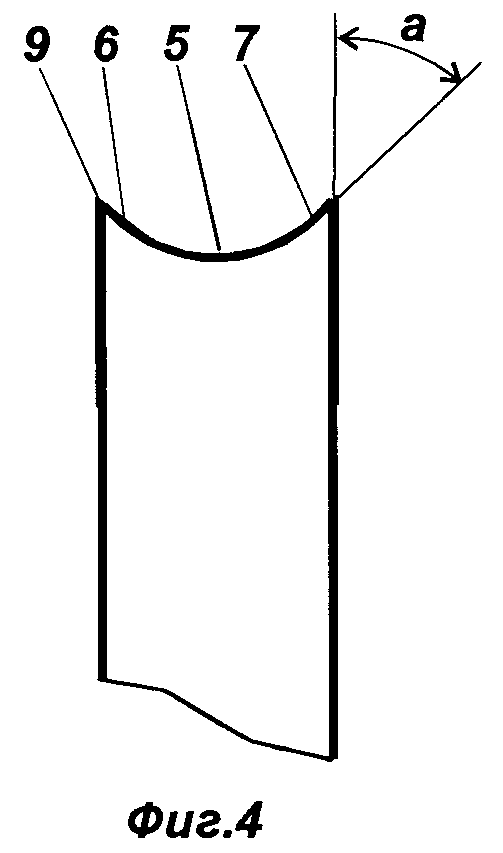
Сущность изобретения поясняется чертежами, где на фиг.1 схематично показан общий вид многодисковых ножниц, а на фиг.2-4 показаны различные формы сечения кольцевой канавки.
Многодисковые ножницы содержат смонтированные на станине 1 два параллельных вала 2 и 3, на которых поочередно закреплены диски 4. На ребре диска во всю его ширину выполнена кольцевая канавка 5, склоны 6 и 7 которой образуют с соответствующей боковой стороной диска острый угол a. На боковые поверхности диска, по меньшей мере на участок b, примыкающий к режущей кромке 9, плазменно-вакуумным методом нанесено покрытие из нитрида титана толщиной 3-5 мкм.
В процессе резки происходит постепенное и неравномерное изнашивание ребра диска, при этом покрытие из нитрида титана, выходящее на режущую кромку, и основной материал диска, примыкающий к покрытию вблизи кромки, будут изнашиваться медленнее, вследствие чего канавка на ребре самовосстанавливается, а режущая кромка самозатачивается. Кроме того, покрытие из нитрида титана уменьшает силу трения боковых поверхностей соседних дисков друг с другом, а также с отрезаемыми полосками ленточного материала, что сопровождается снижением тепловыделения в зоне резки. Поэтому боковые поверхности дисков, имеющих покрытие из нитрида титана, изнашиваются медленнее, и возрастает срок службы комплекта дисков до его замены.
Производство проволоки из ленточного материала путем продольной резки его на многодисковых ножницах является непрерывным процессом, который приходится останавливать только для замены износившегося инструмента, поэтому данное изобретение также способствует повышению производительности производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТОЧНОГО МАТЕРИАЛА | 2009 |
|
RU2419522C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 2009 |
|
RU2419523C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 2000 |
|
RU2185911C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2106214C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2086364C1 |
Изобретение относится к оборудованию для продольной резки ленточного материала и может быть использовано в производстве проволоки веерным способом. Ножницы содержат смонтированные на станине два параллельных вала, на которых поочередно закреплены диски. На ребре диска во всю его ширину выполнена кольцевая канавка, склоны которой образуют с соответствующей боковой стороной диска острый угол. На боковые поверхности диска, по меньшей мере на участок, примыкающий к режущей кромке, нанесено покрытие из нитрида титана. Повышается качество резки. 4 ил.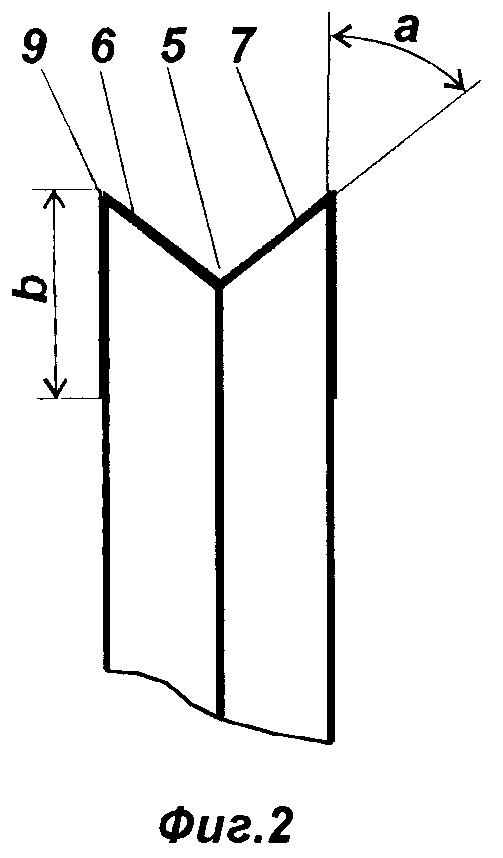
Многодисковые ножницы, содержащие смонтированные в станине два параллельных вала с приводом их вращения и диски, закрепленные на валах поочередно, отличающиеся тем, что на ребре каждого диска во всю его ширину выполнена кольцевая канавка, а на боковые стороны диска, по меньшей мере вблизи от режущей кромки, нанесено покрытие из нитрида титана.
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2086364C1 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |
| МЕХАНИЧЕСКИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1996 |
|
RU2095200C1 |
| Способ пайки алюминия и припайки к нему других металлов | 1947 |
|
SU77569A1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ОБРАБОТКИ КРОМОК ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2143156C1 |

