Область техники, к которой относится изобретение
Настоящее изобретение относится к способу синхронизированного позиционирования, по меньшей мере, одного, по существу, непрерывного полотна материала для изготовления изделий, которые содержат напечатанные рисунки или аналогичные полученные путем обработки элементы, при этом полотно материала предназначено для разделения на отрезки номинальной длины и содержит синхронизирующие метки, которые повторяются через равные интервалы, причем способ включает: подачу полотна материала в производственное устройство с первой скоростью; обработку в производственном устройстве посредством различных технологических операций для изготовления, причем полотно материала подают вперед со второй скоростью; и обнаружение каждой синхронизирующей метки для размещения соответствующего рисунка в заданном положении на каждом изделии.
Изобретение также относится к установке для синхронизированного позиционирования, по меньшей мере, одного, по существу, непрерывного полотна материала для изготовления изделий, которые содержат напечатанные рисунки или аналогичные полученные путем обработки элементы, при этом полотно материала предназначено для разделения на отрезки номинальной длины и содержит синхронизирующие метки, которые повторяются через равные интервалы, причем установка дополнительно содержит: первое устройство регулирования скорости для подачи полотна материала в производственное устройство с первой скоростью, причем производственное устройство выполнено с возможностью выполнения различных технологических операций для изготовления; второе устройство регулирования скорости для подачи полотна материала на технологические операции со второй скоростью; детектор для обнаружения соответствующих синхронизирующих меток; и компьютеризированное управляющее устройство, выполненное с возможностью обеспечения синхронизации, посредством которой соответствующие рисунки будут расположены в заданном месте на каждом изделии.
Уровень техники
Производственный (технологический) процесс для производства абсорбирующих изделий, таких как подгузники, прокладки, используемые при недержании, гигиенические прокладки и предназначенные для повседневного использования прокладки для трусов, обычно включает в себя обработку различных непрерывных полотен материала, которые подаются с рулонов или тому подобного и пропускаются через различные рабочие станции для выполнения различных элементов обработки и технологических операций. Например, в процессе производства абсорбирующих изделий часто используют первое полотно материала, которое образует задний слой, состоящий из пластиковой пленки, которая является не проницаемой для жидкости, и второго полотна материала, которое образует наружный слой, состоящий из проницаемого для жидкостей материала, например из нетканого материала. Изделие также может быть снабжено другими компонентами, например, такими как абсорбирующая сердцевина из материала для поглощения выделяемых организмом текучих сред.
Элементы обработки, которые выполняются во время процесса описанного выше типа, могут состоять, например, из скрепления вместе двух или более слоев материала, перфорирования, склеивания, тиснения рисунка или придания формы другим способом и обработки используемых материалов. Другими примерами элементов обработки являются наложение (нанесение) различных компонентов, таких как скрепляющие приспособления (так называемые язычки), центральные части из целлюлозы, эластичный материал, так называемые липкие ленты для удаления и т.д.
В целом рассматриваемые полотна материалов проходят через различные технологические операции, которые приводят к получению непрерывного готового полотна материала, которое состоит из непрерывного ряда или полосы из множества абсорбирующих изделий. Окончательную форму каждому отдельному изделию придают посредством разрезания данного полотна через равные интервалы, которые соответствуют длине готового изделия.
В технологическом процессе описанного выше типа часто используют декоративный элемент некоторого вида, такой как напечатанный узор или рисунки, которые предназначены для улучшения зрительного впечатления от готового изделия. Подобный процесс печати предпочтительно выполняют посредством обычной многокрасочной печати. В частности, что касается абсорбирующих изделий в виде подгузников для детей, считается, что подобные напечатанные рисунки, например, в виде сказочных персонажей и персонажей мультипликационных фильмов делают изделие более привлекательным для потребителя. Кроме того, подобную технологическую операцию печати рисунка соответственно выполняют на заднем слое для подгузника не в последнюю очередь потому, что подобный задний слой обычно выполнен из полимерной пленки, которая, по существу, не проницаема для жидкости и поверхность которой пригодна для многокрасочной (цветной) печати с высоким качеством и высоким разрешением. Таким образом, на готовом изделии получают заднюю сторону с печатью.
Напечатанные рисунки некоторых типов имеют такие свойства, что они могут быть расположены и ориентированы любым образом на задней стороне изделия. В этом случае о подобном напечатанном рисунке можно сказать, что он является «несинхронизированным» в том смысле, что не требуется располагать его заданным и точным образом вдоль задней стороны каждого изделия. Это может иметь место, например, в случае с узором неправильной формы или с рисунком в виде абстрактных символов, местоположение которых на задней стороне не требует обязательного размещения их в определенном месте с геометрической точки зрения на рассматриваемом изделии.
Однако имеются другие типы напечатанных рисунков, о которых можно сказать, что они являются «синхронизированными» в том смысле, что они должны быть размещены в заданном месте на рассматриваемом слое, так что каждое отдельное изделие выполняют с отпечатком, который всегда находится в заданном месте. Примером подобного синхронизированного отпечатка может быть рисунок, который должен быть напечатан в середине задней стороны изделия, то есть должен быть расположен в центре как в продольном, так и в поперечном направлении.
В связи с рассмотренными выше предпосылками было установлено, что существует необходимость в простых, надежных и экономичных способах и устройствах, которые имеют высокий уровень точности и посредством использования которых синхронизированный отпечаток в виде узоров, персонажей и других рисунков может быть выполнен на абсорбирующем изделии. Более конкретно, полотно материала, которое имеет рассматриваемый отпечаток, должно быть синхронизировано в устройстве для изготовления рассматриваемого изделия с тем, чтобы различные элементы обработки, которые выполняются на изделии, выполнялись в правильных положениях относительно напечатанного рисунка.
В соответствии с ранее известным способом получения подобного процесса синхронизированной печати необходимо использовать ранее напечатанные контрольные метки или синхронизирующие метки, которые соответственно расположены через равные интервалы на рассматриваемом полотне материала. Каждая синхронизирующая метка может быть напечатана в виде небольшой цветной полоски вдоль края полотна материала и может быть обнаружена с помощью электроники посредством оптического детектора. Подобные синхронизирующие метки в этом случае используются для управления производственным процессом для рассматриваемого изделия так, что в положении, соответствующем концу процесса, рисунок, который должен появиться на готовом изделии, всегда будет находиться в заданном положении на готовом изделии.
В патентном документе WO 00/59429 описано устройство, в котором синхронизирующие метки используются для регулирования положения напечатанного рисунка на абсорбирующем изделии. В соответствии с данным документом синхронизирующие метки предусмотрены на тех участках изделия, которые отрезаются позднее во время производственного процесса. Таким образом, образуются временные синхронизирующие метки, которые удаляются перед получением готового изделия.
Кроме того, в патентном документе WO 99/32384 описано устройство для синхронизации двух полотен материала во время изготовления абсорбирующих изделий. Одно из данных полотен материала состоит из заднего слоя, который содержит напечатанные рисунки, которые в этом случае должны быть синхронизированы с дополнительным полотном материала, которое содержит наружный слой и абсорбирующую сердцевину. В соответствии с WO 99/32384, когда это необходимо, обеспечивают растягивание заднего слоя для синхронизации двух полотен материала.
В документе US 2005/0125180 описана система, выполненная с возможностью синхронизации различных полотен материала, которые предусмотрены с элементами, например, в виде напечатанных рисунков, которые расположены через заданные равные интервалы. В этом случае местоположение соответствующего элемента может быть определено посредством использования, например, напечатанной синхронизирующей метки.
Следует отметить, что данные известные системы базируются на синхронизации напечатанного рисунка посредством обнаружения синхронизирующей метки и посредством регулирования параметров технологической установки в ответ на местоположение соответствующей синхронизирующей метки. Однако это относительно сложный процесс, и существует необходимость в способах и устройствах для обеспечения улучшенной синхронизации напечатанных рисунков и аналогичных элементов на абсорбирующих изделиях различных видов.
Сущность изобретения
Таким образом, главной целью настоящего изобретения является создание усовершенствованного способа и устройства для синхронизированного позиционирования рисунков при изготовлении изделий в том случае, когда в качестве «отправной точки» берется непрерывное полотно материала.
Вышеуказанная цель достигается посредством способа, описанного во введении, при этом способ включает в себя: генерирование показания, характеризующего фактическое положение (фактическое значение) виртуальной базовой функции, при обнаружении, при этом базовая функция представляет собой циклический тактовый импульс, при котором число тактов на изделие или число изделий на такт представляет собой целое число; сравнение фактического положения (фактического значения) и ожидаемого положения (заданного значения) виртуальной базовой функции; и растягивание полотна материала в ответ на любое отклонение фактического положения (фактического значения) от ожидаемого положения (заданного значения) для минимизации отклонения.
Цель также достигается посредством установки, описанной во введении, при этом установка отличается тем, что управляющее устройство выполнено с возможностью инициирования считывания фактического положения (фактического значения) виртуальной базовой функции при обнаружении, при этом базовая функция представляет собой циклический тактовый импульс, при котором число тактов на изделие или число изделий на такт представляет собой целое число, для сравнения фактического положения (фактического значения) и ожидаемого положения (заданного значения) виртуальной базовой функции, и выполнено с возможностью растягивания полотна материала в ответ на любое отклонение фактического положения (фактического значения) от ожидаемого положения (заданного значения) для минимизации отклонения.
Посредством изобретения достигаются определенные важные преимущества. В первую очередь, следует отметить, что изобретение позволяет получить простой и понятный процесс управления для синхронизации напечатанных рисунков. Это обеспечивается, в частности, потому, что вышеупомянутое сравнение между обнаруженным положением и ожидаемым положением соответствующих синхронизирующих меток может быть реализовано в виде программной модели, а не в виде некоторого количества измерений и управляющих процедур в связи с реальным производственным процессом. Данная программная модель состоит из виртуальной базовой функции, то есть периодической опорной функции, фактическое положение которой сравнивают с требуемым заданным значением при обнаружении синхронизирующей метки на полотне материала. Таким образом, обеспечивается возможность синхронизации фактического полотна материала посредством зафиксированного стационарного заданного значения. В результате этого получают простую и надежную систему.
В результате реализации изобретения также обеспечивается снижение риска неточностей измерения, которые в противном случае могли бы возникать при выполнении измерений и функций управления на различных стадиях производственного процесса.
Краткое описание изобретения
Изобретение будет описано ниже в отношении предпочтительных вариантов осуществления и приложенных чертежей, на которых:
Фиг.1 представляет собой схематичный вид установки, выполненной в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
Фиг.2а представляет собой график, который показывает функцию управления в соответствии с изобретением;
Фиг.2b представляет собой график, который показывает альтернативную функцию управления; и
Фиг.2с представляет собой график, который показывает еще одну альтернативную функцию управления.
Подробное описание предпочтительных вариантов осуществления изобретения
Фиг.1 представляет собой схематичный и упрощенный вид установки 1 для изготовления абсорбирующих изделий, которая выполнена в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Более конкретно, установка 1 выполнена с возможностью изготовления абсорбирующих изделий, которые на начальной стадии представляют собой первое, по существу, непрерывное полотно 2 материала, которое подается вперед известным образом из рулона (не показан), или тому подобного в направлении, которое показано стрелкой на фиг.1.
В соответствии с предпочтительным вариантом осуществления первое полотно 2 материала состоит из заднего слоя для подгузника одноразового использования, который представляет собой материал такого типа, который является не проницаемым для жидкости или который обладает, по меньшей мере, большим сопротивлением проникновению жидкости, но который, тем не менее, является воздухопроницаемым. С этой целью первое полотно 2 материала состоит соответственно из тонкой и водонепроницаемой пластиковой пленки, например, из полиэтилена, полипропилена или сложного полиэфира. В качестве альтернативы в качестве не проницаемого для жидкостей заднего слоя может быть использован слоистый материал из нетканого материала и пластиковой пленки или другие пригодные и ранее известные слои материала.
Первое полотно 2 материала может подаваться вперед посредством двух роликов 3, 4, которые выполнены с возможностью сообщения первому полотну 2 материала, который станет задним слоем, определенной заданной скорости v1 подачи.
На фиг.1 также показано, что первое полотно 2 материала подвергнуто обработке таким образом, что оно содержит напечатанный рисунок 5. Данный рисунок 5 соответственно предварительно напечатан на первом полотне 2 материала. Кроме того, рисунок 5 нанесен таким образом, что он повторяется через заданное расстояние так, что один и тот же рисунок будет предусмотрен на каждом отдельном изделии, которое будет изготовлено из первого полотна 2 материала. Кроме того, рисунок 5 показан пунктирными линиями на фиг.1, чтобы показать, что он напечатан на нижней стороне первого полотна 2 материала. Таким образом, конечное положение напечатанного рисунка 5 в готовом изделии будет таким, что он будет находиться в заданном месте на задней стороне изделия.
Рисунок 5 напечатан через заданные равные интервалы и должен быть синхронизирован, что означает, что конечное положение рисунка 5 должно быть таким, чтобы он находился в одном и том же месте на каждом отдельно изготовленном изделии рассматриваемого типа. С этой целью первое полотно 2 материала выполнено с множеством контрольных (опорных) меток или синхронизирующих меток 6, соответственно выполненных в виде относительно коротких линий, которые соответственно предварительно напечатаны на первом полотне 2 материала. В варианте осуществления, показанном на фиг.1, синхронизирующие метки 6 напечатаны на нижней стороне первого полотна 2 материала. Тем не менее, изобретение не ограничено этим, но существует возможность печати синхронизирующих меток 6 на обеих сторонах первого полотна 2 материала.
На фиг.1 синхронизирующие метки 6 также показаны пунктирными линиями, чтобы показать, что они напечатаны на нижней стороне первого полотна 2 материала. Как будет подробно описано ниже, задача каждой синхронизирующей метки 6 состоит в образовании обнаруживаемого опорного элемента, посредством которого различные элементы обработки и технологические операции, которые выполняются посредством установки 1, синхронизируются правильным образом относительно каждого напечатанного рисунка 5. Таким образом, рисунок 5 может быть размещен в правильном месте на готовом изделии.
В варианте осуществления, показанном на фиг.1, используется полученный путем обработки элемент на первом полотне 2 материала, выполненный в виде напечатанного рисунка 5. Тем не менее, следует отметить, что принцип, лежащий в основе изобретения, не ограничен только случаем, в котором используется напечатанный рисунок. Другими словами, изобретение также может быть использовано для других размещенных в определенных местах элементов в виде узоров, тиснения, аппликаций и орнаментов, которые образуют элементы обработки первого полотна 2 материала. Аналогичным образом, принцип, лежащий в основе изобретения, может быть использован для элементов, которые состоят из тисненых узоров, сгибов, канавок, отверстий и аналогичных элементов, которые должны быть размещены заданным, то есть «синхронизированным» образом на готовом изделии.
Как показано на фиг.1, первое полотно 2 материала может быть разделено на отрезки определенной номинальной длины LN, которая представляет собой длину, образованную между двумя поперечными положениями 7, 8, которые ограничивают конкретное изделие. В соответствии с вариантом осуществления, показанным на фиг.1, отрезок номинальной длины LN представляет собой, в частности, длину изделия, которая соответствует переднему краю и заднему краю готового изделия. Данные положения 7, 8 показаны пунктирными линиями на фиг.1. Однако данные линии не напечатаны на первом полотне 2 материала.
Каждый напечатанный рисунок 5 размещен в месте, которое находится в заданном и заранее определенном положении относительно соответствующей синхронизирующей метки 6. Это означает, что каждая синхронизирующая метка 6 напечатана через равные повторяющиеся расстояния LS, которые соответствуют равным интервалам, через которые нанесен напечатанный рисунок 5.
Как схематично и упрощенно показано на фиг.1, первое полотно 2 материала подается через производственное устройство 9, в котором множество технологических операций выполняются уже известным образом. Данные технологические операции могут включать в себя, например, использование различных видов абсорбирующего материала, набивочного материала и тому подобного, и любого другого материала и компонентов, например, таких как эластик, клейкая лента и тому подобное. Технологические операции, которые выполняются в производственном устройстве 9, также могут включать в себя сгибание, резку, ультразвуковую сварку и другие технологические операции. Изготовление абсорбирующих изделий посредством последовательности подобных технологических операций уже известно, и по этой причине не будет описываться здесь подробно. Тем не менее, в качестве примера можно сослаться на указанный патентный документ WO 00/59249, упомянутый выше, в котором описан пример ранее известного производственного процесса для изготовления абсорбирующих изделий.
Со ссылкой снова на фиг.1, следует отметить, что первое полотно 2 материала проходит через детектор 10 непосредственно перед подачей его в производственное устройство 9. Как ниже будет описано подробно, детектор 10 выполнен с возможностью обнаружения наличия каждой синхронизирующей метки 6. Подача первого полотна 2 материала выполняется посредством подающего устройства, которое предпочтительно представляет собой пневматический конвейер 11, который является известным подающим устройством, которым можно управлять для подачи вперед первого полотна 2 материала с заданной скоростью v2 подачи. Кроме того, первое полотно 2 материала подается через устройство 12 нанесения клея, на которое наносится клей для обеспечения приклеивания последующего наружного слоя так, как будет описано ниже.
Детектор 10 предпочтительно представляет собой соответствующее устройства для оптического контроля, которое в соответствии с вариантом осуществления выполнено в виде видеокамеры, которая расположена определенным образом относительно первого полотна 2 материала. Детектор 10 расположен и выполнен таким образом, что он постоянно контролирует и записывает изображения вдоль нижней стороны первого полотна 2 материала, как схематично показано на фиг.1. С этой целью детектор 10 содержит комплект светочувствительных элементов, посредством которых он регистрирует пропускание света, проходящего от первого полотна 2 материала в то время, когда оно перемещается относительно детектора 10.
Кроме того, детектор 10 соединен с компьютеризированным управляющим устройством 13. Информация из детектора 10 передается таким образом к управляющему устройству 13, которое, в свою очередь, содержит программное обеспечение для обработки изображений, которое обеспечивает обнаружение каждой синхронизирующей метки 6, которая проходит над детектором 10. Кроме того, управляющее устройство 13 соединено подробно описанным ниже образом с устройством 14 регулирования скорости, предназначенным для регулирования скорости v1, с которой первое полотно 2 материала подается вперед. Управляющее устройство 13 также соединено с пневматическим конвейером 11 для регулирования скорости v2 данного конвейера.
В соответствии с альтернативным вариантом осуществления детектор 10 может представлять собой, например, камеру с устройством с зарядовой связью, то есть с множеством светочувствительных датчиков, расположенных в одном или нескольких рядах. Посредством данной конструкции можно обнаружить местоположение каждой синхронизирующей метки 6. В соответствии с еще одним альтернативным вариантом осуществления детектор может базироваться, например, на лазерной технологии, то есть может быть предусмотрен с источником лазерного излучения, который используется совместно со светочувствительным детектором для определения положения каждой синхронизирующей метки 6. В соответствии с еще одним вариантом синхронизирующая метка может состоять из обнаруживаемого с помощью электронных средств датчика, например, типа транспондера, который прикреплен к первому полотну 2 материала и через равные интервалы LS. Подобная синхронизирующая метка в этом случае может быть считана детектором, который содержит радиопередатчик и радиоприемник, предназначенные для этого и выполненные известным образом. В соответствии с еще одним альтернативным вариантом осуществления указанные синхронизирующие метки могут быть напечатаны магнитной печатной краской, которая затем может быть обнаружена датчиком, который обнаруживает магнетизм.
Когда первое полотно 2 материала будет подано через детектор 10, оно входит в контакт со вторым полотном 15 материала, выполненным в соответствии с вариантом осуществления в виде, по существу, проницаемого для жидкостей слоя, который предназначен для образования наружного слоя готового изделия. По этой причине второе полотно 15 материала состоит соответственно из нетканого материала с мягкой и гладкой поверхностью, например, такого как материал фильерного способа производства из полипропиленового волокна. Другими примерами материалов, которые подходят для образования наружного слоя, являются перфорированные пластиковые пленки, например, такие как перфорированная полиэфирная пленка.
Таким образом, второе полотно 15 материала соединяется с первым полотном 2 материала (вместе с любыми дополнительными слоями материала и другими компонентами, которые добавляются при использовании производственного устройства 9, как описано выше), например, посредством клея, который был ранее нанесен устройством 12 нанесения клея. Таким образом, создается готовое полотно 16 материала, предназначенное для образования множества промышленно изготовленных изделий, которое подается вперед в направлении, которое показано стрелкой на фиг.1, и снимается и подается вперед посредством дополнительных приводных устройств, например, в виде двух вращающихся подающих роликов 17, 18, расположенных соответственно над и под готовым полотном 16 материала. Таким образом, готовое полотно 16 материала может быть подано вперед.
Таким образом, после соединения со вторым полотном 15 материала создается готовое непрерывное полотно 16 материала, состоящее из множества готовых абсорбирующих изделий, которые по-прежнему соединены вместе. Данное полотно 16 материала в завершение подается через устройство 19 разрезания, соответственно типа устройства для поперечной резки, на котором разрезание выполняется в местах, которые, по существу, соответствуют воображаемым граничным линиям 7, 8 для каждого готового изделия. Таким образом, образуется множество готовых изделий в виде абсорбирующих изделий 20.
Если снова обратиться к рассмотрению детектора 10, можно, в частности, отметить, что он выполнен с возможностью определения местоположения каждой синхронизирующей метки 6. Информация, относящаяся к определенному местоположению данной синхронизирующей метки 6, используется затем для различных технологических операций, которые, например, выполняются в производственном устройстве 9 для гарантирования того, что напечатанный рисунок 5 всегда будет находиться в правильном месте на каждом готовом изделии 20. С этой целью управляющее устройство 13 выполнено с виртуальной опорной функцией или базовой функцией на основе данных, которая далее будет описана со ссылкой вначале на фиг.2а.
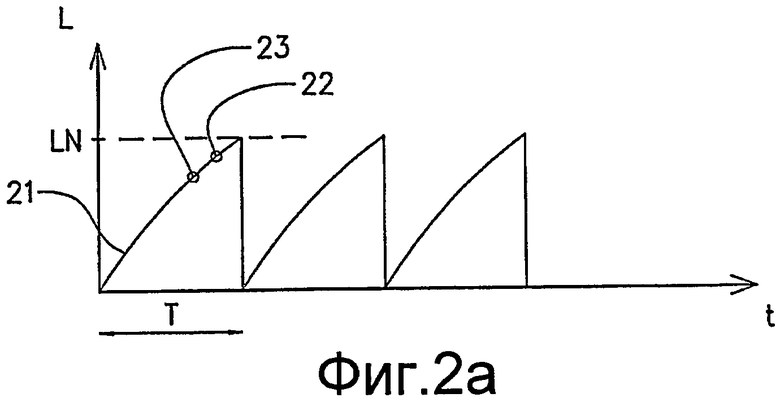
Виртуальная базовая функция представляет собой циклический тактовый импульс, который предпочтительно обеспечивает «осуществление одного оборота» на изделие 20. Как подробно описано ниже, базовая функция не ограничена только данными равными интервалами. Управляемое по событиям, считываемое показание данного тактового импульсов можно интерпретировать как относительное «положение» рассматриваемого события относительно фиксированной точки на рассматриваемом изделии, то есть относительно виртуальной нулевой точки некоторого типа или базы отсчета для изделия. На фиг.2а показана виртуальная базовая функция в виде наклонной кривой 21, которая повторяется через равные интервалы.
В основе изобретения лежит базовый принцип, заключающийся в том, что детектор 10 используется сначала для обнаружения определенной синхронизирующей метки 6 вдоль первого полотна 2 материала. При обнаружении синхронизирующей метки 6 управляющее устройство 13 используется для определения того, в каком месте вдоль виртуальной базовой функции 21 расположена синхронизирующая метка 6. Таким образом, информация о фактическом положении виртуальной базовой функции 21 записывается посредством управляющего устройства 13. После этого управляющее устройство 13 сравнивает фактическое положение виртуальной базовой функции (фактическое значение) с ожидаемым положением (заданным значением). После этого осуществляется изменение скорости v1 первого полотна 2 материала относительно скорости v2 пневматического конвейера 11 в ответ на любое отклонение фактического положения от ожидаемого положения. Чем меньше скорость v1 по сравнению с v2, тем в большей степени будет растягиваться материал в первом полотне 2 материала. В данном случае это используется для обеспечения правильной синхронизации первого полотна 2 материала.
На фиг.2а показана базовая функция или опорная функция в виде наклонной кривой 21, которая повторяется через равные интервалы и которая символизирует периодический тактовый импульс, который используется для обнаружения каждой синхронизирующей метки 6. По этой причине кривая 21 начерчена в системе координат xy, в которой ось x соответствует времени t, и при этом период на кривой 21 соответствует времени Т, которое необходимо, чтобы отрезок рассматриваемого материала с номинальной длиной LN прошел через детектор 10. Кроме того, ось y соответствует длине L первого полотна 2 материала, при этом максимальная величина LN кривой 21 соответствует длине каждого изделия. Кривая 21 схематично показывает увеличение от нулевой величины, которая указывает на один конец изделия, до максимальной величины LN, которая указывает на другой конец изделия и которая в соответствии с описанным вариантом осуществления соответствует длине изделия.
В соответствии с изобретением значение, соответствующее положению виртуальной базовой функции, которое было считано (когда синхронизирующая метка 6 была только что обнаружена), таким образом, периодически сравнивается с ожидаемым положением вдоль виртуальной базовой функции. Ожидаемое значение, то есть заданное значение, показано на фиг.2 ссылочной позицией 22 и соответствует ситуации, при которой напечатанный рисунок 5 размещен правильным образом в предназначенном для него месте на готовом изделии. Точное положение для данного заданного значения 22 определяется рядом факторов, например, таких как оборудование, имеющееся в установке 1, размеры содержащегося материала, скорость осуществления технологического процесса и т.д. Таким образом, кривая 21 с заданным значением 22 на ней «состоит» из заданных данных, которые хранятся в управляющем устройстве 13. По этой причине можно сказать, что опорная функция или базовая функция, которая проиллюстрирована кривой 21, является «виртуальной», поскольку она генерируется и хранится в виде программного обеспечения в управляющем устройстве 13.
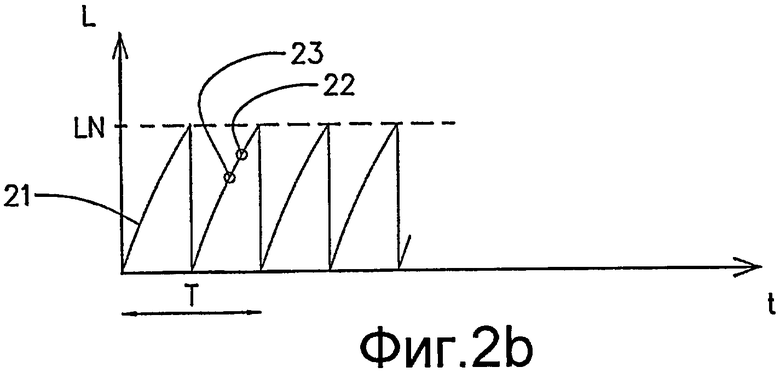
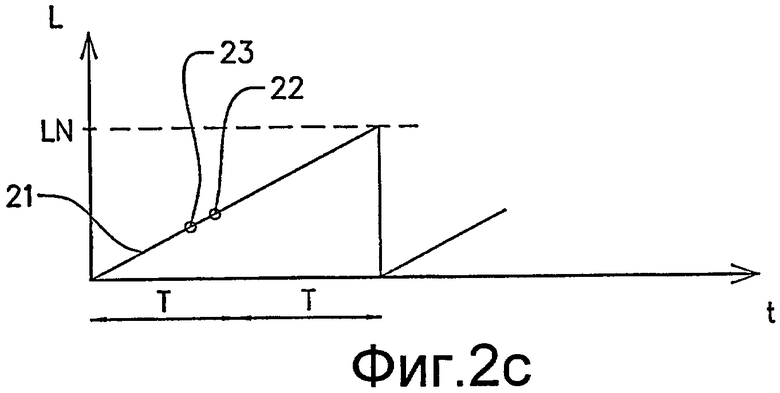
На фиг.2b показан альтернативный вариант осуществления изобретения, в котором виртуальная базовая функция 21 задана таким образом, что два периода на кривой 21 соответствуют времени Т, которое необходимо, чтобы отрезок рассматриваемого материала с номинальной длиной LN прошел через детектор 10. На фиг.2 с показан еще один вариант осуществления изобретения, в котором виртуальная базовая функция 21 задана таким образом, что период на кривой 21 соответствует удвоенному времени Т, которое необходимо, чтобы отрезок рассматриваемого материала с номинальной длиной LN прошел через детектор 10.
Как показано на фиг.2а, 2b и 2с, если рассматривать в целом, базовый принцип, лежащий в основе изобретения, заключается в том, что базовая функция 21 представляет собой циклический тактовый импульс, в котором число тактов Т на изделие 20 или число изделий 20 на такт Т представляет собой целое число. Во всех вариантах осуществления, которые показаны на фиг.2а, 2b и 2с, используется принцип, заключающийся в том, что обнаружение заданной синхронизирующей метки 6 осуществляется посредством использования детектора 10. Это приводит к регистрации (записи) положения вдоль кривой 21, которое соответствует данной обнаруженной синхронизирующей метке 6. В этом случае данное положение образует фактическое значение, которое схематично показано ссылочной позицией 23 на фиг.2а, 2b, 2с. Поскольку можно сказать, что продолжительность периода Т для кривой 21 заданным образом соотнесена с длиной изделия для каждого изделия, фактическое значение 23 будет состоять из числового значения, соответствующего определенной доле (части) общей длины изделия.
Кроме того, управляющее устройство 13 выполнено с возможностью сравнения заданного значения 22 и фактического значения 23 (которое представляет собой фактическое положение), которое было зарегистрировано во время обнаружения определенной синхронизирующей метки 6. В соответствии с примерами, которые показаны на фиг.2а, 2b и 2с, существует разница между заданным значением 22 и фактическим значением 23. Эта разница может быть выражена как разность той части всей длины изделия, которая соответствует заданному значению 22, и той части длины изделия, которая соответствует фактическому значению 23. Если существует сравнительно большое различие между заданным значением 22 и фактическим значением 23 (как показано, например, на фиг.2а), напечатанный рисунок 5 будет расположен на первом полотне 2 материала с некоторым смещением относительно его заданного положения, то есть рисунок 5 в этом случае не будет надлежащим образом синхронизирован. По этой причине в основе изобретения лежит базовый принцип, заключающийся в том, что положение напечатанного рисунка 5 на готовом изделии 20 регулируют посредством растягивания первого полотна 2 материала, если существует подобное отклонение измеренного значения 23 от заданного значения 22. По этой причине синхронизирующие метки 6 предварительно напечатаны на первом полотне 2 материала таким образом, что они повторяются через равные интервалы LS, которые несколько короче заданной длины LN изделия. Это означает, что расстояние LS между двумя следующими друг за другом синхронизирующими метками 6 короче длины LN изделия, которая, в свою очередь, соответствует заданной конечной длине готового изделия 20. То обстоятельство, что расстояние LS между двумя синхронизирующими метками 6 короче длины LN изделия, обеспечивает возможность растягивания первого полотна 2 материала до некоторой степени, чтобы таким образом обеспечить размещение напечатанного рисунка 5 так, чтобы он в его конечном положении находился в правильном месте на готовом изделии 20.
В соответствии с показанным вариантом осуществления вышеупомянутое растягивание первого полотна 2 материала достигается посредством регулирования скорости первого устройства 14 регулирования скорости, которое, в свою очередь, регулирует скорость v1 подачи первого полотна 2 материала. Более конкретно, управляющее устройство 13 выполнено с возможностью управления устройством 14 регулирования скорости таким образом, что первому полотну 2 материала придается скорость v1, которая несколько меньше скорости v2 пневматического конвейера 11. Это, в свою очередь, приводит к растягиванию материала в первом полотне 2 материала, когда он проходит через производственное устройство 9. Таким образом, положение напечатанного рисунка 5 на готовом изделии и, следовательно, также положение соответствующей синхронизирующей метки 6 регулируется таким образом, что устраняется отклонение фактического значения 23, относящегося к положению синхронизирующей метки 6, от заданного значения 22.
В соответствии с вариантом осуществления расстояние LS между двумя следующими друг за другом синхронизирующими метками 6 приблизительно на 2% короче длины LN изделия. Это обеспечивает возможность использования эластичности, присущей первому полотну 2 материала, для растягивания его в соответствии с вышеупомянутыми принципами. Тем не менее, изобретение не ограничено каким-либо определенным соотношением между длиной LP изделия и расстоянием LS между синхронизирующими метками, но вместо этого данное соотношение может варьироваться в зависимости от содержащегося материала и от того, какой тип производственного устройства используется. Изобретение также не ограничено необходимостью наличия связи между номинальными длинами разделения и длиной изделия, но вместо этого возможны другие разделения первого полотна 2 материала в пределах объема изобретения.
Подводя итоги, следует отметить, что изобретение базируется на обнаружении синхронизирующих меток 6, положение которых определяется и используется для синхронизации напечатанного рисунка 5 в правильном заданном положении на готовом изделии. Синхронизация выполняется посредством использования виртуальной опорной функции или «базовой» функции, которая хранится в управляющем устройстве 13 и которая предназначена для обеспечения наличия баз отсчета (опорных точек), чтобы обеспечить возможность растягивания первого полотна 2 материала, если регистрируется отклонение фактического положения от ожидаемого положения каждой синхронизирующей метки 6. Таким образом, обеспечивается простой и точный процесс синхронизации напечатанного рисунка 5.
Изобретение не ограничено тем, что описано выше, при этом возможны различные варианты осуществления в пределах объема формулы изобретения. Например, изобретение в особенности подходит для использования при применении производственного процесса для изготовления абсорбирующих изделий, таких как подгузники, прокладки, используемые при недержании, гигиенические прокладки и предназначенные для повседневного использования прокладки для трусов, но не ограничено только данным типом изделия, при этом его в принципе можно использовать в других производственных процессах, которые базируются на разделении, по существу, непрерывного полотна материала на изделия определенной длины и в которых напечатанный рисунок или другой аналогичный процесс синхронизируется в правильном положении.
Изобретение в особенности подходит для использования в тех случаях применения, в которых первое полотно 2 материала состоит из материала, предназначенного для образования заднего слоя в подгузнике. В этом случае подобный материал состоит соответственно из пластиковой пленки, которая является не проницаемой для жидкости, которая подходит для вышеупомянутой операции растягивания, а также для печати высококачественных цветных рисунков. Тем не менее, изобретение может быть использовано с другим материалом, отличным от просто заднего слоя для подгузников, например, с другими эластичными и растяжимыми полотнами материала, например, с нетканым материалом, то есть волокнистыми материалами с такими волокнами, как, например, полиолефиновые волокна, то есть полимерный материал, такой как полиэтилен и полипропилен, или альтернативно сложный полиэфир, нейлон или тому подобное. Изобретение также может быть использовано, когда первое полотно материала состоит из синтетического или текстильного материала какого-либо другого типа. Изобретение также может быть использовано для различных типов слоистых материалов, содержащих различные количества слоев.
Что касается напечатанного рисунка 5, то он может быть выполнен посредством предварительной печати на первом полотне 2 материала. В качестве альтернативы реальный производственный процесс, который осуществляется посредством производственного устройства 9, может включать в себя процесс печати рисунка.
Кроме того, следует отметить со ссылкой на фиг.2, что продолжительность Т периода в опорной функции 21 может соответствовать длине изделия, как описано выше. В качестве альтернативы продолжительность Т периода может соответствовать двум или более длинам изделия или некоторой доле длины изделия. Это означает, что синхронизирующие метки могут быть расположены соответствующим образом, например, в каждом втором положении по сравнению с тем, что показано на фиг.1.
Со ссылкой на фиг.2 следует отметить, что изобретение не ограничено виртуальной базовой функцией, в которой период четко соответствует длине изделия. В качестве альтернативы изобретение может быть реализовано таким образом, что заданная длина изделия будет соответствовать двум или более синхронизирующим меткам и, таким образом, также двум или более периодам в виртуальной базовой функции.
Изобретение относится к способу и установке синхронизированного позиционирования непрерывного полотна материала для изготовления абсорбирующих изделий с напечатанными рисунками. Непрерывное полотно предназначено для разделения на отрезки номинальной длины (LN) и содержит синхронизирующие метки, которые повторяются через равные интервалы (LS). Способ заключается в подаче полотна с первой скоростью (V1) и со второй скоростью (V2) в устройство для обработки полотна, обнаружении синхронизирующих меток для позиционирования рисунка в заданном положении на каждом изделии, генерировании показания виртуальной базовой функции при обнаружении синхронизирующей метки, сравнении фактического положения и ожидаемого положения виртуальной базовой функции и растягивании полотна в ответ на любое отклонение фактического положения от ожидаемого положения для минимизации отклонения. Виртуальная базовая функция представляет собой циклический тактовый импульс, при котором число тактов (Т) на изделие или число изделий на такт (Т) представляет собой целое число. Растягивание достигается посредством регулирования первой скорости (V1) так, чтобы ее величина стала меньше второй скорости (V2). Установка содержит первое и второе устройство регулирования скорости (V1 и V2), детектор для обнаружения синхронизирующих меток и компьютеризированное управляющее устройство, которое выполнено с возможностью инициирования считывания фактического положения виртуальной базовой функции при обнаружении синхронизирующей метки и с возможностью выполнения растягивания полотна посредством управления первым и вторым устройствами регулирования скорости (V1 и V2). Достигается упрощение процесса управления для синхронизации печатных рисунков. 2 н. и 10 з.п. ф-лы, 4 ил.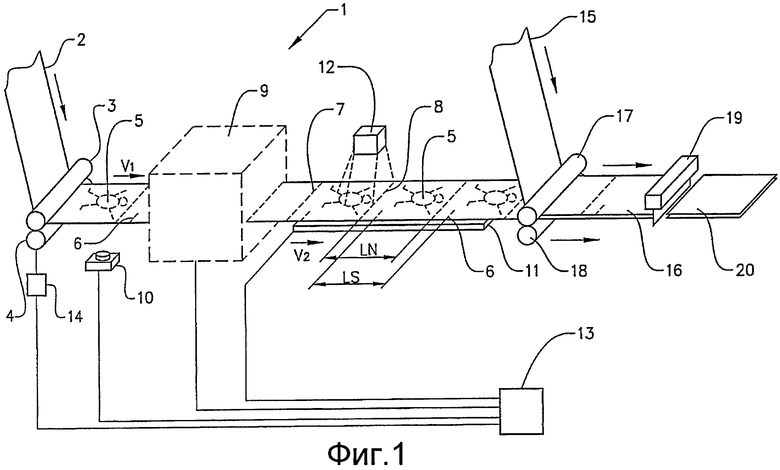
1. Способ синхронизированного позиционирования, по меньшей мере, одного, по существу, непрерывного полотна (2) материала для изготовления абсорбирующих изделий (20), которые содержат напечатанные рисунки (5) или аналогичные полученные путем обработки элементы, при этом полотно (2) материала предназначено для разделения на отрезки номинальной длины (LN) и содержит синхронизирующие метки (6), которые повторяются через равные интервалы (LS), при этом способ включает: подачу полотна (2) материала в производственное устройство (9) с первой скоростью (v1); обработку в производственном устройстве (9) посредством различных технологических операций для изготовления, причем полотно (2) материала подают вперед со второй скоростью (v2); и обнаружение каждой синхронизирующей метки (6) для позиционирования соответствующего рисунка (5) в заданном положении на каждом изделии (20); отличающийся тем, что он включает: генерирование показания, характеризующего фактическое положение (фактическое значение) (23) виртуальной базовой функции (21), при обнаружении, при этом базовая функция (21) представляет собой циклический тактовый импульс, при котором число тактов (Т) на изделие (20) или число изделий (20) на такт (Т) представляет собой целое число; сравнение фактического положения (фактического значения) (23) и ожидаемого положения (заданного значения) (22) виртуальной базовой функции (21); и растягивание полотна (2) материала в ответ на любое отклонение фактического положения (фактического значения) (23) от ожидаемого положения (заданного значения) (22) для минимизации отклонения, причем растягивание достигается посредством регулирования первой скорости (v1) так, чтобы ее величина стала меньше второй скорости (v2).
2. Способ по п.1, отличающийся тем, что сравнение выполняют посредством опорной функции (21), которая генерируется и хранится в компьютеризированном управляющем устройстве (13).
3. Способ по п.1, отличающийся тем, что равный интервал (LS) между синхронизирующими метками приблизительно на 2% меньше отрезка номинальной длины (LN).
4. Способ по любому из пп.1-3, отличающийся тем, что отрезок номинальной длины (LN) представляет собой заданную длину (LP) изделия для изделия (20).
5. Способ по любому из пп.1-3, отличающийся тем, что изделие (20) представляет собой абсорбирующее изделие, при этом способ включает обеспечение полотна (2) материала в виде слоя для такого абсорбирующего изделия.
6. Способ по п.5, отличающийся тем, что полотно (2) материала состоит из заднего слоя для изделия (20).
7. Способ по п.5, отличающийся тем, что полотно (2) материала состоит из боковой панели, верхнего слоя, набивочного материала или аналогичных компонентов материала в изделии (20).
8. Способ по п.5, отличающийся тем, что полотно (2) материала состоит из боковой панели в изделии (20).
9. Способ по любому из пп.1-3 или 6-8, отличающийся тем, что он включает: выдачу готового полотна (15) материала, который состоит из непрерывного ряда множества изделий; и разрезание готового полотна (15) материала на отдельные изделия (20) с отрезком номинальной длины (LN).
10. Установка для синхронизированного позиционирования, по меньшей мере, одного, по существу, непрерывного полотна (2) материала для изготовления абсорбирующих изделий (20), которые содержат напечатанные рисунки (5) или аналогичные полученные путем обработки элементы, при этом полотно (2) материала предназначено для разделения на отрезки номинальной длины (LN) и содержит синхронизирующие метки (6), которые повторяются через равные интервалы (LS), причем установка дополнительно содержит: первое устройство (14) регулирования скорости для подачи полотна (2) материала в производственное устройство (9) с первой скоростью (v1), причем производственное устройство выполнено с возможностью выполнения различных технологических операций для изготовления; второе устройство (12) регулирования скорости для подачи полотна (2) материала на технологические операции со второй скоростью (v2); детектор (10) для обнаружения соответствующих синхронизирующих меток (6); и компьютеризированное управляющее устройство (13), выполненное с возможностью обеспечения синхронизации, посредством которой соответствующие рисунки (5) будут расположены в заданном месте на каждом изделии (20), отличающаяся тем, что управляющее устройство (13) выполнено с возможностью инициирования считывания фактического положения (фактического значения) (23) виртуальной базовой функции (21) при обнаружении, при этом базовая функция (21) представляет собой циклический тактовый импульс, при котором число тактов (Т) на изделие (2) или число изделий (20) на такт (Т) представляет собой целое число, для сравнения фактического положения (фактического значения) (23) и ожидаемого положения (заданного значения) (22) виртуальной базовой функции (21) и с возможностью растягивания полотна (2) материала в ответ на любое отклонение фактического положения (фактического значения) (23) от ожидаемого положения (заданного значения) (22) для минимизации указанного отклонения, причем управляющее устройство (13) выполнено с возможностью выполнения растягивания посредством управления первым устройством (14) регулирования скорости и вторым устройством (12) регулирования скорости так, чтобы первая скорость (v1) имела величину, меньшую величины второй скорости (v2).
11. Установка по п.10, отличающаяся тем, что базовая функция (21) хранится в виде программного обеспечения в управляющем устройстве (13).
12. Установка по любому из п.10 или 11, отличающаяся тем, что равный интервал (LS) между синхронизирующими метками приблизительно на 2% меньше отрезка номинальной длины (LN).
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| УСТРОЙСТВО И СПОСОБ ПОДБОРКИ И ОТДЕЛКИ НЕСКОЛЬКИХ БУМАЖНЫХ ПОЛОТЕН | 1995 |
|
RU2141924C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 4837715 A1, 06.06.1989. | |||

