УРОВЕНЬ ТЕХНИКИ
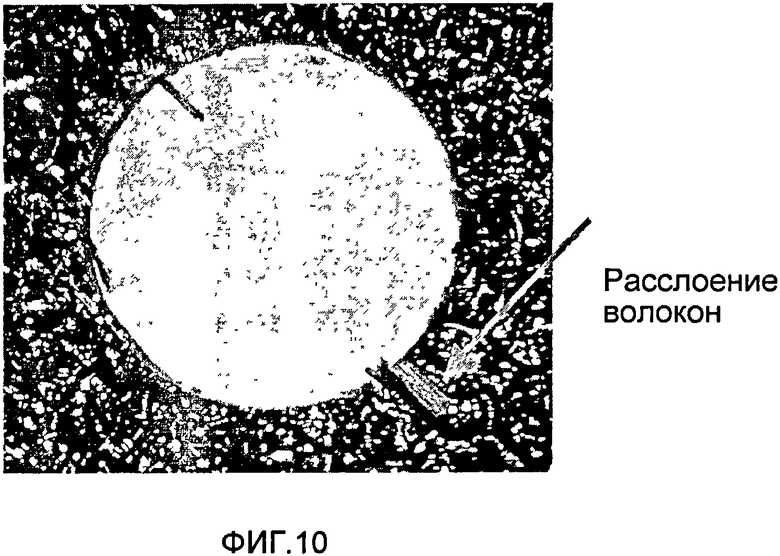
Материалы из пластмассы, армированной волокнами (волокниты), широко используются в аэрокосмической промышленности благодаря их высокой удельной прочности и высокой удельной жесткости. Это композитные материалы, состоящие из связующего материала из мягкой смолы и армирующего наполнителя из волокна высокой прочности. Типичными армирующими волокнами являются углеродные волокна (углепластик), стекловолокно (стеклопластик), кевларовые волокна и т.д. Волокниты часто обрабатывают для получения слоистой структуры. Они обладают превосходной плоскостной прочностью, но низкой межслоевой прочностью. Существует тенденция расслаивания волокон во время их механической обработки. На ФИГ.10 показано расслоение волокон вокруг отверстия, выполненного посредством обычной концевой фрезы.
Одним из способов снижения расслаивания волокон является использование процесса орбитального сверления. Орбитальное сверление является операцией выполнения отверстий посредством сверления, при которой центр концевой фрезы вращается вокруг центра предполагаемого отверстия, и в то же время вращается вокруг собственной оси и перемещается в продольном направлении. Орбитальное сверление также называют орбитальным сверлением и винтовой интерполяцией.
Таким образом, существует необходимость в режущем инструменте, у которого в процессе обработки материалов из пластмассы, армированной волокнами, обеспечивается минимальное расслоение волокон.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, предложена концевая фреза для орбитального сверления материалов из армированной волокнами пластмассы, содержащая хвостовик определенного диаметра, шейку определенного диаметра и режущую головку с определенным диаметром фрезы, радиусом закругления уголков, углом поднутрения и задним радиусом закругления режущей головки, в которой диаметр шейки составляет приблизительно от 65 до 90% от диаметра фрезы, угол поднутрения находится приблизительно от 2 до 6°, а радиус закругления уголков составляет приблизительно от 3 до 8% от диаметра фрезы.
В другом варианте изобретения концевая фреза для орбитального сверления материалов из армированной волокнами пластмассы имеет угол поднутрения приблизительно от 2 до 6°, угол наклона винтовой линии приблизительно от 5 до 18°, радиальный угол наклона приблизительно от 5 до 15°, осевой передний угол торцовых зубьев приблизительно от 3 до 10° и главный задний угол приблизительно от 10 до 18°.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дальнейшие особенности настоящего изобретения, а также преимущества, исходящие в результате его внедрения, станут очевидными из последующего подробного описания, сделанного со ссылкой на чертежи, на которых:
ФИГ.1 является видом сбоку геометрического построения концевой фрезы для обработки армированной волокнами пластмассы в соответствии с вариантом осуществления данного изобретения;
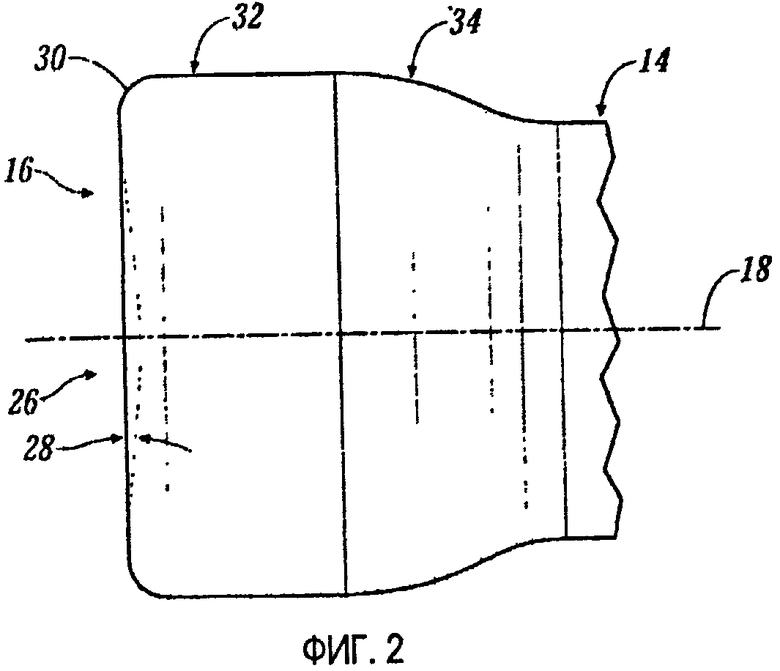
ФИГ.2 является увеличенным видом сбоку режущей головки концевой фрезы, представленной на ФИГ.1;
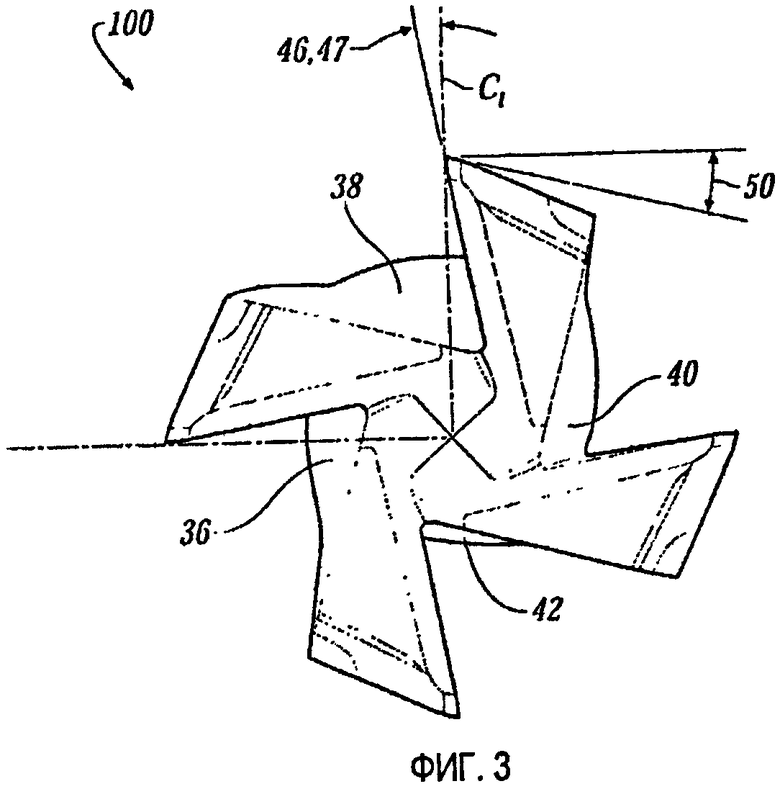
ФИГ.3 является видом сзади концевой нецентрорежущей фрезы с четырьмя канавками для обработки армированной волокнами пластмассы в соответствии с вариантом осуществления данного изобретения;
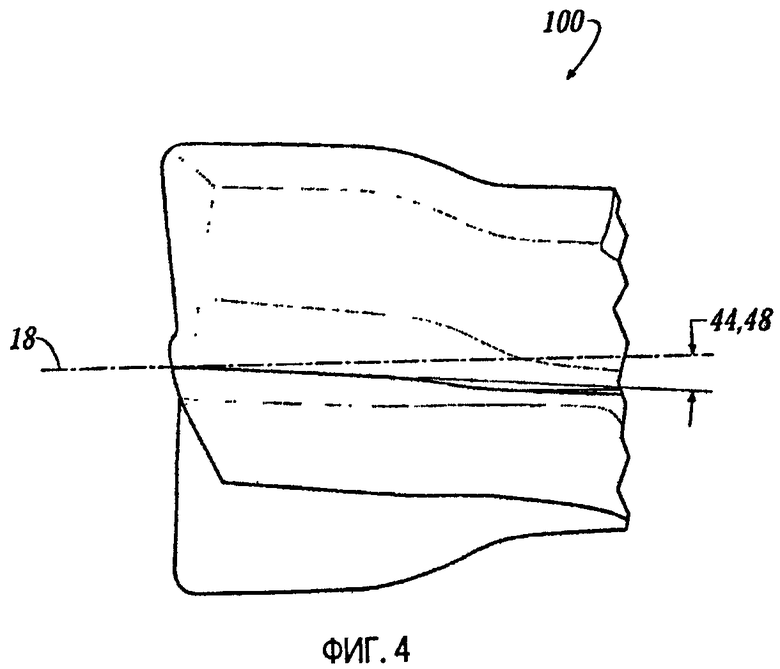
ФИГ.4 является частичным видом сбоку концевой нецентрорежущей фрезы с четырьмя канавками, представленной на ФИГ.3;
ФИГ.5 является фотографией, демонстрирующей качество отверстия, выполненного посредством концевой нецентрорежущей фрезы с четырьмя канавками, представленной на ФИГ.3;
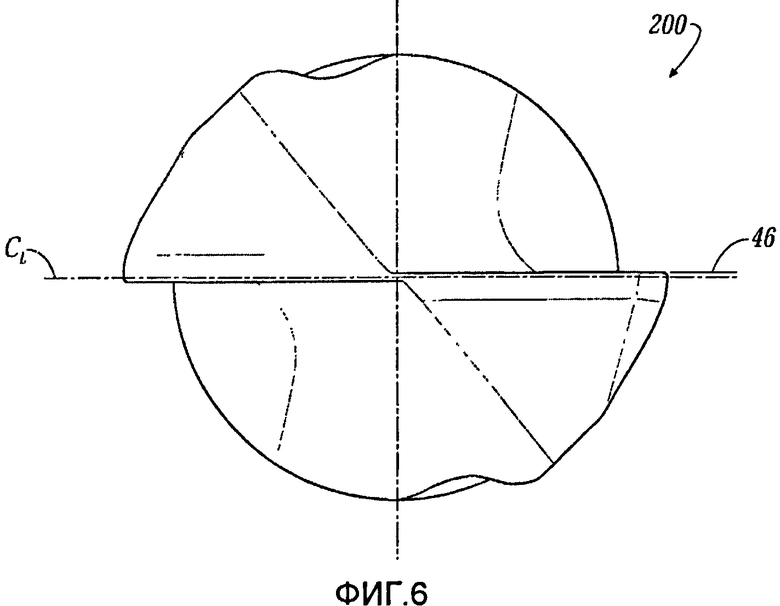
ФИГ.6 является видом сзади концевой центрорежущей фрезы с двумя канавками для обработки армированной волокнами пластмассы в соответствии с вариантом осуществления данного изобретения;
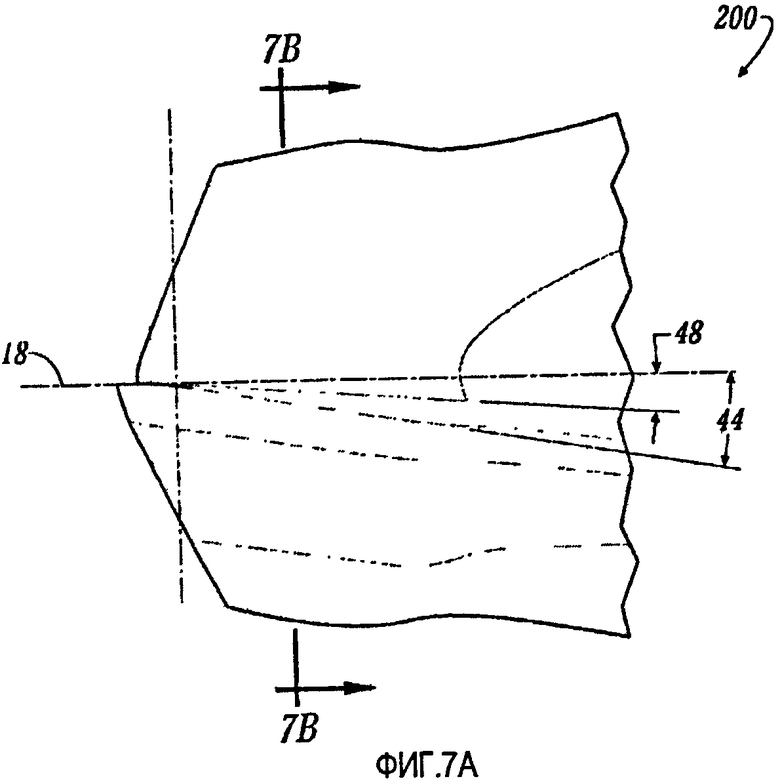
ФИГ.7А является частичным видом сбоку концевой центрорежущей фрезы с двумя канавками, представленной на ФИГ.6;
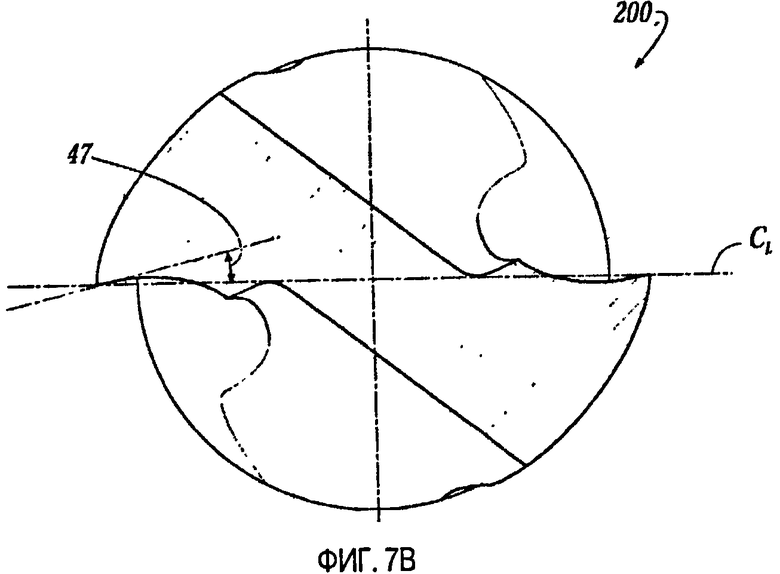
ФИГ.7В является частичным поперечным разрезом сзади концевой центрорежущей фрезы с двумя канавками вдоль линии 7В-7В на ФИГ.7А;
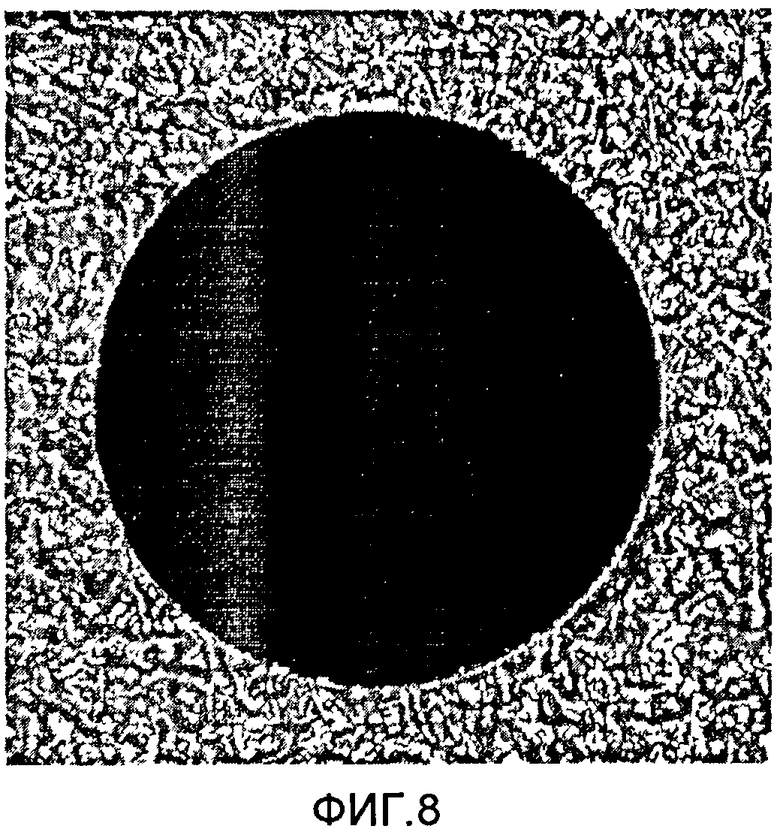
ФИГ.8 является фотографией, демонстрирующей качество отверстия, выполненного посредством концевой центрорежущей фрезы с двумя канавками, представленной на ФИГ.6;
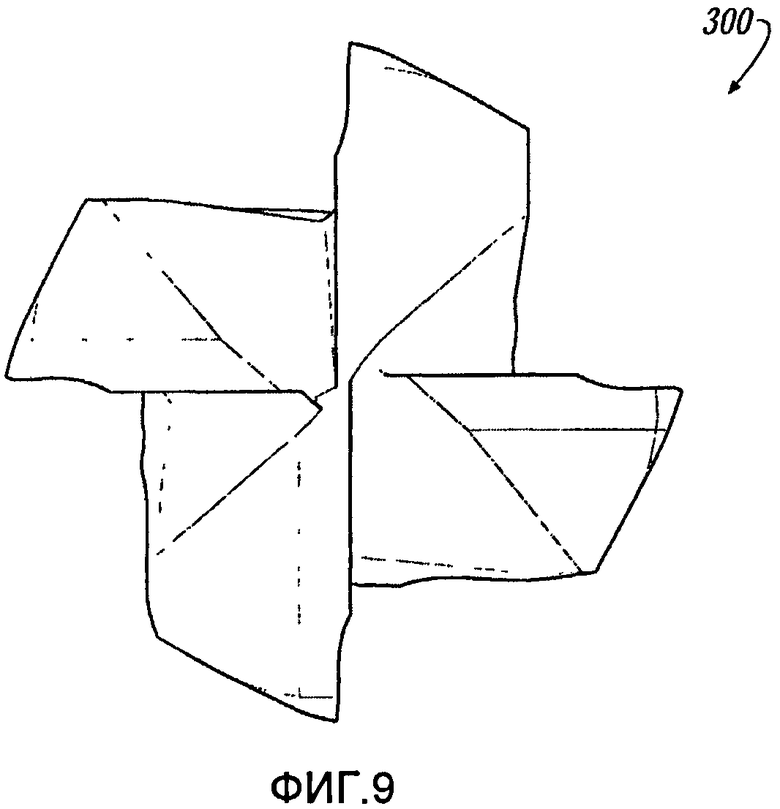
ФИГ.9 является видом сзади концевой центрорежущей фрезы с четырьмя канавками для обработки армированной волокнами пластмассы в соответствии с вариантом осуществления данного изобретения; и
ФИГ.10 демонстрирует расслоение волокон вокруг отверстия, выполненного посредством обычной концевой фрезы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ИНСТРУМЕНТА
На ФИГ.1 и 2, на которых одинаковые ссылочные позиции отображают одинаковые элементы, концевая фреза для орбитального сверления материалов из армированной волокнами пластмассы показана в общем виде под позицией 10. В общем случае концевая фреза 10 содержит хвостовик 12, шейку 14, режущую головку 16 и продольную ось 18. В одном из вариантов осуществления настоящего изобретения у хвостовика 12 диаметр 20 равен приблизительно 0,40 дюйма (10,16 мм), у шейки 14 диаметр 22 равен приблизительно 0,22 дюйма (5,59 мм) и у режущей головки 16 диаметр 24 фрезы равен приблизительно 0,28 дюйма (7,11 мм). В общем случае диаметр шейки 22 меньше диаметра 24 фрезы. Например, диаметр 22 шейки может составлять приблизительно от 65 до 90% от диаметра 24 фрезы.
Как лучше всего видно на ФИГ.2, режущая головка 16 включает переднюю режущую кромку 26 с углом 28 поднутрения относительно торцовой поверхности. В одном из вариантов осуществления настоящего изобретения угол 28 поднутрения может находиться в пределах приблизительно от 2 до 6°. Режущая головка 16 также имеет радиус 30 закругления уголков, который составляет приблизительно 3-8% от диаметра 24 фрезы. Радиус 30 закругления уголков зависит от диаметра 24 фрезы. Например, в одном из вариантов осуществления настоящего изобретения радиус 30 закругления уголков равен приблизительно 0,02 дюйма (0,51 мм) для диаметра 24 фрезы приблизительно 0,28 дюйма (7,11 мм). Режущая головка 16 имеет также грань 32, расположенную между радиусом 30 закругления уголков и задним радиусом 34 закругления режущей головки, который является переходом от режущей головки 16 большего диаметра к шейке 14 меньшего диаметра. В одном из вариантов осуществления настоящего изобретения задний радиус 34 закругления режущей головки равен приблизительно 0,16 дюйма (4,06 мм) при диаметре фрезы приблизительно 0,28 дюйма (7,11 мм) и диаметре 22 шейки приблизительно 0,22 дюйма (5,59 мм).
КОНФИГУРАЦИЯ ИНСТРУМЕНТА
В общем случае, в концевой фрезе угол поднутрения составляет приблизительно 2-6°, угол наклона винтовой линии составляет приблизительно 5-18°, радиальный угол наклона торцовых зубьев составляет приблизительно 0-15°, радиальный передний угол периферийных зубьев составляет приблизительно 8-16°, осевой передний угол торцовых зубьев составляет приблизительно 3-10° и главный задний угол составляет приблизительно 10-18°.
Описанные выше принципы геометрических параметров инструмента можно применить к различным формам режущего инструмента. С помощью этих принципов были выполнены проверка и сравнение различных форм концевой фрезы 10.
На ФИГ.3 и 4 показан пример применения принципов геометрических параметров инструмента к концевой нецентрорежущей фрезе 100 с четырьмя канавками 36, 38, 40 и 42, расположенными под углом 44 наклона к продольной оси 18, равным приблизительно 10°. Кроме того, концевая фреза 10 включает, но не ограничивается этим, угол 28 поднутрения, равный приблизительно 4°, радиальный угол 46 наклона торцовых зубьев, равный приблизительно 10°, радиальный передний угол 47 периферийных зубьев, равный приблизительно 10°, осевой передний угол 48 торцовых зубьев, равный приблизительно 5°, и главный задний угол 50, равный приблизительно 12°. Необходимо отметить, что радиальный угол 46 наклона торцовых зубьев приблизительно равен радиальному переднему 47 углу периферийных зубьев.
Как показано на ФИГ.5, с помощью данной концевой фрезы достигается отличное качество сверления отверстия без видимого расслоения волокон.
В другом примере, показанном на ФИГ.6, 7А и 7В, принципы геометрических параметров инструмента были использованы для концевой центрорежущей фрезы 200 с двумя канавками под углом 44 наклона, равным приблизительно 10°, с углом поднутрения, равным приблизительно 4°, с радиальный углом 46 наклона торцовых зубьев, равным приблизительно 0°, с радиальным передним углом 47 периферийных зубьев, равным приблизительно 10°, с осевым передним углом 48 торцовых зубьев, равным приблизительно 5°, и с главным задним углом, равным приблизительно 12°. Следует отметить, что радиальный угол 46 наклона торцовых зубьев равен или меньше радиального переднего угла 47 периферийных зубьев из-за прорезанных канавок.
Как показано на ФИГ.8, с помощью данной концевой фрезы достигается отличное качество сверления отверстия без видимого расслоения волокон.
В другом примере, показанном на ФИГ.9, геометрические параметры инструмента, которые применялись для концевой центрорежущей фрезы с двумя канавками, были использованы для концевой центрорежущей фрезы с четырьмя канавками 300. Результаты испытаний показали, что данная концевая фреза выполняет отверстия отличного качества без расслоения волокна.
АЛМАЗНОЕ ПОКРЫТИЕ
Волокнистое армирование волокнитов является очень жестким и может привести к существенному сокращению срока службы твердосплавного инструмента без износостойкого покрытия. Для увеличения срока службы указанных выше концевых фрез на их поверхность наносится слой алмазного покрытия толщиной около 12 мкм. В одном из вариантов осуществления настоящего изобретения концевая фреза 10 была выполнена из подложки из карбида вольфрама (KB) с содержанием кобальта (СК), составляющим приблизительно 3-10 мас.%, на которую методом химического осаждения из паровой фазы (ХОПФ) было нанесено алмазное покрытие толщиной около 8-20 мкм. Испытания показали, что срок службы инструмента с алмазным покрытием увеличивается в 20 раз. Концевая фреза 10 может быть также выполнена из поликристаллического алмаза (ПКА).
Желательно, чтобы принципы геометрических параметров инструмента могли быть применены к концевым центрорежущим и нецентрорежущим фрезам, выполняющим орбитальное сверление материалов из армированной волокнами пластмассы.
Документы, патенты и заявки на патент, указанные здесь, включены посредством ссылки.
Несмотря на то что изобретение было специально описано применительно к конкретному варианту осуществления изобретения, необходимо понимать, что данное описание является только иллюстрацией, но не ограничивается ею, и область применения прилагаемой формулы изобретения необходимо интерпретировать настолько широко, насколько позволит ограничительная часть формулы изобретения.
Фреза содержит хвостовик определенного диаметра, шейку определенного диаметра и режущую головку с определенным диаметром фрезы, радиусом закругления уголков, углом поднутрения и задним радиусом закругления режущей головки. При этом диаметр шейки составляет приблизительно от 65 до 90% от диаметра фрезы, угол поднутрения находится приблизительно от 2 до 6°, а радиус закругления уголков составляет приблизительно от 3 до 8% от диаметра фрезы. Технический результат: минимальное расслоение волокон обрабатываемого материала. 2 н. и 10 з.п. ф-лы, 10 ил.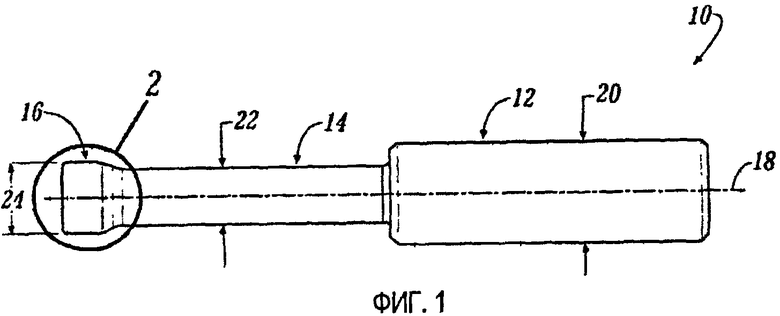
1. Концевая фреза для орбитального сверления материалов из армированной волокном пластмассы, содержащая хвостовик определенного диаметра, шейку определенного диаметра и режущую головку с определенным диаметром фрезы, радиусом закругления уголков, углом поднутрения и задним радиусом закругления режущей головки, при этом диаметр шейки составляет приблизительно от 65 до 90% от диаметра фрезы, угол поднутрения составляет приблизительно от 2 до 6°, а радиус закругления уголков составляет приблизительно от 3 до 8% от диаметра фрезы.
2. Концевая фреза по п.1, отличающаяся тем, что имеет множество канавок с углом наклона приблизительно от 5 до 18°.
3. Концевая фреза по п.1, отличающаяся тем, что радиальный угол наклона торцовых зубьев выполнен приблизительно от 0 до 15° и радиальный передний угол периферийных зубьев выполнен приблизительно от 8 до 16°.
4. Концевая фреза по п.1, отличающаяся тем, что осевой передний угол торцовых зубьев выполнен приблизительно от 3 до 10°.
5. Концевая фреза по п.1, отличающаяся тем, что главный задний угол выполнен приблизительно от 10 до 18°.
6. Концевая фреза по п.1, отличающаяся тем, что выполнена в виде подложки из твердого сплава карбида вольфрама с содержанием кобальта приблизительно от 3 до 10 мас.%.
7. Концевая фреза по п.6, отличающаяся тем, что она выполнена с алмазным покрытием толщиной приблизительно от 8 до 20 мкм.
8. Концевая фреза по п.1, отличающаяся тем, что выполнена из поликристаллического алмаза (ПКА).
9. Концевая фреза для орбитального сверления материалов из армированной волокнами пластмассы, имеющая угол поднутрения приблизительно от 2 до 6°, множество канавок с углом наклона приблизительно от 5 до 18°, радиальный угол наклона торцовых зубьев приблизительно от 0 до 15°, радиальный передний угол периферийных зубьев приблизительно от 8 до 16°, осевой передний угол торцовых зубьев приблизительно от 3 до 10° и главный задний угол приблизительно от 10 до 18°.
10. Концевая фреза по п.9, отличающаяся тем, что она выполнена в виде подложки из твердого сплава карбида вольфрама с содержанием кобальта приблизительно от 3 до 10 мас.%.
11. Концевая фреза по п.10, отличающаяся тем, что выполнена с алмазным покрытием толщиной приблизительно от 8 до 20 мкм.
12. Концевая фреза по п.9, отличающаяся тем, что она выполнена из поликристаллического алмаза (ПКА).
| US 6655880 В2, 02.12.2003 | |||
| Многозубые цельные инструменты малых размеров из металлокерамических твердых сплавов, в частности торцевые фрезы | 1948 |
|
SU90411A1 |
| Инструмент для механической обработки деталей из полимерных материалов | 1977 |
|
SU630079A1 |
| Многозубый фасонный осевой инструмент | 1989 |
|
SU1664474A1 |
| Биметаллический инструмент | 1987 |
|
SU1724441A1 |

