Предлагаемое изобретение относится к способу изготовления камеры сгорания посредством соединения между собой предварительно отформованных обечаек. Более конкретно, изобретение относится к зарезервированному типу соединения, исключающему всякую роликовую сварку. Предлагаемое изобретение предпочтительно применять для изготовления так называемых камер сгорания "с изгибом потока".
Предлагаемое изобретение относится также к прямоточной камере сгорания, получаемой при осуществлении предлагаемого способа, а также к турбореактивному двигателю, оборудованному такой камерой сгорания.
Так называемая камера сгорания с изгибом потока обычно изготавливается из листового металла, изогнутого таким образом, чтобы сформировать обечайки. Эти обечайки затем соединяются между собой. Для обеспечения их соединения эти обечайки часто содержат кольцевые язычки, присоединенные к ним плашмя при помощи роликовой сварки.
Эти язычки, присоединенные к обечайкам при помощи сварки, выступают наружу по отношению к поверхности камеры сгорания, что создает потери напора в потоке воздуха, обтекающем камеру сгорания. Кроме того, возникает ослабление механической прочности на уровне расположения этих язычков, особенно для камеры сгорания с изгибом потока, в процессе воздействий изгибающего характера на наружный коленчатый изгиб такой камеры сгорания.
Кроме того, соединения такого типа порождают термомеханические напряжения и ставят проблемы доступа к ним в случае применения лазерной перфорации этой камеры.
В недавнем прошлом была сделана попытка уменьшить количество этих кольцевых язычков за счет реализации соединений встык. Однако рассматривавшиеся до настоящего времени технические решения не позволяли полностью устранить всякую роликовую сварку.
Предлагаемое изобретение позволяет решить эту техническую проблему.
Предлагаемое изобретение относится к способу изготовления камеры сгорания, сформированной главным образом из обечаек, соединенных между собой при помощи сварки, отличающемуся тем, что этот способ состоит в раздельной реализации двух подсистем таких обечаек путем соединения этих обечаек встык при помощи сварки, приваривая к одному концу первой подсистемы промежуточное соединительное кольцо, содержащее монтажную опорную поверхность, в размещении конца второй подсистемы на этой опорной поверхности и в ее присоединении при помощи сварки к упомянутому промежуточному кольцу.
Для изготовления так называемой камеры сгорания с изгибом потока упомянутая первая подсистема образована в основном наружными обечайками, и упомянутая вторая подсистема образована в основном внутренними обечайками. Обечайки каждой подсистемы соединяются между собой встык при помощи сварки. Обечайка с плоской донной частью образует донную часть камеры сгорания, в которой устанавливаются топливные форсунки, и эта донная часть камеры сгорания представляет собой часть одной из упомянутых подсистем перед окончательной сваркой.
Так, например, одна из этих подсистем включает упомянутую донную часть камеры сгорания, и один из концов этой донной части камеры сгорания образует конец упомянутой второй подсистемы, предназначенной для приваривания к упомянутому промежуточному кольцу.
Известным образом всякое сварное соединение встык выполняется при осуществлении регулируемого сближения двух соединяемых между собой деталей с использованием инструментов, обеспечивающих радиальное расширение, которые обеспечивают возможность соответствующего позиционирования соединяемых встык деталей с целью их сваривания.
Упомянутое промежуточное соединительное кольцо представляет собой деталь, по меньшей мере частично обработанную механически на своих подлежащих подгонке сторонах. Таким образом, имеется возможность обеспечить реализацию функции центрирования в момент окончательного соединения двух упомянутых подсистем при помощи орбитальной сварки. Это соединение может осуществляться при помощи лазерной сварки или сварки типа "TIG".
Кроме того, упомянутое промежуточное соединительное кольцо содержит или само образует присадочный металл или припой, необходимый для обеспечения сварного соединения с упомянутой второй подсистемой.
Таким образом, камера сгорания в соответствии с предлагаемым изобретением отличается тем, что она образована множеством предварительно отформованных обечаек, в частности донной частью камеры сгорания, соединенных между собой встык при помощи сварки, за исключением соединения между двумя подсистемами таких обечаек, причем упомянутое соединение осуществляется при помощи размещения упомянутого промежуточного соединительного кольца.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже и используемого лишь в качестве иллюстративного примера описания способа изготовления камеры сгорания "с изгибом потока" в соответствии с принципом этого изобретения, в котором приведены ссылки на чертежи, в числе которых:
Фиг.1А-1С схематически иллюстрируют различные операции осуществления сварных соединений для формирования некоторой первой подсистемы;
Фиг.2А-2С схематически иллюстрируют различные операции осуществления сварных соединений для формирования некоторой второй подсистемы;
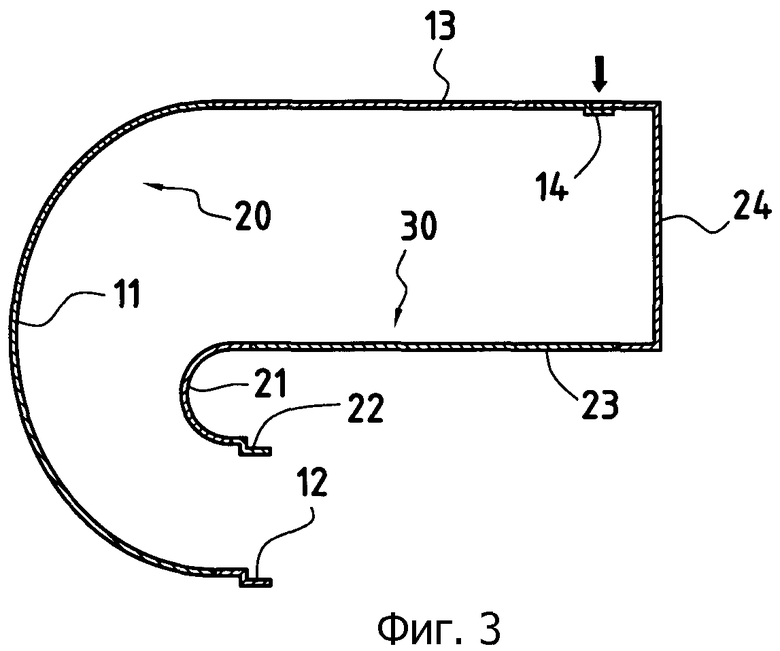
Фиг.3 схематически иллюстрирует операцию осуществления орбитального сварного соединения, объединяющего обе упомянутые выше подсистемы, для образования камеры сгорания с изгибом потока.
Кратко описанные выше чертежи представляют собой схематические виды в половинном разрезе, демонстрирующие кольцевые обечайки или другие кольцевые детали, соответствующим образом соединенные между собой для того, чтобы образовать камеру сгорания с изгибом потока. За исключением проиллюстрированного на фиг.3 сварного соединения, которое представляет собой специфический для предлагаемого изобретения орбитальный сварной шов, позволяющий соединить две подсистемы обечаек, уже соединенных между собой встык при помощи сварки, другие операции, описанные в дальнейшем со ссылками на фиг.1А-1С и на фиг.2А-2С, могут быть выполнены в различном порядке. Зато операция, схематически представленная на фиг.3, представляет собой последнюю операцию соединения при помощи сварки.
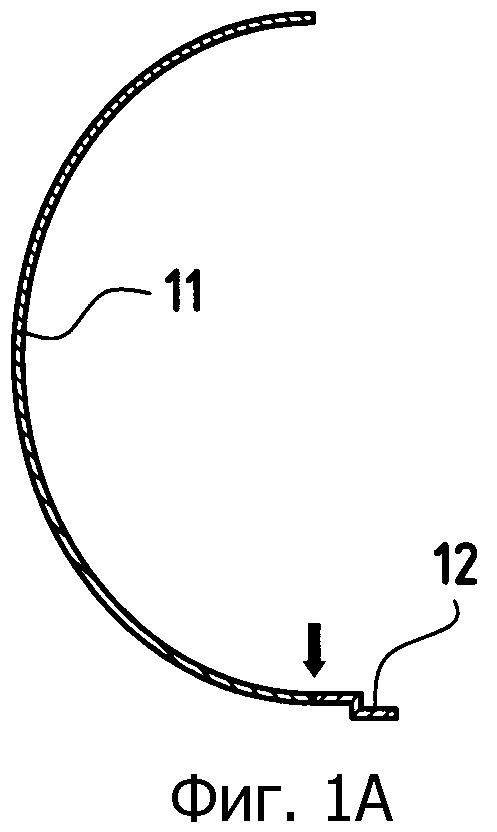
Сварные соединения, выполненные встык и упоминающиеся со ссылками на фиг.1А-1С и на фиг.2А-2С, показаны на этих чертежах стрелками.
В соответствии с фиг.1А осуществляют соединение встык при помощи сварки в атмосфере нейтрального газа гнутого металлического листа, имеющего форму обечайки 11, образующей наружное колено камеры сгорания, с механически обработанным, в случае необходимости, соединительным кольцом 12. Затем это соединительное кольцо будет использовано для соединения между выходной частью этой камеры сгорания и турбиной высокого давления.
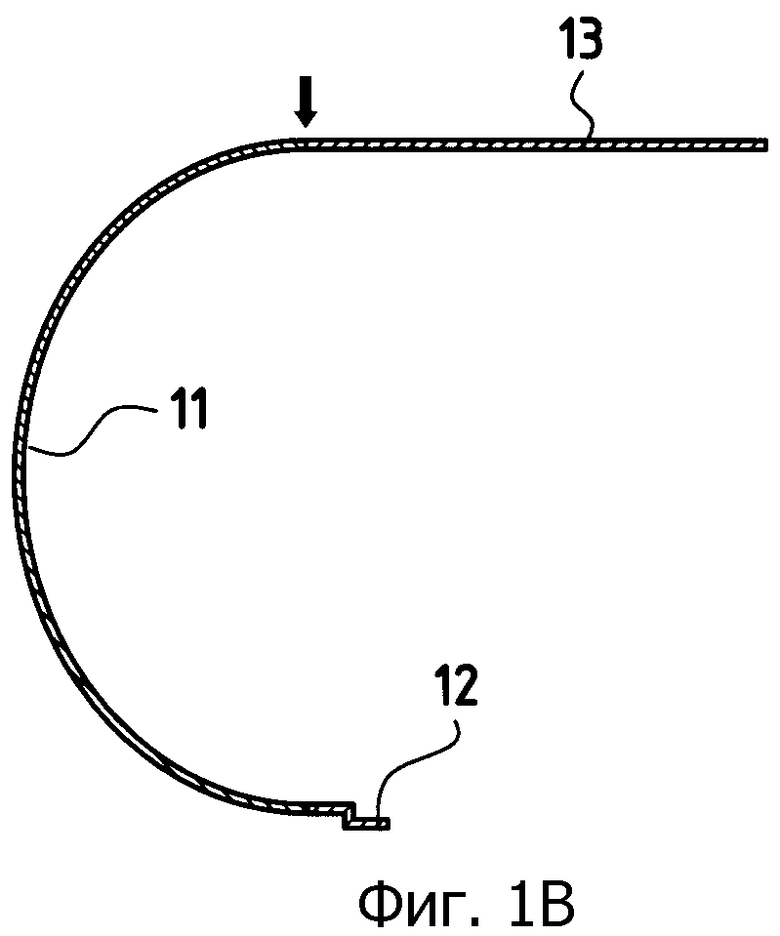
В соответствии с фиг.1В далее осуществляют соединение встык при помощи сварки в атмосфере нейтрального газа другого конца этого наружного колена с концом цилиндрической обечайки 13, образующей наружную стенку камеры сгорания.
В соответствии с фиг.1С осуществляют соединение встык при помощи сварки другого круглого конца цилиндрической обечайки 13 с промежуточным соединительным кольцом 14, которое будет использоваться в процессе осуществления окончательного сварного соединения. Это сварное соединение также осуществляется в атмосфере нейтрального газа. Как об этом уже было сказано выше, промежуточное соединительное кольцо 14 содержит цилиндрическую монтажную опорную поверхность 15, имеющую несколько меньший диаметр. Размерные параметры этой монтажной опорной поверхности формируются при помощи механической обработки. Эта монтажная опорная поверхность может содержать, например, скошенную кромку, располагающуюся в непосредственной близости от выступа, определяющего опорную поверхность, имеющую уменьшенный диаметр. Эта скошенная кромка будет обеспечивать подвод присадочного металла или припоя в процессе осуществления окончательного сварного соединения.
На заключительном этапе осуществления операции, схематически проиллюстрированной на фиг.1С, обеспечивают реализацию первой подсистемы 20, образующей всю наружную часть так называемой камеры сгорания "с изгибом потока".
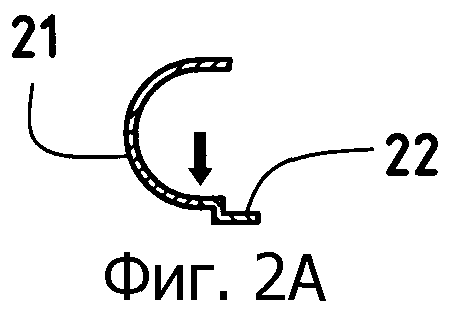
В соответствии с операцией, проиллюстрированной на фиг.2А, осуществляют соединение встык при помощи сварки обечайки 21 в виде гнутого металлического листа, предназначенной для формирования внутреннего колена камеры сгорания, с соединительным кольцом 22 того же функционального назначения, что и соединительное кольцо, показанное на фиг.1А, и также предназначенным для последующего соединения с упомянутой турбиной.
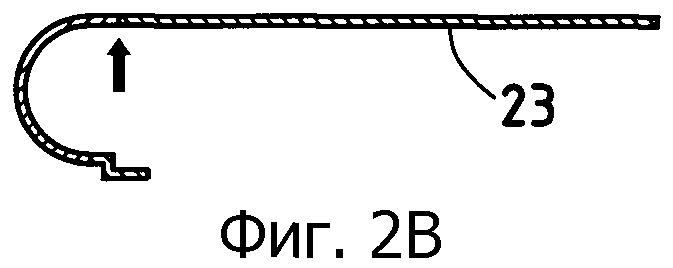
В соответствии с фиг.2В затем осуществляют соединение встык при помощи сварки в атмосфере нейтрального газа другого конца внутреннего колена камеры сгорания с цилиндрической обечайкой 23, предназначенной для формирования внутренней стенки этой камеры сгорания.
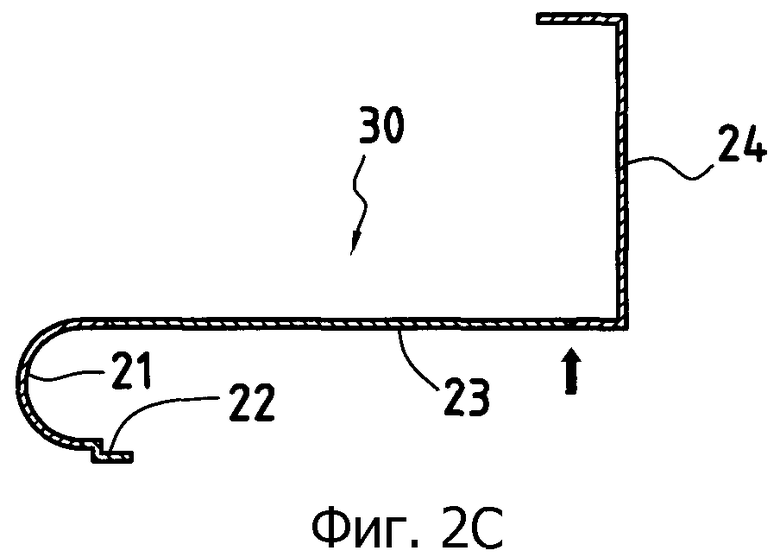
В соответствии с фиг.2С затем осуществляют соединение встык при помощи сварки в атмосфере нейтрального газа другого конца цилиндрической обечайки 23 с внутренней кромкой обечайки 24, предназначенной для образования донной части камеры сгорания, на которой будут установлены топливные форсунки.
На заключительном этапе осуществления операции, схематически проиллюстрированной на фиг.2С, обеспечивают реализацию второй подсистемы 30, образующей всю внутреннюю часть будущей камеры сгорания, дополненной донной частью этой камеры сгорания.
В соответствии с фиг.3 обе упомянутые выше подсистемы 20, 30 подводятся одна к другой, причем промежуточное соединительное кольцо 14 подгоняется к донной части камеры сгорания 24 и присоединяется к ней при помощи орбитального сварного шва, например, с использованием лазера, в атмосфере нейтрального газа. Как об этом уже было сказано выше, необходимый присадочный металл или припой подается при помощи этого промежуточного соединительного кольца.
Следует отметить, что при данной конструкции промежуточного соединительного кольца последнее сварное соединение не будет нарушать нормального течения потока воздуха вокруг камеры сгорания.
Кроме того, изготовленная таким образом камера сгорания с "гладкой" наружной стенкой облегчает позиционирование лазерного оборудования, используемого для реализации отверстий мультиперфорации в стенке этой камеры сгорания.
Используемый в данном случае тип сварного соединения обеспечивает наилучшие термомеханические характеристики данной камеры сгорания. При этом достигается снижение стоимости изготовления такой камеры сгорания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жаровой трубы камеры сгорания | 2022 |
|
RU2783053C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| ЯДЕРНЫЙ РЕАКТОР НА БЫСТРЫХ НЕЙТРОНАХ ИНТЕГРАЛЬНОГО ТИПА | 1995 |
|
RU2153708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338955C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2137010C1 |
| Устройство для сборки под сварку изделий кольцевой формы | 1980 |
|
SU948594A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО КОРПУСА ТИПА ОБОЛОЧКИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2306364C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ СИСТЕМЫ ВПРЫСКИВАНИЯ НА ДОННОЙ ЧАСТИ КАМЕРЫ СГОРАНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ И СПОСОБ ТАКОГО КРЕПЛЕНИЯ | 2006 |
|
RU2406935C2 |
Способ изготовления камеры сгорания «с изгибом потока», сформированной из обечаек, заключается в соединении их между собой при помощи сварки. Раздельно реализуют две подсистемы (20, 30) таких обечаек посредством соединения встык этих обечаек при помощи сварки. При этом к одному концу первой из упомянутых подсистем (20) приваривают промежуточное соединительное кольцо (14), содержащее монтажную опорную поверхность. Размещают конец второй из упомянутых подсистем (30) на этой опорной поверхности и присоединяют ее при помощи сварки к упомянутому промежуточному кольцу. Изобретение позволяет уменьшить термомеханические характеристики камеры сгорания и снизить стоимость ее изготовления. 4 н. и 6 з.п. ф-лы, 7 ил.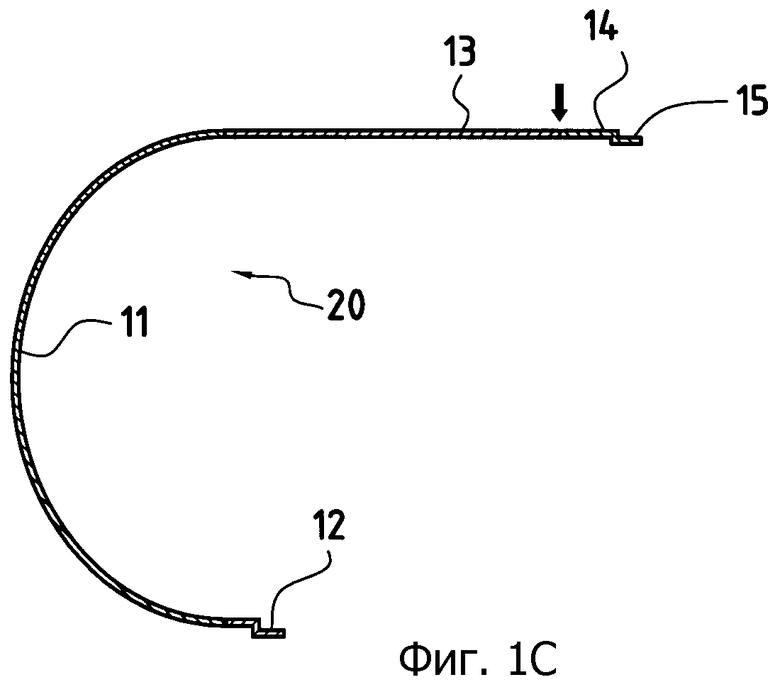
1. Способ изготовления камеры сгорания, сформированной из обечаек, соединенных между собой при помощи сварки, отличающийся тем, что раздельно реализуют две подсистемы (20, 30) таких обечаек посредством соединения встык этих обечаек при помощи сварки, при этом к одному концу первой из упомянутых подсистем (20) приваривают промежуточное соединительное кольцо (14), содержащее монтажную опорную поверхность, размещают конец второй из упомянутых подсистем (30) на этой опорной поверхности и присоединяют ее при помощи сварки к упомянутому промежуточному кольцу.
2. Способ по п.1, отличающийся тем, что упомянутое соединение встык при помощи сварки выполняют с использованием регулирования сближения двух соответствующих обечаек при помощи инструментов радиального расширения.
3. Способ по п.2, отличающийся тем, что упомянутое промежуточное соединительное кольцо (14) реализуют, по меньшей мере частично, при помощи механической обработки.
4. Способ по п.1, отличающийся тем, что промежуточное соединительное кольцо (14) содержит присадочный металл или припой, необходимый для осуществления его соединения при помощи сварки с упомянутой второй подсистемой.
5. Способ по п.1, отличающийся тем, что осуществляют соединение встык при помощи сварки других соединительных колец (12, 22) соответственно с другими концами двух упомянутых подсистем.
6. Способ по одному из пп.1-5, отличающийся тем, что для изготовления камеры сгорания "с изгибом потока" формируют некоторую первую наружную подсистему (20) и некоторую вторую внутреннюю подсистему (30) путем соединения встык при помощи сварки предварительно отформованных обечаек, причем одна из этих подсистем имеет в своем составе донную часть камеры сгорания (24), конец которой образует конец упомянутой второй подсистемы, предназначенной для присоединения при помощи сварки к промежуточному кольцу (14).
7. Камера сгорания, отличающаяся тем, что она образована множеством предварительно отформованных обечаек (11, 13, 23) и ее донной частью (24), соединенными между собой встык при помощи сварки, за исключением соединения между двумя подсистемами (20, 30) таких обечаек, причем это соединение осуществляется с введением промежуточного соединительного кольца (14).
8. Камера сгорания по п.7, отличающаяся тем, что промежуточное соединительное кольцо (14) содержит монтажную опорную поверхность (15), причем промежуточное соединительное кольцо (14) присоединено встык при помощи сварки к первой подсистеме (20) обечаек, а также присоединено с использованием сварки ко второй подсистеме (30) обечаек путем приваривания к упомянутой монтажной опорной поверхности.
9. Турбореактивный двигатель, содержащий камеру сгорания, полученную в результате осуществления способа в соответствии с одним из пп.1-6.
10. Турбореактивный двигатель, содержащий камеру сгорания в соответствии с одним из пп.7 или 8.
| Способ получения селенофен -3-альдегидов | 1978 |
|
SU791752A1 |
| US 4458481 A, 10.07.1984 | |||
| US 4194358 A, 25.03.1980 | |||
| US 4380906 A, 26.04.1983 | |||
| ТРУБЧАТО-КОЛЬЦЕВАЯ КАМЕРА СГОРАНИЯ ГАЗОТУРБИННОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2106578C1 |
| ТРУБЧАТО-КОЛЬЦЕВАЯ КАМЕРА СГОРАНИЯ ГАЗОТУРБИННОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2106579C1 |

