Изобретение относится к сгбласти сварки, преимущественно к устройствам для сборки- под сварку изделий кольцевой формы из тонколистовых материалов. Изобретение может быть применено в авиационной, химической, судостроительной и машиностроительной промышленностях
Известно разжимное подкладное кольцо, на котором зафиксированы свариваемые кромки в напряженном состоянии Ц
Недостатком разжимного подкладного, -кольца является то что при изменении диаметра свариваемых обечаек требуется изготавливать новое подкладное кольцо, применяемое только для одного диаметра свариваемых обечаек, трудоемко в изготовлении. Отсутствие возможности закрытия сварочного и сборочного зазоров влечет за собой применение присадочной проволоки, ухудшающей качество сварного шва, а следовательно/ и изделия в целом. Кроме того, требуется применение дополнительного специал.ьного оборудования, позволяющего подавать свариваемые оболочки, зафиксированные на разжимном прокладном кольце, со скоростью сварки.
Наиболее близким по техническому решению является устройство для сборки под сварку изделий кольцевой формы, содержащее радиально расположенные направляющие, в которых установлены ползуны, снабженные «Ьсями с опорными роликами, установленными с возможностью взаимодействия с наружной и внутренней поверхностью изде10лия 2 .
Такое устройство не обеспечивает сварку кольцевых швов тонкостенных обечаек, так как на нем отсутствует возможность фиксации двух обечаек,
15 собранных встык, и формирование корня шва.
Целью настоящего изобретения является расширение технологических возможностей устройства путем обес20печения сварки кольцевых швов изделий различного диаметра и повышения качества сварки.
Указанная цель достигается тем, что устройство для сборки под сварку
25 изделий кольцевой формы, содержащее ра-диально расположенные направляющие, в которых установлены ползуны, снабженные осями с опорными и прижимными роликами, снабжено дополнительными
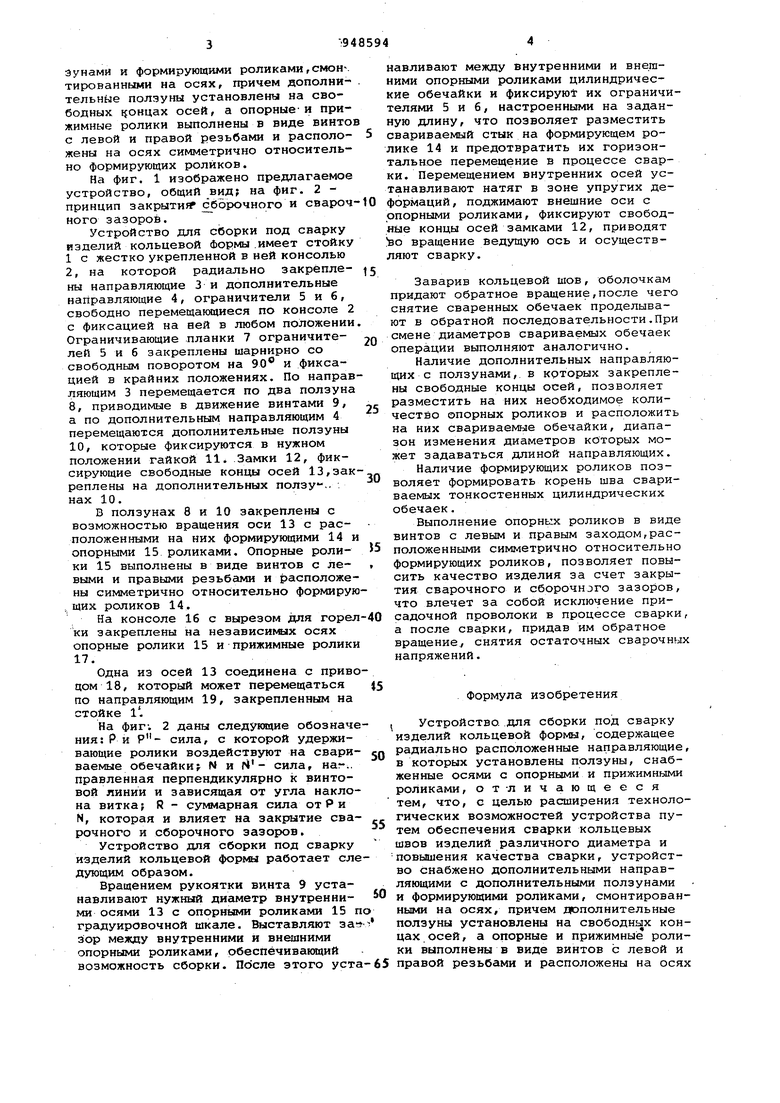
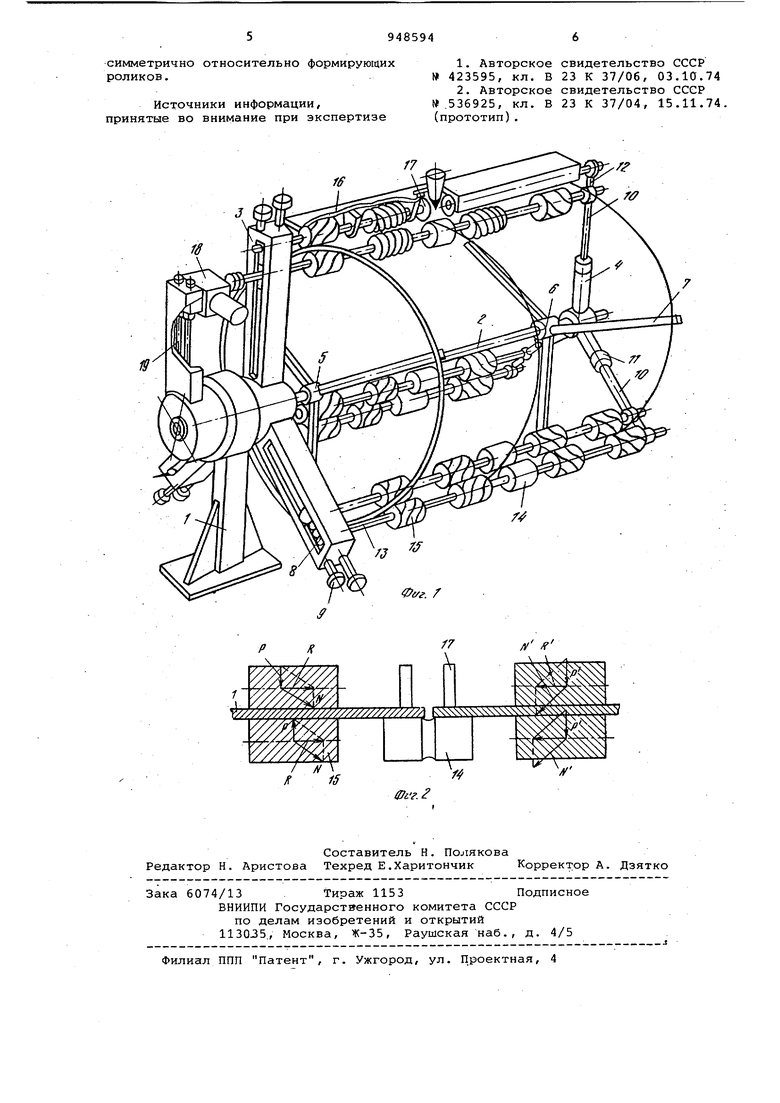
30 направляющими с дополнительными полэунами и формирующими роликами г смон. тированными на осях, причем дополнительные ползуны установлены на свободных {онцах осей, а опорные-и прижимные ролики выполнены в виде винто с левой и правой резьбами и расположены на осях симметрично относительно формирующих роликов. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 принцип закрытий сборочного и свароч ного зазоров. Устройство для сборки под сварку изделий кольцевой Формы .имеет стойку 1 с жестко укрепленной в ней консолью 2, на которой радиально закрёплены направляющие 3 и дополнительные направляющие 4, ограничители 5 и б, свободно перемещающиеся по консоле 2 с фиксацией на ней в любом положении Ограничивающие планки 7 ограничителей 5 и б закреплены шарнирно со свободным поворотом на 90 и фиксацией в крайних положениях. По направ ляющим 3 перемещается по два ползуна 8, приводимые в движение винтами 9, а по дополнительным направляющим 4 перемещаются дополиительные ползуны 10, которые фиксируются в нужном положении гайкой 11. .Замки 12, фиксирующие свободные концы осей 13,зак реплены на дополнительных ползу.. . нах 10. В ползунах 8 и 10 закреплены с возможностью вращения оси 13 с расположенными на них формирующими 14 и опорными 15 роликами. Опорные ролики 15 выполнены а виде винтов с левыми и правыми резьбами и асположены симметрично относительно формирую , щих роликов 14. На консоле 16 с вырезом для горел ки закреплены на независимых осях опорные ролики 15 и прижимные ролики 17. Одна из осей 13 соединена с приво дом 18, который может перемещаться по направляющим 19, закрепленным на стойке 1. На фиг; 2 даны следукнцие обозначе ния: Р и сила, с которой удерживающие ролики воздействуют на свариваемые обечайки; N и сила, на-., правленная перпендикулярно к винтовой линии и зависящая от угла наклона витка R - суммарная сила отРи N, которая и влияет на закрытие сварочного и сборочного зазоров, Устройство для сборки под сварку изделий кольцевой формы работает сле дующим образом. Вращением рукоятки винта 9 устанавливают нужный диаметр внутренними осями 13с опорными роликами 15 п градуировочной шкале. Выставляют за зор между внутренними и внешними опорными роликами, рбеспёчивакяций возможность сборки. После этого уста навливают между внутренними и внешними опорными роликами цилиндрические обечайки и фиксирую их ограничителями 5 и б, настроенными на заданную длину, что позволяет разместить свариваемый стык на формирующем ролике 14 и предотвратить их горизонтальное перемещение в процессе сварки. Перемещением внутренних осей устанавливают натяг в зоне упругих деормаций, поджимают внешние оси с порными роликами, фиксируют свободые концы осей замками 12, приводят во вращение ведущую ось и осуществяют сварку. Заварив кольцевой шов, оболочкам придают обратное вращение,после чего снятие сваренных обечаек проделывают в обратной последовательности.При смене диаметров свариваемых обечаек операции выполняют аналогично. Наличие дополнительных направляющих с ползунами, в которых закреплены свободные концы осей, позволяет разместить на них необходимое количество опорных роликов и расположить На них свариваемые обечайки, диапазон изменения диаметров которых может задаваться длиной направляющих. Наличие формирующих роликов позволяет формировать корень шва свариваемых тонкостенных цилиндрических обечаек. Выполнение опорных роликов в виде винтов с левым и правым заходом,расположенными симметрично относительно формирующих роликов, позволяет повысить качество изделия за счет закрытия сварочного и сборочного зазоров, что влечет за собой исключение присадочной проволоки в процессе сварки, а после сварки, придав им обратное вращение, снятия остаточных сварочных напряжений. Формула изобретения Устройство, для сборки под сварку изделий кольцевой формы, содержащее радиально расположенные направляющие, в которых установлены ползуны, снабженные осями с опорными и прижимными роликами, от-личающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения сварки кольцевых швов изделий различного диаметра и повышения качества сварки, устройство снабжено дополнительными направляющими с дополнительными ползунами и формирующими роликами, смонтированными на осях, причем дополнительные ползуны установлены на свободных концах осей, а опорные и прижимные ролики выполнены в виде винтов с левой и правой резьбами и расположены на осях
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| РАЗЖИМНОЕ ПОДКЛАДНОЕ КОЛЬЦО ДЛЯ СБОРКИ И СВАРКИ | 1972 |
|
SU423595A1 |
