Настоящее изобретение относится к формованию объектов, в частности к компрессионному формованию пластмасс для получения преформ и формованию расширением или формованию расширением с вытягиванием преформ для получения емкостей.
Известны устройства для производства емкостей, содержащие формы, в которых под давлением отливают пластмассы для получения преформ, а также формы для выдувания, в которых преформы увеличивают в объеме для получения емкостей. Преформы подают непосредственно на формы для выдувания без охлаждения на выходе формующей формы. Одним недостатком таких устройств является то, что они не очень производительны.
Формующие машины, выполненные с возможностью формования преформ емкостей и дутьевые машины, выполненные с возможностью расширения преформ для получения емкостей, также известны.
На дутьевые машины подаются преформы, произведенные формующими машинами.
Формующие машины могут быть машинами, которые осуществляют компрессионное формование пластмасс, или машинами, которые осуществляют формование пластмасс под давлением.
Дутьевые машины и формующие машины могут быть размещены на разных участках завода или даже на разных заводах.
Преформы, снятые с формующей машины, охлаждают, например, до окружающей температуры.
Одним недостатком описанных выше устройств является то, что перед дутьевым формованием с вытягиванием их приходится вновь нагревать.
Для этого дутьевые машины должны быть снабжены нагревательными элементами для нагрева преформ.
Другим недостатком устройств, описанных выше, является то, что они имеют значительные габариты, поскольку необходимо иметь машины двух разных типов.
Поэтому предприятия по производству емкостей приходится размещать только в больших зданиях.
Целью настоящего изобретения является улучшение устройств для производства емкостей.
Другой целью настоящего изобретения является создание устройства для производства емкостей, начиная с дозирования пастообразной пластмассы, имеющего ограниченные габариты.
Согласно первому аспекту настоящего изобретения предложена машина для изготовления емкости, содержащая карусель, поддерживающую множество формующих устройств, при этом каждое формующее устройство содержит формующее средство для дутьевого формования, выполненное с возможностью расширения преформы для получения емкости, при этом формующее средство для дутьевого формования содержит матричное средство, выполненное с возможностью взаимодействия с пуансонным средством, причем формующее устройство дополнительно содержит формующее средство для компрессионного формования, содержащее дополнительное матричное средство, выполненное с возможностью взаимодействия с пуансонным средством для компрессионного формования порции пластмассы для получения преформы, при этом дополнительное матричное средство выполнено отдельно от матричного средства, при этом дополнительное матричное средство выполнено с возможностью перемещения вдоль продольной оси устройства между опущенным положением, в котором порция вводится в дополнительное матричное средство, расположенное под матричным средством, и поднятым положением, в котором пуансонное средство вводится в дополнительное матричное средство.
Благодаря этому аспекту настоящего изобретения возникает возможность создать машину, снабженную и формующим средством для дутьевого формования, и формующим средством для компрессионного формования, при этом формующее средство для дутьевого формования и формующее средство для компрессионного формования снабжены соответственно матричным средством и дополнительным матричным средством, последовательно взаимодействующими с пуансонным средством.
Это позволяет получить очень компактную машину, на которую можно подавать пластмассу для получения емкостей, при этом преформы, предназначенные для преобразования в емкости, формуются и последовательно расширяются непосредственно на этой машине. В частности, в машине по настоящему изобретению имеется поддерживающее средство, которое поддерживает формующее средство для дутьевого формования, например, формующее средство для дутьевого формования с вытягиванием, а также формующее средство для компрессионного формования.
Машина по настоящему изобретению позволяет достичь существенной экономии площади, поскольку в отличие от известных устройств она не требует установки рядом друг с другом машины, несущей формы для дутьевого формования с вытягиванием, и машины, несущей формы для компрессионного формования.
Машина по настоящему изобретению также позволяет исключить движущиеся устройства, имеющиеся в известных устройствах, которые снимают преформы с машины, несущей формы, и подают преформы на машину, несущую формы для дутьевого формования с вытягиванием.
Согласно второму аспекту настоящего изобретения предложено формующее средство, содержащее матричное средство для дутьевого формования, выполненное с возможностью поучения преформы и расширения преформы для получения емкости, при этом матричное средство для компрессионного формования соединено с матричным средством для дутьевого формования, при этом матричное средство для компрессионного формования выполнено с возможностью приема пластмассы и придания этой пластмассе формы для создания области горлышка преформы.
Благодаря этому аспекту настоящего изобретения может быть создано формующее средство, содержащее и матричное средство для дутьевого формования, и матричное средство для компрессионного формования.
Матричное средство для дутьевого формования и матричное средство для компрессионного формования могут приводиться в действие независимо друг от друга.
Согласно третьему аспекту настоящего изобретения предложено формующее средство, содержащее вытягивающее средство для вытягивания преформы и дутьевое средство для расширения преформы для получения емкости, отличающееся тем, что вытягивающее средство содержит первое вытягивающее средство и второе вытягивающее средство.
Согласно четвертому аспекту настоящего изобретения предлагается способ, при котором деформируют преформу с помощью инструментального средства, и расширяют преформы с помощью текучей среды для получения емкости, при этом этап деформирования включает этап растяжения преформы вытягивающим средством инструментального средства, при этом этап деформирования дополнительно включает этап, на котором дополнительно вытягивают преформу дополнительным вытягивающим средством инструментального средства.
Благодаря этим аспектам настоящего изобретения можно создать устройство и способ, которые позволяют получить лучший контроль над операцией деформации преформы для изготовления емкости.
В частности, появляется возможность управлять вытягивающим усилием, прилагаемым первым вытягивающим средством и вторым вытягивающим средством к требуемым областям преформы.
Согласно пятому аспекту настоящего изобретения предложено формующее средство, содержащее дутьевое средство, выполненное с возможностью расширения преформы для получения емкости, при этом дутьевое средство содержит первое дутьевое средство и второе дутьевое средство.
Согласно шестому аспекту настоящего изобретения предложен способ, при котором расширяют преформы для получения емкости, при этом этап расширения включает этап, на котором в преформу вводят поток текучей среды, при этом этап расширения дополнительно включает этап, на котором вводят дополнительный поток текучей среды в преформу.
Благодаря этим аспектам настоящего изобретения можно создать устройство и способ, которые позволяют улучшить контроль над операцией расширения преформы для получения емкости.
В частности, можно управлять усилием дутья, прилагаемым к отдельным областям преформы.
Согласно седьмому аспекту настоящего изобретения предложено устройство, содержащее вращающееся карусельное средство и удерживающее средство, поддерживаемое карусельным средством и выполненное с возможностью перемещения относительно карусельного средства, отличающееся тем, что устройство дополнительно содержит дополнительное удерживающее средство, соединенное с удерживающим средством.
Благодаря этому аспекту настоящего изобретения имеется возможность извлекать объект из пресс-формы и по существу одновременно вводить пластмассу, подлежащую формованию в матрице.
В частности, можно закладывать порцию пастообразной пластмассы в матрицу для компрессионного формования.
Согласно восьмому аспекту настоящего изобретения предложено устройство, содержащее карусельное средство, выполненное с возможностью вращения вокруг оси вращения, и дополнительное карусельное средство, выполненное с возможностью вращения вокруг оси вращения, закладочное средство, поддерживаемое карусельным средством, при этом закладочное средство выполнено с возможностью перемещения относительно карусельного средства и введения порции пластмассы в формующее средство для компрессионного формования, и извлекающее средство, поддерживаемое дополнительным карусельным средством, при этом извлекающее средство выполнено с возможностью перемещения относительно дополнительного карусельного средства и извлечения сформированной емкости из формующего средства для дутьевого формования.
Благодаря этому аспекту настоящего изобретения имеется возможность извлекать сформованную емкость из формы для дутьевого формования и, по существу, одновременно вводить порцию пластмассы, подлежащей формованию, в матрицу для компрессионного формования.
Согласно девятому аспекту настоящего изобретения предложен способ, при котором осуществляют компрессионное формование пластмассы формующим средством, при котором пуансонное средство вводят в матричное средство для формования преформы вокруг пуансонного средства и расширяют преформы для получения емкости, при этом преформу удерживают вокруг пуансона и перед расширением, по меньшей мере, частично отсоединяют пуансон от преформы.
Согласно десятому аспекту настоящего изобретения предложен способ, при котором пластмассу подвергают компрессионному формованию в формующем средстве, в котором пуансонное средство введено в матричное средство для формования преформы вокруг пуансона, и расширяют преформы для получения емкости, при этом перед расширением между пуансонным средством и преформой и/или между матричным средством и преформой вводят текучую среду для отсоединения преформы от формующего средства.
Благодаря этим аспектам настоящего изобретения имеется возможность предотвратить прикрепление областей преформы к формующему средству при расширении преформы, в частности к пуансонному средству, что может привести к формованию емкости с неравномерной толщиной стенок или даже с разрывами стенок.
Кроме того, благодаря этим аспектам настоящего изобретения, путем соответствующего перемещения пуансонного средства и/или матричного средства относительно преформы и вводя текучую среду между пуансонным средством и преформой и/или матричным средством и преформой можно осуществлять тепловое кондиционирование преформы, придавая преформе требуемый тепловой профиль. В частности, можно получить преформу, имеющую тепловой профиль, более равномерный по толщине.
Согласно одиннадцатому аспекту настоящего изобретения предложено устройство, содержащее вращающееся карусельное средство, поддерживающее формующее средство для дутьевого формования, выполненное с возможностью расширения преформ для получения емкостей, и перемещающее средство, выполненное с возможностью приема емкостей из формующего средства для дутьевого формования и перемещения емкостей (2) от формующего средства (4) для дутьевого формования.
В одном варианте позиционирующее средство имеет такую форму, чтобы перемещать емкости к периферийной области карусельного средства.
В другом варианте позиционирующее средство имеет такую форму, чтобы перемещать емкости, по существу, параллельно средству оси вращения карусельного средства.
Благодаря этому аспекту настоящего изобретения, поскольку перемещающее средство перемещает емкости от форм для дутьевого формования, а устройство для извлечения емкостей может быть соединено с устройством, например, снимающей каруселью, оснащенной очень простыми удерживающими средствами. Фактически, удерживающие средства должны извлекать емкости не из положения извлечения, образованного между парой полуформ, а из более внешнего положения, которое легко доступно.
Далее следует более подробное описание настоящего изобретения со ссылками на приложенные чертежи, на которых в качестве неограничивающего примера показаны некоторые варианты и на которых:
фиг.1 представляет собой схематичный вид в перспективе устройства для производства емкостей.
Фиг.2-9 представляют собой продольные сечения устройства по фиг.1, показывающие устройство на последовательных этапах рабочего цикла.
Фиг.10 представляет собой подробный вид фиг.4.
Фиг.11 представляет собой подробный вид фиг.6.
Фиг.12 представляет собой частичное продольное сечение устройства по фиг. 1 на еще одном этапе цикла.
Фиг.13 представляет собой подробный вид фиг.7.
Фиг.14 представляет собой вид сверху устройства по фиг.1.
Фиг.15 представляет собой сечение в плоскости XV-XV на фиг.14.
Фиг.16-22 представляет собой продольные сечения устройства по фиг.1, показывающие устройство на последовательных этапах дополнительного рабочего цикла.
Фиг.23 представляет собой частичное продольное сечение устройства по фиг.1 на еще одном этапе рабочего цикла.
Фиг.24 представляет собой продольное сечение, показывающее вытягивающее средство в рабочем положении.
Фиг.25 представляет собой сечение, аналогичное фиг.24, иллюстрирующее вытягивающее средство в другом рабочем положении.
Фиг.26 представляет собой сечение, аналогичное фиг.24, иллюстрирующее вытягивающее средство в еще одном рабочем положении.
Фиг.27 представляет собой схематичный вид сверху установки для формования емкостей.
Фиг.28 представляет собой схематичный вид сверху варианта устройства по фиг.27.
Фиг.29 представляет собой схематичный вид сверху еще одного варианта устройства по фиг.27.
Фиг.30 представляет собой схематичный вид сверху еще одного варианта устройства по фиг.27.
Фиг.31 представляет собой схематичное продольное сечение устройства по фиг.1, иллюстрирующее средство дутьевого формования в закрытом положении, средство образования горлышка в положении формования и поддерживающий элемент, выполненный с возможностью поддержания емкостей в убранном положении.
Фиг.32 представляет собой сечение, аналогичное фиг.31, иллюстрирующее средство дутьевого формования в открытом положении, средство образования горлышка в закрытом положении и поддерживающий элемент, выполненный с возможностью поддержания емкостей в выдвинутом положении.
Фиг.33 представляет собой сечение в плоскости XXXIII-XXXIII на фиг.32.
Фиг.34 представляет собой сечение, аналогичное фиг.33, иллюстрирующее средство дутьевого формования в открытом положении, средство образования горлышка в положении освобождения и поддерживающий элемент, выполненный с возможностью поддержания емкостей в выдвинутом положении.
Фиг.35 представляет собой вид сверху перемещающей карусели.
Фиг.36 представляет собой сечение в плоскости XXXVI-XXXVI на фиг.35.
Фиг.37 представляет собой вид сбоку удерживающего карусельного средства по фиг.35.
Фиг.38 представляет собой вид сверху удерживающего средства по фиг.37.
Фиг.39 представляет собой сечение в плоскости XXXIX-XXXIX на фиг.37.
Фиг.40 представляет собой продольное сечение, иллюстрирующее устройство в рабочем положении.
Фиг.41 представляет собой продольное сечение, иллюстрирующее устройство в другом рабочем положении.
Фиг.42 представляет собой продольное сечение, иллюстрирующее устройство в еще одном рабочем положении.
Фиг.43 представляет собой продольное сечение, иллюстрирующее устройство в еще одном рабочем положении.
Фиг.44 представляет собой график, показывающий комбинацию движений формующих инструментов устройства как функцию времени.
Фиг.45 представляет собой график, аналогичный фиг.44, показывающий еще одну комбинацию движений формующих инструментов устройства как функцию времени.
Фиг.46 представляет собой схематичное продольное сечение, показывающее рабочее положение, в котором поток текучей среды вводится между формующим пуансонным средством пуансона и внутренней стенкой преформы.
Фиг.47 представляет собой сечение, аналогичное фиг.46, показывающее другое рабочее положение, в котором поток текучей среды вводится между формующим пуансонным средством и внутренней стенкой преформы.
Фиг.48 представляет собой сечение, аналогичное фиг.46, показывающее еще одно рабочее положение, в котором поток текучей среды вводится между формующим пуансонным средством и внутренней стенкой преформы.
Фиг.49 представляет собой сечение, аналогичное фиг.46, показывающее другое рабочее положение, в котором поток текучей среды вводится между формующим пуансонным средством и внутренней стенкой преформы.
Фиг.50 представляет собой сечение, аналогичное фиг.46, показывающее вариант формующего пуансонного средства устройства.
Фиг.51 представляет собой сечение, аналогичное фиг.46, показывающее другой вариант формующего пуансонного средства устройства.
Фиг.52 представляет собой сечение, аналогичное фиг.46, показывающее еще один вариант формующего пуансонного средства устройства.
Фиг.53 представляет собой сечение, аналогичное фиг.46, показывающее еще один вариант формующего пуансонного средства устройства.
Фиг.54-56 представляют собой схематичные продольные сечения емкостей, которые можно получить, используя устройство.
Фиг.57-60 представляют собой схематичные продольные сечения преформ, которые можно получить и расширить, используя устройство.
Фиг.61-63 представляют собой схематичные поперечные сечения преформ, которые можно получить и расширить, используя устройство.
Фиг.64 представляет собой вид в перспективе варианта перемещающей карусели.
Фиг.65 представляет собой вид сверху перемещающей карусели по фиг.64.
Фиг.66 представляет собой продольное сечение перемещающей карусели по фиг.64.
Фиг.67 представляет собой еще одно продольное сечение перемещающей карусели по фиг.64.
Фиг.68 представляет собой схематичный вид сверху перемещающей карусели по фиг.64.
Фиг.69 представляет собой еще один схематичный вид сверху перемещающей карусели по фиг.64.
Фиг.70 представляет собой схематичный вид сверху перемещающей карусели и формующей карусели на этапе рабочего цикла.
Фиг.71 представляет собой схематичный вид сверху перемещающей карусели и формующей карусели на другом этапе рабочего цикла.
Фиг.72 представляет собой схематичный вид сверху перемещающей карусели и формующей карусели на еще одном этапе рабочего цикла.
На фиг.1-23 показано устройство 1 для формования емкостей 2, содержащее формующее средство 3 для компрессионного формования и формующее средство 4 для дутьевого формования с вытягиванием. Средство 4 для дутьевого формования с вытягиванием содержит матричное средство 9, выполненное с возможностью взаимодействия с пуансоном 7 для расширения преформ 8 емкости. Формующее средство 3 для компрессионного формования содержит дополнительное матричное средство 5, отдельное от матричного средства 9 и снабженное принимающим элементом 6, имеющим чашеобразную форму, выполненным с возможностью приема пластмассы, например, порции пластмассы 37 в состоянии пасты.
Приемный элемент 6 взаимодействует с пуансоном 7 для компрессионного формования пластмассы для получения преформ 8 емкостей.
Устройство 1 содержит перемещающее средство, выполненное с возможностью перемещения дополнительного матричного средства 5 вдоль продольной оси А устройства 1.
Устройство 1 дополнительно содержит средство 10 для компрессионного формования участка 11 горлышка преформ 8 емкостей, который в дальнейшем не подвергается дутьевому формованию или дутьевому формованию с вытягиванием.
Матричное средство 9 содержит первую полуформу 12 и вторую полуформу 13 и еще одно перемещающее средство, выполненное с возможностью перемещения первой полуформы 12 и второй полуформы 13 поперечно продольной оси А.
Первая полуформа 12 и вторая полуформа 13 выполнены с возможностью перемещения между открытым положением С, показанным на фиг.2, в котором первая полуформа 12 и вторая полуформа 13 находятся на расстоянии друг от друга, и закрытым положением D, показанным на фиг.6, в котором первая полуформа 12 и вторая полуформа 13 находятся в контакте друг с другом.
Первая полуформа 12 содержит первый корпус 14, в котором выполнена первая формующая полость 15, выполненная с возможностью формования бокового участка емкости 2.
Первая полуформа 12 дополнительно содержит первый нижний элемент 16, соединенный с первым корпусом 14 первыми упругими элементами 17, например спиральными пружинами, газовыми пружинами и т.п.
В первом нижнем элементе 16 выполнена еще дополнительная формующая полость 22, выполненная с возможностью формования донного участка емкости 2.
Аналогично вторая полуформа 13 содержит второй корпус 18, в котором выполнена вторая формующая полость 19, выполненная с возможностью формования другого бокового участка емкости 2.
Вторая полуформа 13 дополнительно содержит второй нижний элемент 20, соединенный со вторым корпусом 18 вторыми упругими элементами 21, например спиральными пружинами, газовыми пружинами и т.п.
Во втором нижнем элементе 20 выполнена дополнительная вторая полость 23 для формования еще одного донного участка емкости 2.
И первый нижний элемент 16, и второй нижний элемент 20 содержат участок 29 конической поверхности, выполненный с возможностью взаимодействия - как более подробно будет описано ниже - с соответствующей конической поверхностью 36, выполненной на дополнительном матричном средстве 5.
Первый нижний элемент 16 и второй нижний элемент 20 выполнены с возможностью перемещения между нерабочим положением Х, показанным на фиг.2, в котором первый нижний элемент 16 и второй нижний элемент 20 отведены от первого корпуса 14 и второго корпуса 18 соответственно, и рабочим положением Y, показанным на фиг.6, в котором первый нижний элемент 16 и второй нижний элемент 20 лежат на первом корпусе 14 и втором корпусе 18 соответственно.
Средство 10 образования горлышка содержит дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 и еще одно перемещающее средство, выполненное с возможностью перемещения дополнительной первой полуформы 24 и дополнительной второй полуформы 25 поперечно продольной оси А.
Благодаря этим дополнительному перемещающему средству и еще одному дополнительному перемещающему средству матричное средство 9 и средство 10 образования горлышка могут перемещаться независимо друг от друга.
Дополнительная первая полуформа 24 соединена с первой полуформой 12 и расположена над ней.
Дополнительная первая полуформа 24, приводимая в движение еще одним дополнительным перемещающим средством, скользит по первой полуформе 12.
Аналогично дополнительная вторая полуформ 25 соединена со второй полуформой 13 и расположена над ней.
Дополнительная вторая полуформа 25, приводимая в движение еще одним дополнительным перемещающим средством, скользит по второй полуформе 13.
Матричное средство 9 и средство 10 образования горлышка могут быть выполнены из алюминия.
В дополнительной первой полуформе 24 выполнена дополнительная первая формующая полость 26, выполненная с возможностью образования части участка 11 горлышка емкости 2.
В дополнительной второй полуформе 25 выполнена дополнительная вторая формующая полость 27, выполненная с возможностью формования части участка 11 горлышка емкости 2.
И дополнительная первая полуформа 24, и дополнительная вторая полуформа 25 содержат дополнительный участок 28 конической поверхности, выполненный с возможностью взаимодействия с пуансоном 7, как будет более подробно описано ниже.
Дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 выполнены с возможностью перемещения между положением Z освобождения, показанным на фиг.2, в котором дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся на расстоянии друг от друга, и положением W формования, показанным на фиг.3, в котором дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 контактируют друг с другом.
В положении W формования дополнительная первая формующая полость 26 и дополнительная вторая формующая полость 27 образуют камеру 81 для придания формы участку 11 горлышка.
Пуансон 7 содержит формующий элемент 30, выполненный с возможностью введения поочередно в дополнительное матричное средство 5 для формования пластика для получения преформ 8 емкости и в матричное средство 9 для расширения преформ 8 емкости для получения емкости 2.
Устройство 1 содержит поддерживающий блок (не показан), которому придана форма, например, каретки, скользящей по направляющим, выполненный с возможностью поддержания первой полуформы 12, второй полуформы 13, дополнительной первой полуформы 24 и дополнительной второй полуформы 25 и перемещения первой полуформы 12, второй полуформы 13, дополнительной первой полуформы 24 и дополнительной второй полуформы 25 вдоль продольной оси А.
Пуансон 7 содержит блокирующий элемент 31, выполненный с возможностью удержания дополнительной первой полуформы 24 и дополнительной второй полуформы 25 в положение W формования.
Блокирующий элемент 31 снабжен седлом 32, расположенным так, чтобы частично окружать дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 и для приема внутрь себя концевой части дополнительной первой полуформы 24 и дополнительной второй полуформы 25.
Седло 32 частично ограничено дополнительной конической поверхностью 33, выполненной с возможностью зацепления участками 28 дополнительной конической поверхности.
Устройство 1 дополнительно содержит приводное средство 34, выполненное с возможностью перемещения пуансона 7 вдоль продольной оси А.
Пуансон 7 дополнительно содержит вытягивающую штангу 50, выполненную с возможностью перемещения вдоль продольной оси А и вытягивания преформ 8 емкости.
Режим работы устройства 1 будет описан со ссылками на фиг.1-13.
На начальном этапе рабочего цикла, показанном на фиг.2, дополнительное матричное средство 5 расположено в опущенном положении К, в котором дополнительное матричное средство 5 находится под матричным средством 9 и не взаимодействует с пуансонным средством 7 или с матричным средством 9.
В опущенном положении К порция 37 пластмассы в состоянии пасты вводится в принимающий элемент 6.
Первая полуформа 12 и вторая полуформа 13 находятся в открытом положении С.
Дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении Z освобождения.
Поддерживающий блок находится в первом рабочем положении Q1, в котором дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 не взаимодействуют с блокирующим элементом 31.
Пуансон 7 находится в верхнем конечном положении Т1, в котором формующий элемент 30 не взаимодействует с матричным средством 9 или с дополнительным матричным средством 5.
Блокирующий элемент 31 удерживается упругим средством (не показано) в нижнем положении М1.
Затем дополнительное приводное средство переводит дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 в положение W формования, показанное на фиг.3.
Поддерживающий блок поднимает первую полуформу 12 , вторую полуформу 13, дополнительную первую полуформу 24 и дополнительную вторую полуформу 25.
Поддерживающий блок перемещается из первого рабочего положения Q1 во второе рабочее положение Q2, в котором дополнительная коническая поверхность 33 взаимодействует с дополнительными участками 28 конической поверхности.
Блокирующий элемент 31 удерживается в опущенном положении М1.
Приводное средство 34 подводит пуансон 7 к средству 10 образования горлышка и матричному средству 9 и переводит пуансон 7 в промежуточное положение Т2.
Формующий элемент 30 частично введен в средство 10 образования горлышка.
Дополнительное матричное средство 5 удерживается в опущенном положении К, в то время как первая полуформа 12 и вторая полуформа 13 удерживаются в открытом положении С.
Затем, как показано на фиг.4 и 10, перемещающее средство перемещает дополнительное матричное средство 5 из опущенного положения К в поднятое положение J, в котором дополнительное матричное средство 5 взаимодействует со средством 10 образования горлышка.
Дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 удерживаются в положении W формования.
Дополнительное матричное средство 5 дополнительно поднимает средство 10 образования горлышка, преодолевая сопротивление упругих средств так, что поддерживающий блок и, следовательно, первая полуформа 12, вторая полуформа 13, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25, прикрепленные к ним, переводятся в третье рабочее положение Q3, соответствующее верхнему положению М2 блокирующего элемента 31.
Формующий элемент 30 входит в дополнительное матричное средство 5 так, что порция 37 подвергается компрессионному формованию для получения преформы 8 емкости.
В поднятом положении J коническая поверхность 36 находится в зацеплении с соответствующими коническими областями 80 дополнительной первой полуформы 24 и дополнительной второй полуформы 25, способствуя удержанию дополнительной первой полуформы 24 и дополнительной второй полуформы 25 в положении W формования.
Первая полуформа 12 и вторая полуформа 13 удерживаются в открытом положении С, когда пуансон удерживается в промежуточном положении Т2.
Затем, как показано на фиг.5, перемещающее средство смещает дополнительное матричное средство 5 из поднятого положения J в опущенное положение K.
Блокирующий элемент 31 возвращается в нижнее положение М1.
Поддерживающий блок возвращается во второе рабочее положение Q2.
Приводное средство 34 перемещает пуансон из промежуточного положения Т2 в нижнее конечное положение Т3.
Дополнительная коническая поверхность 33 взаимодействует с дополнительными участками 28 конической поверхности так, чтобы участвовать в удержании дополнительной первой полуформы 24 и дополнительной второй полуформы 25 в положении W формования.
Первая полуформа 12 и вторая полуформа 13 удерживаются в открытом положении С.
Участок 11 горлышка преформы 8 емкости заперт между дополнительной первой полуформой 24 и дополнительной второй полуформой 25.
Формующий элемент 30 удерживается внутри только что сформованной преформы 8 емкости.
Внутренняя поверхность преформы 8 емкости прилипает к соответствующей внешней поверхности формующего элемента 30.
На последующем этапе рабочего цикла, показанном на фиг.6 и 11, пуансон 7 находится в нижнем конечном положении Т3, блокирующий элемент 31 находится в верхнем положении М, поддерживающий блок находится во втором рабочем положении Q2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования.
Дополнительное перемещающее средство переводит первую полуформу 12 и вторую полуформу 13 из открытого положения С в закрытое положение D так, что первая формующая полость 15, вторая формующая полость 19, дополнительная первая формующая полость 22 и дополнительная вторая формующая полость 23 образуют - после того как первый нижний элемент 16 и второй нижний элемент 20 примут рабочее положение Y, как будет описано ниже - камеру 40 матричного средства 9, внутри которой в дальнейшем будет расширена преформа 8 емкости.
Перемещающее средство перемещает дополнительное матричное средство 5 из опущенного положения К в положение блокировки Н, в котором дополнительное матричное средство 5 взаимодействует с матричным средством 9.
В положении Н блокировки коническая поверхность 36 взаимодействует с участками 29 конической поверхности таким образом, чтобы участвовать в удержании первой полуформы 12 и второй полуформы 13 в закрытое положение D.
Дополнительное матричное средство 5, проходя из нижнего положения К к блокирующему положению Н, взаимодействует с первым нижним элементом 16 и вторым нижним элементом 20 так, чтобы сдвинуть первый нижний элемент 16 и второй нижний элемент 20 из нерабочего положения Х в рабочее положение Y.
Матричное средство 9 совмещается с дополнительным матричным средством 5 вдоль продольной оси А.
Как показано на фиг.14 и 15, матричное средство 9 снабжено закрывающими элементами 41, которые центрируют матричное средство 9 относительно средства 10 образования горлышка и удерживают матричное средство 9 в закрытом положении D.
Закрывающие элементы 41 содержат штифты 42, расположенные, по существу, параллельно продольной оси А, и внутренние гнезда 43 скольжения, выполненные в первой полуформе 12 и во второй полуформе 13.
Гнезда 43 имеют первые отверстия 44, обращенные к первому подвижному нижнему элементу 16 или ко второму подвижному нижнему элементу 20, и вторые отверстия 45, обращенные к дополнительной первой полуформе 24 или к дополнительной второй полуформе 25.
От первого подвижного нижнего элемента 16 и второго подвижного нижнего элемента 20 отходят пальцы 46, при этом пальцы 46 выполнены с возможностью размещения в гнездах 43 через первые отверстия 44.
Когда первый подвижный нижний элемент 16 и второй подвижный нижний элемент 20 переведены в рабочее положение Y, пальцы 46 взаимодействуют со штифтами 42 для прохождения внутрь отверстий 48, выполненных в пластинчатом средстве 49, закрепленном на дополнительной первой полуформе 24 и дополнительной второй полуформе 25.
Закрывающие элементы 41 позволяют эффективно удерживать дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 в закрытом положении D.
В частности, закрывающие элементы 41 исключают необходимость длительной работы дополнительного перемещающего средства в течение длительного времени для удержания первой полуформы 12 и второй полуформы 13 в контакте друг с другом.
В непоказанном варианте закрывающие элементы содержат клиновидные элементы, выполненные с возможностью вхождения в соответствующие формы гнезда так, что матричное средство 9 может легче центрироваться относительно средства 10 образования горлышка.
Как показано на фиг.11, вытягивающая штанга 50 занимает убранное положение F, в котором рабочая поверхность 51 формующего элемента 30 находится на соответствующей верхней рабочей поверхности 52 трубчатого элемента 53 пуансона 7, внутри которого скользит вытяжная штанга 50.
На этапе рабочего цикла, показанном на фиг.12, пуансон 7 находится в нижнем конечном положении Т3, блокирующий элемент 31 находится в верхнем положении М, поддерживающий блок находится во втором рабочем положении Q2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в закрытом положение D и дополнительное матричное средство 5 находится в положении Н блокировки.
Вытягивающая штанга 50 перемещается вниз так, чтобы между рабочей поверхностью 51 и дополнительной рабочей поверхностью 52 образовался проход 54 для подачи текучей среды под давлением в преформу 8 емкости для осуществления предварительного этапа, на котором преформу 8 емкости расширяют или расширяют с вытягиванием.
На последующем этапе рабочего цикла, показанном на фиг.7 и 13, пуансон 7 находится в нижнем конечном положении Т3, блокирующий элемент 31 находится в верхнем положении М, поддерживающий блок находится во втором рабочем положении Q2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W, первая полуформа 12 и вторая полуформа 13 находятся в закрытом положении D, а дополнительное матричное средство 5 находится в положении Н блокировки.
Вытягивающая штанга 50 выдвигается дальше вниз для принятия выдвинутого положения G.
Таким образом, формующий элемент 30 вытягивает преформу 8 емкости, в то время как текучая среда под давлением, поступающая через каналы в пуансоне 7, проникает в преформу 8 емкости для расширения внутри камеры 40.
Преформа 8 емкости деформируется до тех пор, пока не примет форму камеры 40 для создания емкости 2.
На последующем этапе рабочего цикла, показанного на фиг.8, пуансон 7 находится в нижнем конечном положении Т3, блокирующий элемент 31 находится в верхнем положении М, поддерживающий блок находится во втором рабочем положении Q2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования.
Перемещающее средство сдвигает дополнительное матричное средство 5 из положения Н блокировки в опущенное положение К.
Первый упругий элемент 17 и второй упругий элемент 21 сдвигают первый нижний элемент 16 и второй нижний элемент 20 соответственно из рабочего положения Y в нерабочее положение Х.
Дополнительное перемещающее средство перемещает первую полуформу 12 и вторую полуформу 13 из закрытого положения D в открытое положение С.
Вытягивающая штанга 2 переведена в убранное положение F.
Емкость 2 удерживается дополнительной первой полуформой 24 и дополнительной второй полуформой 25, которые запирают участок 11 горлышка.
На следующем этапе рабочего цикла, показанном на фиг.9, блокирующий элемент 31 находится в верхнем положении М, первая полуформа 12 и вторая полуформа 13 находятся в открытом положении С, а дополнительное матричное средство 5 находится в опущенном положении К.
Приводное средство 34 перемещает пуансон 7 из нижнего концевого положения Т3 в верхнее концевое положение Т1.
Поддерживающий блок перемещается из второго рабочего положения Q2 в первое рабочее положение Q1.
Еще одно дополнительное перемещающее средство сдвигает дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 из положения W формования в положение Z освобождения.
Емкость 2 извлекается из дополнительной первой полуформы 24 и дополнительной второй полуформы 25, и в принимающий элемент 6 закладывается следующая порция 37.
Устройство может начать новый рабочий цикл.
Дополнительный рабочий режим устройства 1 описан со ссылками на фиг.16-23.
На начальном этапе рабочего цикла, показанном на фиг.16, дополнительное матричное средство 5 находится в опущенном положении К, в котором порция 37 пластмассы в состоянии пасты закладывается в принимающий элемент 6.
Первая полуформа 12 и вторая полуформа 13 находятся в открытом положении С.
Дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении Z освобождения.
Поддерживающий блок находится в рабочем положении S1, в котором дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 не взаимодействуют с блокирующим элементом 31.
Пуансон 7 удерживается в фиксирующем положении на протяжении всего рабочего цикла.
Блокирующий элемент 31, выполненный с возможностью свободного скольжения на пуансоне 7, удерживается в дополнительном нижнем положении N1 упругим средством (не показано).
Затем дополнительное приводное средство переводит дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 в положение W формования, показанное на фиг.17.
Перемещающее средство перемещает дополнительное матричное средство 5 из опущенного положения К в поднятое положение J, в котором дополнительное матричное средство 5 взаимодействует со средством 10 образования горлышка.
Дополнительное матричное средство 5 поднимает средство 10 образования горлышка, преодолевая сопротивление упругого элемента так, что поддерживающий блок и, следовательно, первая полуформа 12, вторая полуформа 13, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25, прикрепленные к нему, переходит в дополнительное рабочее положение S2, соответствующее дополнительному верхнему положению N2 блокирующего элемента 31.
Когда поддерживающий блок находится в дополнительном рабочем положении S2, дополнительная коническая поверхность 33 взаимодействует с дополнительными участками 28 конической поверхности.
Формующий элемент 30 введен в средство 10 образования горлышка и в дополнительное матричное средство 5 так, что порция 37 подвергается компрессионному формованию для получения преформы 8 емкости.
В поднятом положении J коническая поверхность 36 находится в зацеплении с соответствующими коническими областями 80 дополнительной первой полуформы 24 и дополнительной второй полуформы 25, способствуя удержанию дополнительной первой полуформы 24 и дополнительной второй полуформы 25 в положении W формования.
Первая полуформа 12 и вторая полуформа 13 удерживаются в открытом положении С.
Затем, как показано на фиг.18, перемещающее средство перемещает дополнительное матричное средство 5 из поднятого положения J в опущенное положение К.
Поддерживающий блок остается в дополнительном рабочем положении S2.
Дополнительная коническая поверхность 33 взаимодействует с дополнительными участками 28 конической поверхности так, чтобы способствовать удержанию дополнительной первой полуформы 24 и дополнительной второй полуформы 25 в положении W формования.
Первая полуформа 12 и вторая полуформа 13 удерживаются в открытом положении С.
Участок 11 горлышка преформы 8 емкости заперт между дополнительной первой полуформой 24 и дополнительной второй полуформой 25.
Формующий элемент 30 удерживается внутри только что сформованной преформы 8 емкости.
Внутренняя поверхность преформы 8 емкости прилипла к соответствующей внешней поверхности формующего элемента 30.
На последующем этапе рабочего цикла, показанном на фиг.19, поддерживающий блок находится в дополнительном рабочем положении S2, блокирующий элемент 31 находится в дополнительном верхнем положении N2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования.
Дополнительное перемещающее средство переводит первую полуформу 12 и вторую полуформу 13 из открытого положения С в закрытое положение D так, что первая формующая полость 15, вторая формующая полость 19, дополнительная первая формующая полость 22 и дополнительная вторая формующая полость 23 образуют после того как первый нижний элемент 16 и второй нижний элемент 20 примут рабочие положение Y, камеру 40 матричного средства 9, внутри которой дополнительно производится расширение преформы емкости.
Перемещающее средство перемещает дополнительное матричное средство 5 из опущенного положения К в положение Н блокировки, в котором дополнительное матричное средство 5 взаимодействует с матричным средством 9.
Дополнительное матричное средство 5, проходя из опущенного положения К в положение Н блокировки, взаимодействует с первым нижним элементом 16 и вторым нижним элементом 20 таким образом, чтобы переместить первый нижний элемент 16 и второй нижний элемент 20 из нерабочего положения Х в рабочее положение Y.
В положении Н блокировки коническая поверхность 36 взаимодействует с участками 29 конической поверхности таким образом, чтобы способствовать удержанию первой полуформы 12 и второй полуформы 13 в закрытом положении D.
На следующем этапе рабочего цикла, показанном на фиг.23, поддерживающий блок находится в дополнительном рабочем положении S2, блокирующий элемент 31 находится в дополнительном верхнем положении N2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования, первая полуформа 12 и вторая полуформа 13 находятся в закрытом положении D, а дополнительное матричное средство 5 находится в положении Н блокировки.
Вытягивающая штанга 50 выдвинута вниз из убранного положения F таким образом, что между рабочей поверхностью 51 и дополнительной рабочей поверхностью 52 образован канал 54 для подачи текучей среды под давлением в преформу 8 емкости для выполнения предварительного этапа, на котором преформу емкости расширяют или расширяют с вытягиванием.
На следующем этапе рабочего цикла, показанном на фиг.20, поддерживающий блок находится в дополнительном рабочем положении S2, блокирующий элемент 31 находится в дополнительном верхнем положении N2, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования, первая полуформа 12 и вторая полуформа 13 находятся в закрытом положении D, а дополнительное матричное средство 5 находится в положении Н блокировки.
Вытягивающая штанга 50 перемещена дальше вниз для перехода в выдвинутое положение G.
Формующий элемент 30, таким образом, вытягивает преформу 8 емкости, а текучая среда под давлением подается через каналы в пуансоне 7 в преформу 8 емкости для ее расширения в камере 40.
Преформа 8 емкости деформируется до тех пор, пока она не примет форму камеры 40, образуя емкость 2.
На следующем этапе рабочего цикла, показанном на фиг.21, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования, а первая полуформа 12 и вторая полуформа 13 находятся в закрытом положении D.
Вытягивающая штанга 50 показана в убранном положении F.
Перемещающее средство перемещает дополнительное матричное средство 5 из положения Н блокировки в опущенное положение К.
Первый упругий элемент 17 и второй упругий элемент 21 сдвигают первый нижний элемент 16 и второй нижний элемент 20 соответственно из рабочего положения Y в нерабочее положение Х.
Поддерживающий блок перемещается из дополнительного рабочего положения S2 в рабочее положение S1.
Упругое средство перемещает блокирующий элемент 31 из дополнительного верхнего положения N2 в дополнительное нижнее положение N1.
На следующем этапе рабочего цикла, показанном на фиг.22, поддерживающий блок находится в рабочем положении S1, блокирующий элемент находится в дополнительном нижнем положении N1, первая полуформа 12 и вторая полуформа 13 находятся в открытом положении С, а дополнительное матричное средство 5 находится в опущенном положении К.
Дополнительное перемещающее средство перемещает первую полуформу 12 и вторую полуформу 13 из закрытого положения D в открытое положение С.
Еще одно дополнительное перемещающее средство перемещает дополнительную первую полуформу 24 и дополнительную вторую полуформу 25 из положения W формования в положение Z освобождения.
Емкость 2 удерживается позиционирующим средством 90.
Затем емкость 2 извлекается позиционирующим средством 90 и следующая порция 37 закладывается в принимающий элемент 6.
Позиционирующее средство 90 позволяет точно определить положение извлечения, в котором емкости 2 извлекаются из устройства 1.
Теперь устройство 1 может начать новый рабочий цикл.
На фиг.24-26 показан вариант пуансонного средства 7, в котором формующий элемент 30 содержит первое формующее тело 82 и второе формующее тело 83.
В первом формующем корпусе 82 выполнено гнездо 84, внутри которого может скользить второе формующее тело 83.
Вытягивающая штанга 50 содержит первый приводной элемент 85, к которому прикреплено первое формующее тело 82, и второй приводной элемент, к которому прикреплено второе формующее тело 83.
Первый приводной элемент 85 имеет трубчатую форму с внутренней полостью, в которой расположен второй приводной элемент 86 так, что второй приводной элемент 86 может скользить относительно первого приводного элемента 85.
На начальном этапе цикла расширения преформы 8 емкости, показанном на фиг.24, формующий элемент 30 принимает рабочее положение V1, в котором рабочая поверхность 51а первого формующего корпуса 82 находится на соответствующей дополнительной рабочей поверхности 52а трубчатого элемента 53а пуансона 7, внутри которого может скользить один конец 87 первого приводного элемента 85.
В рабочем положение V1 второе формующее тело 83 введено в гнездо 84.
В рабочем положение V1 первое формующее тело 82 и второе формующее тело 83 не вытягивают преформу 8 емкости.
Кроме того, в рабочем положении V1 преформа 8 не подвергается расширению текучей средой под давлением.
На следующем этапе цикла расширения преформы 8 емкости, показанном на фиг.25, формующий элемент 30 переходит в дополнительное рабочее положение V2, в котором первый приводной элемент 85 перемещает первое формующее тело 82 от трубчатого элемента 53а так, что между рабочей поверхностью 51а и дополнительной рабочей поверхностью 52а образуется канал 88 для подачи потока текучей среды под давлением в преформу 8 емкости.
Вышеупомянутый поток текучей среды под давлением взаимодействует с первой областью преформы 8 емкости, например, областью, расположенной рядом с участком 11 горлышка преформы 8 емкости.
Кроме того, в дополнительном рабочем положении V1 второй приводной элемент 86 перемещает второе формующее тело 83 из первого формующего тела 82.
Второе формующее тело 83 выступает из гнезда 84 так, что дополнительный поток текучей среды под давлением вводится внутрь преформы 8 емкости по каналу 89, который проходит через второй приводной элемент 86 и второе формующее тело 83.
Вышеупомянутый дополнительный поток текучей среды под давлением взаимодействует со второй областью преформы 8 емкости, противоположной участку 11 горлышка.
На следующем этапе цикла расширения преформы 8 емкости, показанном на фиг.26, формующий элемент 30 принимает еще одно дополнительное рабочее положение V3, в котором второй приводной элемент 86 отводит второе формующее тело 83 еще дальше от первого формующего тела 82 так, чтобы вытягивать преформу 8 емкости.
В то время как второе формующее тело 83 движется от первого формующего тела 82, дополнительный поток текучей среды- совместно с вышеупомянутым первым потоком текучей среды под давлением - расширяет преформу 8 емкости полностью так, чтобы придать преформе 8 емкости форму камеры 40 и создать емкость 2.
В этом еще одном дополнительном рабочем положении V3 первый приводной элемент 85 удерживает первое формующее тело 82 на расстоянии от трубчатого элемента 53а так, что поток текучей среды под давлением продолжает поступать в преформу 8 емкости через канал 88.
Поскольку формующий элемент выполнен из двух частей, т.е. он содержит первое формующее тело 82 и второе формующее тело 83, появляется возможность управлять вытягивающим действием, прилагаемым в двух разных областях преформы 8 емкости, чтобы улучшить процесс расширения преформы 8 емкости.
Кроме того, поскольку используются два отдельных потока формующей текучей среды, направленные на две разные области преформы 8 емкости, т.е. первый поток текучей среды, направленный к области горлышка, и второй поток текучей среды, направленный к концевой области, появляется возможность очень точного управления режимами, в которых происходит расширение преформы 8 емкости.
На фиг.40 более подробно показан пуансон 7, содержащий тело 100, от одного конца которого отходит трубчатый элемент 53.
Вытягивающая штанга 50, проходящая через тело 100, трубчатый элемент 53 на одном конце несут формующий элемент 30.
Формующий элемент 30 содержит рабочую поверхность 51, которая в убранном положении F вытягивающей штанги 50 находится на дополнительной рабочей поверхности 52 трубчатого элемента 53.
Тело 100 снабжено упорной поверхностью 101, выполненной с возможностью взаимодействия с ограничительной поверхностью 102, выполненной на средстве 10 образования участка горлышка.
Формующий элемент 30 и трубчатый элемент 53 выполнены с возможностью перемещения вдоль продольной оси А независимо друг от друга.
Формующий элемент 30 и трубчатый элемент 53 взаимодействуют для образования формующего пуансонного средства 103.
В частности, трубчатый элемент 53 формует часть преформы 8 емкости, ближайшую к отверстию преформы 8, т.е. внутреннюю стенку преформы 8, расположенную рядом с участком 11 горлышка, тогда как формующий элемент формует ту часть преформы емкости, которая наиболее удалена от этого отверстия.
На фиг.40 показан тот же этап рабочего цикла, который показан на фиг.4 и 17, т.е. этап компрессионного формования порции 37 пластмассы для получения преформы 8.
В конце этапа компрессионного формования трубчатый элемент 53 находится в рабочем положении ОР1, в котором упорная поверхность 101 контактирует с ограничительной поверхностью 102, формующий элемент 30 находится в дополнительном рабочем положении ОР2, в котором активная поверхность 51 контактирует с дополнительной активной поверхностью 51, и дополнительное матричное средство 5 находится в еще одном дополнительном рабочем положении ОР3, соответствующем поднятому положению J, показанному на фиг.4 и 17.
Поэтому в конце этапа компрессионного формования преформа 8 сжимается между формующими инструментами, т.е. средством 10 образования горлышка, трубчатым элементом 53, формующим элементом 30 и дополнительным матричным средством 5.
Поскольку температура этих формующих инструментов отличается от температуры пластмассы, между внутренней областью и (внутренними и внешними) стенками преформы 8 возникает неравномерный температурный профиль.
Этот неравномерный температурный профиль - при измерении в радиальном и в осевом направлении относительно преформы 8 - не соответствует оптимальным условиям для последующего расширения или расширения с вытягиванием преформы 8. Лучшие условия для расширения или расширения с вытягиванием можно получить при полностью равномерном температурном профиле, т.е. если будет отсутствовать разница в температуре между внутренней областью и стенками преформы.
Было обнаружено, что после компрессионного формования и сокращения размеров из-за усадки пластмассы, преформа подвергается усадке на формующем пуансонном средстве 103, т.е. на трубчатом элементе 53 и на формующем элементе 30.
К этому эффекту также добавляется эффект, состоящий из механического растяжения (генерируемого движением формующего элемента 30 и, в меньшей степени, движением трубчатого элемента 53), который вызывает еще большую усадку преформы на формующем пуансонном средстве 103.
Из-за этих описанных выше двух эффектов возникает возможность, что при расширении преформы для получения емкости пластмасса, окружающая формующий элемент, в частности пластмасса, которая образует нижнюю область 111 преформы 8, расположенную напротив указанного выше отверстия, отсоединится от формующего элемента значительно позже по сравнению с остальной пластмассой или даже не отсоединится вовсе и в результате останется менее вытянутой. Следовательно, преформа может получить стенки, толщина которых меняется как в осевом, так и в радиальном направлении.
Это может привести к неприемлемым различиям в толщине между смежными областями емкости, полученной расширением преформы, и в некоторых случаях разрывам и поломкам емкости.
Для преодоления вышеописанного недостатка - до начала этапа расширения или расширения с вытягиванием, т.е. до расширения преформы для получения емкости - предлагается удерживать преформу с помощью средства 10 образования горлышка и отсоединять преформу от дополнительного матричного средства 5, и/или от трубчатого элемента 53, и/или от формующего элемента 30.
Это позволяет предотвратить прикрепление частей преформы к формующему пуансонному средству 103 на этапе расширения или расширения с вытягиванием и избежать формования емкости, в которых стенки имеют неприемлемо разную толщину в разных областях.
Кроме того, отсоединение преформы от формующих инструментов, осуществляемое описанными ниже более подробно способами, позволяет получить преформу, имеющую очень ограниченный перепад температур между внутренней областью и стенками, которая, как указано выше, создает особенно благоприятные условия для расширения или расширения с вытягиванием.
В частности, когда преформу отсоединяют от дополнительного матричного средства 5, и/или от трубчатого элемента 53, и/или от формующего элемента 30, теплота переносится от самой внутренней части стенок на стенки так, что самые внутренние части стенки, являющиеся более горячими, охлаждаются, нагревая стенки, которые первоначально были более холодными, пока не будет получен более равномерный температурный профиль.
Поскольку дополнительное матричное средство 5, трубчатый элемент 53 и формующий элемент 30 выполнены с возможностью перемещения независимо друг от друга, возможны различные комбинации перемещений формующих инструментов.
На фиг.41 показано, как перед началом этапа расширения или расширения с вытягиванием трубчатый элемент 53 отделяется от средства 10 образования горлышка после перемещения из рабочего положения ОР1, тогда как формующий элемент не перемещается относительно средства 10 образования горлышка и остается в дополнительном рабочем положении ОР2.
Дополнительное матричное средство 5 отсоединяется от средства 10 образования горлышка после перемещения из дополнительного рабочего положения ОР3.
В частности, тело 100 сдвинулось относительно средства 10 образования горлышка так, что между упорной поверхностью 101 и ограничительной поверхностью 102 образовалось заданное расстояние.
Как показано на фиг.41, трубчатый элемент 53 находится на расстоянии от внутренней стенки 104 преформы 8, а дополнительное матричное средство 5 находится на расстоянии от внешней стенки 105 преформы 8, что позволяет преформе 8 перед этапом расширения или расширения с вытягиванием принять состояние, более благоприятное с точки зрения равномерности температурного профиля, по сравнению со случаем, когда трубчатый элемент 53 остается постоянно в контакте с внутренней стенкой 104. С помощью фиг.41 можно определить три рабочих режима, соответствующих конкретным комбинациям движений формующих инструментов.
Во всех вышеупомянутых рабочих режимах трубчатый элемент сдвигается вверх от средства 10 образования горлышка - по собственному закону движения, начиная с рабочего положения ОР1, тогда как формующий элемент остается в дополнительном рабочем положении ОР2 и не перемещается относительно средства 10 образования горлышка.
В первом рабочем режиме дополнительное матричное средство 5 отводится от средства 10 образования горлышка - по собственному закону движения - начиная с еще одного дополнительного рабочего положения ОР3, спустя заданное время после начала движения трубчатого элемента 53.
Во втором рабочем режиме дополнительное матричное средство 5 отводится от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3, по существу, одновременно с началом движения трубчатого элемента 53.
В третьем рабочем режиме дополнительное матричное средство 5 отводится от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3 до того, как трубчатый элемент 53 начнет движение.
Как показано на фиг.41, в первом рабочем режиме, во втором рабочем режиме и в третьем рабочем режиме после того как дополнительное матричное средство 5 отошло от средства 10 образования горлышка, трубчатый элемент 53 не контактирует с преформой 8, а формующий элемент 30 контактирует с преформой 8. В этих рабочих положениях тепловой баланс в преформе 8 достигается за счет конвекции во внешней стенке 105 за счет конвекции в части внутренней стенки 104, которая отведена от трубчатого элемента 53, и за счет проводимости в дополнительном участке внутренней стенки 104, который контактирует с формующим элементом 30.
На фиг.42 показано, как перед началом этапа расширения или расширения с вытягиванием, трубчатый элемент 53 и формующий элемент 30 отсоединяются от средства 10 образования горлышка, после перемещения из рабочего положения ОР1 и дополнительного рабочего положения ОР2 соответственно.
Дополнительное матричное средство 5 отделено от средства 10 образования горлышка после перемещения из дополнительного рабочего положения ОР3.
В частности, тело 100 переместилось относительно средства 10 образования горлышка так, что между упорной поверхностью 101 и ограничительной поверхностью 102 образовалось заданное расстояние.
Как показано на фиг.42, трубчатый элемент 53 и формующий элемент 30 отведены от внутренней стенки 104, а дополнительная матричное средство 5 отведено от внешней стенки 105, что позволяет предотвратить вытягивание некоторых частей преформы 8 в меньшей степени, чем других частей преформы 8, что может привести к получению емкости со стенками неравномерной толщины, и улучшить равномерность температурного профиля преформы 8 по сравнению со случаем, когда трубчатый элемент 53 и формующий элемент 30 удерживаются в постоянном контакте с внутренней стенкой 104.
Следует отметить, что преимущественно трубчатый элемент 53 и формующий элемент 30 имеют конические внешние поверхности и сечения, которые уменьшаются от тела 100 к дополнительному матричному средству 5 вдоль оси А.
В результате даже очень небольшие перемещения трубчатого элемента 53 и формующего элемента 30 позволяют гарантировать отсутствие контактирующих областей между этими внешними поверхностями и внутренней поверхностью 104.
С помощью фиг.42 можно определить три дополнительных рабочих режима, соответствующих конкретным комбинациям движений формующих инструментов.
Во всех этих дополнительных рабочих режимах трубчатый элемент отходит от средства 10 образования горлышка - по собственному закону движения, начиная с рабочего положения ОР1, а формующий элемент 30 отходит от средства 10 образования горлышка - по собственному закону движения, начиная с дополнительного рабочего положения ОР2.
Закон движения и перемещения трубчатого элемента 53 и формующего элемента 30 могут быть одинаковыми или отличаться друг от друга. Перемещения формующего элемента 30 должны быть меньше или, в крайнем случае, равны перемещениям трубчатого элемента 53.
На фиг.42 показано положение, в котором перемещения формующего элемента 30 меньше, чем перемещения трубчатого элемента 53.
Если перемещение формующего элемента 30 равно перемещению трубчатого элемента 53, активная поверхность 51 войдет в контакт с дополнительной активной поверхностью 52.
В четвертом рабочем режиме дополнительное матричное средство 5 движется от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3, после истечения заданного времени с начала движения трубчатого элемента 53 и движения формующего элемента 30.
В пятом рабочем режиме дополнительное матричное средство 5 движется от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3, по существу, одновременно с началом движения трубчатого элемента 53 и движения формующего элемента 30.
В шестом рабочем режиме дополнительное матричное средство 5 движется от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3 до того, как трубчатый элемент 53 и формующий элемент 30 начнут движение. Трубчатый элемент 53 и формующий элемент 30 начинают двигаться после того, как истечет заданное время после начала движения дополнительного матричного средства 5.
Как показано на фиг.42, в четвертом рабочем режиме, в пятом рабочем режиме и в шестом рабочем режиме после отхода дополнительного матричного средства 5 от средства 10 образования горлышка трубчатый элемент 53 и формующий элемент 30 не контактируют с преформой 8. В этих рабочих положениях тепловой баланс в преформе 8 достигается за счет конвекции во внешней стенке 105 и за счет конвекции во внутренней стенке 104.
На фиг.43 показано, как перед началом этапа расширения или расширения с вытягиванием трубчатый элемент 53 и формующий элемент 30 не сдвигаются относительно средства 10 образования горлышка и остаются в рабочем положении ОР1 и в дополнительном рабочем положении ОР2 соответственно.
Дополнительное матричное средство 5 отделено от средства 10 образования горлышка, после перемещения из дополнительного рабочего положения ОР3.
В частности, тело 100 не сдвинулось относительно средства 10 образования горлышка, поэтому упорная поверхность 101 контактирует с ограничительной поверхностью 102.
Как показано на фиг.43, дополнительное матричное средство 5 отведено от внешней стенки 105 преформы 8, что позволяет улучшить равномерность температурного профиля преформы 8.
С помощью фиг.43 можно определить седьмой рабочий режим, соответствующий конкретно комбинации движений формующих инструментов.
В этом седьмом рабочем режиме трубчатый элемент 53 остается в рабочем положении ОР1 и не перемещается относительно средства 10 образования горлышка, формующий элемент 30 остается в дополнительном рабочем положении ОР2 и не перемещается относительно средства 10 образования горлышка, а дополнительное матричное средство 5 перемещается от средства 10 образования горлышка - по собственному закону движения, начиная с еще одного дополнительного рабочего положения ОР3.
Как показано на фиг.43, в седьмом рабочем режиме после отвода дополнительного матричного средства 5 от средства 10 образования горлышка трубчатый элемент 53 и формующий элемент 30 находятся в контакте с преформой 8. В этом рабочем положении температурный баланс преформы 8 осуществляется за счет конвекции во внешней стенке 105 и за счет проводимости во внутренней стенке 104.
На фиг.44 и 45 приведены два графика, которые показывают две возможные комбинации движений трубчатого элемента 53, и/или формующего элемента 30, и/или дополнительного матричного средства 5.
На фиг.44 и 45 движения в области положительных значений указывают на подъем трубчатого элемента 53 и/или формующего элемента, а движения в области отрицательных значений означают опускание дополнительного матричного средства 5. На этом фигурах предполагается, что устройство 1 расположено, как показано на фиг.1-26, т.е. расположено так, что продольная ось А проходит по существу, вертикально и пуансон 7 расположен над дополнительным матричным средством 5.
Скорость перемещения трубчатого элемента 53, формующего элемента 30 и дополнительного матричного средства 5 может отличаться и во время одного рабочего цикла может меняться независимо.
Кроме того, траектории трубчатого элемента 53 и формующего элемента 30 и, в некоторых случаях, дополнительного матричного средства 5 может включать, после отхода от средства 10 образования горлышка, частичный подход к средству 10 образования горлышка.
В непоказанном варианте формующее пуансонное средство 103 может быть выполнено в виде одного элемента, т.е. трубчатый элемент 53 и формующий элемент 30 могут быть неподвижно соединены друг с другом. В этом случае можно определить множество рабочих режимов, соответствующих конкретным комбинациям движений формующего пуансонного средства 103 и дополнительного матричного средства 5. В частности, формующее пуансонное средство 103 может отсоединяться от преформы до этапа расширения или расширения с вытягиванием.
В другом варианте, описанном со ссылками на фиг.24-26, формующий элемент 30 может содержать первое формующее тело 82 и второе формующее тело 83.
В этом случае можно определить множество рабочих режимов, соответствующих конкретным комбинациям движений трубчатого элемента 53, и/или первого формующего тела 82, и/или второго формующего тела 83, и/или дополнительного матричного средства 5.
Каждый из упомянутых формующих инструментов выполнен с возможностью перемещения относительно других формующих инструментов и независимо от других формующих инструментов по собственному закону движения. В частности, скорость каждого формующего инструмента и величина перемещения каждого формующего инструмента могут быть выбраны соответственно для достижения оптимального отсоединения преформы от формующих инструментов до начала выполнения этапа расширения или расширения с вытягиванием и для достижения адекватной гомогенизации температурного профиля преформы.
Для облегчения отсоединения преформы 8 от формующих инструментов между формующим пуансонным средством 103 и внутренней поверхностью 104 и/или между дополнительным матричным средством 5 и внешней поверхностью 105 вдувают текучую среду.
Такое вдувание текучей среды может выполняться в качестве альтернативы или, с большим эффектом, дополнительно к относительному перемещению формующих инструментов, описанному выше со ссылками на фиг.40-45.
В частности, поток текучей среды может вводиться между формующим пуансонным средством 103 и внутренней поверхностью 104 через канал 54, образованный между поверхностью 51 формующего элемента 30 и внутренней поверхностью 52 трубчатого элемента 53.
Как показано на фиг.46, поток текучей среды может вдуваться до перемещения трубчатого элемента 53, формующего элемента 30 и дополнительного матричного средства 5 таким образом, что поток текучей среды создает отсоединяющее действие еще до того, как формующие инструменты отходят от преформы 8.
Как показано на фиг.47, поток текучей среды может вдуваться в то время, как формующие инструменты отходят от преформы 8, в частности во время движения трубчатого элемента 53 и/или формующего элемента 30, для облегчения отсоединения преформы 8 от этого трубчатого элемента и/или от формующего элемента 30.
Как показано на фиг.48, поток текучей среды может вдуваться после того, как трубчатый элемент 53, формующий элемент 30 и дополнительное матричное средство 5 отойдут от преформы 8. В этом случае поток текучей среды может осуществлять предварительную вытяжку преформы 8.
Если формующее пуансонное средство 103 выполнено, как показано на фиг.24-26, т.е. если формующий элемент 30 содержит первое формующее тело 82 и второе формующее тело 83, вместо потока текучей среды, упомянутого выше, можно создавать первый поток текучей среды, который подается через канал 88, образованный между трубчатым элементом 53а и первым формующим телом 82, и второй поток текучей среды, который подается через дополнительный канал 188 (фиг.53), образованный между вторым формующим телом 83 и первым формующим телом 82, или через канал 89, соединенный со вторым формующим телом 83.
Как показано на фиг.49, дополнительный поток текучей среды может вводиться между дополнительным матричным средством 5 и внешней поверхностью 105 для облегчения отсоединения преформы 8 от дополнительного матричного средства 5.
Поток текучей среды и дополнительный поток текучей среды можно вдувать последовательно, или одновременно, или поочередно.
Можно также вдувать только поток текучей среды или только дополнительный поток текучей среды.
Поток текучей среды и дополнительный поток текучей среды могут содержать поток воздуха и дополнительный поток воздуха соответственно.
Давление и расход потока текучей среды и дополнительного потока текучей среды могут регулироваться независимо друг от друга.
Поток текучей среды и дополнительный поток текучей среды позволяют отсоединять от формующих инструментов преформу, которая равномерна и гомогенна как в осевом, так и в радиальном направлении.
Дополнительно, если расширение преформы затруднено, например, из-за свойств пластмассы, из которой изготовлена преформа, или для получения емкости особо сложной формы, поток текучей среды и дополнительный поток текучей среды могут обеспечить первое частичное расширение преформы, которое облегчает выполнение последующего этапа расширения или расширения с вытягиванием.
На фиг.50 схематично показано формующее пуансонное средство 103, которому придана форма, показанная на фиг.11-13.
В этом формующем пуансонном средстве 103 контактная область между трубчатым элементом 53 и формующим элементом 30 и, следовательно, канал 54, расположены рядом с «верхним» участком преформы, и в настоящем описании «верхний участок» означает участок преформы 8 между участком 11 горлышка преформы 8 и до половины высоты тела преформы 8.
На этапе расширения или расширения с вытягиванием поток текучей среды выходит из канала 54.
Конфигурация формующего пуансонного средства 103, показанная на фиг.50, позволяет позиционировать порцию пластмассы, предназначенную для формирования донного участка емкости. Такая конфигурация может эффективно использоваться для получения емкостей 110а и 110b, показанных на фиг.54 и 55 соответственно.
В конфигурации формующего пуансонного средства 103, показанной на фиг.50, поток текучей среды нагнетается в верхний участок преформы 8 и эффект вытягивания начинается с верхнего участка преформы 8.
На фиг.51 схематично показано формующее пуансонное средство 103, в котором контактная область между трубчатым элементом 53 и формующим элементом 30 и, следовательно, канал 54 расположены у «нижнего участка» преформы, где «нижний участок» в настоящем описании означает участок преформы 8, расположенный между половиной высоты тела преформы 8 и нижней областью 111. На этапе расширения или расширения с вытягиванием текучая среда подается через канал 54.
Конфигурация формующего пуансонного средства 103, показанная на фиг.51, может эффективно использоваться для получения емкости 110с, показанной на фиг.56.
В конфигурации формующего пуансонного средства 103, показанной на фиг.51, поток текучей среды нагнетается в нижний участок преформы 8 и эффект вытягивания начинается с нижнего участка преформы 8.
На фиг.52 и 53 схематично показано формующее пуансонное средство 103, которому придана форма, показанная на фиг.24-26.
В этом формующем пуансонном средстве 103 контактная область между трубчатым элементом 53а и первым формующим телом 82 и, следовательно, канал 88 расположены в верхнем участке преформы, а контактная область между первым формующим телом 82 и вторым формующим телом 83 и, следовательно, канал 188 расположены в нижнем участке преформы, при этом вышеупомянутый верхний участок преформы и вышеупомянутый нижний участок преформы образованы так же, как и в варианте по фиг.50 и 51.
В первом рабочем режиме, показанном на фиг.52, поток текучей среды вдувается только через канал 88.
В этом рабочем режиме можно независимо управлять шириной отверстия, через которое нагнетается поток текучей среды, т.е. шириной канала 88, и ходом второго формующего тела 83.
В первом рабочем режиме поток текучей среды нагнетается в верхний участок преформы 8, а вытягивание начинается с нижнего участка преформы 8.
Во втором рабочем режиме поток текучей среды вдувается через канал 88, а также через канал 188.
Во втором рабочем режиме поток текучей среды нагнетается и в верхний участок, и в нижний участок преформы 8, а эффект вытягивания начинается с нижнего участка преформы 8.
Следует отметить, что формующее пуансонное средство, показанное на фиг.50-53, может работать в режиме, в котором преформа 8 подвергается, по существу, только расширению, но не подвергается вытягиванию.
В этом случае длина преформы 8 может быть, по существу, равна длине производимой емкости. В этом рабочем режиме, если используется формующее пуансонное средство 103, показанное на фиг.50 и 51, формующий элемент 30 и трубчатый элемент 53 перемещаются на очень ограниченное расстояние друг относительно друга, например, на несколько миллиметров, чтобы между формующим элементом 30 и трубчатым элементом 53 образовался канал 54 для вдувания текучей среды.
Аналогично, если используется формующее пуансонное средство 103, показанное на фиг.52 и 53, второе формующее тело 83, первое формующее тело 82 и трубчатое тело 53а перемещаются на очень ограниченное расстояние друг относительно друга, например, на несколько миллиметров так, что между трубчатым элементом 53а и первым формующим телом 82 образуется канал 88, а между первым формующим телом 82 и вторым формующим телом 83 образуется дополнительный канал 188 для нагнетания текучей среды.
В зависимости от разных типов формующего пуансонного средства 103, показанных на фиг.50-53, в частности, в зависимости от положения области преформы, в которой возникает разделение между трубчатым элементом 53 и формующим элементом 30 (или в зависимости от положений области, в которой возникает разделение между трубчатым элементом 53а и первым формующим телом 82, и области, в которой возникает разделение между первым формующим элементом 82 и вторым формующим элементом 83, и, следовательно, в зависимости от положения области (или областей), в которые вдувают текучую среду, в зависимости от обрабатываемой пластмассы и формы производимых емкостей, можно создавать разные типы преформ.
Преформы могут иметь следующие признаки:
- толщина преформ может иметь чрезвычайно малые изменения или может быть, по существу, постоянной для облегчения получения равномерного температурного профиля (фиг. 57);
- толщина преформ может быть большей у области разделения между трубчатым элементом 53 и формующим элементом 30 так, чтобы компенсировать локализацию растяжения, которое присутствует рядом с этой областью разделения (фиг. 59);
- толщина нижней области 111 преформ может быть переменной и предпочтительно меньшей, чем толщина боковой стенки (фиг.59 и 60);
- преформы могут иметь углы уклона пуансона, что позволяет отсоединять формующие элементы 30 от преформ перед этапом расширения или расширения с вытягиванием, эти углы уклона пуансона имеют значения, например, входящие в диапазон 3-7° (преформы, показанные на фиг.57, 58 и 59, имеют одинаковый вес, но разную геометрию);
- преформы могут иметь осевую локализацию пластмассы в зависимости от формы производимой емкости (фиг.60);
- преформы могут иметь не круглое сечение, а, например, эллиптическое (фиг.61), многоугольное, например, четырехугольное (фиг.62) или треугольное (фиг.63) с локализациями толщины периметра в зависимости от формы производимой емкости.
Рабочий цикл устройства 1 также включает этап компрессионного формования порции пластмассы для получения преформы, этап отсоединения полученной преформы от формующих инструментов, этап балансировки температуры и этап расширения преформы или расширения с вытягиванием преформы.
Таким образом, температура формующих инструментов должна быть соответственно отрегулирована для оптимизации вышеперечисленных этапов. Кроме того, геометрия преформ может иметь разную толщину или части, которые в зависимости от формы производимой емкости требуют других типов охлаждения по сравнению с остальными частями преформы.
Поэтому температура формующих инструментов должна быть отрегулирована, например, в режимах, перечисленных ниже:
- температура формующих инструментов меняется от температуры, близкой к температуре полимерного расплава на этапе введения порции и на этапе компрессионного формования, до температуры ниже 80-160°С на этапе отсоединения полученной преформы от формующих инструментов, на этапе балансировки температуры и на этапе расширения или расширения с вытягиванием;
- температура формующих инструментов дифференцируется за счет использования разных контуров вдоль внешнего корпуса дополнительного матричного средства 5 и внутри формующего пуансонного средства 103 и/или за счет регулирования расхода и давления охлаждающих текучих сред, которые проходят по этим контурам. Например, части преформы, предназначенные для деформирования в разной степени, могут быть приведены к разной температуре, в частности части преформы, предназначенные для значительного деформирования на этапе расширения или расширения с вытягиванием, приводятся к более высокой температуре по сравнению с частями, которые предназначены для меньшей степени деформирования;
- формующие инструменты подвергают воздействию средств теплового кондиционирования, расположенных снаружи от формующих инструментов (излучающие генерирующие средства, генерирующие средства, создающие воздушный поток и пр.) или внутри формирующих инструментов (кондиционирующие среды, электрические нагревательные средства и пр.) таким образом, чтобы регулировать только температуру поверхности тех частей формующих инструментов, которые входят в контакт с пластмассой.
На фиг.27 показана формующая карусель 55, снабженная множеством устройств 1, описанных выше.
Устройства 1 расположены в периферийной краевой области формующей карусели 55 с, по существу, одинаковыми угловыми расстояниями.
Также имеется перемещающая карусель 56, выполненная с возможностью извлечения сформованной емкости 2 из матричного средства 9 одного из устройств 1 и подачи порции 37 для формирования следующей емкости 2 в дополнительное матричное средство 5 того же устройства 1.
Устройство 1 принимает порцию 37 от перемещающей карусели 56.
Затем во время вращения формующей карусели 55 устройство 1 выполняет этапы рабочего цикла, описанные со ссылками на фиг.2-26, для получения преформы 8 емкости из порции 37 и для расширения преформы 8 для получения емкости 2.
Вышеописанные этапы рабочего цикла выполняются за время, в течение которого формующая карусель поворачивается на угол менее 360°.
Когда формующая карусель повернется на угол, по существу, равный 360°, перемещающая карусель 56 извлекает емкость 2 из устройства 1 и закладывает в устройство 1следующую порцию 37.
На фиг.28 показана формующая карусель с установленными на ней восемью устройствами 1а.
Устройства 1а выполнены с возможностью изготовления емкостей 2 заданных размеров.
Устройства 1а соединены с поддерживающими блоками 91, каждый из которых имеет угол охвата, по существу, равный 45°.
На фиг.29 показана формующая карусель 55 по фиг.28, в которой восемь устройств 1а заменены двенадцатью устройствами 1b.
Устройства 1b по конструкции аналогичны устройствам 1а и выполнены с возможностью изготовления других емкостей, имеющих другие заданные размеры, меньшие чем вышеупомянутые заданные размеры.
Устройства 1b соединены с другими поддерживающими блоками 92, каждый из которых имеет угол охвата, по существу, равный 30°.
На фиг.30 показана формующая карусель 55 по фиг.28, в которой восемь устройств 1а заменены на шестнадцать устройств 1с.
Устройства 1с по конструкции аналогичны устройствам 1а и 1b и выполнены с возможностью изготовления других емкостей, имеющих другие заданные размеры, меньшие чем вышеупомянутые заданные размеры.
Устройства 1с соединены с поддерживающими блоками 93, каждый из которых имеет угол охвата, по существу, равный 22,5°.
Таким образом, на одном поворотном столе формующей карусели 55 можно устанавливать разное количество устройств 1 в зависимости, например, от формы и размеров изготавливаемых емкостей.
При работе для перехода от производства емкости определенного размера к производству емкости другого размера достаточно заменить устройства, воздействуя на соответствующие поддерживающие блоки, без необходимости в замене поворотного стола формующей карусели 55 и соединенных с ним перемещающих и управляющих устройств.
На фиг.31-34 показано позиционирующее средство 90, установленное на формующей карусели 55.
В частности, позиционирующее средство 90 может содержать множество позиционирующих элементов, каждый из которых взаимодействует с соответствующим устройством 1.
Имеется привод (не показан), который перемещает позиционирующее средство 90 к устройству 1 и от него. В частности, привод перемещает позиционирующее средство 90, по существу, в радиальном направлении относительно формующей карусели 55.
Привод перемещает позиционирующее средство между убранным положением U1, показанным на фиг.31, в котором позиционирующее средство 90 не взаимодействует с емкостью 2, и выдвинутым положением U2, показанным на фиг.32, 33 и 34, в котором позиционирующее средство 90 взаимодействует с емкостью 2 и поддерживает ее.
На этапе рабочего цикла, показанном на фиг.31, первая полуформа 12 и вторая полуформа 13 находятся в закрытом положении D, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положение W формования, позиционирующее средство находится в убранном положении U1.
На следующем этапе рабочего цикла, показанном на фиг.32 и 33, первая полуформа и вторая полуформа 13 находятся в открытом положении С, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении W формования, позиционирующее средство находится в выдвинутом положении U2, в котором оно частично окружает область 92 емкости 2, расположенную рядом с участком 11 горлышка.
На следующем этапе рабочего цикла, показанном на фиг.34, первая полуформа и вторая полуформа 13 находятся в открытом положении С, дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положении Z освобождения, позиционирующее средство находится в выдвинутом положении U2, в котором оно поддерживает емкость 2, освобожденную средством 10 образования горлышка.
На следующем этапе рабочего цикла (не показан) извлекающие элементы 59 формующей карусели 55 извлекают емкость 2 из позиционирующего средства 90.
Позиционирующее средство 90 позволяет, по существу, поддерживать постоянным положение, в котором извлекающие элементы 59 извлекают емкость 2 из позиционирующего средства 90.
В непоказанном варианте позиционирующее средство не установлено на формующей карусели 55.
В этом варианте позиционирующее средство взаимодействует последовательно с устройствами 1 по мере вращения формующей карусели 55.
Как показано на фиг.27 и на фиг.35-39, перемещающая карусель содержит вращающийся корпус 57, выполненный с возможностью вращения вокруг оси В1 вращения в направлении Е1.
Поддерживающие элементы 58, несущие извлекающие элементы, установлены с возможностью вращения на вращающемся корпусе 57 и будут описаны более подробно ниже.
В периферийной области вращающегося корпуса 57 с, по существу, постоянными угловыми расстояниями расположены поддерживающие элементы 58.
На фиг.27 показан вариант перемещающей карусели 56, содержащий три поддерживающих элемента, а на фиг.35 показан вариант перемещающей карусели 56, содержащей четыре поддерживающих элемента 58.
Каждый поддерживающий элемент 58 выполнен со средством 60 с отверстиями, внутри которого скользит направляющая штанга 61, при этом к одной концевой области 62 направляющей штанги 61 прикреплен соответствующий извлекающий элемент 59.
Средство 60 с отверстиями содержит первое отверстие 60А и второе отверстие 60В.
Направляющая штанга 61 представляет собой первую направляющую штангу 61А, установленную с возможностью скольжения в первом отверстии 60А, и вторую направляющую штангу 61В, установленную с возможностью скольжения во втором отверстии 60В.
На каждом поддерживающем элементе 58 с возможностью вращения установлен обкатывающий элемент 64, выполненный с возможностью взаимодействия с кулачковым средством 65.
Кулачковое средство 65 выполнено в виде канавки 66, выполненной в плите 67 перемещающей карусели 66, которая удерживается в неподвижном положении, когда вращающийся корпус 57 начинает вращаться.
Обкатывающий элемент 64 установлен с возможностью вращения на каждом извлекающем элементе 58 для вращения относительно вращающегося корпуса 57.
Дополнительный обкатывающий элемент 68 установлен с возможностью вращения на каждом извлекающем элементе 68 и расположен с возможностью зацепления с дополнительным кулачковым средством 69.
Дополнительное кулачковое средство 69 имеет форму направляющей 63, выполненной в краевой области плиты 67.
Упругое средство 70, имеющее форму, например, спиральной пружины, расположено между каждым поддерживающим элементом 58 и соответствующим извлекающим элементом 59, при этом упругое средство 70 действует как возвратное средство, выполненное с возможностью приведения направляющей штанги 61 в скользящее движение относительно средства с 60 отверстиями, и такое скольжение вызывает подведение извлекающего элемента 59 к поддерживающему элементу 58.
Дополнительный обкатывающий элемент 68, во взаимодействии с упругим средством 70 и взаимодействуя с дополнительным кулачковым средством 69, вызывает скольжение направляющей штанги 61 внутрь средства 60 с отверстиями и, следовательно, вызывает перемещение извлекающего элемента 59 к соответствующему поддерживающему элементу 58 или от него. Каждый извлекающий элемент 59 содержит первый манипулирующий элемент 71, выполненный с возможностью извлечения емкости 2 из устройства 1 формующей карусели 55, и второй манипулирующий элемент 72, выполненный с возможностью закладки порции 37 в устройство 1.
Первый манипулирующий элемент 71 может содержать средство чашечного присоса, выполненное с возможностью создания разрежения, которое удерживает емкости 2.
Средству чашечного присоса можно придать такую форму, чтобы генерировать поток текучей среды под давлением, проходящий так, чтобы облегчить освобождение емкости 2 первым манипулирующим элементом 71.
Второй манипулирующий элемент 27 содержит полость 73, выполненную с возможностью извлечения порции 37 из экструдера 74 и хранения порции 37 при вращении вращающегося корпуса 57.
Во втором манипулирующем элементе 72 выполнен канал 75, выполненный с возможностью перемещения текучей среды под давлением, например, сжатого воздуха, которая проникает внутрь полости 73 через отверстие 76.
Вышеописанный поток текучей среды способствует выбросу порции 37 из полости 73 и введению порции 37 в дополнительное матричное средство 5, как более подробно описано ниже.
Канал 75 соединен с дополнительным каналом 77, соединенным со средством (не показано) генерирования текучей среды под давлением.
В качестве альтернативы, вращающийся корпус 57 и поддерживающий элемент 58 выполнены с возможностью перемещения устройством другого типа, например, пневматическим приводом или электромеханическим приводом, вместо кулачкового средства и дополнительного кулачкового средства.
В непоказанном варианте поддерживающие элементы могут скользить относительно подвижной карусели и поддерживать извлекающие элементы с возможностью вращения.
В этом случае применяется кулачковое средство, которое управляет скольжением поддерживающих элементов, и дополнительное кулачковое средство, которое управляет вращением извлекающих элементов относительно поддерживающих элементов.
В качестве альтернативы, поддерживающие элементы и извлекающие элементы могут приводиться в движение не кулачковым средством и дополнительным кулачковым средством, а устройством другого типа, например пневматическим приводом или электромеханическим приводом.
В непоказанном варианте кулачковое средство и дополнительное кулачковое средство могут быть соединены не с перемещающей каруселью 56, а с формующей каруселью 55.
В частности, кулачковое средство и дополнительное кулачковое средство могут содержать упорное средство, расположенное на формующей карусели 55, например, на формах 4 для расширения с вытягиванием.
В другом непоказанном варианте извлекающие элементы содержат первый поддерживающий блок, установленный с возможностью скольжения относительно вращающегося корпуса 57, и второй поддерживающий блок, поддерживающий извлекающий элемент и установленный с возможностью скольжения относительно первого поддерживающего блока (систем с интерполирующими осями).
В еще одном непоказанном варианте извлекающие элементы содержат первый рычаг, выполненный с возможностью совершения колебательных движений относительно вращающегося корпуса 57, и второй рычаг, поддерживающий извлекающий элемент и выполненный с возможностью совершения колебательных движений относительно первого рычага.
В этих случаях также можно применять кулачковые приводные устройства, или пневматические приводные устройства, или электромеханические приводные устройства.
Со ссылками на фиг.57 далее следует описание рабочего цикла перемещающей карусели 56.
Когда перемещающая карусель вращается в направлении Е1, извлекающие элементы 59 последовательно принимают множество рабочих положений.
В первом рабочем положении Р1 извлекающий элемент 59 взаимодействует с экструдером 74.
В первом рабочем положении Р1 второй манипулирующий элемент 72 вышеупомянутого извлекающего элемента 59 извлекает порцию 37 из экструдера 74. С первым манипулирующим элементом 71 емкость не соединена.
Во втором рабочем положении Р2 извлекающий элемент 59 взаимодействует с формующей каруселью 55.
Во втором рабочем положении Р2 первый манипулирующий элемент 71 извлекает емкость 2 из устройства 1, а второй манипулирующий элемент 72 закладывает порцию 37 в устройство 1.
В третьем рабочем положении Р3 извлекающий элемент 59 взаимодействует с извлекающей каруселью 78.
В третьем рабочем положении Р3 первый манипулирующий элемент 71 освобождает емкость 2 в приемное устройство 79 из множества приемных устройств, установленных на извлекающей карусели 78. Второй манипулирующий элемент 73 не содержит порции 37.
Кулачковое средство 65 и дополнительное кулачковое средство 69 имеют такую форму, что первый манипулирующий элемент 71 и второй манипулирующий элемент 72 движутся по траектории, которая частично перекрывает дополнительную траекторию, по которой проходит устройство 1 при вращении формующей карусели 55.
Это позволяет увеличить интервал времени, в течение которого первый манипулирующий элемент 71 и второй манипулирующий элемент 72 взаимодействуют с матричным средством 9 и дополнительным матричным средством 5 соответственно так, что емкость 2 можно легче извлекать из устройства 1 и вводить в устройство 1 порцию 37 с большей точностью. Кроме того, кулачковое средство 65 и дополнительное кулачковое средство 69 имеют такую форму, что первый манипулирующий элемент 71 рядом с формующей каруселью 55 движется по траектории, которая не приводит к столкновению с первой полуформой 12 и второй полуформой 13, находящимися в открытом положении С, и с дополнительной первой полуформой 24 и дополнительной второй полуформой 25, которые находятся в положении Z освобождения.
Таким образом, емкость 2, т.е. весьма громоздкий объект можно извлекать из узкого пространства, образованного между первой полуформой 12 и второй полуформой 13 и дополнительной первой полуформой 24 и дополнительной второй полуформой 25, без ударов первого манипулирующего элемента 71 или емкости, удерживаемого первым манипулирующим элементом 71 - по средству 10 образования горлышка и/или по матричному средству 9.
Кроме того, кулачковое средство 65 и дополнительное кулачковое средство 69 могут иметь такую форму, чтобы обеспечить извлечение емкости 2 посредством извлекающих элементов 59 из формующей карусели 55 и освобождение емкости 2 в извлекающую карусель 78 также, если этап между двумя устройствами 1, расположенными в соседних положениях на формующей карусели 55, отличается от этапа между двумя приемными устройствами 59, расположенными в соседних положениях на извлекающей карусели 78.
На фиг.64-69 показана перемещающая карусель 256, содержащая закладывающее средство 201, снабженное корпусом 206, выполненным с возможностью вращения вокруг оси В2, и поддерживающее закладывающие элементы 202, выполненные с возможностью подачи порций 37 в устройства 1, установленные на формующей карусели 55. Корпус 206, по существу, имеет форму цилиндра.
Перемещающая карусель 256 дополнительно содержит извлекающее средство 203, снабженное дополнительным корпусом 207, вращающимся вокруг оси В2 и расположенным над корпусом 206. Дополнительный корпус 207 выполнен, по существу, трубчатым.
Дополнительный корпус 207 поддерживает извлекающие элементы 204, выполненные с возможностью извлечения емкости 2 из устройства 1.
Дополнительный корпус 207 перемещается посредством перемещающего средства 205 так, чтобы синхронно вращаться относительно корпуса 206.
Перемещающее средство 205 может содержать привод, выполненный с возможностью приведения в действие корпуса 206 или дополнительного корпуса 207, и трансмиссионное средство 208, выполненное с возможностью передачи движения на дополнительный корпус 207 или на корпус 206 соответственно. Таким образом, движение корпуса 206 синхронизировано с движением дополнительного корпуса 207.
В качестве альтернативы, перемещающее средство 205 может содержать первый привод, выполненный с возможностью приведения в действие корпуса 206, и второй привод, не зависимый от первого привода, выполненный с возможностью приведения в действие дополнительного корпуса 207.
Первый привод и второй привод синхронизированы посредством электронного управляющего узла.
В обоих указанных выше случаях можно синхронизировать частоту вращения и/или угловое положение корпуса 206 с частотой вращения и/или угловым положением дополнительного корпуса 207.
Как показано на фиг.64, 66 и 67, привод содержит вал 209, выполненный с возможностью вращения в направлении R1, в котором вращается корпус 206. Вал 209 может перемещаться формующей каруселью 55 дополнительным трансмиссионным средством (не показано).
Трансмиссионное средство 208 содержит эпициклоидальную трансмиссию 210, имеющую первое зубчатое колесо 211 с внутренними зубьями, закрепленное на первой плите 225. Первая плита 225 установлена на поддерживающей трубчатой конструкции 212, выполненной с возможностью поддержания закладывающих средств 201. Первая плита 225 и, следовательно, первое зубчатое колесо 22 остаются неподвижными при вращении корпуса 206.
Эпициклоидная трансмиссия 210 дополнительно содержит вал 213, поддерживаемый с возможностью вращения корпусом 206 и снабженный на одном конце 214 вторым зубчатым колесом 215, соединенным с первым зубчатым колесом 211, а на другом конце 216 снабженный третьим зубчатым колесом 217.
Третье зубчатое колесо 217 соединено с четвертым зубчатым колесом 218, прикрепленным к дополнительному корпусу 207.
Таким образом, дополнительный корпус 207 также вращается в направлении R1.
Дополнительный корпус 207 может вращаться вокруг оси В2 с частотой вращения, отличающейся от частоты вращения корпуса 206.
В частности, угловая скорость дополнительного корпуса 207 может относиться к угловой скорости корпуса 206 так, что извлекающий элемент 204, соединенный с дополнительным корпусом 207, и закладывающий элемент 202, соединенный с корпусом 206, взаимодействуют - по существу одновременно - с одним и тем же устройством 1 формующей карусели 55. Таким образом, имеется возможность получить перемещающую карусель 356, в которой количество извлекающих элементов 204 и количество закладывающих элементов 202 независимо друг от друга. В частности, количество извлекающих элементов 204 может отличаться от количества закладывающих элементов 202. В перемещающей карусели 256, показанной на фиг.64-69, количество закладывающих элементов 202 вдвое превышает количество извлекающих элементов 204.
Первое зубчатое колесо 211, второе зубчатое колесо 215, третье зубчатое колесо 217 и четвертое зубчатое колесо 218, таким образом, выполнены так, что угловая скорость, с которой вращается корпус 206, равна половине угловой скорости, с которой вращается дополнительный корпус 207.
Кроме того, корпус 206 и дополнительный корпус 207 перемещаются синхронно так, что когда сформованная емкость 2 извлечена извлекающим элементом 204, закладывающий элемент 202 закладывает порции 37 в дополнительное матричное средство 5.
Закладывающие элементы 202 имеют такую форму, чтобы скользить в радиальном направлении относительно корпуса 206.
Закладывающие элементы 202 расположены в периферийной области корпуса 206 с, по существу, равными угловыми расстояниями.
Перемещающая карусель 256 содержит шесть закладывающих элементов 202.
Каждый закладывающий элемент 202 содержит первую направляющую штангу 219, выполненную с возможностью радиального скольжения внутри первого средства 220 с отверстиями корпуса 206.
К одному концу 221 первой направляющей штанги 219 прикреплен поддерживающий блок 231, выполненный с полостью 222, частично показанной на фиг.64, 66 и 67.
Полость 222 выполнена с возможностью извлечения порции 37 их экструдера 74, для удержания порции 37, когда корпус 206 вращается, и для освобождения порции 37 в формующую карусель 55.
В поддерживающем элементе 231, в первой направляющей штанге 219 и в корпусе 206 выполнены два канала 223, проходящие в полость 222 и сообщающиеся с распределительными каналами 224, выполненными в первой плите 225.
Один из каналов 223 соединен с распределительным каналом 224, в котором поддерживается разрежение, и выполнен с возможностью отсасывания воздуха из полости 222 так, чтобы удерживать порцию 37.
Второй канал 223 соединен с распределительным каналом 224 для текучей среды под давлением, например для сжатого воздуха, и выполнен с возможностью перемещения среды под давлением для облегчения выброса порции 37, удерживаемой полостью 222, и введения этой порции 37 в дополнительное матричное средство 5.
Закладывающее средство 201 содержит дополнительное первое кулачковое средство 226, которое вызывает перемещение закладывающих элементов 202 относительно корпуса 206.
Первое кулачковое средство 226 содержит первый кулачок 227, прикрепленный к первой плите 225 и имеющий фасонную поверхность 228, по которой катится первый обкатывающий элемент 229.
Каждый первый обкатывающий элемент 229 поддерживается с возможностью вращения L-образным рычагом 230, который в свою очередь прикреплен к соответствующему поддерживающему блоку 231.
Первое упругое средство 232, например спиральные пружины 233, расположено между каждым поддерживающим блоком 231 и вращающимся корпусом 206, при этом первое упругое средство 232 работает как возвратное средство, выполненное с возможностью обеспечения скольжения первой направляющей штанги 219 относительно первого средства 220 с отверстиями, и при этом скольжении полость 222 подводится к корпусу 206.
Первый обкатывающий элемент 229, во взаимодействии с первым упругим средством 232 и взаимодействуя с первым кулачковым средством 226, вызывает скольжение первой направляющей штанги 219 внутри первого средства 220 с отверстиями и, следовательно, вызывает перемещение полости 222 к корпусу 206 или от него.
Фасонная поверхность 228 имеет такую форму, что средство полости 222 движется по первой траектории, которая частично перекрывает траекторию, определяемую устройством 1 при вращении формующей карусели 55.
Это - наряду с взаимодействием между перемещающей каруселью 56 и формующей каруселью 55 и количеством соответственно подобранных закладывающих элементов 202 - позволяет существенно увеличить интервал времени, позволяя полости 222 заложить порцию 37 в дополнительное матричное средство 5.
В непоказанном варианте первое кулачковое средство может быть соединено с формующей каруселью 55, а не с перемещающей каруселью 56.
В частности, первое кулачковое средство может содержать упорные элементы, установленные на формующей карусели 55, например, на формах 3 для компрессионного формования.
Закладывающие элементы 202 могут перемещаться не первым кулачковым средством 226, а другим устройством, например, пневматическим приводом или электромеханическим приводом.
Перемещающая карусель 256 содержит три извлекающих элемента 204.
Каждый извлекающий элемент 204 содержит вторую направляющую штангу 234, выполненную с возможностью продольного скольжения во втором средстве 235 с отверстиями соответствующего поддерживающего элемента 236.
Каждый поддерживающий элемент 236 установлен с возможностью вращения на выступе 237, проходящем от дополнительного корпуса 207.
На другом конце 238 второй направляющей штанги 234 установлен извлекающий элемент 239.
Таким образом, извлекающие элементы 239 имеют две степени свободы по сравнению с дополнительным корпусом 207, поскольку они могут вращаться - вместе с поддерживающим элементом 236 - относительно дополнительного корпуса 207 и скользить относительно поддерживающего элемента 236.
Каждый извлекающий элемент 239 выполнен с возможностью извлечения емкости 2 из устройства 1 формующей карусели 55 и может содержать средство 240 чашечного присоса, аналогичное средствам, описанным со ссылками на фиг.35-39.
На каждом поддерживающем элементе 236 установлен с возможностью вращения второй обкатывающий элемент 241, выполненный с возможностью взаимодействия со вторым кулачковым средством 242.
Второе кулачковое средство 242 имеет форму канавки 244, выполненной во второй плите 243 перемещающей карусели 256, которая удерживается в неподвижном положении при вращении дополнительного корпуса 207.
Второй обкатывающий элемент 241 при взаимодействии с канавкой 244 вызывает поворот поддерживающего элемента 236 относительно корпуса 207.
Дополнительный второй обкатывающий элемент 245 установлен с возможностью вращения на каждом извлекающем элементе 239 и выполнен с возможностью взаимодействия с дополнительным вторым кулачковым средством 246.
Дополнительное второе кулачковое средство 246 содержит дополнительную фасонную поверхность 247, выполненную в краевой области второй плиты 243.
Второе упругое средство 248, например спиральные пружины 249, расположено между каждым поддерживающим элементом 236 и соответствующим извлекающим элементом 239и работает как возвратное средство, выполненное с возможностью обеспечения скольжения второй направляющей штанги 234 относительно второго средства 235 с отверстиями, при этом такое скольжение вызывает подведение извлекающего элемента 239 к поддерживающему элементу 236.
Дополнительный второй обкатывающий элемент 245, во взаимодействии со вторым упругим средством 248 и взаимодействуя с дополнительным вторым кулачковым средством 246 вызывает скольжение второй направляющей штанги 234 внутри второго средства 235 с отверстиями и, следовательно, вызывает подведение извлекающего элемента 239 к поддерживающему элементу 236 или отведение от него.
Второе кулачковое средство 242 и дополнительное второе кулачковое средство 246 имеют такую форму, что извлекающий элемент 239 движется по второй траектории, которая частично перекрывает траекторию определяемую устройством 1, по которой оно проходит, когда вращается формующая карусель 55 так, что каждый извлекающий элемент может извлекать из устройства 1 емкость 2.
Кроме того, второе кулачковое средство 242 и дополнительное второе кулачковое средство 246 имеют такую форму, что эта дополнительная траектория такая, что извлекающие элементы 204 рядом с формующей каруселью 55 не сталкиваются с первой полуформой 12 и второй полуформой 13, которые находятся в открытом положении С, и с дополнительной первой полуформой 24 и дополнительной второй полуформой 25, которые находятся в положении Z освобождения.
Извлекающие элементы 204 могут перемещаться не вторым кулачковым средством 242 и дополнительным вторым кулачковым средством 246, а устройствами другого типа, например, пневматическим приводом или электромеханическим приводом.
В качестве альтернативы, в непоказанном варианте поддерживающие элементы могут скользить относительно дополнительного корпуса и поддерживать с возможностью вращения извлекающие элементы.
В этом случае предусмотрено второе кулачковое средство, которое управляет скольжением поддерживающих элементов относительно перемещающей карусели и дополнительное второе кулачковое средство, которое вызывает вращение извлекающих элементов относительно поддерживающих элементов.
В качестве альтернативы, поддерживающие элементы и извлекающие элементы могут перемещаться не вторым кулачковым средством и дополнительным вторым кулачковым средством, а устройствами другого типа, например, пневматическим приводом или электромеханическим приводом.
В непоказанном варианте второе кулачковое средство и дополнительное второе кулачковое средство могут быть соединены не с перемещающей каруселью 56, а с формующей каруселью 55.
В частности, второе кулачковое средство и дополнительное второе кулачковое средство могут содержать упорные элементы, установленные на формующей карусели 55, например, на формах 4 для расширения с вытягиванием.
В другом непоказанном варианте извлекающие элементы содержат первый поддерживающий блок, выполненный с возможностью скольжения относительно дополнительного корпуса, и второй поддерживающий блок, поддерживающий извлекающий элемент и выполненный с возможностью скольжения относительно первого поддерживающего блока (система с интерполирующими осями).
В еще одном непоказанном варианте извлекающие элементы содержат первый рычаг, выполненный с возможностью совершения колебательных движений относительно дополнительного корпуса, и второй рычаг, поддерживающий извлекающий элемент и выполненный с возможностью совершения колебательных движений относительно первого рычага.
В этих случаях также можно применять кулачковые приводные устройства, или пневматические приводные устройства, или электромеханические приводные устройства.
Со ссылкой на фиг.68 далее следует описание рабочего цикла перемещающей карусели 256.
Когда корпус 206 и дополнительный корпус 207 вращаются в направлении R1, закладывающие элементы 202 и извлекающие элементы 204 последовательно принимают множество рабочих положений.
В первом рабочем положении Р4 полость 222 закладывающего элемента 202 взаимодействует с экструдером 74 и извлекает из него порцию 37.
Во втором рабочем положении Р5 закладывающий элемент 202 взаимодействует с формующей каруселью 55 и подает порцию 37 в дополнительное матричное средство 5.
В то же время во втором рабочем положении Р5 извлекающий элемент 239 извлекает емкость 2 из устройства 1.
В третьем рабочем положении Р6 извлекающий элемент 239 взаимодействует с извлекающей каруселью 78 и подает емкость 2 в одно из множества приемных устройств 79, установленных на извлекающей карусели 78.
На фиг.70-72 показано позиционирующее средство 90, установленное на формующей карусели 55.
Позиционирующее средство 90 может содержать множество позиционирующих элементов, каждый из которых взаимодействует с соответствующим устройством 1.
Предусмотрен привод (не показан), который перемещает позиционирующее средство 90 к устройству 1 и от него. Позиционирующее средство 90 может имеет такую форму, чтобы перемещать емкости 2 к периферийному участку 360 формующей карусели 55. В этом случае привод может перемещать позиционирующее средство 90 в направлении, проходящем, по существу, радиально относительно формующей карусели 55. Привод может представлять собой, например, электромеханический привод, пневматический привод, кулачковый привод.
Привод перемещает позиционирующее средство 90 между отведенным положением W1, показанным на фиг.72, в котором позиционирующее средство 90 не взаимодействует с емкостью 2 и обеспечивает открытие и закрытие первой полуформы 12 и второй полуформы 13, и выдвинутым положением W3, показанным на фиг.71, в котором позиционирующее средство 90 помещает емкость 2 в периферийной области 360 формующей карусели 55 и подает емкость 2 на перемещающую карусель 356.
Между отведенным положением W1 и выдвинутым положением W3 образовано промежуточное рабочее положение W2, показанное на фиг.70, в котором позиционирующее средство 90 извлекает емкость 2 из устройства 1. В частности, позиционирующее средство 90 принимает емкость 2 из средства 10 образования горлышка.
На одном рабочем цикле, показанном на фиг.70, первая полуформа 12 и вторая полуформа 13 находятся в открытом положении (С), дополнительная первая полуформа 24 и дополнительная вторая полуформа 325 находятся в положении W формования, позиционирующее средство 90 находится в промежуточном рабочем положении W2. На этом этапе емкость 2 удерживается средством 10 образования горлышка и позиционирующее средство 90 готовится принять емкость 2.
На следующем этапе рабочего цикла (не показан) дополнительная первая полуформа 24 и дополнительная вторая полуформа 25 находятся в положение Z освобождения, позиционирующее средство 90 находится в промежуточном рабочем положении W2, в котором оно принимает и поддерживает емкость 2, освобожденную средством 10 образования горлышка. Позиционирующее средство 90 удерживает емкость 2 посредством механической (например, относящейся к типу, показанному на фиг.31-34) или пневматической (например, посредством элемента чашечного присоса) блокирующей системы.
Переходя из промежуточного рабочего положения W2 в выдвинутое рабочее положение W3, позиционирующее средство 90 извлекает емкость 90 из области 350 между первой полуформой 12 и дополнительной первой полуформой 24 с одной стороны и второй полуформой 13 и дополнительной второй полуформой 25 с противоположной стороны. Таким образом, позиционирующее средство 90 облегчает извлечение емкости 2 перемещающей каруселью 356 путем перемещения емкости 2 к внешней области формующей карусели 55. Когда позиционирующее средство находится в выдвинутом положении W3, основная часть емкости 2 находится вне области 350.
На следующем этапе рабочего цикла, показанном на фиг.72, перемещающая карусель 356 перемещает емкость 2 к извлекающей карусели 78. Позиционирующее средство 90 переходит из выдвинутого положения W3 в отведенное положение W1.
Перемещающая карусель 356 отличается от перемещающей карусели 256, показанной на фиг.34-39, тем, что она содержит извлекающие элементы 304, которые могут скользить, в частности радиально, относительно дополнительного вращающегося корпуса 207, но не совершает колебательные движения относительно дополнительного вращающегося корпуса 207, в отличие от извлекающих элементов 204 в перемещающей карусели 256.
Извлекающие элементы 304 могут скользить относительно дополнительного вращающегося корпуса 207, например, кулачковым устройством, или пневматическим устройством, или электромеханическим устройством.
Поскольку позиционирующее средство 90 перемещает емкость 2 от устройства 1, можно создать перемещающую карусель, в которой извлекающие элементы 304 имеют значительно более простую конструкцию по сравнению со случаем, в котором емкость необходимо извлекать из области, расположенной между полуформами формующих средств 4 для дутьевого формования с вытягиванием и полуформами средства 10 образования горлышка.
В частности, извлекающие элементы 304 могут иметь одну степень свободы относительно дополнительного вращающегося корпуса 207, а не две степени свободы.
В непоказанном варианте извлекающие элементы 304 совершают колебательные перемещения относительно дополнительного вращающегося корпуса.
Колебательные перемещения извлекающих элементов 304 могут быть вызваны относительно дополнительного вращающегося корпуса, например, кулачковым устройством, или пневматическим устройством, или электромеханическим устройством.
В еще одном непоказанном варианте извлекающие элементы расположены в фиксированном положении относительно дополнительного вращающегося корпуса, т.е. они не скользят и не совершают колебательные перемещения относительно дополнительного вращающегося корпуса.
В этом случае емкость переносится позиционирующим средством к извлекающему элементу до точки, в которой траектория, определенная емкостью 2, поддерживаемой позиционирующим средством 90, и траектория, определенная извлекающим элементом, по существу, проходят по касательной.
Это позволяет получить перемещающую карусель очень простой конструкции.
Такое упрощение конструкции возможно благодаря позиционирующему средству 90, которое в выдвинутом положении W3 помещает емкость 2 в положение, из которого емкость 2 можно легко извлечь извлекающими элементами, не перемещающимися относительно дополнительного вращающегося корпуса 207.
В непоказанном варианте позиционирующее средство расположено в фиксированном положении относительно формующей карусели 55.
В этом варианте позиционирующее средство последовательно взаимодействует с устройствами 1 при вращении формующей карусели 55.
В еще одном непоказанном варианте позиционирующее средство имеет такую форму, чтобы перемещать емкости, по существу, параллельно оси вращения формующей карусели 55.
В этом варианте позиционирующее средство 90 перемещает емкость 2 от формы 4 для дутьевого формования с вытягиванием путем перемещения емкости 2 из области 350 в другую область, расположенную над или под формой 4 для дутьевого формования с вытягиванием.
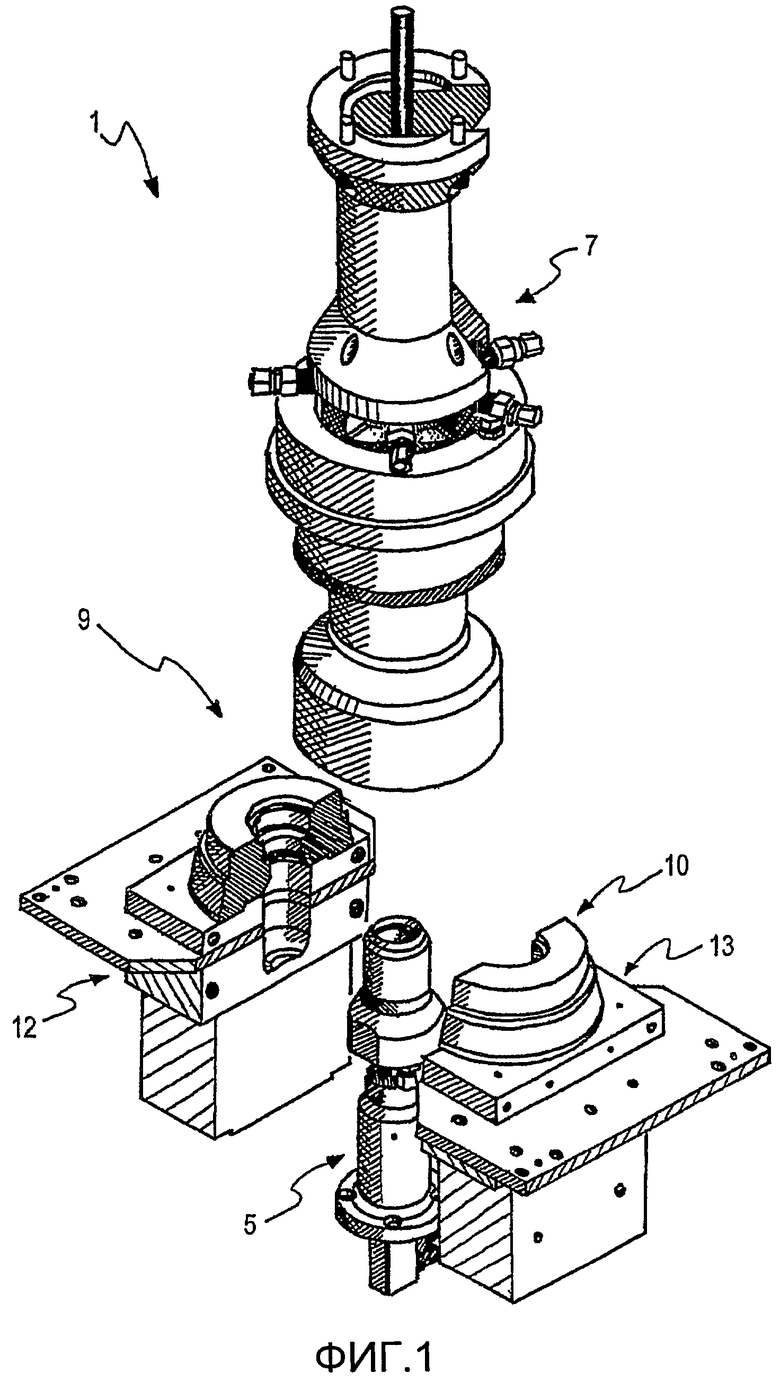
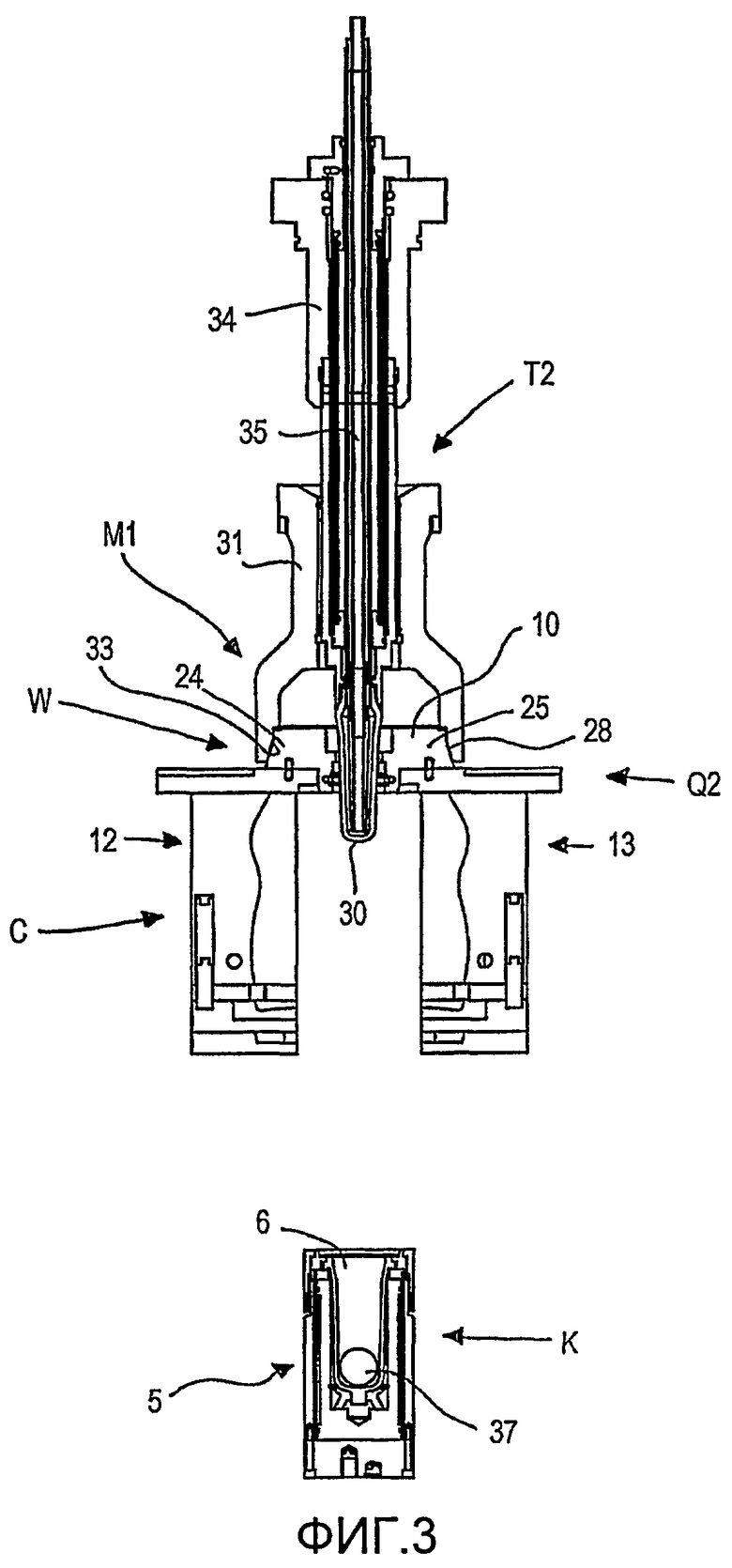
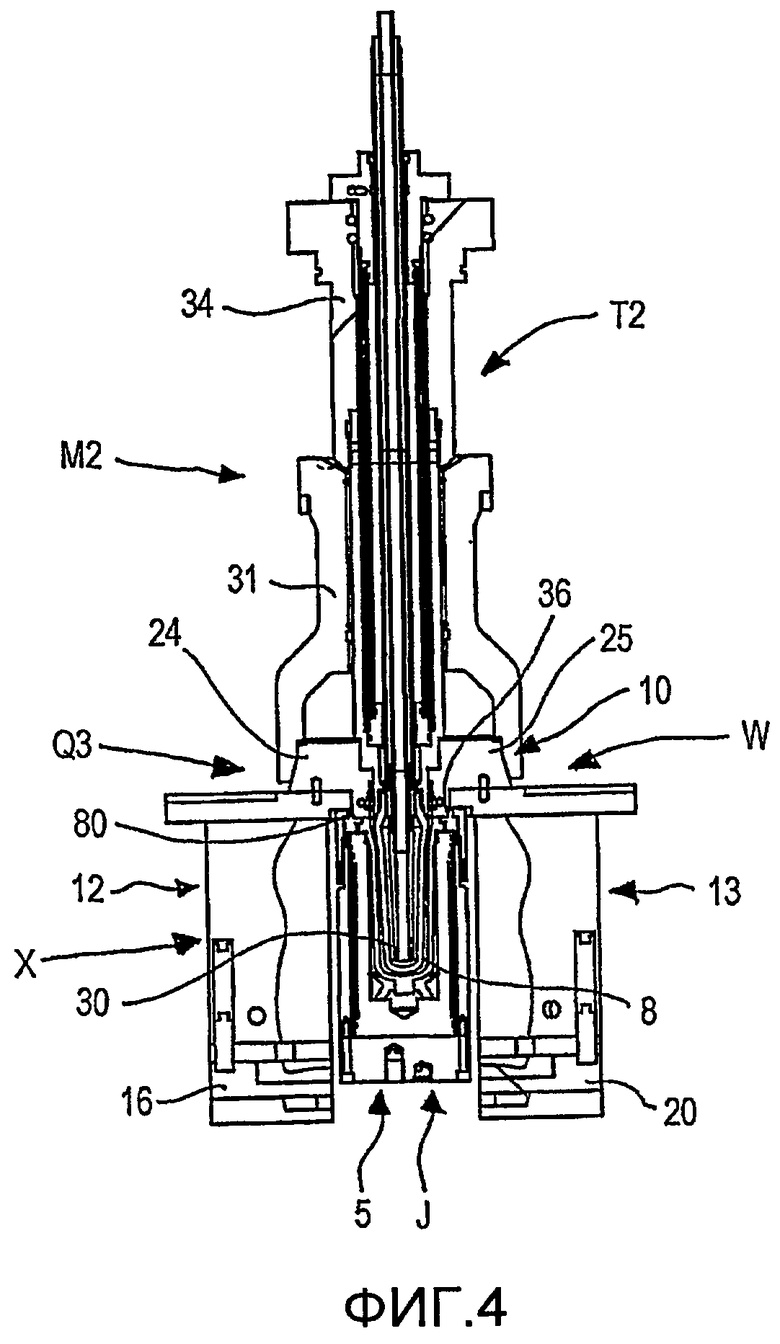
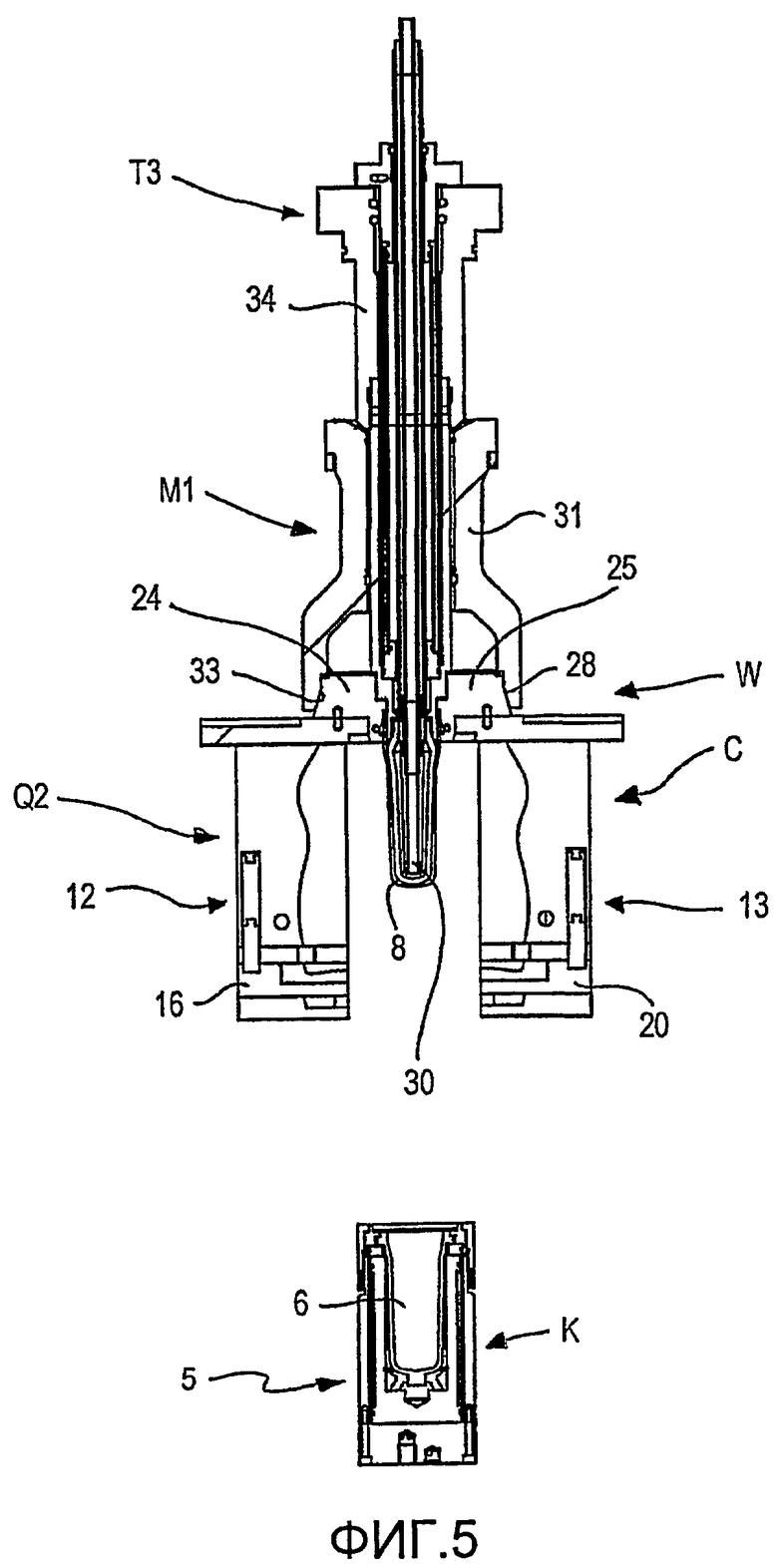
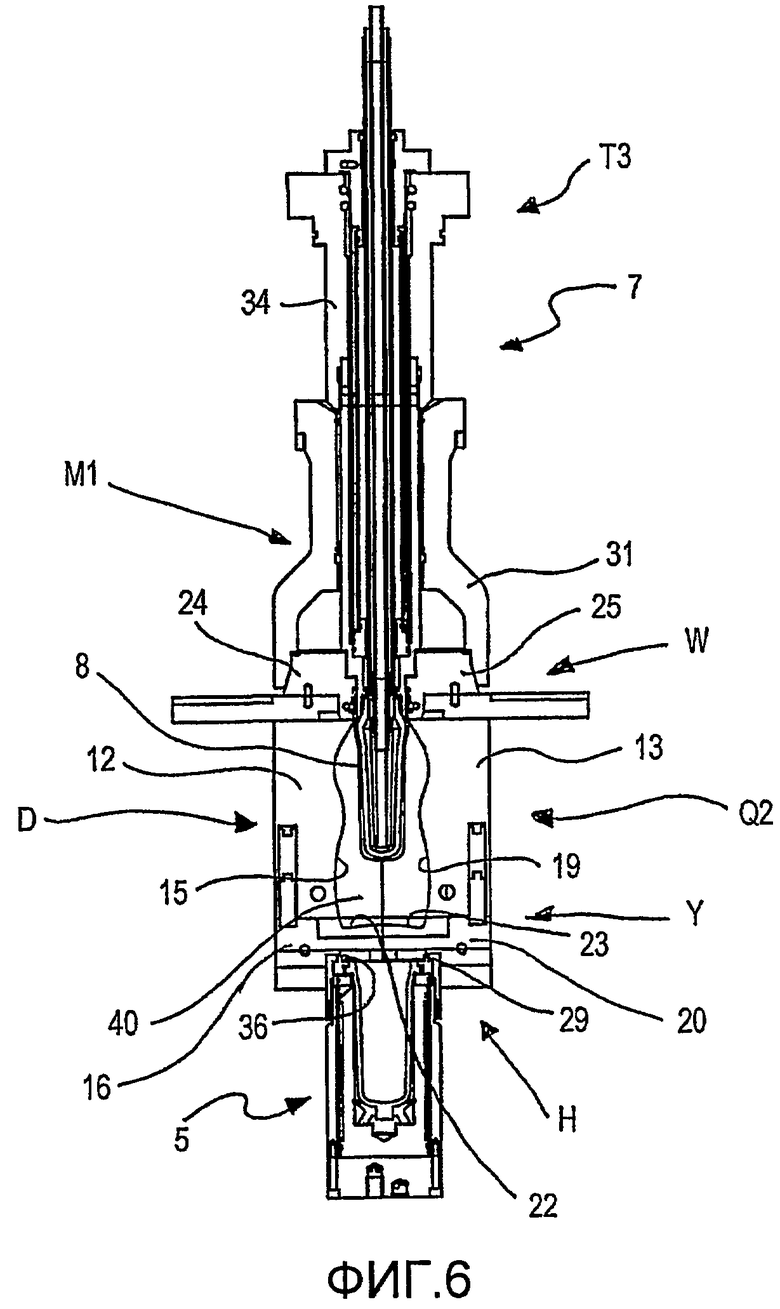
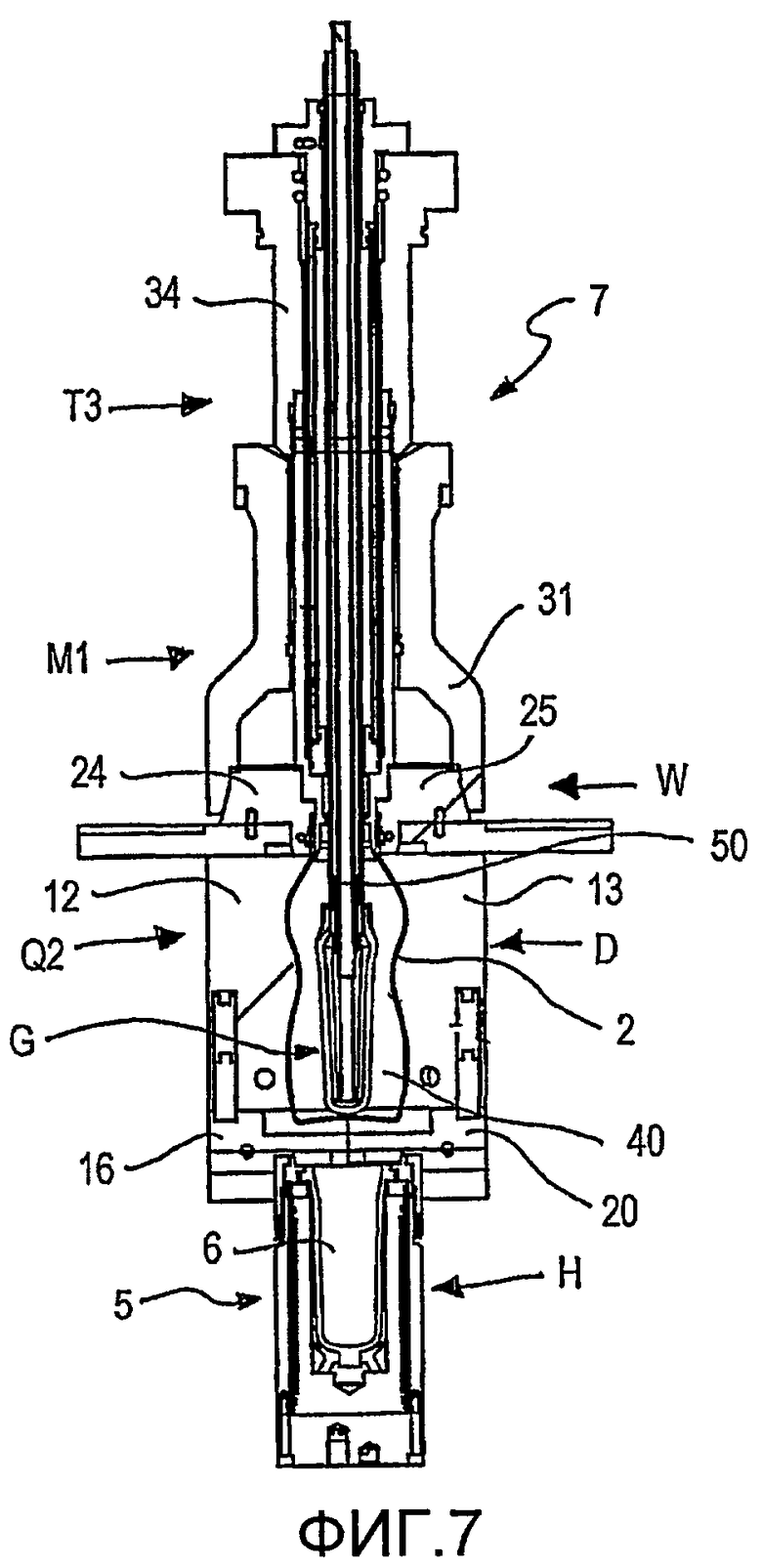
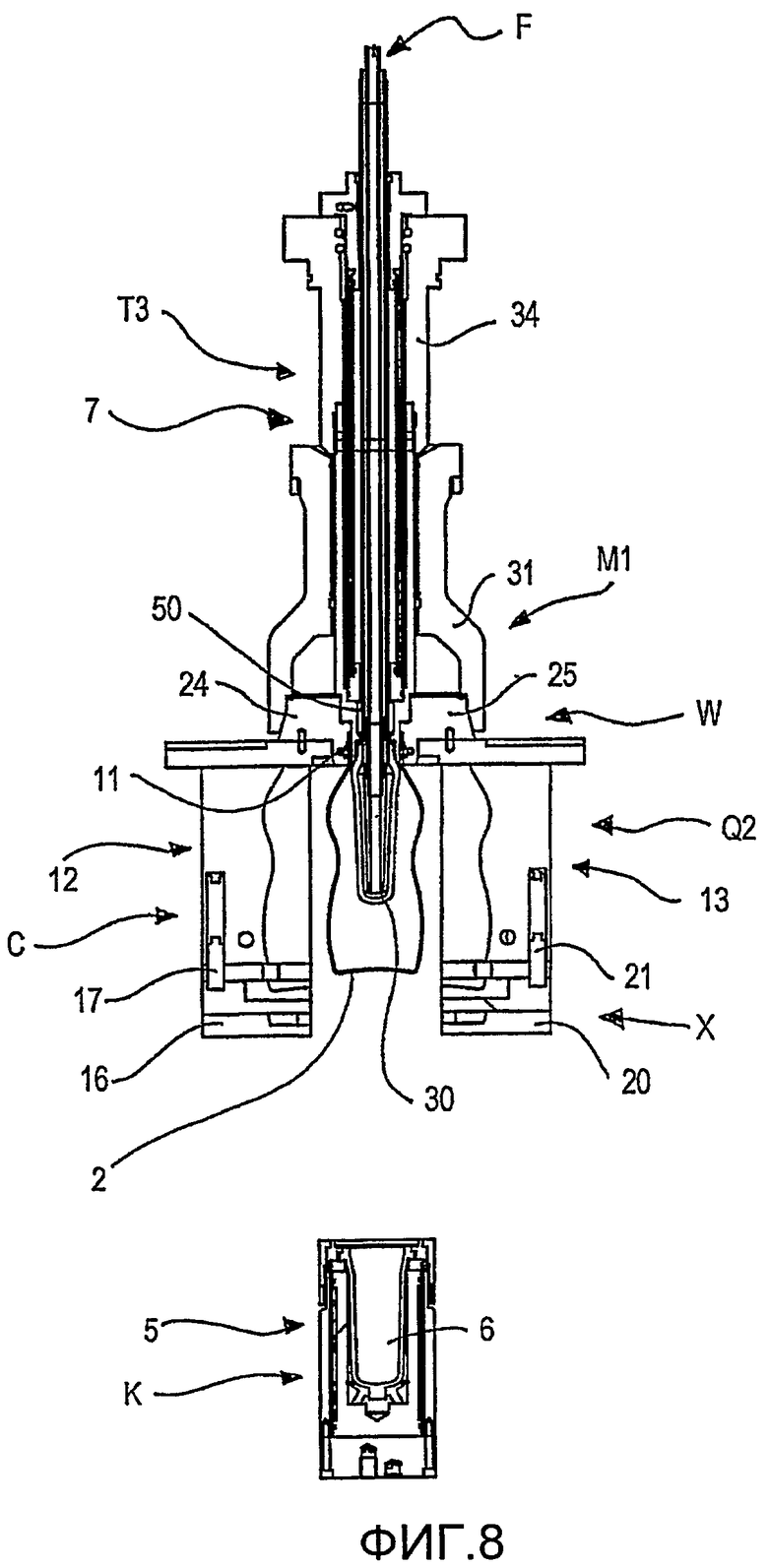
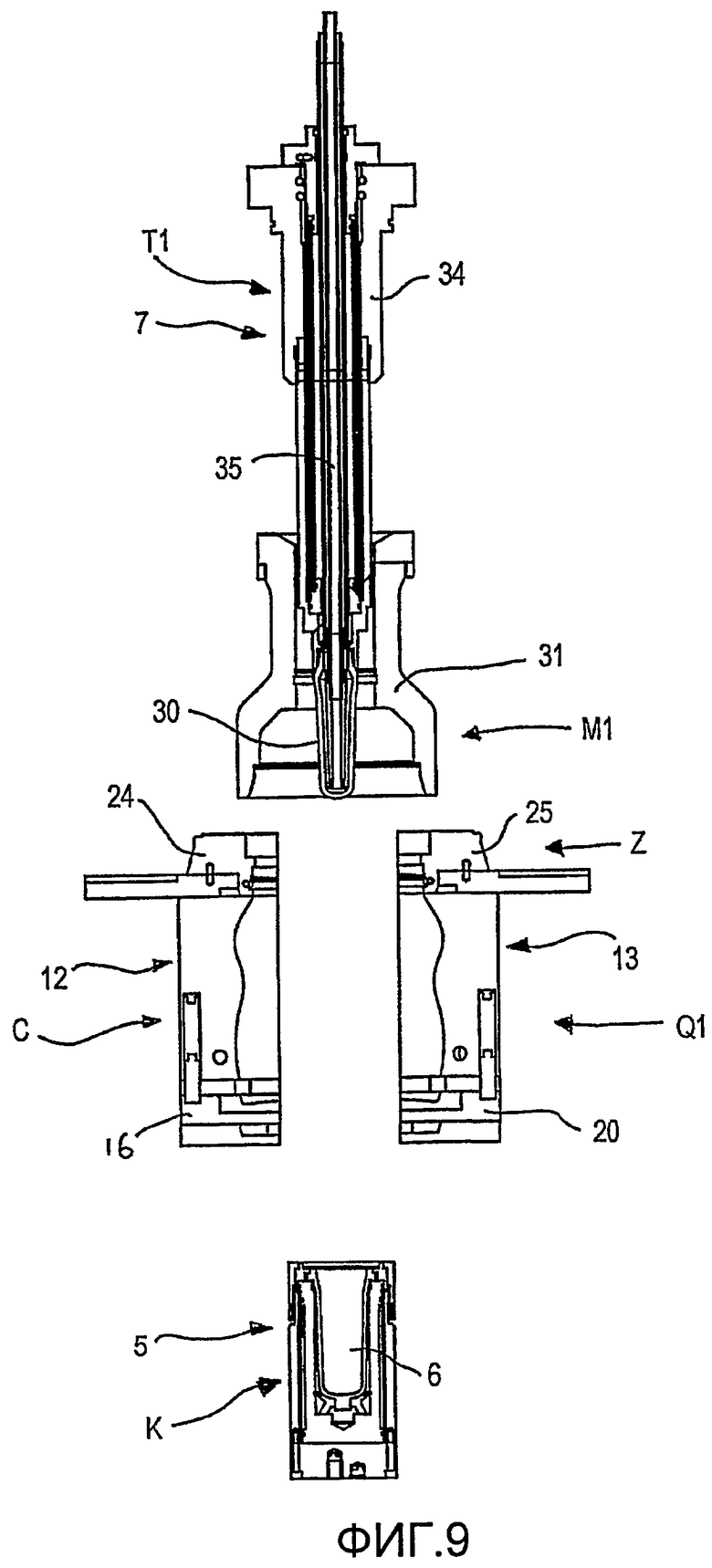
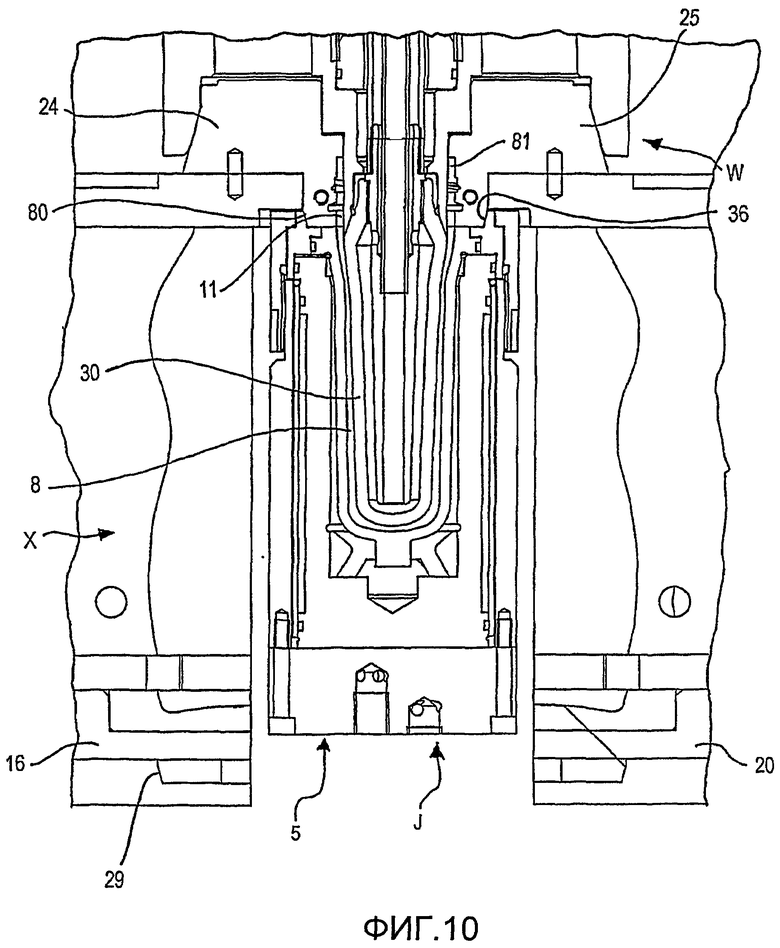
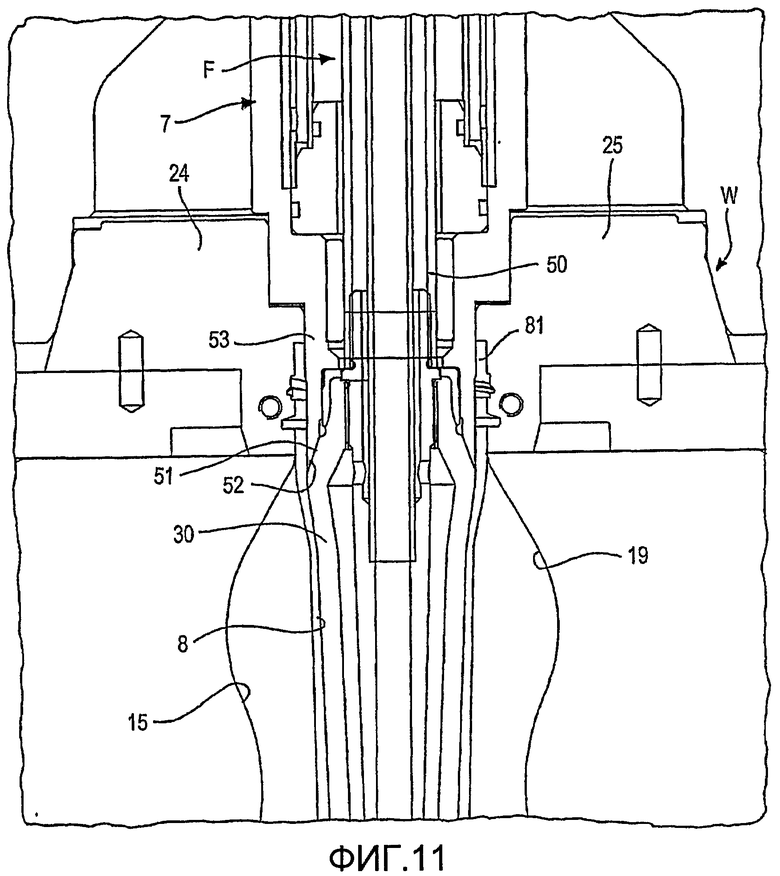
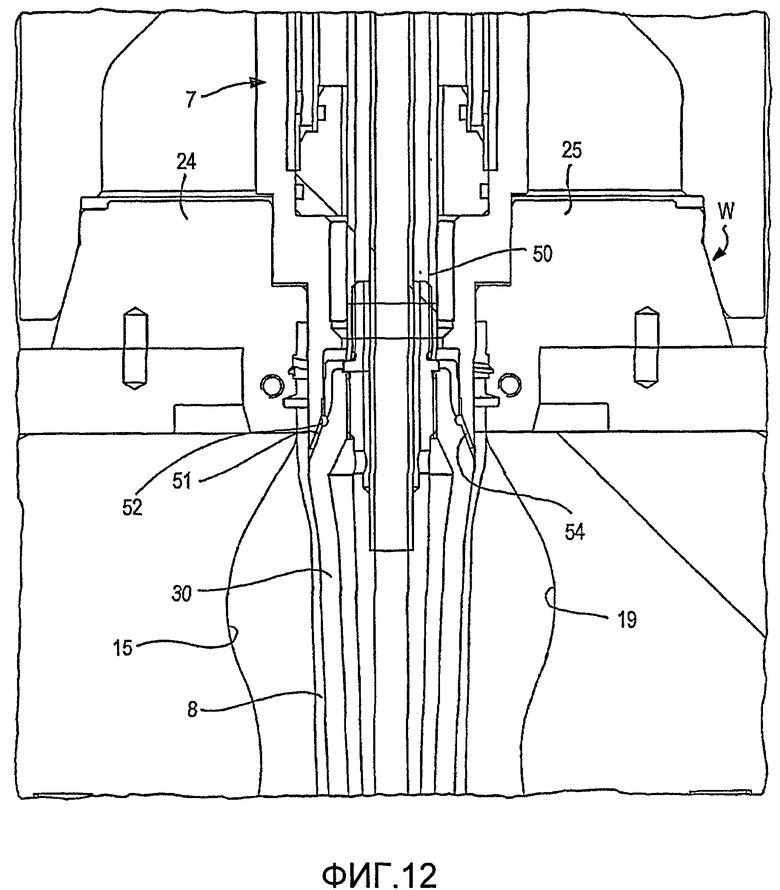
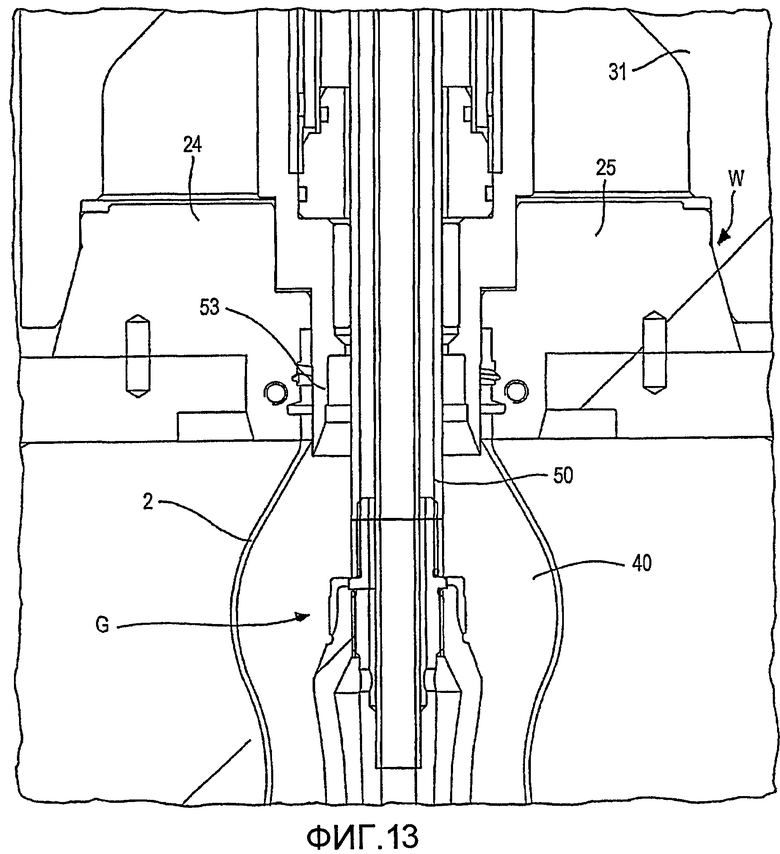
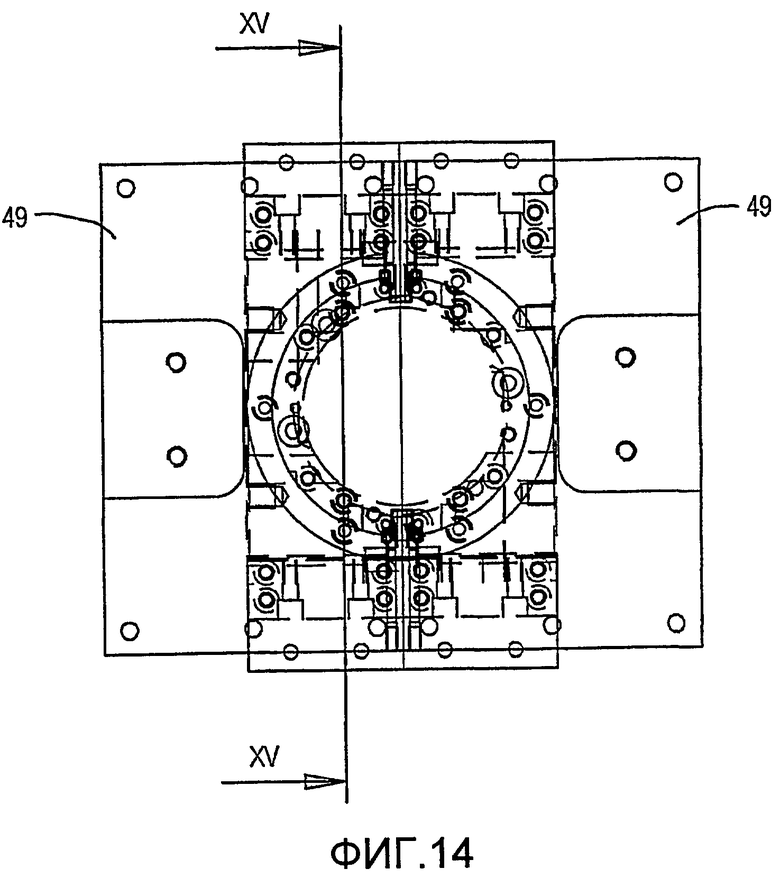
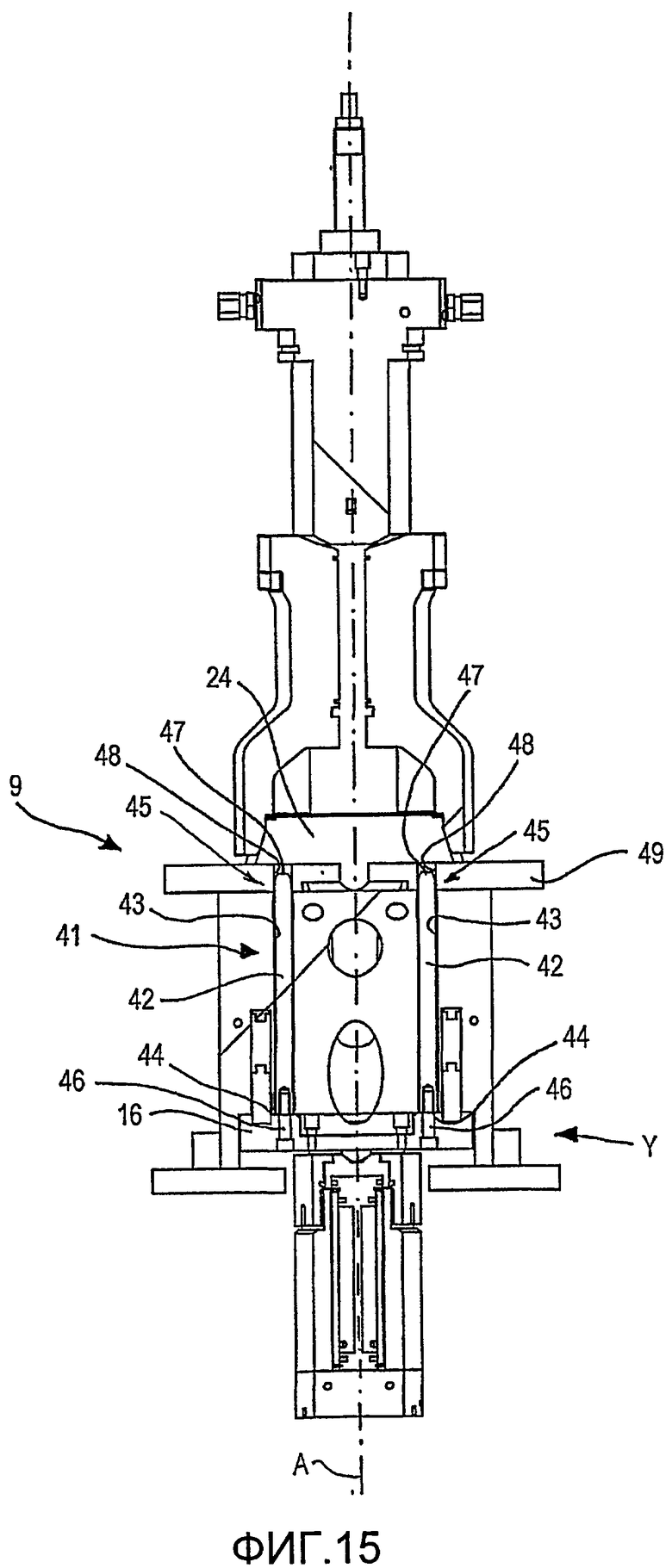
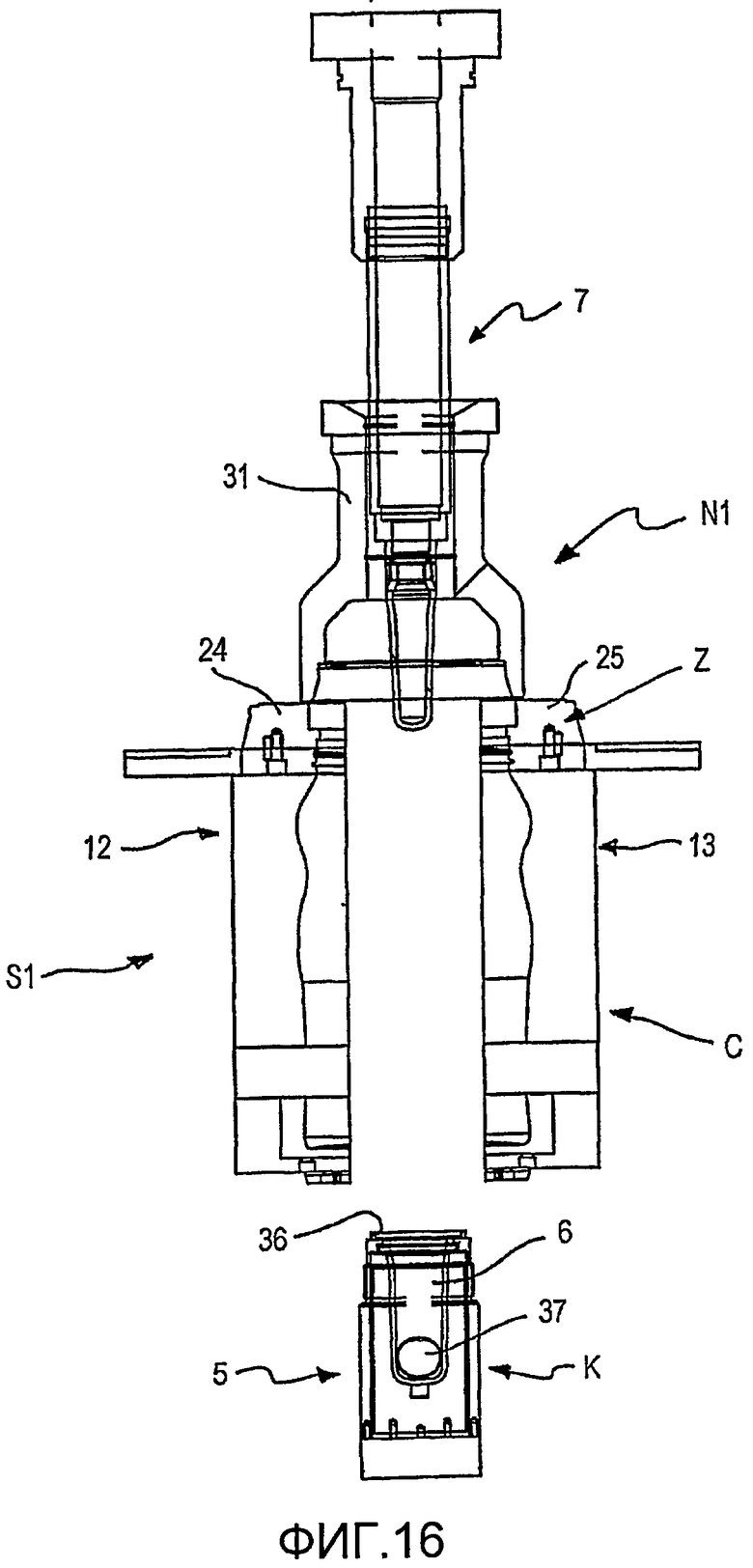
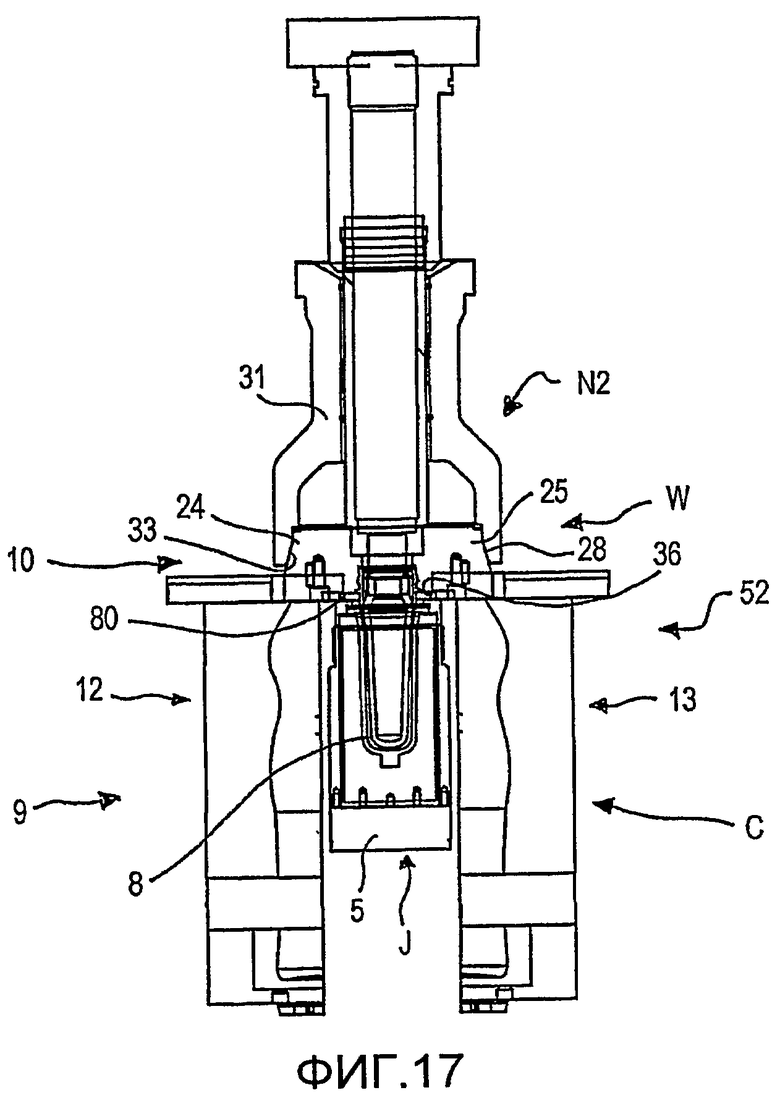
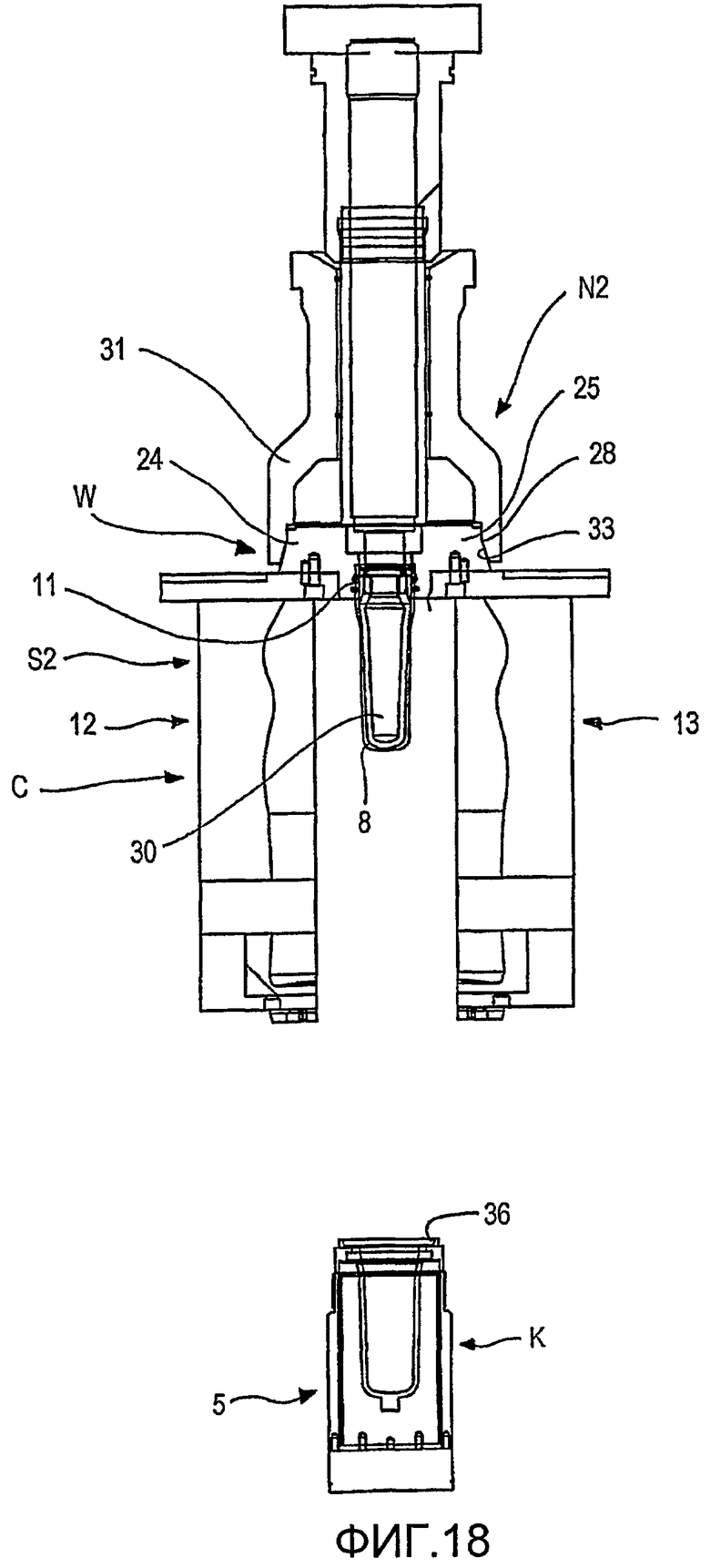
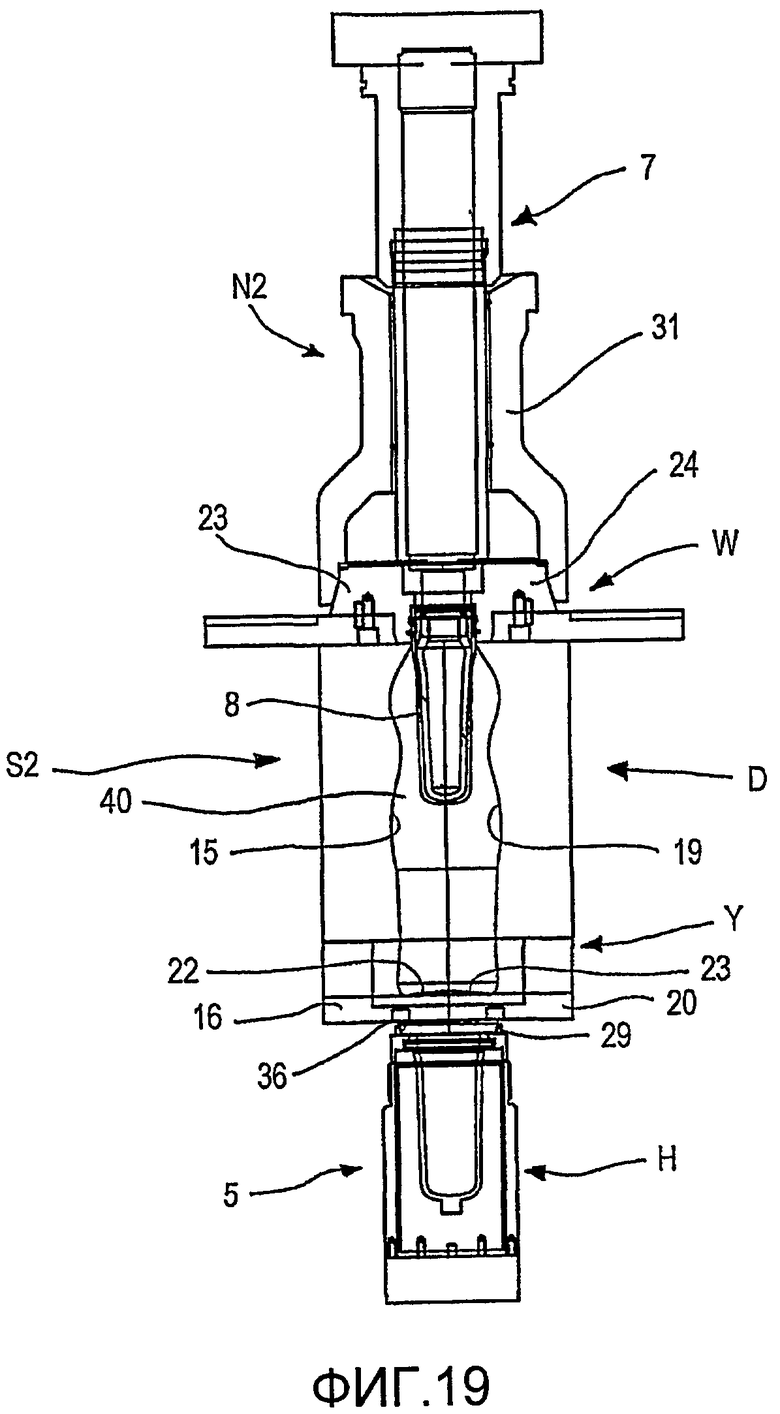
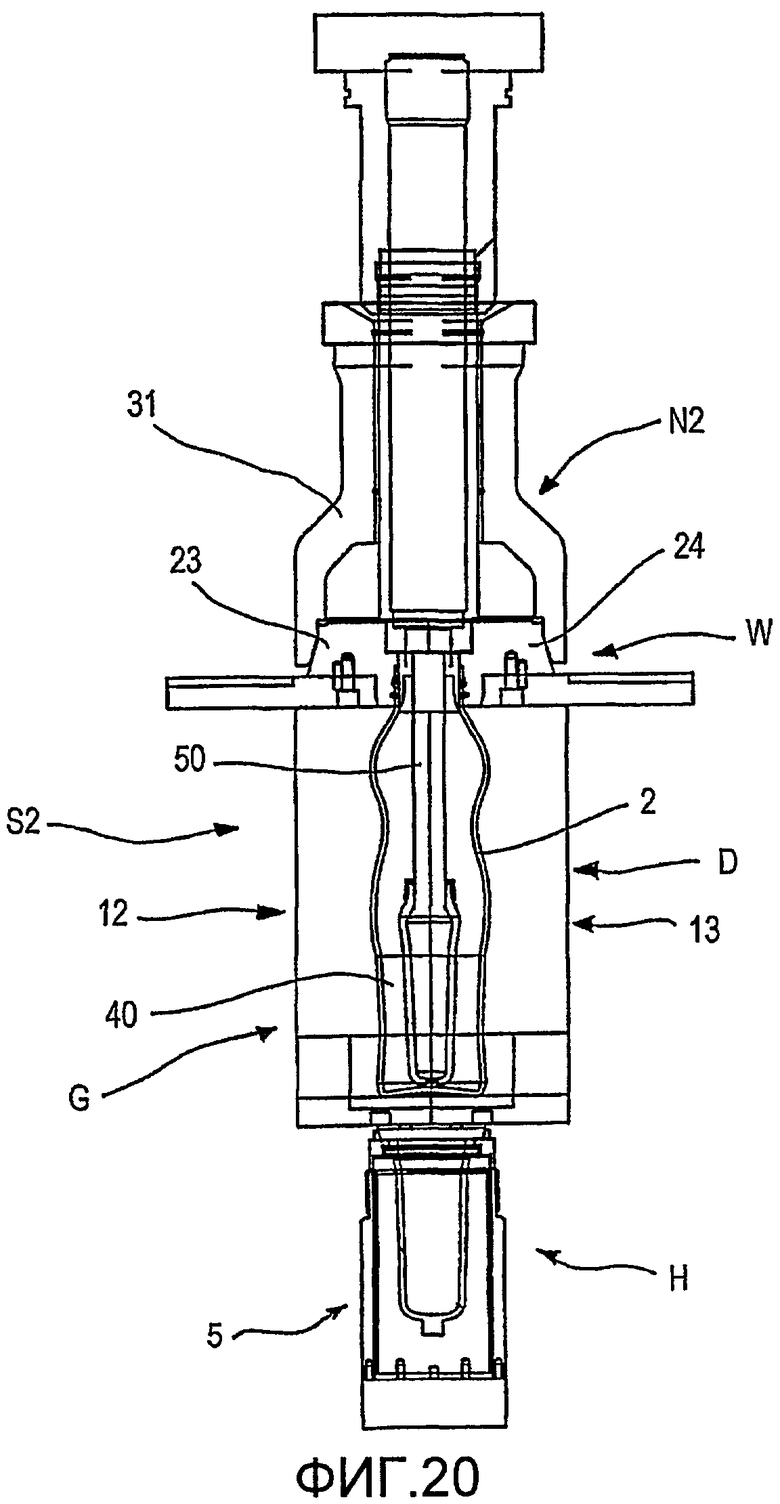
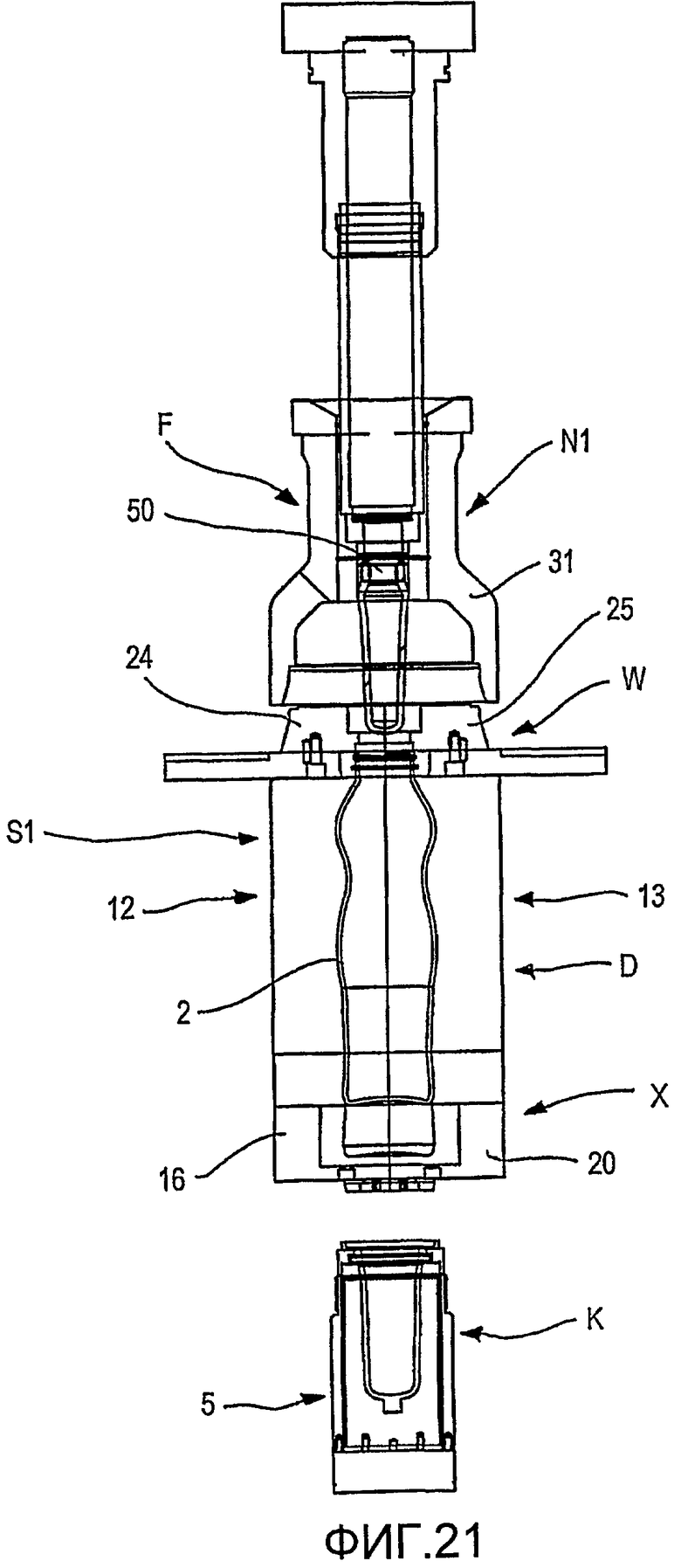
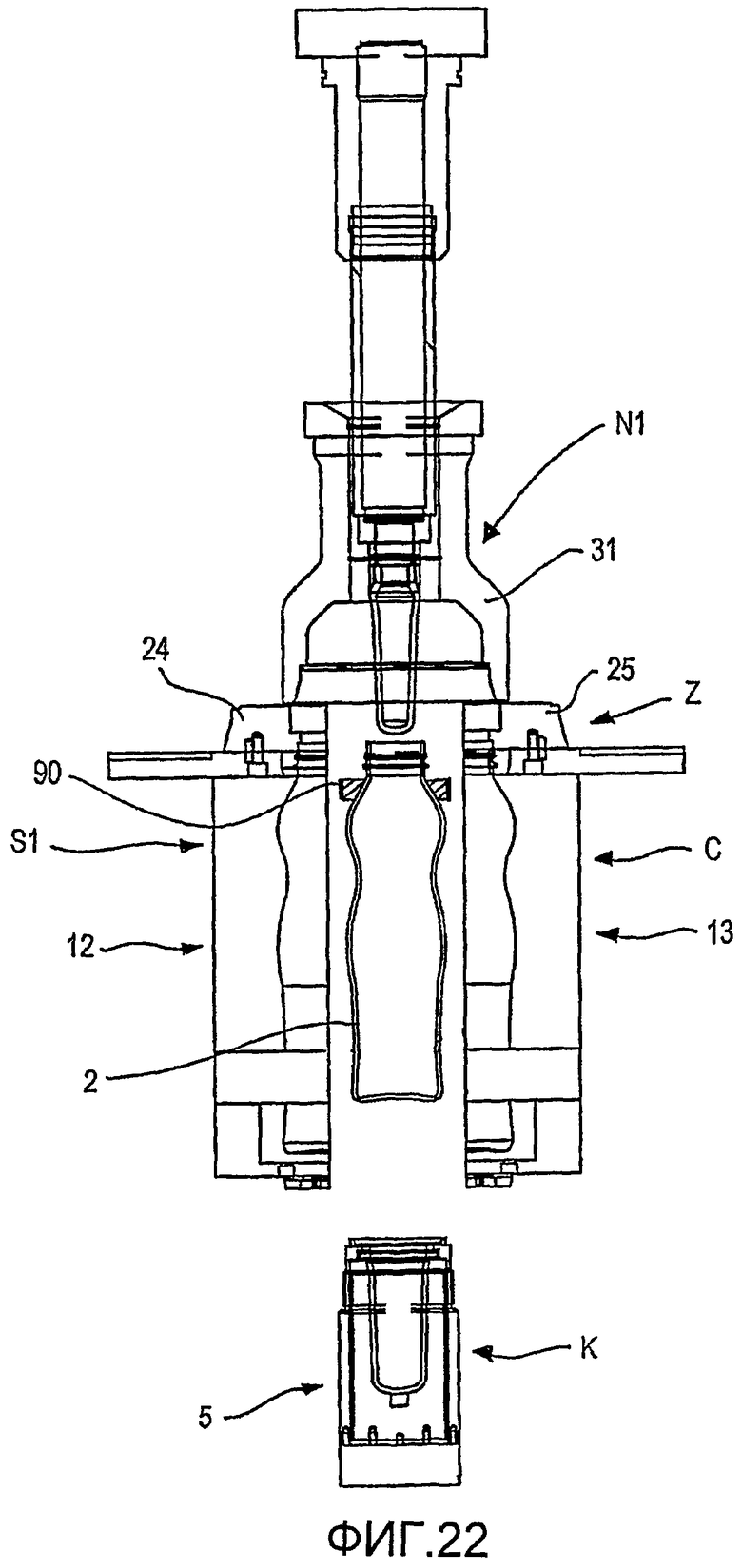
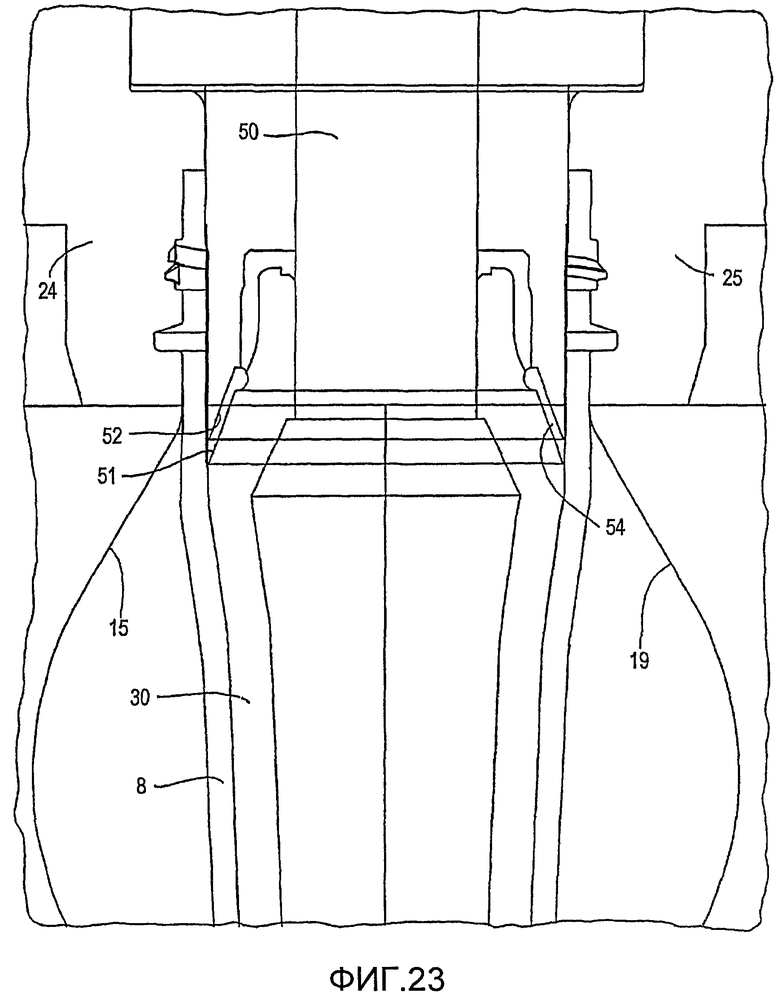
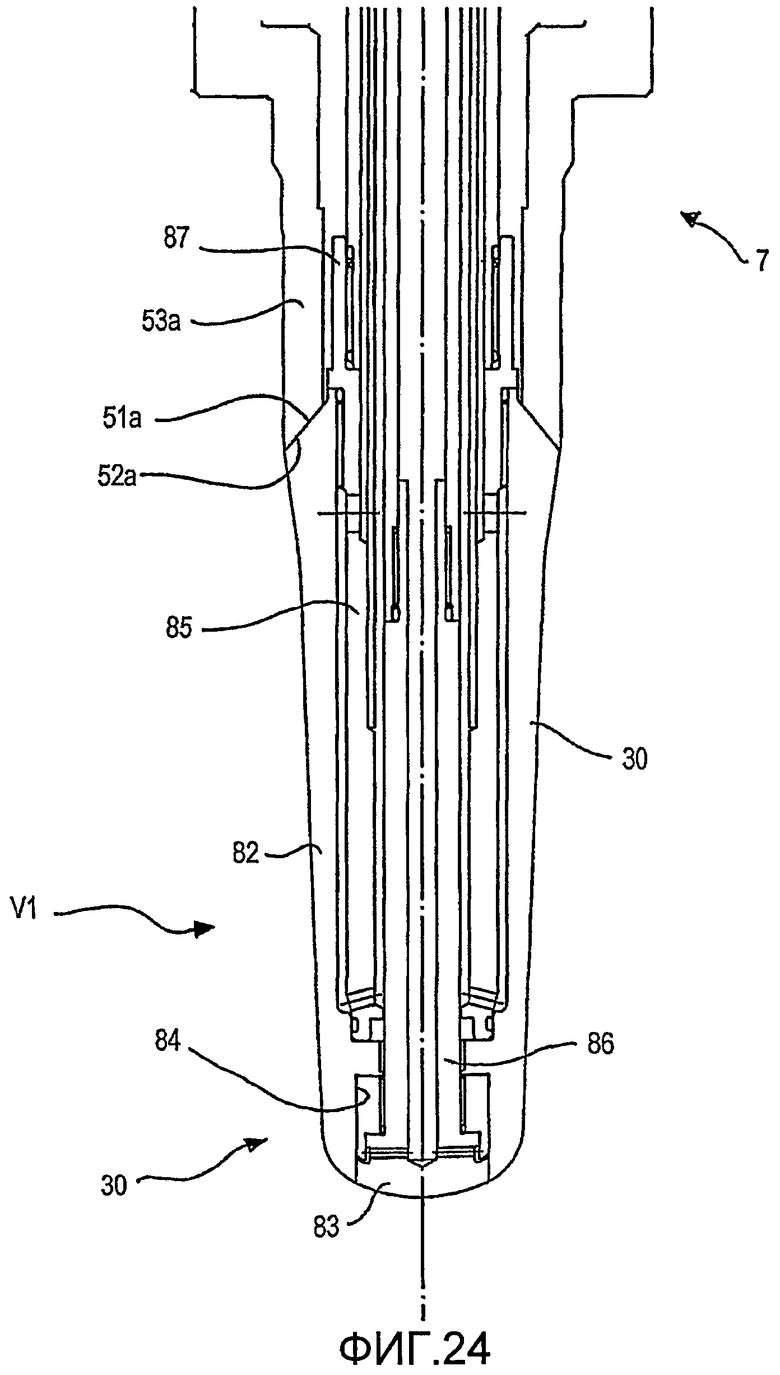
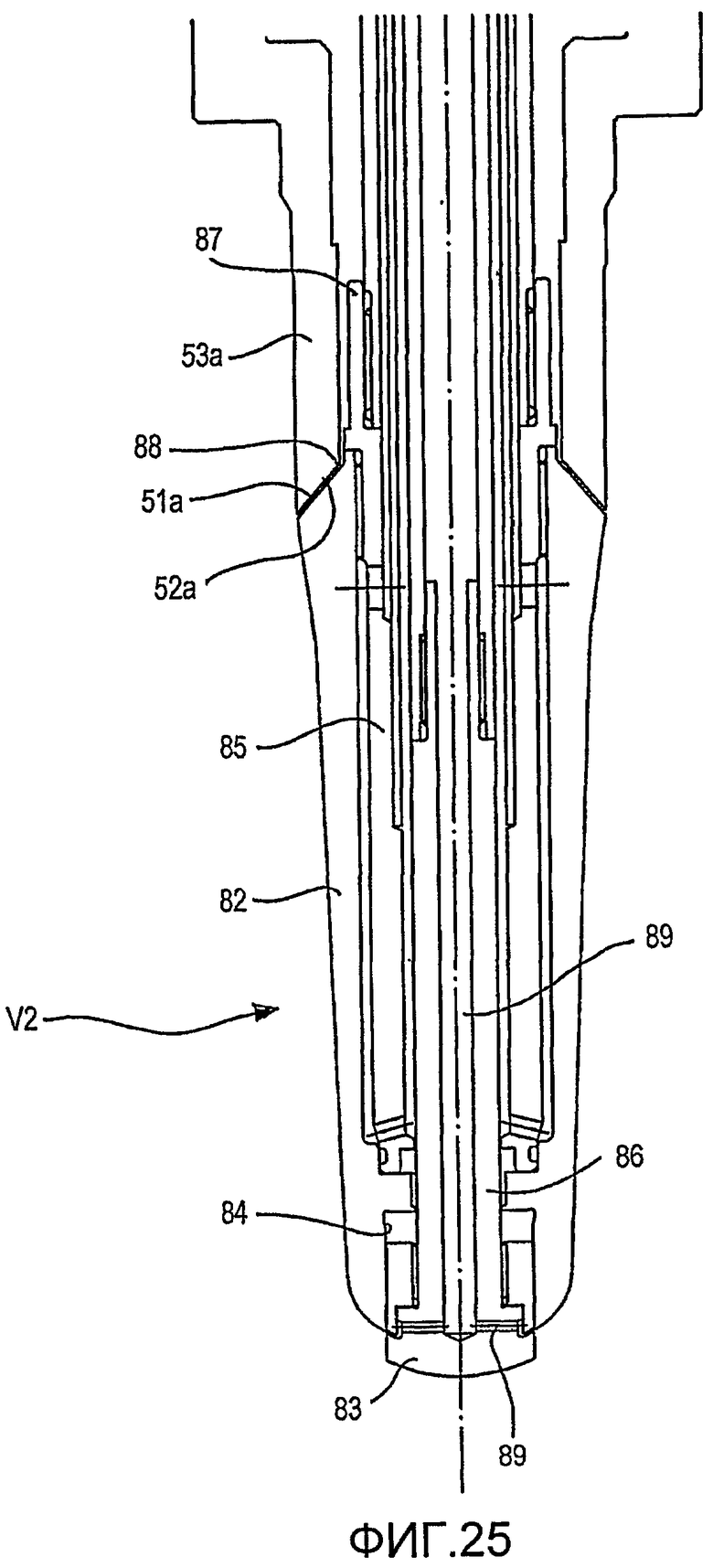
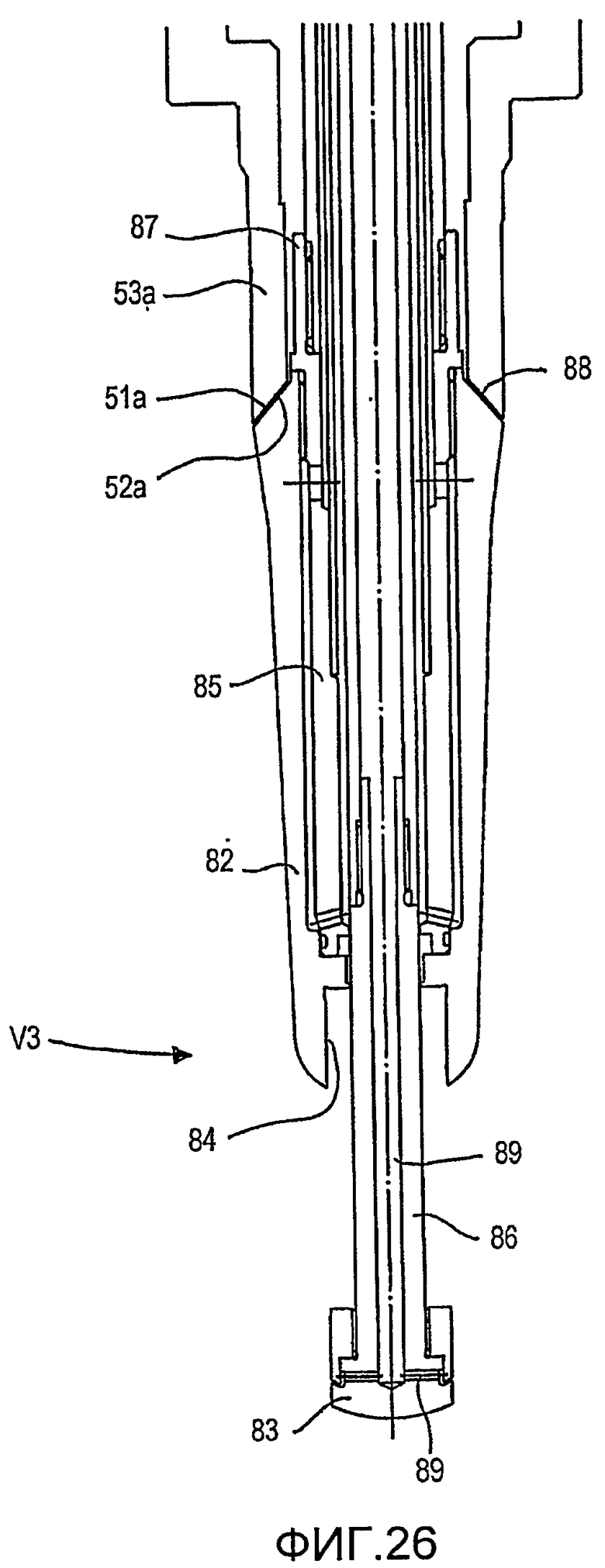
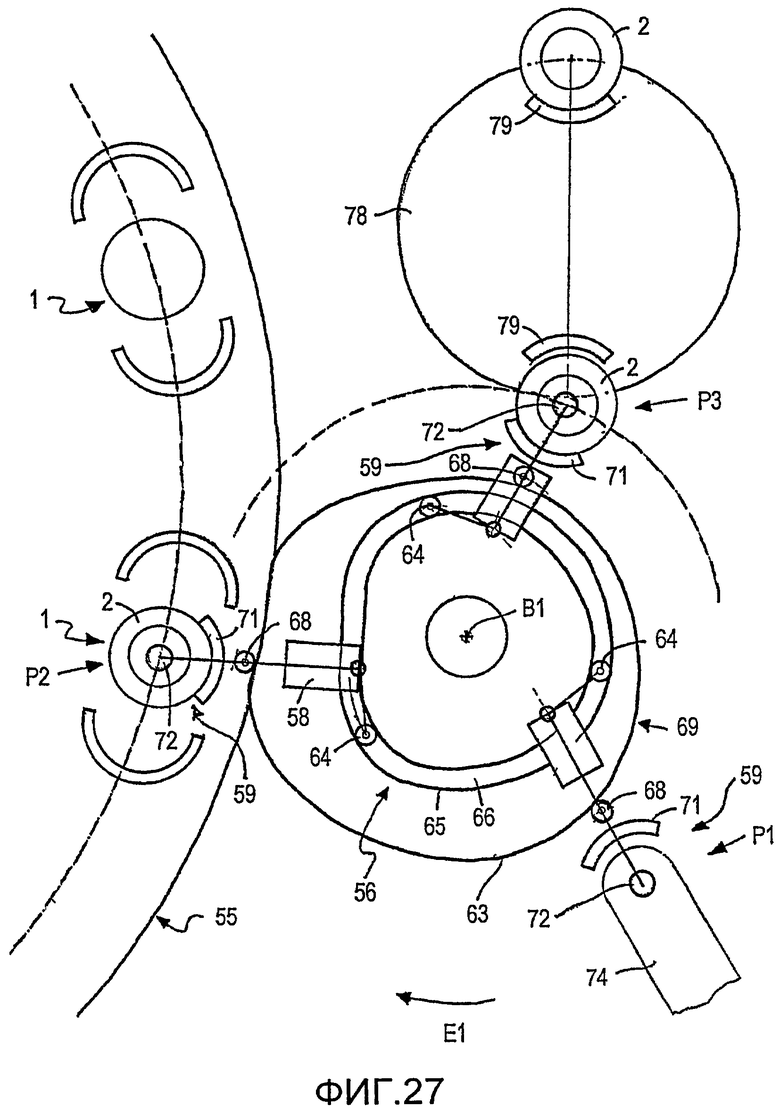
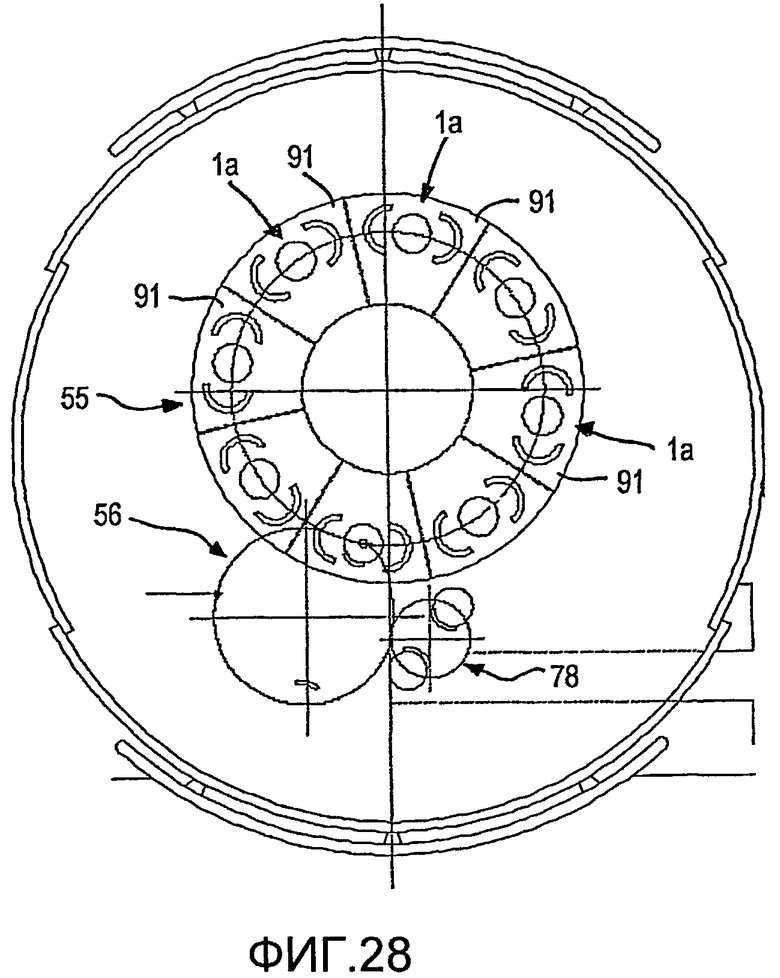
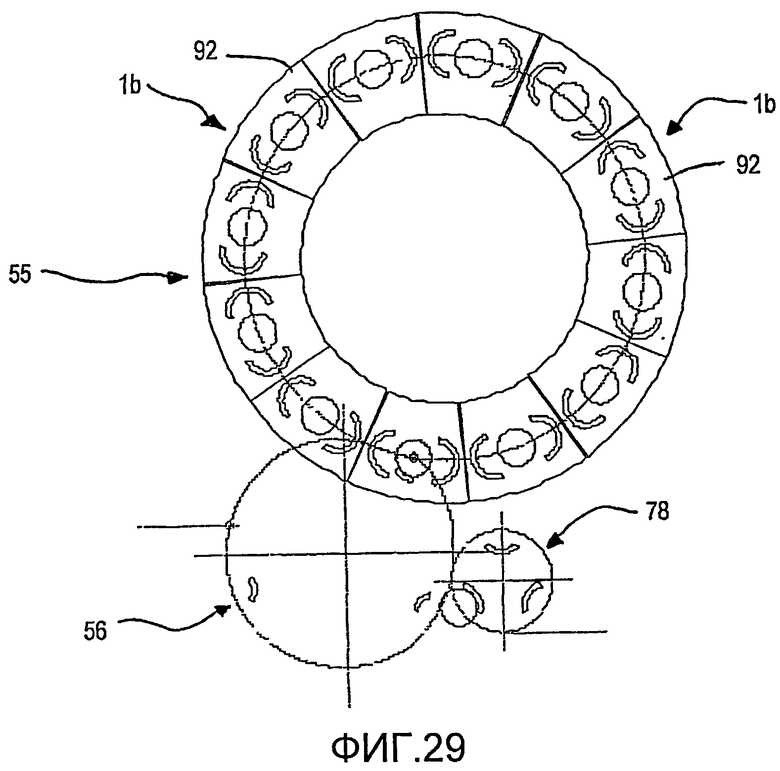
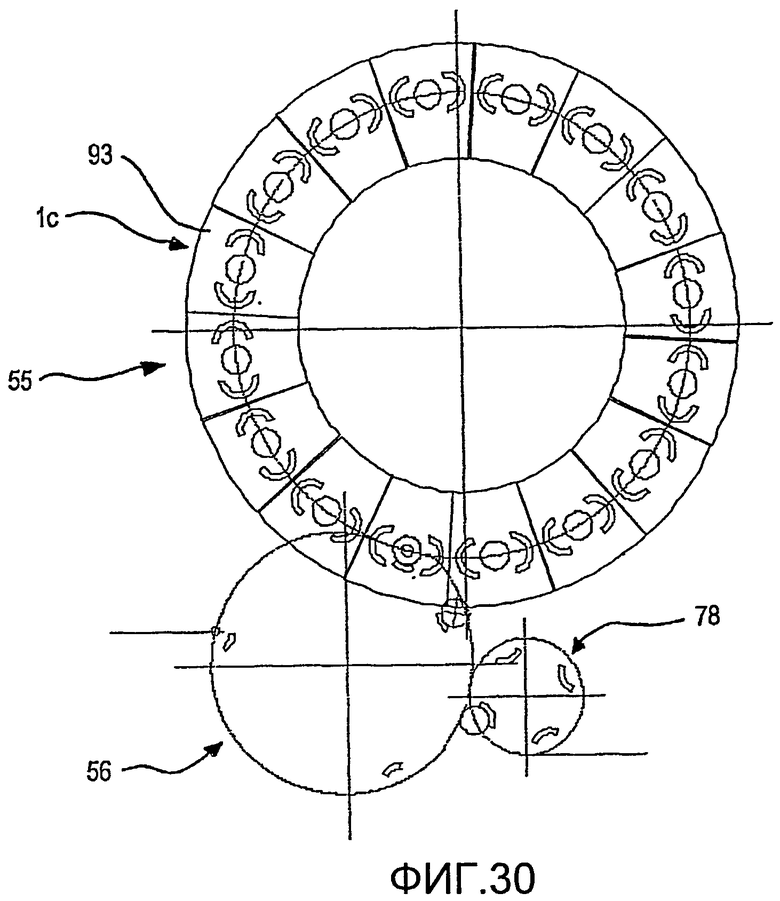
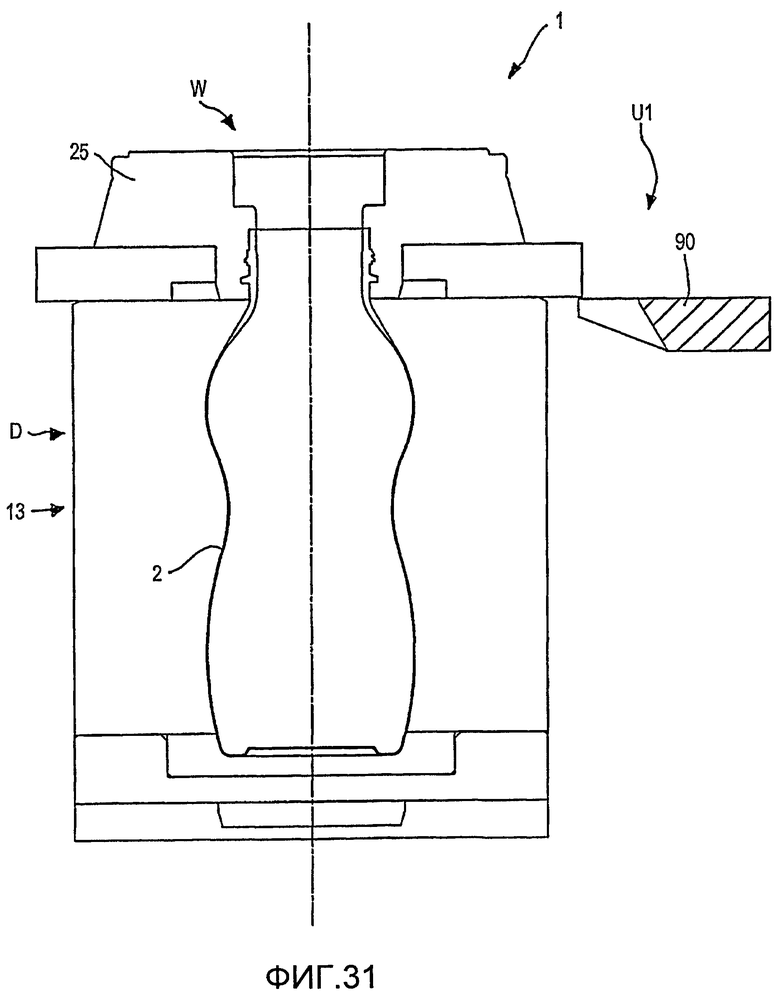
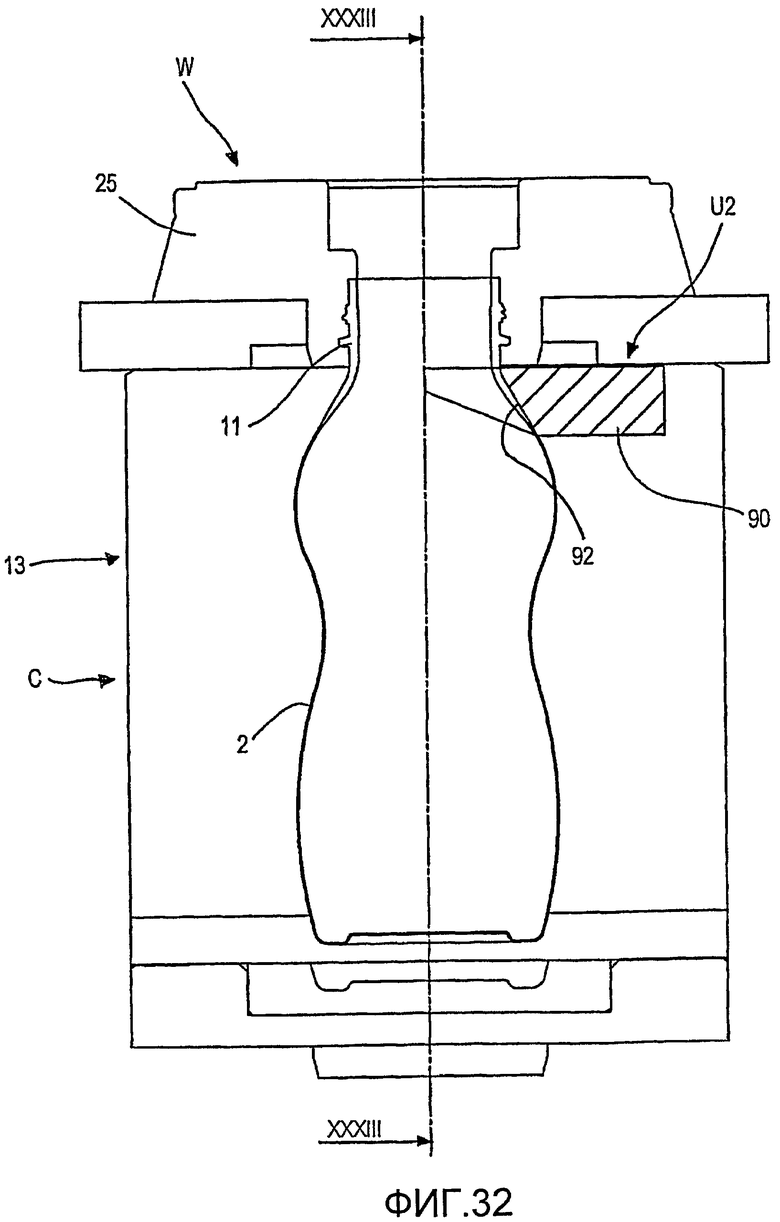
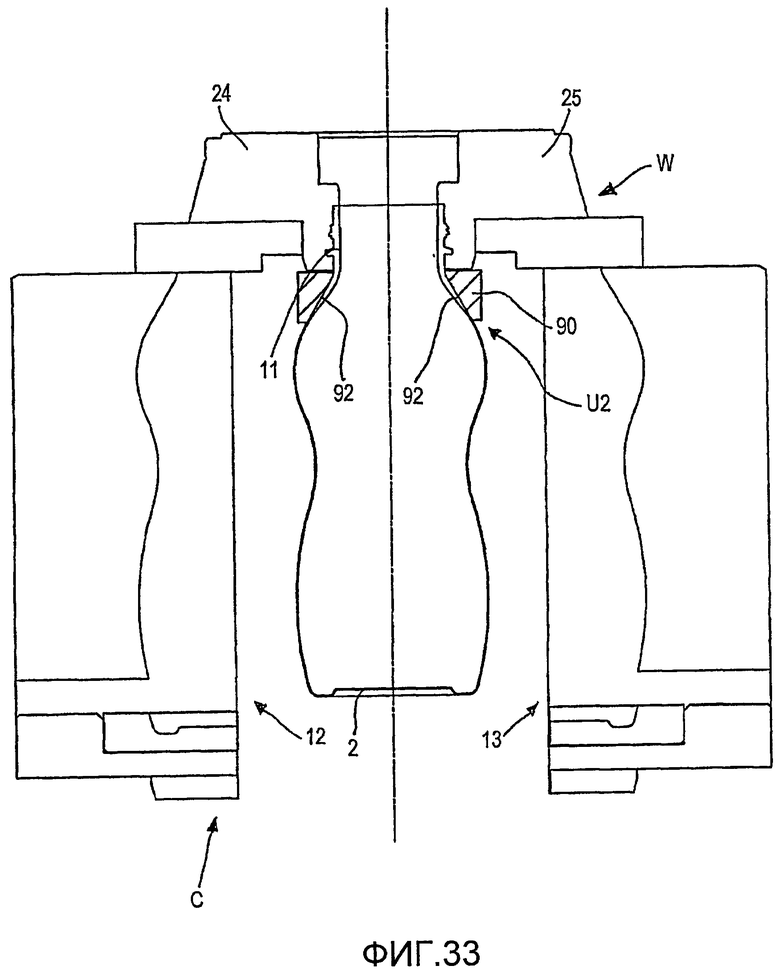
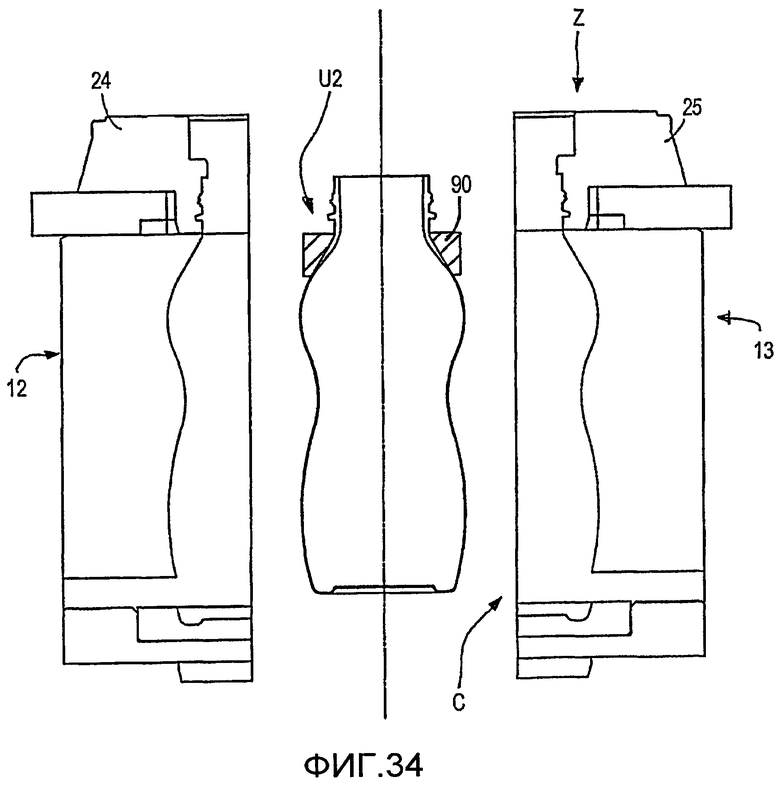
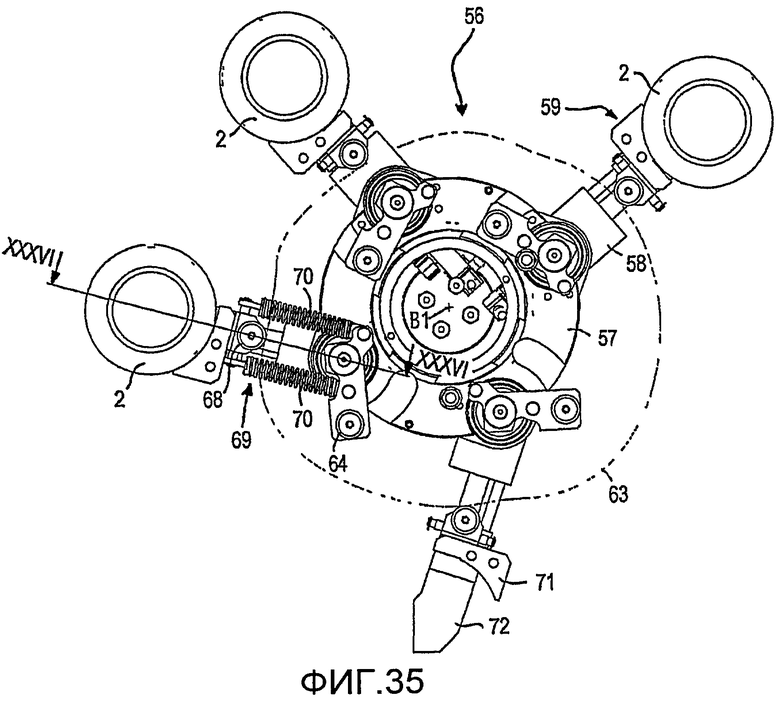
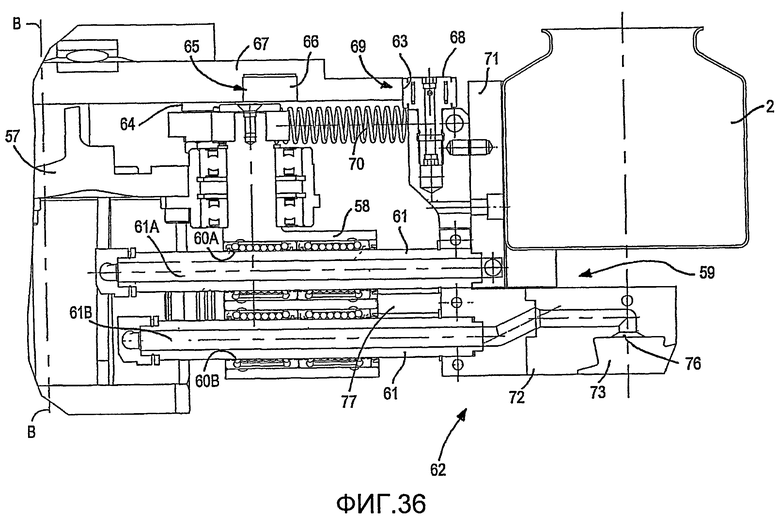
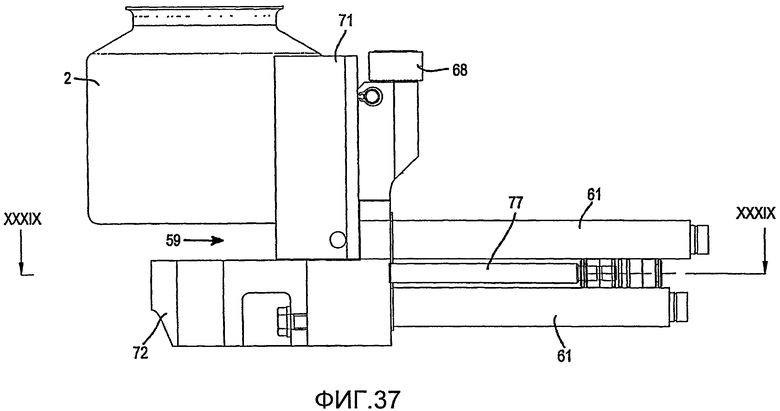
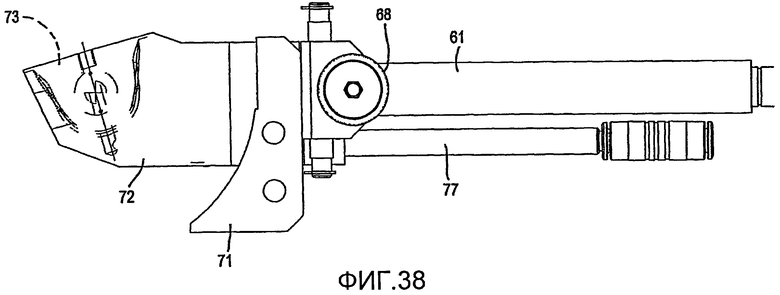
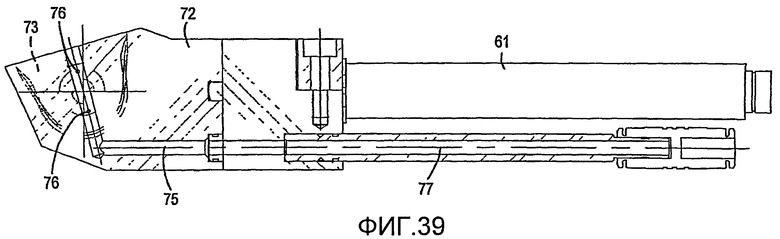
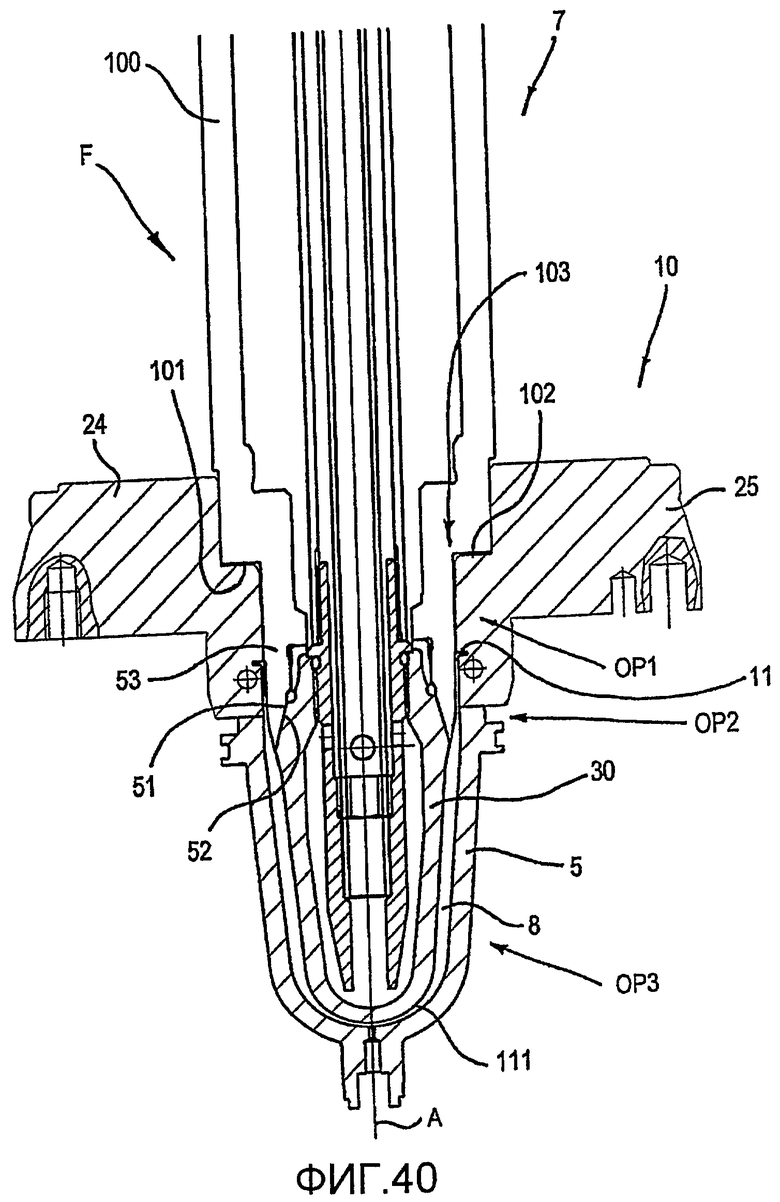
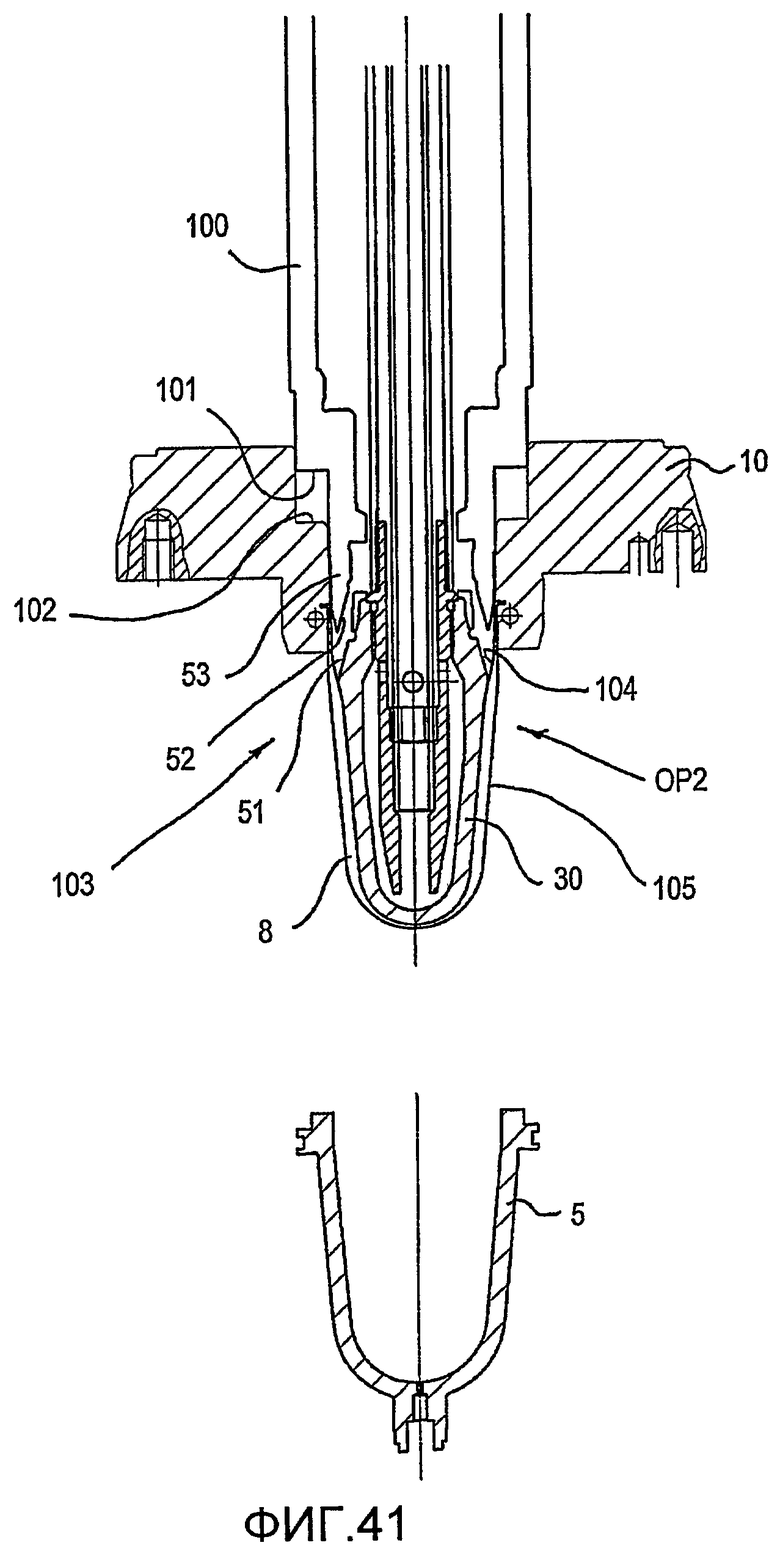
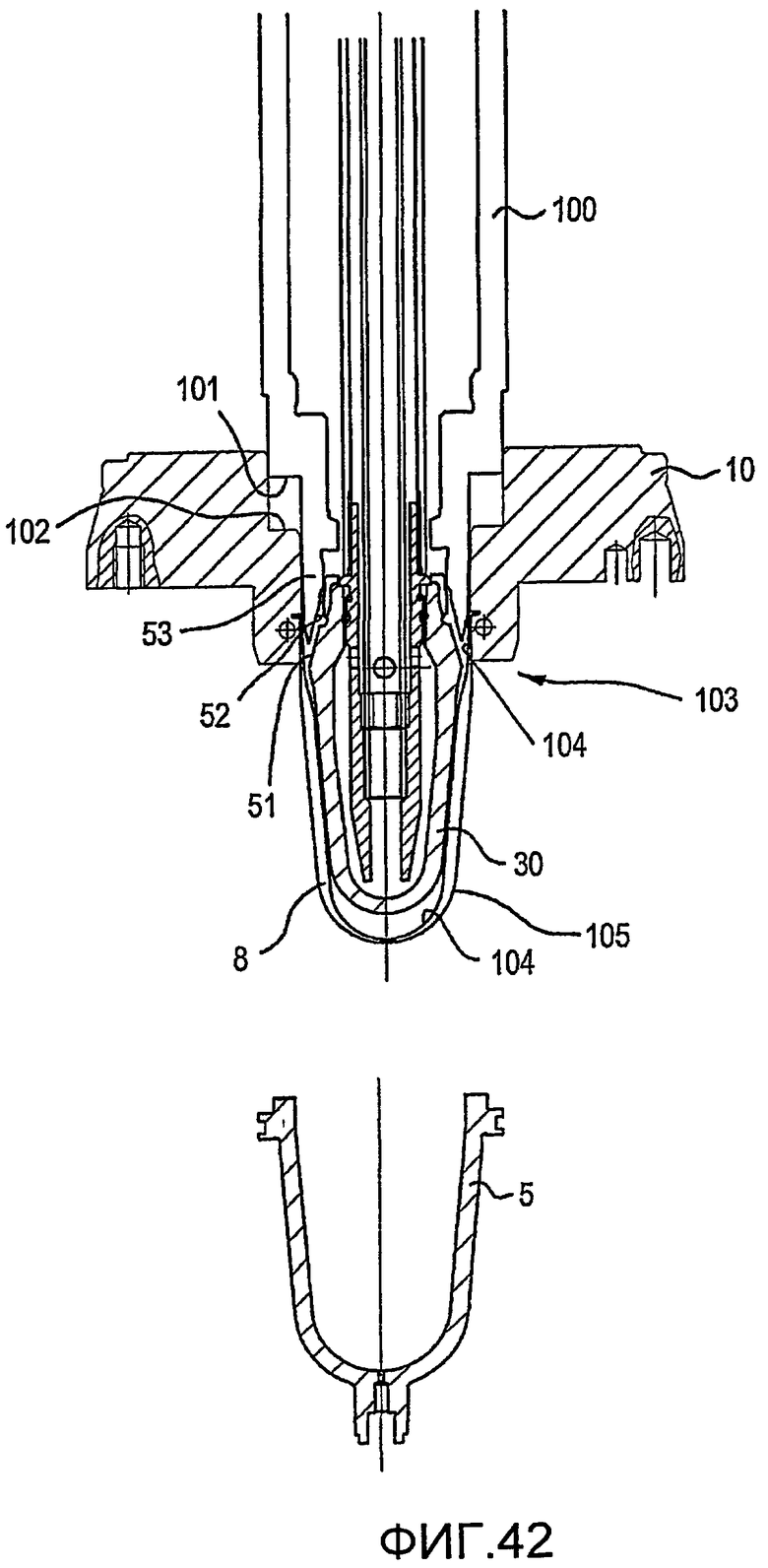
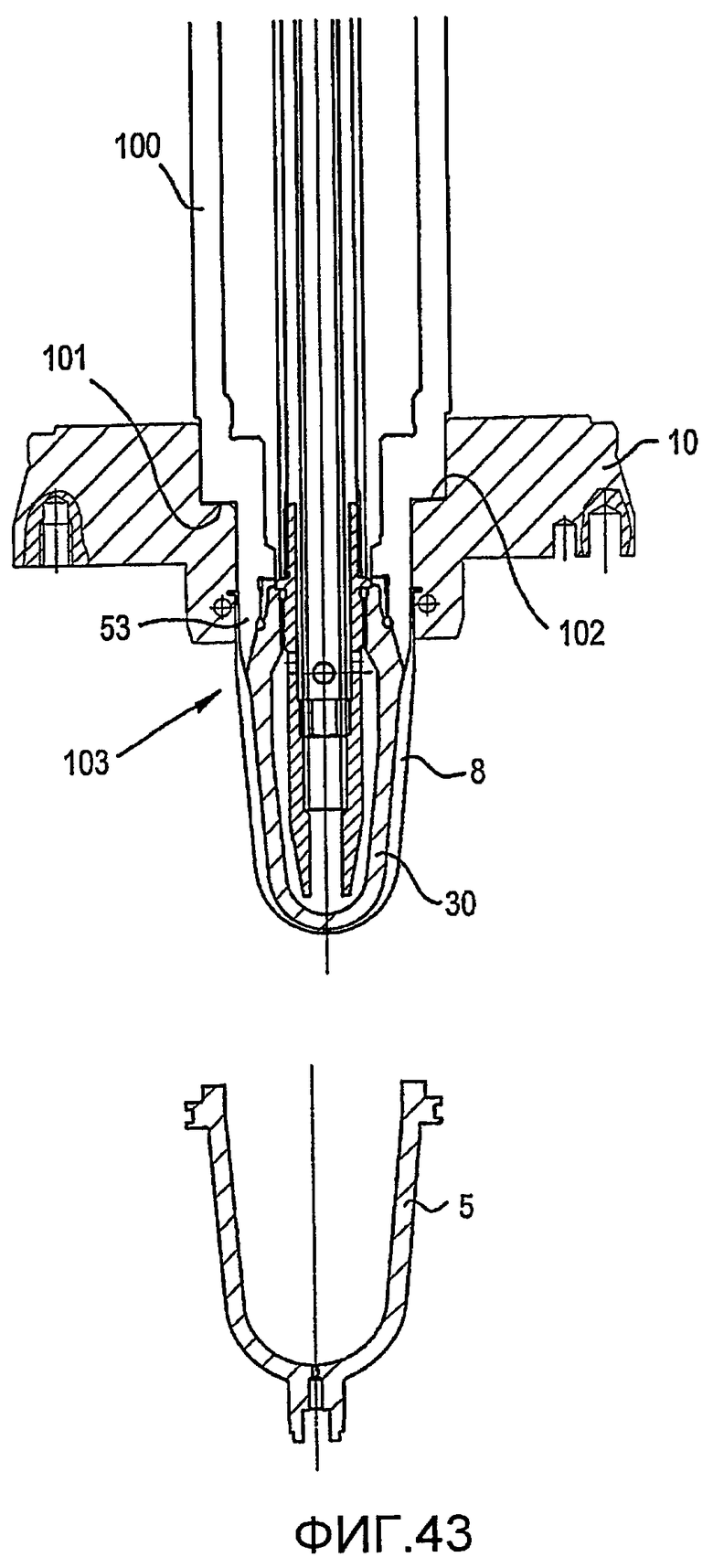
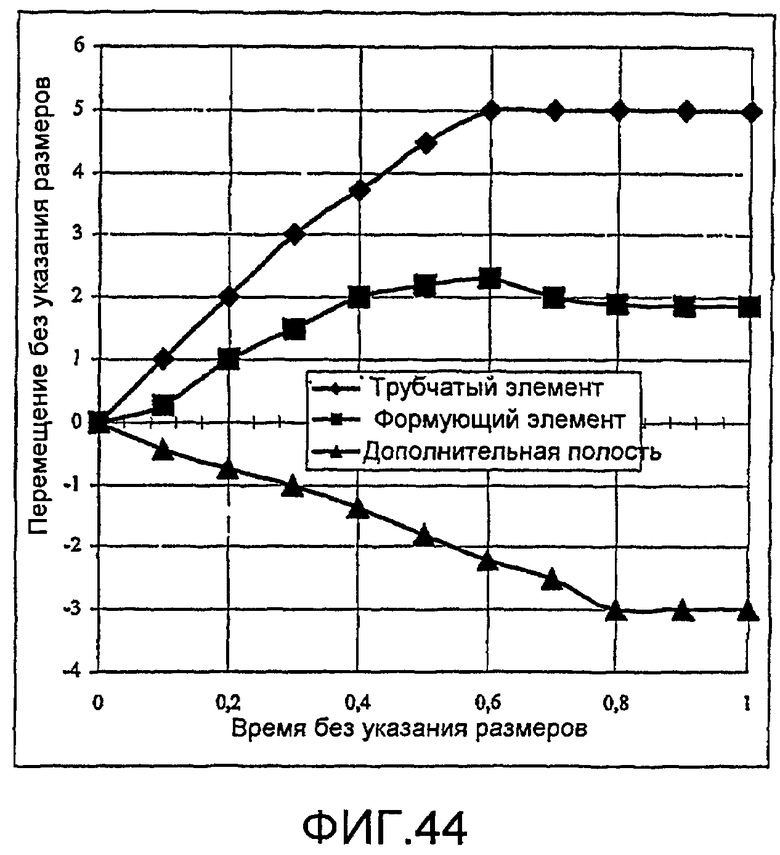
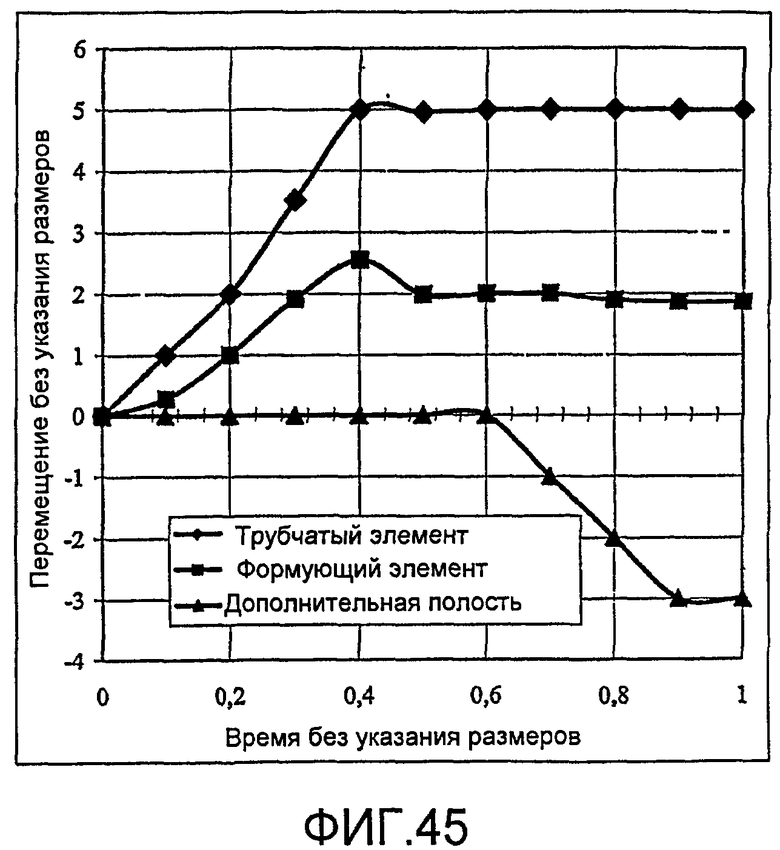
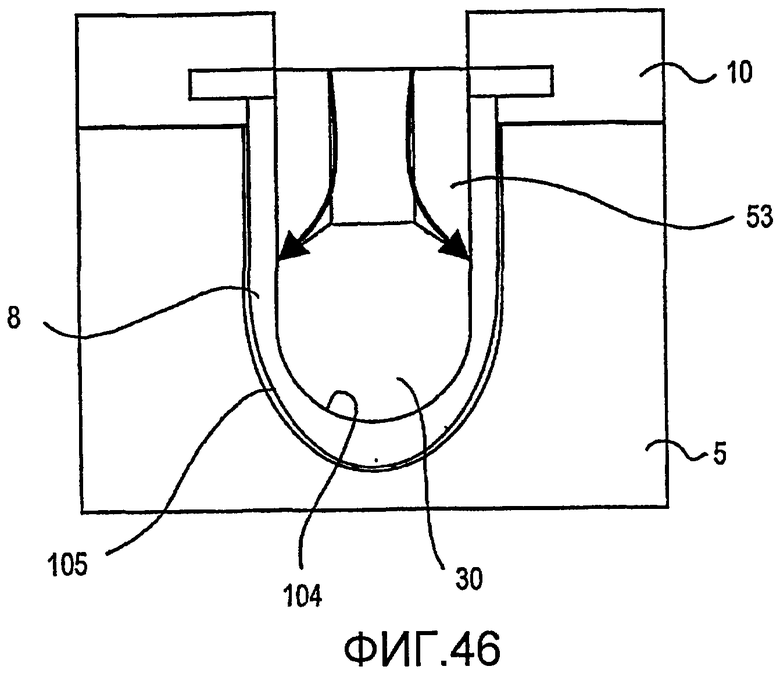
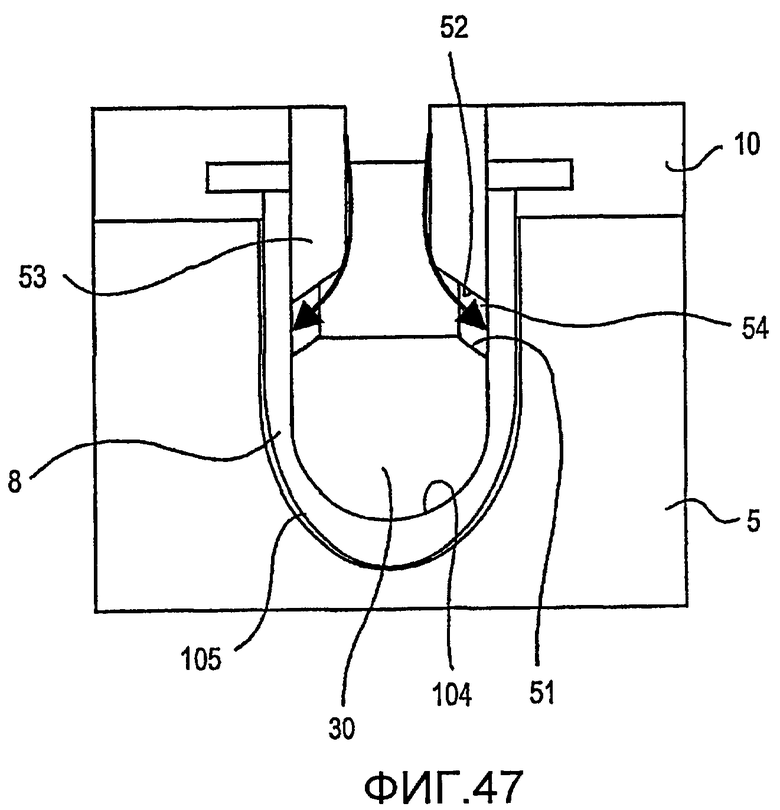
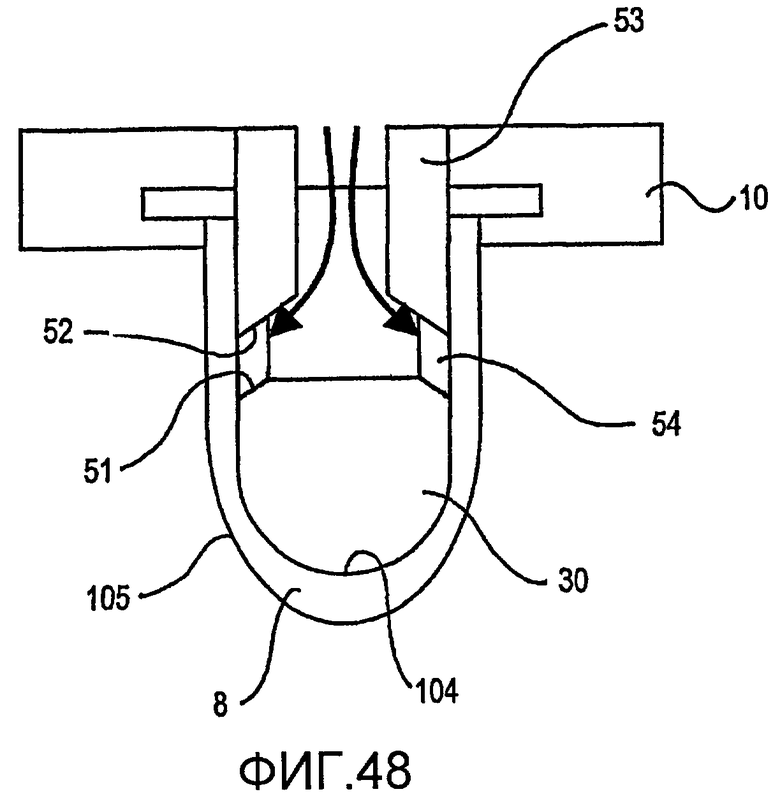
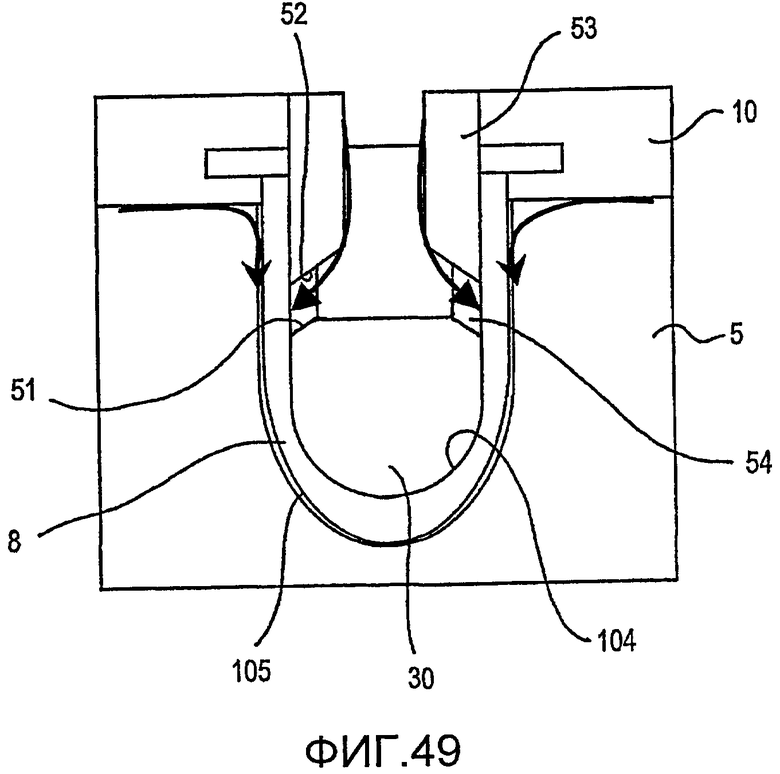
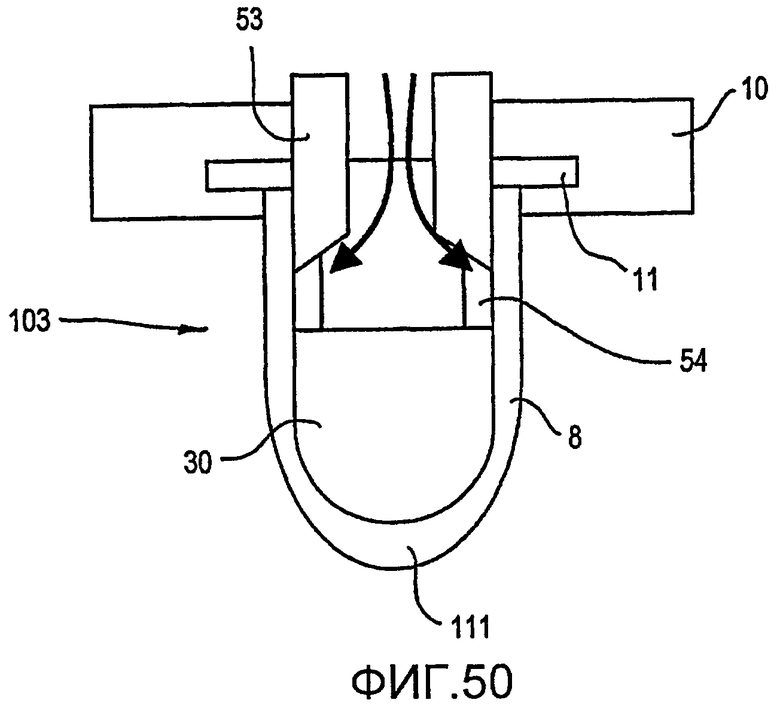
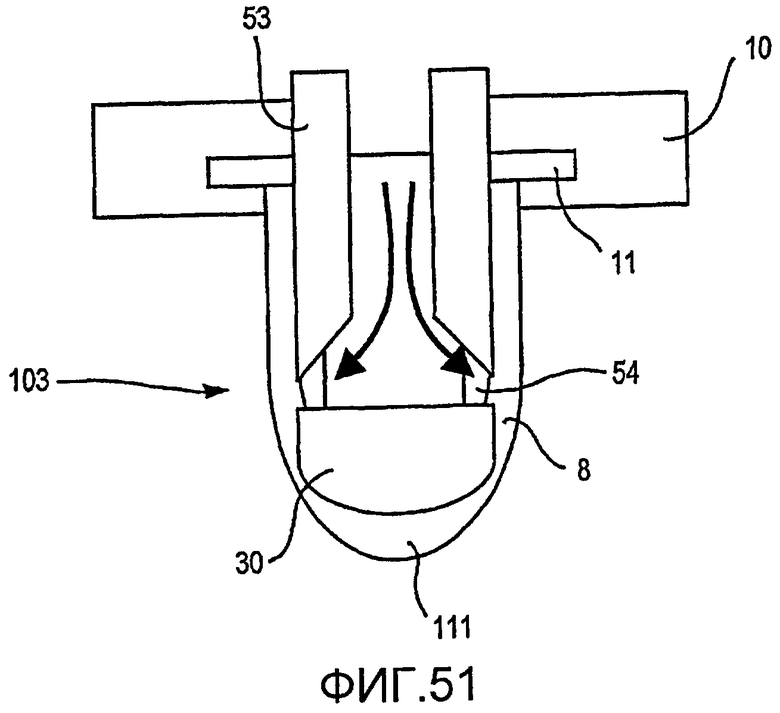
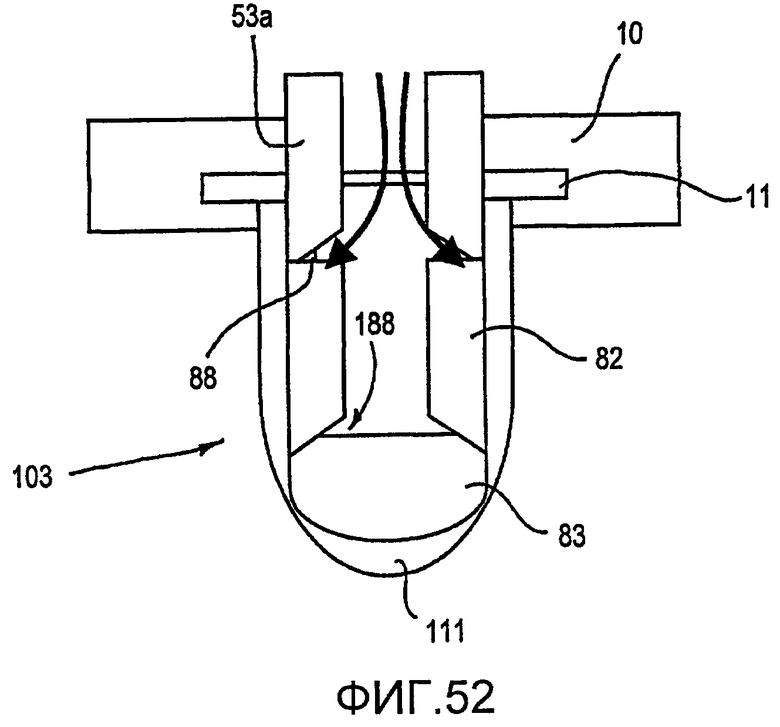
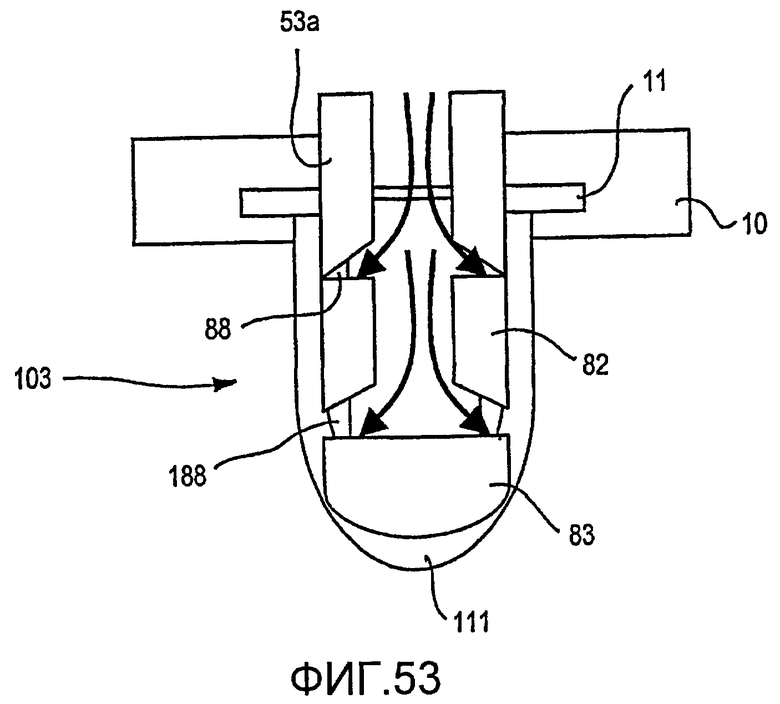
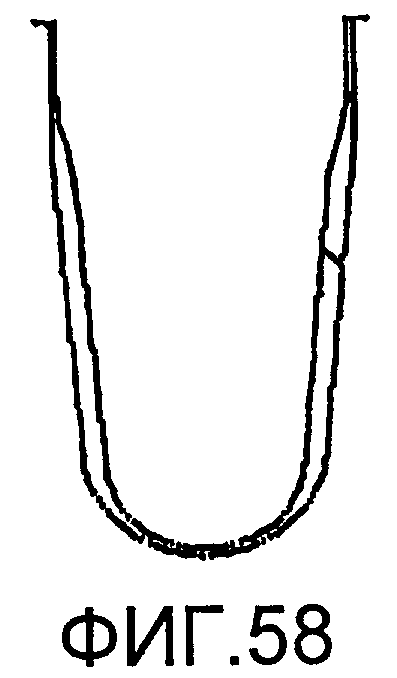
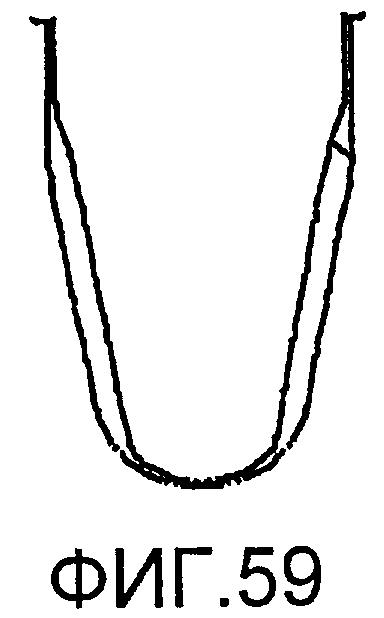
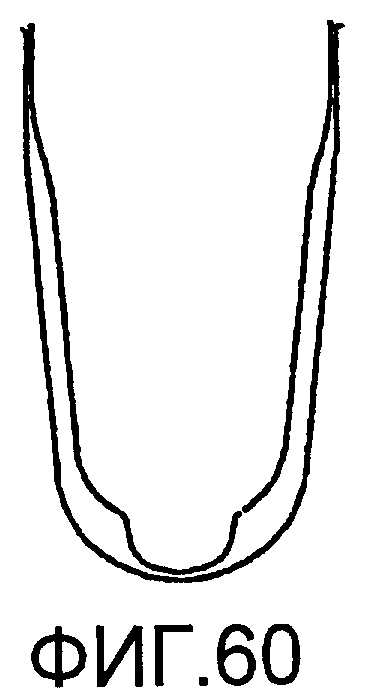
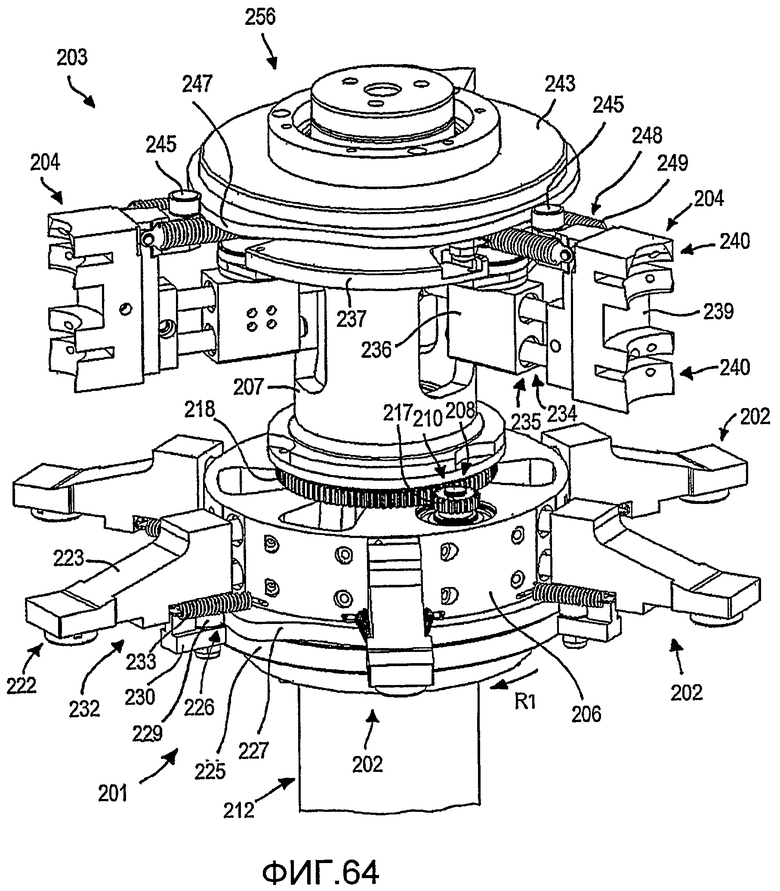
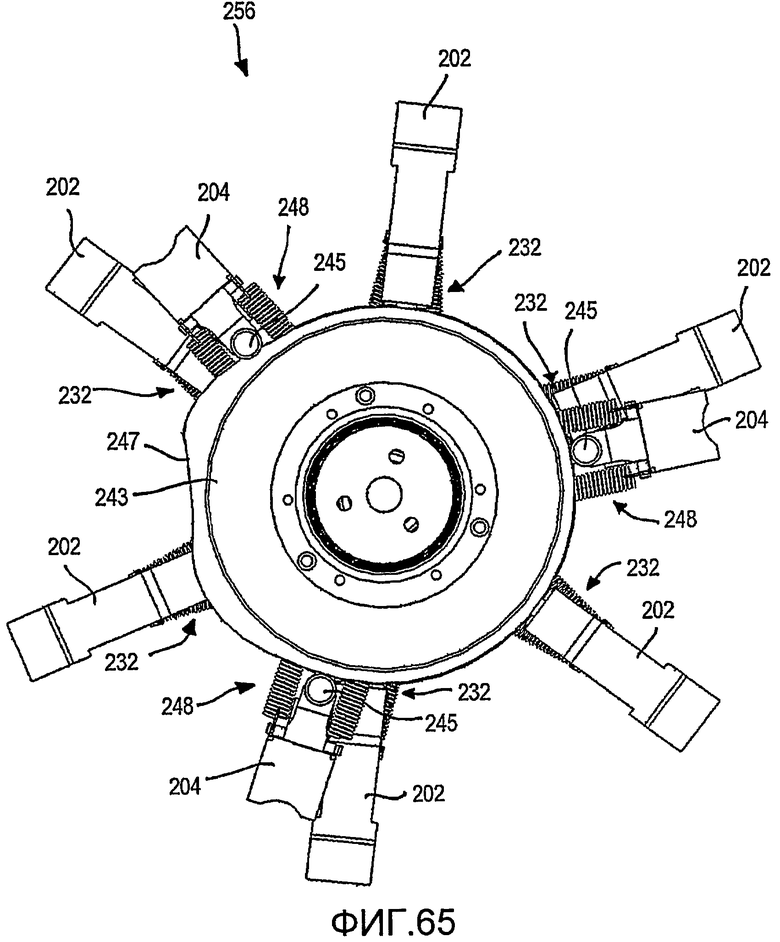
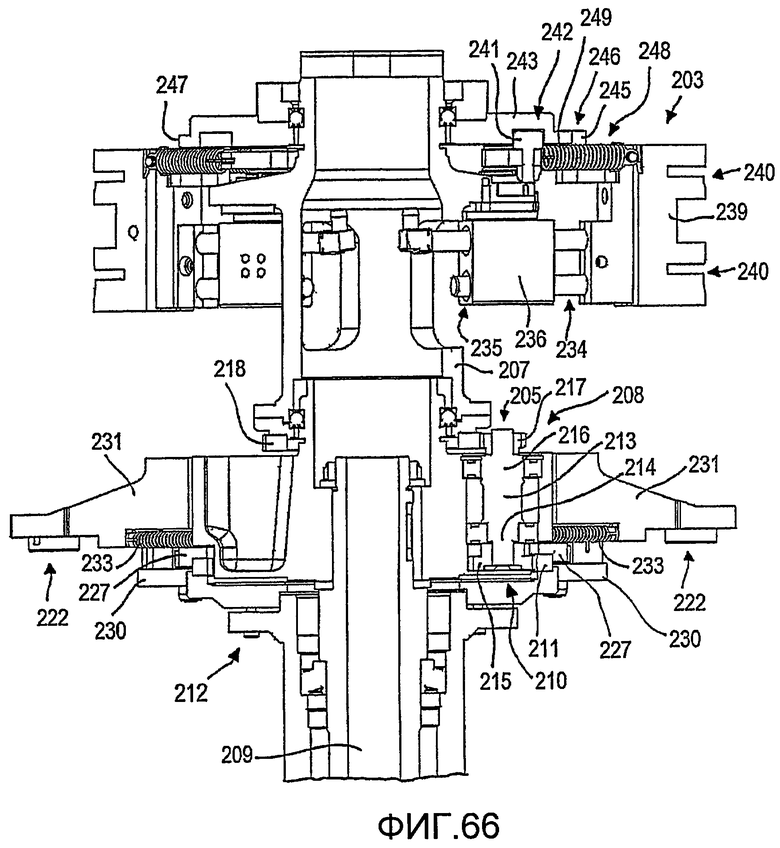
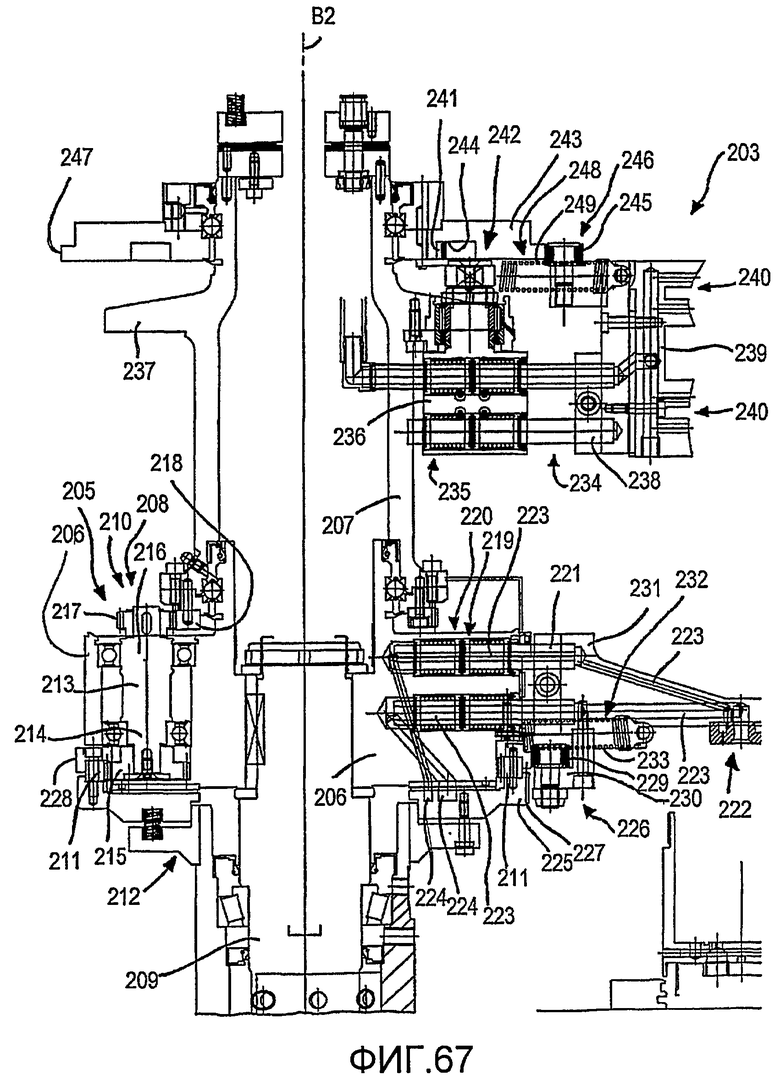
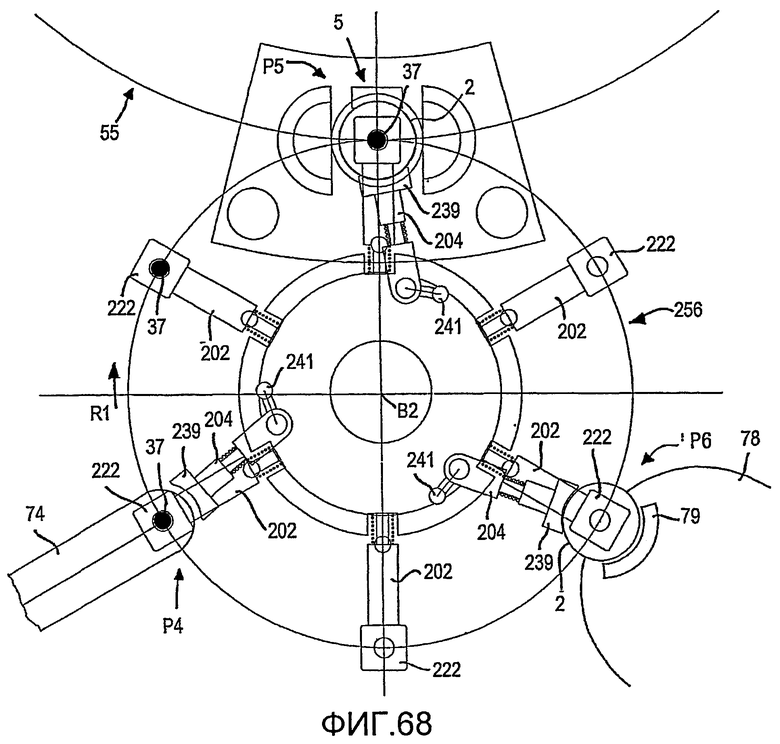
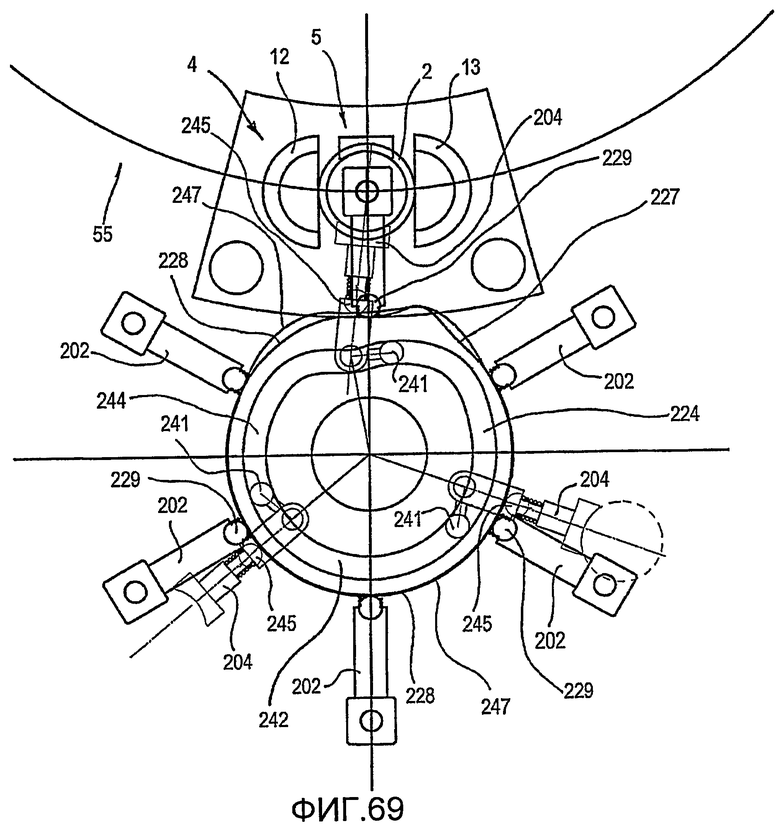
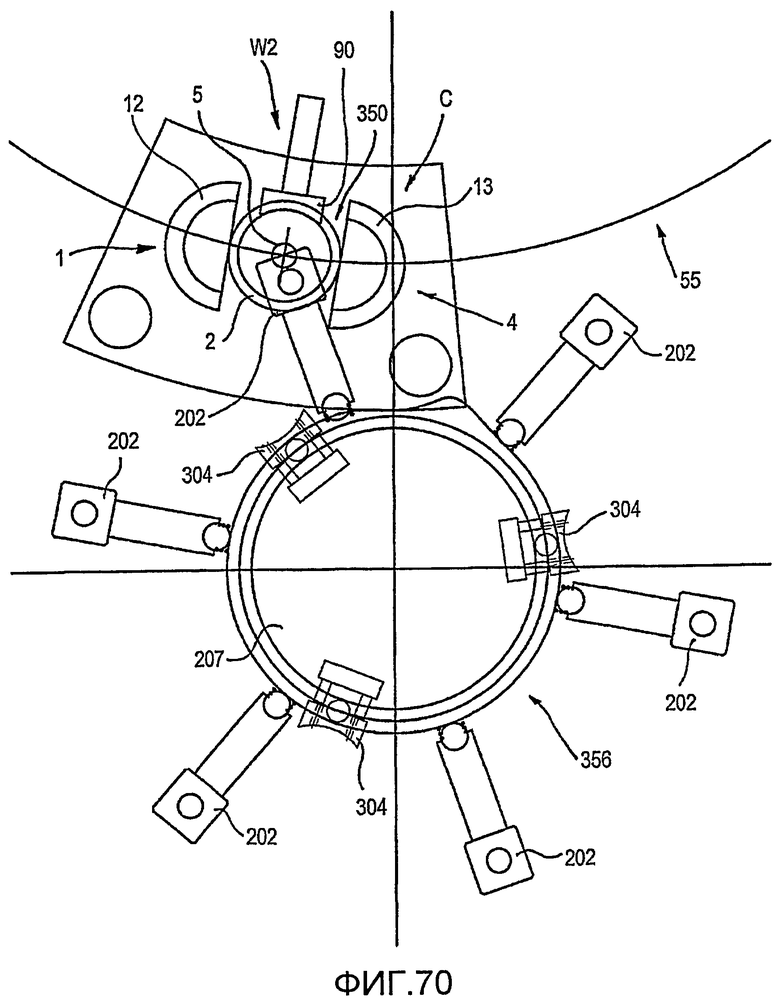
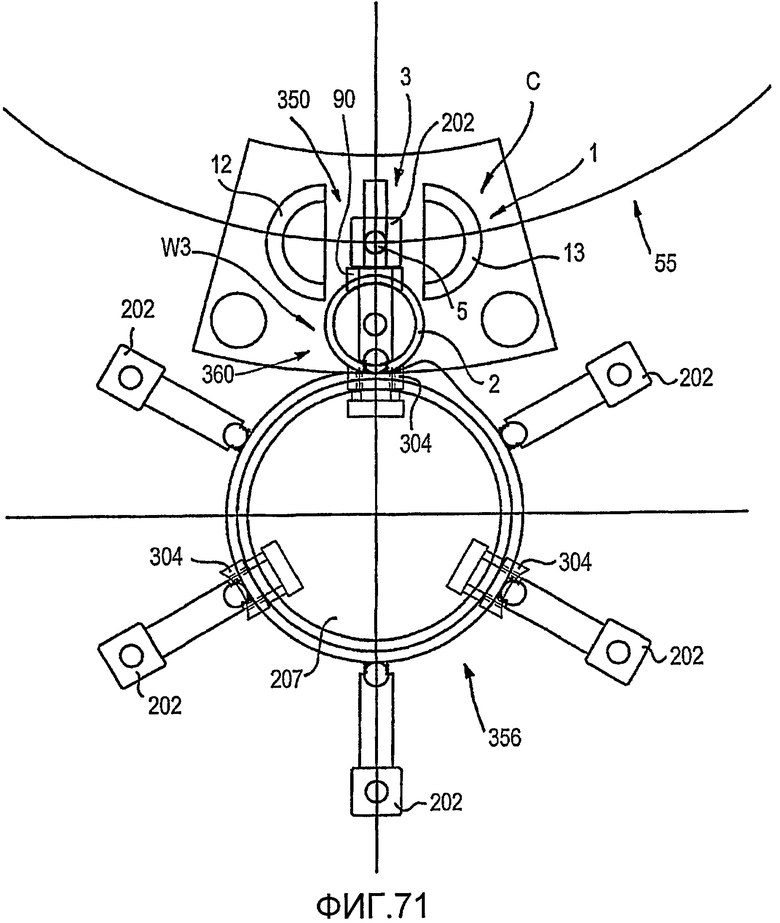
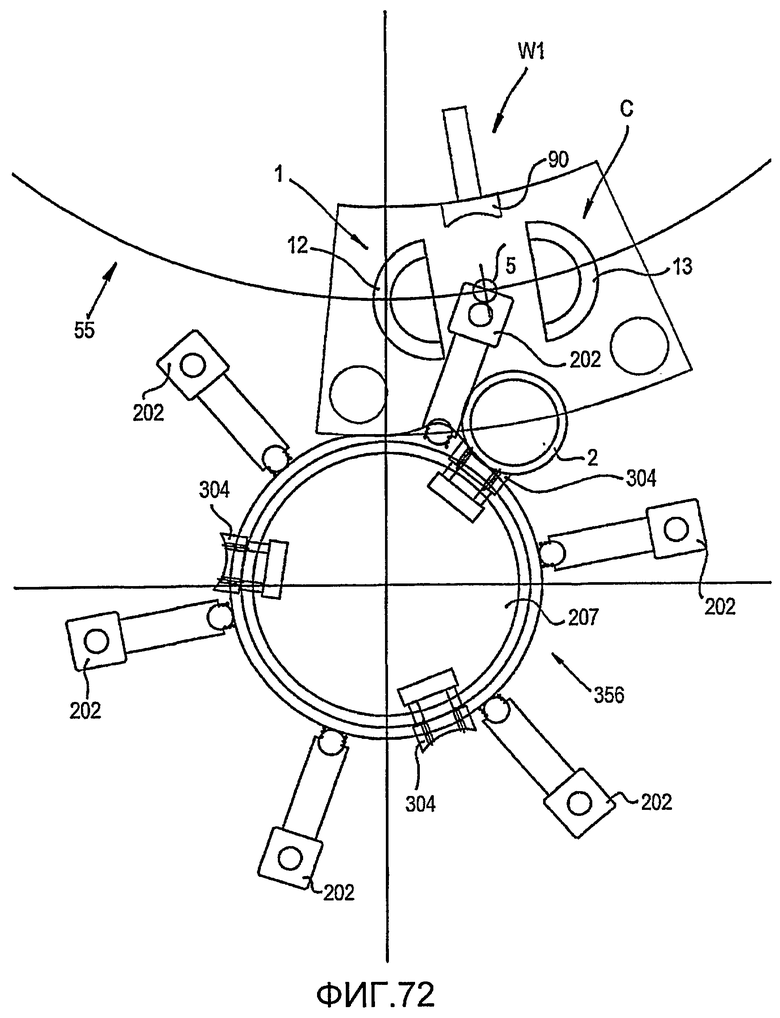
Машина содержит карусель (55), поддерживающую множество формующих устройств (1), при этом каждое формующее устройство (1) содержит формующее средство (4) для дутьевого формования, выполненное с возможностью расширения преформы (8) для получения емкости (2). При этом формующее средство (4) для дутьевого формования содержит матричное средство (9), выполненное с возможностью взаимодействия с пуансонным средством (7). Формующее устройство (1) дополнительно содержит формующее средство (3) для компрессионного формования, имеющее дополнительное матричное средство (5), выполненное с возможностью взаимодействия с пуансонным средством (7) для компрессионного формования порции (37) пластмассы для получения преформы (8). Дополнительное матричное средство (5) выполнено отдельно от матричного средства (9). При этом дополнительное матричное средство (5) выполнено с возможностью перемещения вдоль продольной оси (А) устройства (1) между опущенным положением (К), в котором порция (37) вводится в дополнительное матричное средство (5), расположенное под матричным средством (9), и поднятым положением (J), в котором пуансонное средство (7) вводится в дополнительное матричное средство (5). Технический результат, достигаемый при использовании машины по изобретению, заключается в том, что обеспечивается производство емкостей, начиная с дозирования пастообразной пластмассы, имеющее ограниченные габариты. 44 з.п. ф-лы, 72 ил.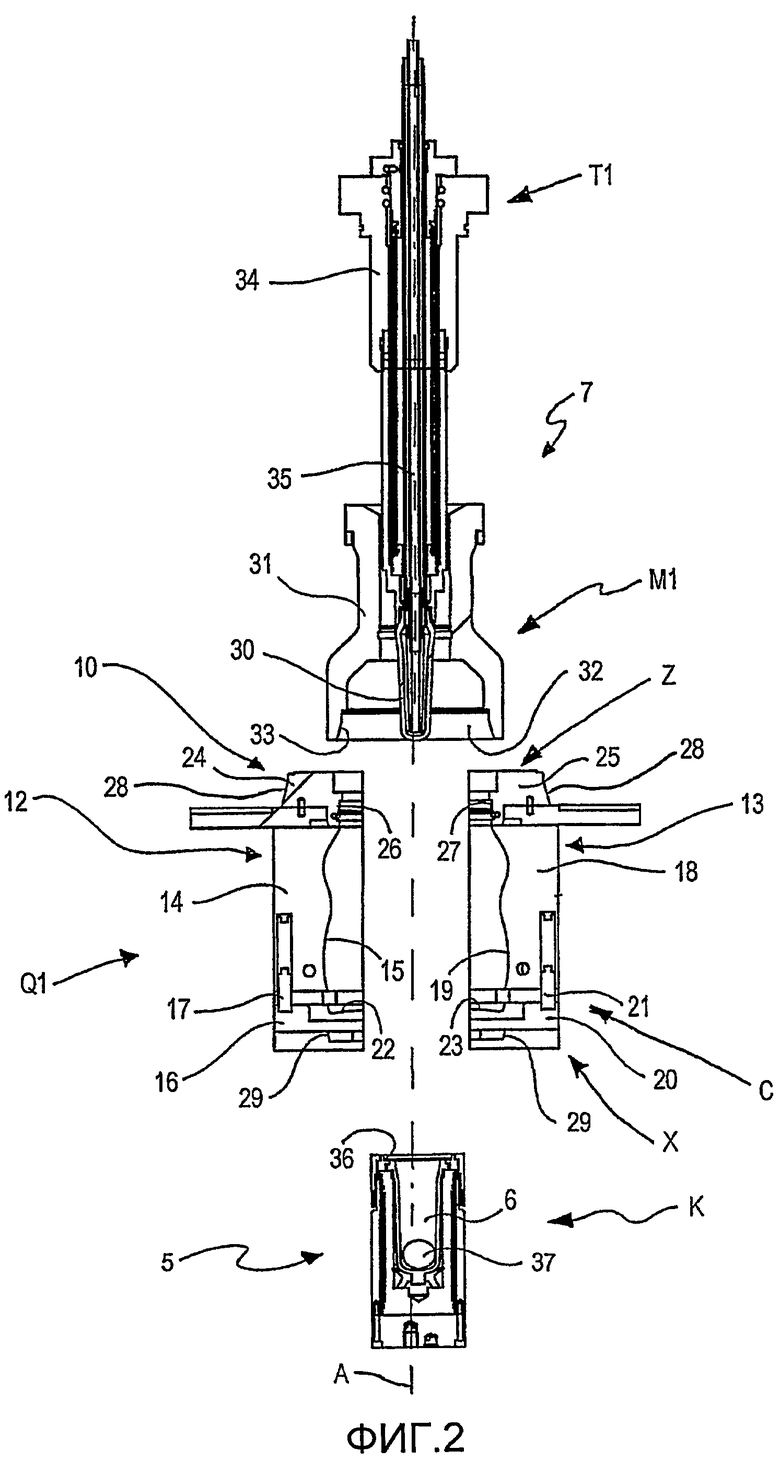
1. Машина для изготовления емкости, содержащая карусель (55), поддерживающую множество формующих устройств (1), при этом каждое формующее устройство (1) содержит формующее средство (4) для дутьевого формования, выполненное с возможностью расширения преформы (8) для получения емкости (2), при этом формующее средство (4) для дутьевого формования содержит матричное средство (9), выполненное с возможностью взаимодействия с пуансонным средством (7), причем формующее устройство (1) дополнительно содержит формующее средство (3) для компрессионного формования, содержащее дополнительное матричное средство (5), выполненное с возможностью взаимодействия с пуансонным средством (7) для компрессионного формования порции (37) пластмассы для получения преформы (8), отличающаяся тем, что дополнительное матричное средство (5) выполнено отдельно от матричного средства (9), при этом дополнительное матричное средство (5) выполнено с возможностью перемещения вдоль продольной оси (А) устройства (1) между опущенным положением (К), в котором порция (37) вводится в дополнительное матричное средство (5), расположенное под матричным средством (9), и поднятым положением (J), в котором пуансонное средство (7) вводится в дополнительное матричное средство (5).
2. Машина по п.1, в которой матричное средство (9) содержит первую полуформу (12) и вторую полуформу (13) и перемещающее средство, выполненное с возможностью обеспечения перемещения первой полуформы (12) и второй полуформы (13) друг к другу и друг от друга.
3. Машина по п.2, в которой перемещающее средство выполнено с возможностью перемещения первой полуформы (12) и второй полуформы (13) между открытым положением (С), в котором первая полуформа (12) и вторая полуформа (13) находятся на расстоянии друг от друга, и закрытым положением (D), в котором первая полуформа (12) и вторая полуформа (13) взаимодействуют друг с другом для образования преформы (8).
4. Машина по п.2, в которой первая полуформа (12) и вторая полуформа (13) содержат корпусное средство (14, 18), в котором выполнена формующая полость (15, 19), выполненная с возможностью образования бокового участка емкости (2), и средство (16, 20) нижнего элемента, в котором выполнена дополнительная формующая полость (22, 23), выполненная с возможностью образования донного участка емкости (2).
5. Машина по п.4, в которой между корпусным средством (14, 18) и средством (16, 20) нижнего элемента расположено упругое средство (17, 21), выполненное с возможностью обеспечения перемещения корпусного средства (14, 18) и средства (16, 20) нижнего элемента друг от друга.
6. Машина по п.4, в которой первая полуформа (12) и вторая полуформа (13) выполнены с возможностью перемещения между рабочим положением (Y), в котором корпусное средство (14, 18) и средство (16, 20) нижнего элемента взаимодействуют друг с другом для образования камеры (40) для расширения преформы, и нерабочим положением (X), в котором корпусное средство (14, 18) и средство (16, 20) нижнего элемента отведены друг от друга.
7. Машина по п.6, в которой первая полуформа (12) и вторая полуформа (13) выполнены с возможностью перемещения между нерабочим положением (X) и рабочим положением (Y) посредством дополнительного матричного средства (5).
8. Машина по п.1, дополнительно содержащая средство (10) образования горлышка, выполненное с возможностью взаимодействия с дополнительным матричным средством (5) для образования участка (11) горлышка преформы (8).
9. Машина по п.8, в которой средство (10) образования горлышка соединено с матричным средством (9), при этом средство (10) образования горлышка запирает участок (11) горлышка, когда преформа (8) расширяется в матричном средстве (9).
10. Машина по п.8, дополнительно содержащая поддерживающее средство, выполненное с возможностью поддержания матричного средства (9) и средства (10) образования горлышка и перемещения матричного средства (9) и средства (10) образования горлышка вдоль продольной оси (А).
11. Машина по п.8, в которой средство (10) образования горлышка дополнительно содержит дополнительную первую полуформу (24) и дополнительную вторую полуформу (25) и дополнительное перемещающее средство, выполненное с возможностью обеспечения перемещения дополнительной первой полуформы (24) и дополнительной второй полуформы (25) друг к другу или друг от друга.
12. Машина по п.11, в которой дополнительное перемещающее средство выполнено с возможностью перемещения дополнительной первой полуформы (24) и дополнительной второй полуформы (25) между положением (W) формования, в котором дополнительная первая полуформа (24) и дополнительная вторая полуформа (25) взаимодействуют друг с другом для образования участка (11) горлышка и для удержания участка (11) горлышка, и положением (Z) освобождения, в котором дополнительная первая полуформа (24) и дополнительная вторая полуформа (25) отведены друг от друга для освобождения участка (11) горлышка.
13. Машина по п.11, в которой матричное средство (9) содержит первую полуформу (12) и вторую полуформу (13) и перемещающее средство, выполненное с возможностью обеспечения перемещения первой полуформы (12) и второй полуформы (13) друг к другу и друг от друга, при этом первая полуформа (12) и дополнительная первая полуформа (24) соединены друг с другом с возможностью скольжения, и вторая полуформа (13) и дополнительная вторая полуформа (25) соединены друг с другом с возможностью скольжения.
14. Машина по п.11, в которой матричное средство (9) содержит первую полуформу (12) и вторую полуформу (13) и перемещающее средство, выполненное с возможностью обеспечения перемещения первой полуформы (12) и второй полуформы (13) друг к другу и друг от друга, при этом перемещающее средство выполнено с возможностью перемещения первой полуформы (12) и второй полуформы (13) между открытым положением (С), в котором первая полуформа (12) и вторая полуформа (13) отведены друг от друга, и закрытым положением (D), в котором первая полуформа (12) и вторая полуформа (13) взаимодействуют для придания формы преформе (8), и дополнительно содержит средство (41) способствующее закрыванию, выполненное с возможностью центрирования средства (10) образования горлышка относительно матричного средства (9) и для удержания первой полуформы (12) и второй полуформы (13) в закрытом положении (D).
15. Машина по п.14, в которой средство (41), способствующее закрыванию, выполнено с возможностью приведения в действие дополнительным матричным средством (5).
16. Машина по п.14, в которой средство, способствующее закрыванию, содержит штифт (42), выполненный с возможностью скольжения в гнезде (43), выполненном в матричном средстве (9), при этом штифт (42) снабжен концевой частью (47), выполненной с возможностью установки в отверстии (48), выполненном в средстве (10) образования горлышка.
17. Машина по п.16, в которой концевая часть имеет клиновидную форму, а отверстие имеет такую форму, чтобы соответственно принимать концевую часть.
18. Машина по п.11, дополнительно содержащая позиционирующее средство (90), выполненное с возможностью приема емкости (2) из дополнительной первой полуформы (24) и дополнительной второй полуформы (25).
19. Машина по п.18, в которой позиционирующее средство (90) выполнено с возможностью перемещения к дополнительной первой полуформе (24) и к дополнительной второй полуформе (25), и от них.
20. Машина по п.1, дополнительно содержащая приводное средство, выполненное с возможностью обеспечения перемещения дополнительного матричного средства (5) вдоль продольной оси (А).
21. Машина по п.20, в которой приводное средство имеет такую форму, чтобы позиционировать дополнительное матричное средство (5) в опущенном положении (К).
22. Машина по п.20, в которой приводное средство имеет такую форму, чтобы позиционировать дополнительное матричное средство (5) в поднятом положении (J).
23. Машина по п.22, в которой матричное средство (9) содержит первую полуформу (12) и вторую полуформу (13) и перемещающее средство, выполненное с возможностью обеспечения перемещения первой полуформы (12) и второй полуформы (13) друг к другу и друг от друга, при этом перемещающее средство выполнено с возможностью перемещения первой полуформы (12) и второй полуформы (13) между открытым положением (С), в котором первая полуформа (12) и вторая полуформа (13) отведены друг от друга, и закрытым положением (D), в котором первая полуформа (12) и вторая полуформа (13) взаимодействуют для придания формы преформе (8), при этом, когда дополнительное матричное средство (5) находится в поднятом положении (J), первая полуформа (12) и вторая полуформа (13) находятся в открытом положении (С).
24. Машина по п.20, в которой матричное средство (9) содержит первую полуформу (12) и вторую полуформу (13) и перемещающее средство, выполненное с возможностью обеспечения перемещения первой полуформы (12) и второй полуформы (13) друг к другу и друг от друга, при этом перемещающее средство выполнено с возможностью перемещения первой полуформы (12) и второй полуформы (13) между открытым положением (С), в котором первая полуформа (12) и вторая полуформа (13) отведены друг от друга, и закрытым положением (D), в котором первая полуформа (12) и вторая полуформа (13) взаимодействуют для придания формы преформе (8), при этом приводное средство имеет такую форму, чтобы позиционировать дополнительное матричное средство (5) в еще одном дополнительном рабочем положении (Н), в котором дополнительное матричное средство (5) участвует в удержании первой полуформы (12) и второй полуформы (13) в закрытом положении (D).
25. Машина по п.1, в которой пуансонное средство (7) содержит вытягивающее средство (30), выполненное с возможностью вытягивания преформы (8) и дутьевое средство, выполненное с возможностью расширения преформы (8) для получения емкости (2).
26. Машина по п.25, в которой вытягивающее средство содержит первое вытягивающее средство (82) и второе вытягивающее средство (83).
27. Машина по п.26, в которой первое вытягивающее средство (82) имеет такую форму, чтобы вытягивать главным образом область преформы (8), расположенную рядом с участком (11) горлышка преформы (8).
28. Машина по п.26, в которой второе вытягивающее средство (83) имеет такую форму, чтобы вытягивать главным образом концевую часть преформы (8), расположенную напротив отверстия в преформе (8).
29. Машина по п.26, дополнительно содержащая приводное средство (50), выполненное с возможностью приведения в действие вытягивающего средства (30), при этом приводное средство (50) содержит первое приводное средство (85), выполненное с возможностью приведения в действие первого вытягивающего средства (82), и второе приводное средство (86), выполненное с возможностью приведения в действие второго вытягивающего средства (83).
30. Машина по п.29, в которой второе приводное средство (86) выполнено с возможностью перемещения второго вытягивающего средства (83) к первому вытягивающему средству (82) или от него.
31. Машина по п.30, в которой второе приводное средство (86) выполнено с возможностью перемещения второго вытягивающего средства (83) между первым рабочим положением, в котором второе вытягивающее средство (83) частично введено в гнездо (84) первого вытягивающего средства (82), и вторым рабочим положением, в котором второе вытягивающее средство (83) выступает из гнезда (84).
32. Машина по п.26, в которой первое вытягивающее средство (82) выполнено с возможностью перемещения к телу (53а) пуансонного средства (7) или от него.
33. Машина по п.32, дополнительно содержащая приводное средство (50), выполненное с возможностью приведения в действие вытягивающего средства (30), при этом приводное средство (50) содержит первое приводное средство (85), выполненное с возможностью приведения в действие первого вытягивающего средства (82), и второе приводное средство (86), выполненное с возможностью приведения в действие второго вытягивающего средства (83), при этом первое приводное средство (85) выполнено с возможностью перемещения первого вытягивающего средства (82) между дополнительным первым рабочим положением, в котором рабочая поверхность (51а) первого вытягивающего средства (81) находится на соответствующей дополнительной рабочей поверхности (52а), и дополнительным вторым рабочим положением, в котором рабочая поверхность (51а) отведена от дополнительной рабочей поверхности (52а).
34. Машина по п.25, в которой дутьевое средство содержит первое дутьевое средство (88) и второе дутьевое средство (89).
35. Машина по п.34, в которой вытягивающее средство содержит первое вытягивающее средство (82) и второе вытягивающее средство (83), а первое дутьевое средство (88) соединено с первым вытягивающим средством (82).
36. Машина по п.34, в которой вытягивающее средство содержит первое вытягивающее средство (82) и второе вытягивающее средство (83), а второе дутьевое средство (89) соединено со вторым вытягивающим средством (83).
37. Машина по п.34, в которой первое дутьевое средство содержит первый канал (88), выполненный с возможностью перемещения первого потока текучей среды, а второе дутьевое средство (89) содержит второй канал (89), выполненный с возможностью перемещения второго потока текучей среды.
38. Машина по п.37, дополнительно содержащая приводное средство (50), выполненное с возможностью приведения в действие вытягивающего средства (30), при этом приводное средство (50) содержит первое приводное средство (85), выполненное с возможностью приведения в действие первого вытягивающего средства (82), и второе приводное средство (86), выполненное с возможностью приведения в действие второго вытягивающего средства (83), причем первое приводное средство (85) выполнено с возможностью перемещения первого вытягивающего средства (82) между дополнительным первым рабочим положением, в котором рабочая поверхность (51а) находится на соответствующей дополнительной рабочей поверхности (52а), и дополнительным вторым рабочим положением, в котором рабочая поверхность (51а) отведена от дополнительной рабочей поверхности (52а), при этом первый канал (88) ограничен рабочей поверхностью (51а) и дополнительной рабочей поверхностью (52а).
39. Машина по п.37, в которой вытягивающее средство содержит первое вытягивающее средство (82) и второе вытягивающее средство (83), а второй канал (89) выполнен во втором вытягивающем средстве (83).
40. Машина по п.1, в которой устройства (1) соединены с периферийной областью карусели (55).
41. Машина по п.40, в которой устройства (1) расположены с, по существу, постоянными угловыми расстояниями на карусели (55).
42. Машина по п.1, в которой устройства (1) имеют модульную форму и соединены с возможностью снятия с каруселью (55), так, что группу устройств (1) можно заменить другой группой устройств (1), при этом количество устройств в группе и в другой группе различно.
43. Машина по п.18, в которой позиционирующее средство (90) расположено на карусели (55).
44. Машина по п.43, в которой позиционирующее средство (90) выполнено с возможностью радиального перемещения относительно карусели (55).
45. Машина по п.43, в которой позиционирующее средство содержит множество позиционирующих элементов (90), при этом каждый позиционирующий элемент (90) позиционирующего средства соединен с соответствующим устройством (1) из множества устройств.
| WO 2005077642 A1, 25.08.2005 | |||
| Устройство для разделения сыпучих материалов | 1985 |
|
SU1297942A1 |
| Машина стержневая | 1980 |
|
SU933187A1 |
| US 4308086 A, 29.12.1981 | |||
| СПОСОБ ОБНАРУЖЕНИЯ МОРСКИХ ОБЪЕКТОВ ПРИ ВСПЛЫТИИ ПОДВОДНОГО АППАРАТА | 2002 |
|
RU2215304C2 |
| Способ разгрузки сыпучего материала из емкости | 1987 |
|
SU1474044A1 |
| US 3994649 A, 30.1.1976 | |||
| US 3378138 A, 16.04.1968 | |||
| US 2003197707 A1, 23.10.2003 | |||
| WO 2005102646 A1, 03.11.2005 | |||
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |

