Изобретение относится к области переработки полимерных материалов, в частности к литьевым машинам для инжекционного формования плунжером на поворотном столе.
Известен роторный пресс для изготовления изделий из полимерных материалов, содержащий поворотный стол с расположенными по его периферии пресс-формами с цилиндрами смыкания, установленную в зоне прессования скобу с захватами для удержания пресс-формы и с приводом ее осевого перемещения, установленный внутри скобы силовой гидроцилиндр. Силовой гидроцилиндр снабжен механизмом программированного изменения усилия прессования поочередно для каждой пресс- формы. Гидроцилиндр содержит пропорциональный клапан ограничения давления с управлением от системы автоматики, включающей в себя электрический мост сопротивлений и конечные выключатели, взаимодействующие с упорами, установленными на поворотном столе, по одному на каждой позиции. Данный пресс позволяет
повысить универсальность за счет обеспечения возможности программируемой разгрузки гидропривода при прессовании изделий различной массы и площади прессования и одинаковыми технологическими режимами переработки.
Недостатком устройства является ограниченная возможность увеличения производительности пресса вследствие применения гидросистемы, которая является инерционной системой и налагает ограничения на время рабочего хода штока гидроцилиндра.
Ближайшим техническим решением является литьевая машина, содержащая нижнюю с пресс-формой и верхнюю с материальным цилиндром плиты, установленные с возможностью фиксации на направляющих и одновременного направленного вертикального перемещения в процессе заполнения расплавленного полимерного материала в сомкнутые части персс-форм, а также подпружиненный шток материального цилиндра и привод вертикального перемещения.
Недостатком устройства является относительно низкая производительность из-за отсутствия средней плиты с ее характеристиками, которая не дает возможность механизировать процесс литья.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в роторной литьевой машине для изготовления изделий из полимерных материалов, со- держащей нижнюю с пресс-формой и верхнюю с материальным цилиндром плиты, установленные с возможностью фиксации на направляющих и одновременного направленного вертикального перемещения в процессе заполнения расплавленного полимерного материала в сомкнутые части пресс-формы, а также подпружиненный шток материального цилиндра и привод вертикального перемещения на направляющих машины, соосно нижней и верхней плитам, установлена средняя плита с закрепленной на ней верхней части пресс- формы, причем средняя плита установлена с возможностью одновременного направленного перемещения с нижней и верхней плитами, которые посредством толкателей, связаны с приводом вертикального перемещения. Привод вертикального перемещения выполнен в виде электродвигателя с редуктором и шаровинтовой передачи, упорный элемент которого - гайка связана с толкателем и снабжена упругой планкой для взаимодействия с конечным выключателем электродвигателя.
Сущность изобретения поясняется схемами, где:
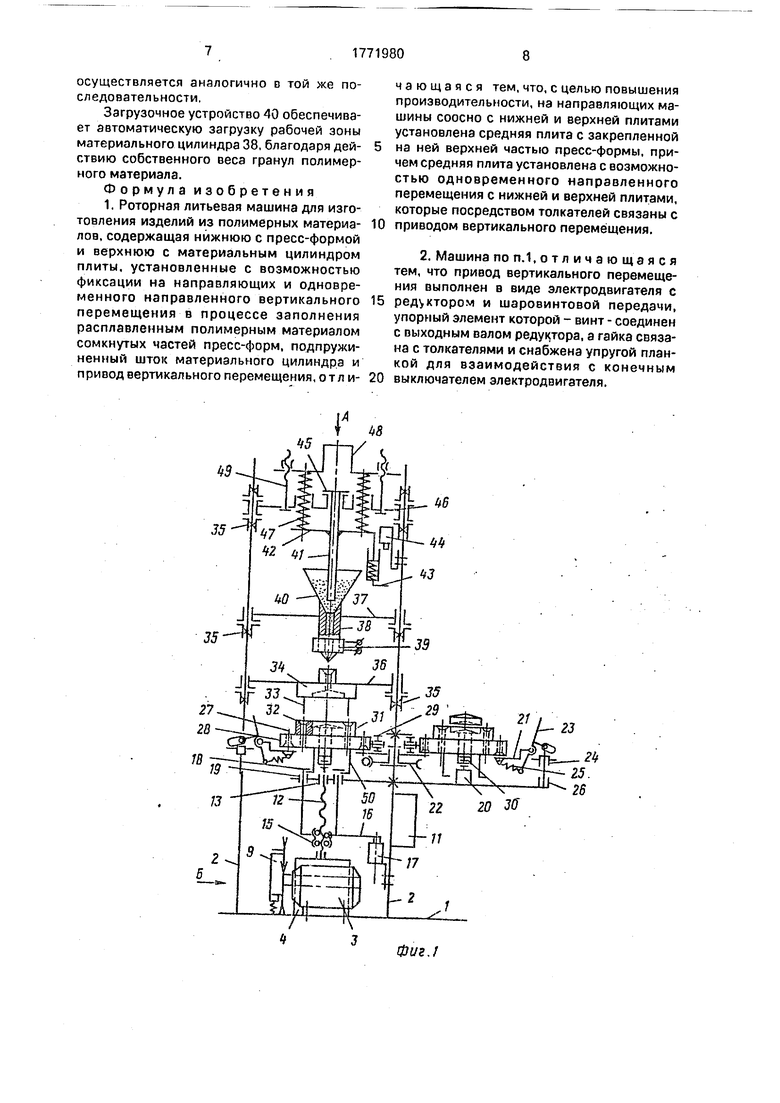
-на фиг.1 изображена схема роторной литьевой машины для изготовления изделий из полимерных материалов.
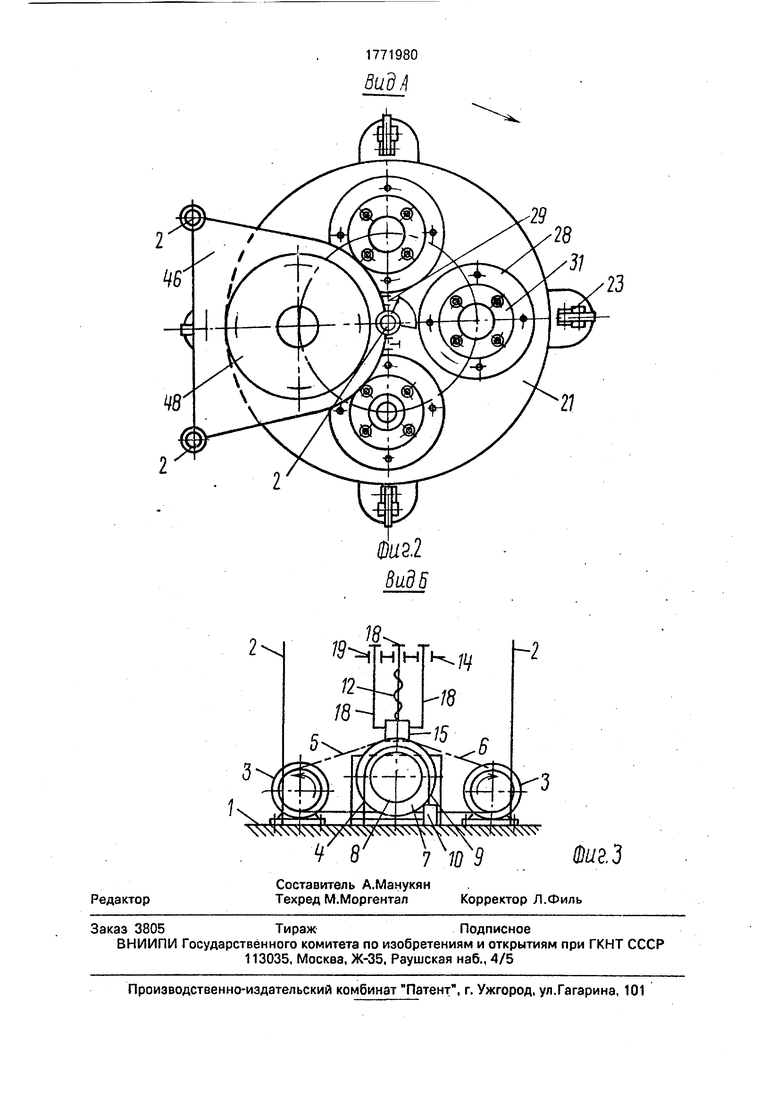
-на фиг,2 изображен вид А фиг.1
-на фиг.З изображен вид Б на фиг.1.
Роторная литьевая машина для изготовления изделий из полимерных материалов содержит станину 1, к которой крепятся направляющие 2 машины, электродвигатели 3 и редуктор 4, который реверсивно приводится во враа(ение (ашноременными передачами 5 и 6. На редукторе установлен шкив 7, который снабжен ободом 8 фрикционного ленточного тормоза 9, управляемого соленоидом 10 автоматической системы управления техпроцессом литья, смонтированной в блок 11.С выходным валом редуктора 4 соединен винт 12 шэровин- товой передачи, который другим своим окончанием вставлен о подшипник 13 неподвижного стола 4..На гайке 15 шаровин- товой передачи установлена упругая планка 16 конечного выключателя 17 автоматической системы и зафиксированы толкатели 18, которые проходят через втулки 19 неподвижного стола 14, на котором также установлен упор 20. На направляющей 2
шарнирно установлен поворотный стол 21, который снабжен, либо редуктором 22, либо рукояткой 23 ручного управления углом вращения поворотного стола 21, которая фиксируется стопором 24, в необходимом
0 положении, поворотный стол 21 относительно стоек 2, посредством пружины 25 и гнезда 26 неподвижного стола 14. В вертикальных направляющих 27 поворотного стола 21 расположены нижние подвижные плиты 28,
5 снабженные механизмом фиксации 29, к которым крепятся с механизмом выталкивателей 30 нижние части 31 литьевых пресс-форм, в которых выполнены отверстия 32 для ловителем 33 верхней части 34
0 литьевой пресс-формы. Верхняя часть 34 литьевой пресс-формы крепится на регулируемой по высоте расположения элементами 35 средней подвижной плите 36, которая может перемещаться вверх по направляю5 щим 2. Над средней плитой 36 на направляющих 2 расположена регулируемая по высоте расположения элементами 35 верх- F няя подвижная плита 37 материального цилиндра 38, который снабжен теном 39 и
0 загрузочным устройством 40. Регулировка подвижных плит 36 и 37 осуществляется с целью получения максимально возможной производительности машины в зависимости от изготовления деталей различных по
5 массе и габаритным размерам в вертикальной плоскости, так как эта регулировка значительно сокращает время холостых ходов плит 36 и 37. На штоке 41 материального цилиндра 38 закреплен упорный элемент
0 42, к которому крепится подпружиненная планка 43, взаимодействующая с регулируемым, по положению относительно направляющих 2, конечным выключателем 44 автоматической системы. Регулировка ко5 нечного выключателя 44 автоматической системы управления техпроцессом литья осуществляется с целью получения оптимального давления подпитки оформляемых изделий при литье из.различных пластмасс.
0 Шток 41 снабжен фланцем 45, который упирается в регулируемую по высоте положения элементами 35 неподвижную плиту 46. Регулировка плиты 46 осуществляется для совместной настройки с подвижными пли5 тами 36 и 37 с той же целью. Силовое замыкание фланца 45 с плитой 46 осуществляется благодаря необходимой заданной и регулируемой величине предварительной деформации пружин 47, за счет расположения нажимного элемента 48 относительно плиты 46, при помощи болтов 49. Величина усилия, получаемая при заданной величине предварительной деформации пружин, обеспечивает оптимизацию расхода энергии прессования при литье изделий с различ- ной площадью прессования и конфигурацией, а также при применении различных пластмасс. Опорные подвижные плиты 28 снабжены зацепами 50.
Работа роторной литьевой машины для изготовления изделий из полимерных материалов при литье деталей осуществляется следующим образом.
При фиксированном положении поворотного стопа 21, освобожденная от изго- товленной детали, одна нижняя часть 31 литьевой пресс-формы (в данном конкретном случае для простоты описания рассматриваем взаимодействие одной нижней 31 с одной верхней 34 частей пресс-форм) рас- полагается под одной верхней частью 34 литьевой пресс-формы, В общем случае количество верхних частей 34 литьевых пресс- форм может быть не больше половины количества нижних частей 31 литьевых пресс-форм, для обеспечения максимальной производительности, связанной с разгрузкой нижних частей 31 литьевых пресс-форм от изготовленных деталей. В этом положении поворотного стола 21 включается автоматическая система управления техпроцессом литья, смонтированная в блоке 11, включая один из двигателей 3, который ременной передачей 5, черед редуктор 4, приводит во вращение винт 12 шаровинтовой передачи. Таким образом, крутящий момент поднимает вверх гайку 15 шаровинтовой передачи, совместно с толкателями 18, которые упираясь в опорную подвижную плиту 28, совместно с нижней частью 31 литьевой пресс-формы, поднимают их вверх по направляющим 27. При этом, не выходя из направляющих 27 плиты 28, происходит вхождение ловителей 33 в отверстия 32 верхней части 34 литьевой пресс-формы, чем обеспечивается точность сопряжения нижней 31 и верхней 34 частей литьевой пресс-формы, для получения качественной конфигурации изделия по линии сопряжения форм. После смыкания нижней 31 и верхней 34 частей пресс-формы, усилие толкателей 18 поднимает вверх по направляющим 2 станины подвижную плиту 36. При этом сопло материального цилиндра 38 упирается во втулку литниковой системы верхней части 34 литьевой пресс-формы, что заставляет подниматься вверх подвижную плиту 37 материального цилиндра 38, обеспечивая давление штока 41 на нерасплавленные гранулы полимерного материала, которые, в свою очередь, передают это давление на расплавленные теном 39 гранулы. Таким образом, происходит впрыск расплавленного полимера в сомкнутые части 31 и 34 литьевой пресс-формы и создается необходимое давление подпитки, за счет усилия,создаваемого деформацией пружин 47, величина которого определяется величиной предварительной деформации пружин 47 и вертикальным перемещением упорного элемента 42 штока 41 до взаимодействия подпружиненной планки 43 с конечным выключателем 44 автоматической системы. После срабатывания конечного выключателя 44 автоматическая система управления техпроцессом литья включает фрикционный тормоз 9, для фиксации подвижных плит и делает паузу во времени, необходимую для формования детали под давлением. Затем выключает тормоз 9 и включает второй двигатель 3, который через вторую ременную передачу 6 вращает редуктор 4 в обратном направлении, опуская вниз толкатели 18, которые входят во взаимодействие с зацепами 50 опорной подвижной плиты 28. При этом все подвижные плиты 28, 36, 37 под действием собственного веса, и шток 41 материального цилиндра 38, под действием усилия пружин 47, опускаются вниз и занимают свое первоначальное положение. При взаимодействии упругой планки 16с конечным выключателем 17 автоматической системы выключается второй двигатель 3. Срабатывание конечного выключателя 17 приводит, в случае применения с автономным приводом редуктора 22, к включению его привода, а следовательно к повороту поворотного стола 21 на угол,обеспечивающий установку нижней части 31 пресс-формы, освобожденной от изготовленной детали, под верхнюю часть 34 литьевой пресс-формы. При повороте поворотного стола 21 происходит срабатывание механизма фиксации 29 опорной подвижной плиты 28, что удерживает ее в вертикальной плоскости относительно поворотного стола 21. При этом ролик механизма выталкивателей 30 накатывается на упор 20 неподвижного стола 14 и выталкиватели поднимают сформированную изготовленную деталь над нижней частью 31 литьевой пресс-формы. При остановке вращения поворотного стола инерционные силы сбрасывают поднятую над нижней частью 31 формы изготовленную деталь в накопитель. При применении ручного управления углом вращения поворотного стопа 21. операция сброса детали происходит аналогично, только поворот стола 21 осуществляется рукояткой 23. Выполнение последующих циклов
осуществляется аналогично в той же последовательности,
Загрузочное устройство 40 обеспечивает автоматическую загрузку рабочей зоны материального цилиндра 38, благодаря действию собственного веса гранул полимерного материала.
Формула изобретения 1. Роторная литьевая машина для изготовления изделий из полимерных материалов, содержащая нижнюю с пресс-формой и верхнюю с материальным цилиндром плиты, установленные с возможностью фиксации на направляющих и одновременного направленного вертикального перемещения в процессе заполнения расплавленным полимерным материалом сомкнутых частей пресс-форм, подпружиненный шток материального цилиндра и привод вертикального перемещения, от л ичающаяся тем, что, с целью повышения производительности, на направляющих машины соосно с нижней и верхней плитами установлена средняя плита с закрепленной
на ней верхней частью пресс-формы, причем средняя плита установлена с возможностью одновременного направленного перемещения с нижней и верхней плитами, которые посредством толкателей связаны с
приводом вертикального перемещения.
2. Машина по п.1,отличающаяся тем, что привод вертикального перемещения выполнен в виде электродвигателя с
редактором и шаровинтовой передачи, упорный элемент которой - винт - соединен с выходным валом редуктора, а гайка связана с толкателями и снабжена упругой планкой для взаимодействия с конечным
выключателем электродвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| УСТАНОВКА АВТОМАТИЧЕСКОГО ЗАПОЛНЕНИЯ ЗАРЯДОВ РАКЕТНЫХ ДВИГАТЕЛЕЙ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2191277C2 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Механизм запирания вертикальной литьевой машины | 1990 |
|
SU1761529A1 |
| Пресс | 1982 |
|
SU1143605A1 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Термокоаксиальный пластикатор для пластмасс | 1987 |
|
SU1479307A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
Назначение: переработка полимерных материалов с повышенной производительностью. Сущность изобретения: на направляющих станины соосно нижней и верхней плитам установлена средняя плита с закрепленной на ней верхней части пресс- формы. Средняя плита установлена с возможностью одновременного направленного перемещения с нижней и верхней плитами, которые посредством толкателей связаны с приводом вертикального перемещения. 1 з.п. ф-лы, 3 ил.
if 935
- J5г 33
Д. j J
.. . г- I I I-,
за
L
35
Фиг./
2
Ч 8
21
И
7
te.3
| Роторный пресс для изготовления изделий из полимерных материалов | 1986 |
|
SU1361000A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Литьевая машина | 1985 |
|
SU1294636A1 |
| Солесос | 1922 |
|
SU29A1 |
