Изобретение относится к прокатному производству, конкретнее к конструкциям клетей кварто для горячей и холодной листовой прокатки.
Известна конструкция прокатной клети, содержащая станину, в направляющих которой установлены валки с подушками, клинья, механизм установки клиньев в виде гидроцилиндров, причем гидроцилиндры соединены с датчиком толщины полосы через регулятор давления (Рокотян С.Е. и др. Черметинформация, серия 7. Информация №3. М., 1969 г. с.10-11).
Недостаток известного устройства состоит в низкой точности установки положения валков, что снижает точность и плоскостность прокатываемых листов.
Наиболее близким аналогом к предлагаемому изобретению является листопрокатная клеть кварто, содержащая станину, в которой установлены опорные валки с подушками, имеющими стойки, рабочие валки с подушками, расположенными в проемах, образованных стойками, клинья с механизмами их установки в виде гидроцилиндров, размещенных в подушках опорных валков, штоки которых оперты на клинья, и соединенных с регулятором перемещения их штоков (Авт. свид. СССР №632418, МПК B21B 13/00, 1978 г.).
Недостаток данной конструкции состоит в том, что при прокатке подушки опорных валков зафиксированы клиньями относительно станины, что затрудняет или делает невозможным регулирование зазора между рабочими валками. Это снижает точность и плоскостность листов.
Техническая задача, решаемая изобретением, состоит в повышении точности и плоскостности листов.
Для решения поставленной технической задачи в известной конструкции листопрокатной клети кварто, содержащей станину, в которой размещены опорные валки с подушками, имеющими стойки, рабочие валки, установленные в подушках, расположенных в проемах, образованных стойками, клинья с механизмами их установки в виде гидроцилиндров, размещенных в подушках опорных валков, штоки которых оперты на клинья, и соединенных с регулятором перемещения их штоков, согласно предложению, рабочие валки смещены относительно опорных валков по линии прокатки, клинья размещены между стойками и обращенными к ним боковыми поверхностями подушек рабочих валков, причем клинья, взаимодействующие с противолежащими подушками рабочих валков, ориентированы оппозитно. Кроме того, рабочие валки установлены в подушках посредством радиально-упорных подшипниковых опор.
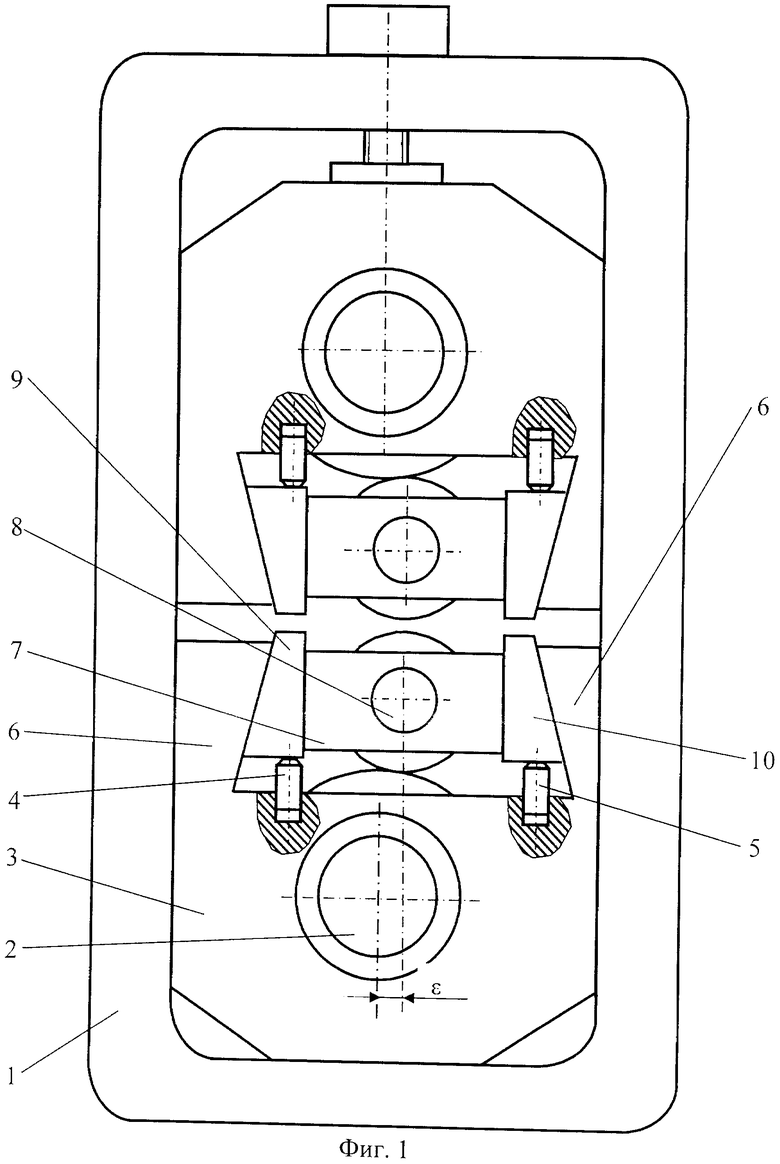
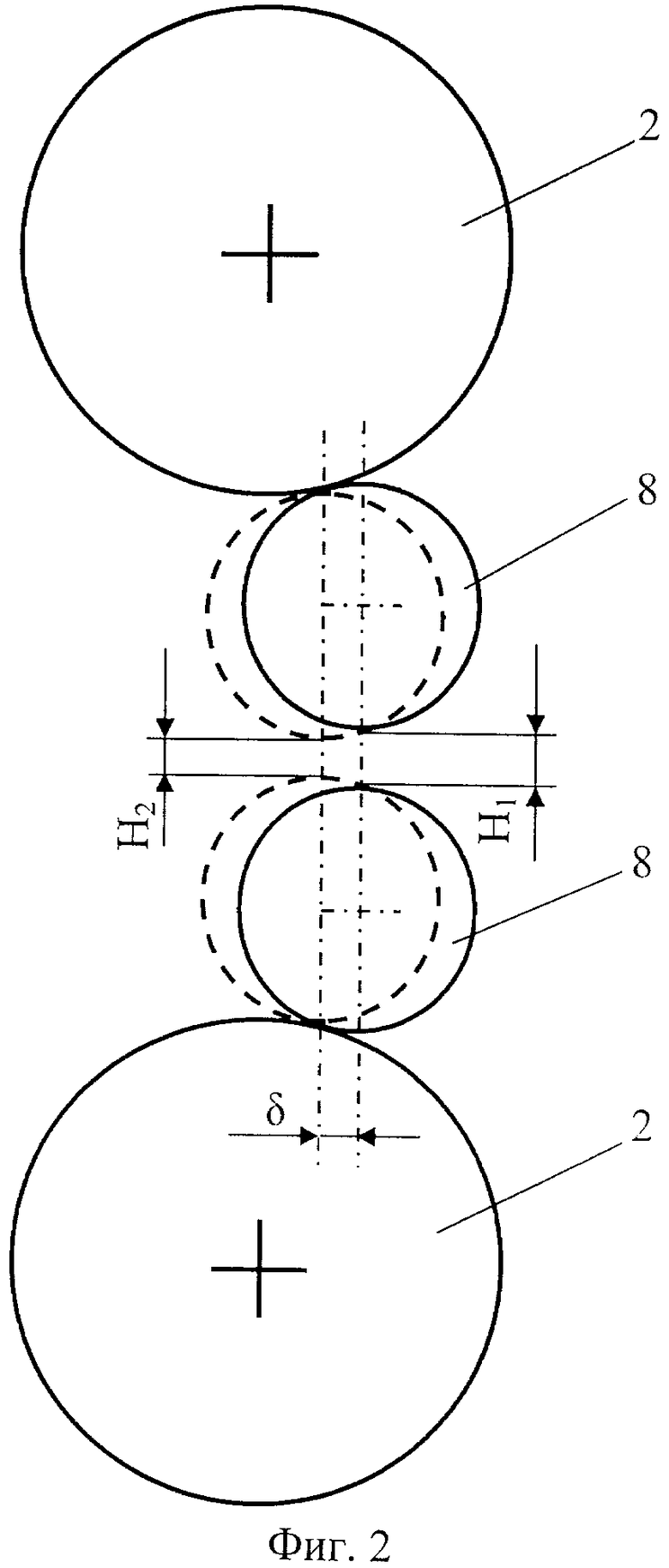
На Фиг.1 представлена листопрокатная клеть предложенной конструкции, вид спереди; на Фиг.2 - схема регулирования межвалкового зазора при перемещении рабочих валков в плоскости прокатки.
Листопрокатная клеть кварто состоит из станины 1 (Фиг.1), в которой размещены опорные валки 2 с подушками 3. В подушках 3 опорных валков размещены гидроцилиндры 4 и 5. Подушки 3 опорных валков имеют стойки 6. В проемах, образованных стойками 6, размещены подушки 7 рабочих валков 8, которые установлены в подушках 7 посредством радиально-упорных подшипниковых опор. Между стойками 6 и обращенных к ним боковыми поверхностями подушек 7 рабочих валков 8 размещены клинья 9 и 10. Клинья 9 и 10, взаимодействующие с противолежащими (верхней и нижней) подушками 7 рабочих валков 8, ориентированы оппозитно. Штоки гидроцилиндров 4 и 5 оперты на клинья 9 и 10 соответственно. Кроме того, рабочие валки 8 смещены относительно опорных валков 2 по линии прокатки на величину 8 (Фиг.1).
Устройство работает следующим образом. При прокатке полосы рабочие валки 8 вращаются в радиально-упорных подшипниковых опорах, размещенных в подушках 7 рабочих валков. Усилие прокатки Р передается от рабочих валков 8 на опорные валки 2, и через подушки 3 опорных валков замыкается на станину 1. За счет того, что рабочие валки 8 смещены относительно опорных валков 2 по линии прокатки на величину ε, горизонтальная составляющая от усилия прокатки Р прижимает рабочие валки 8 с их подушками 7 через клинья 10 и стойкам 6. Благодаря этому выбираются имеющиеся зазоры, рабочие валки 8 занимают устойчивое положение. Это способствует повышению точности листов.
Для снижения толщины прокатываемой полосы при регулировании продольной разнотолщинности в гидроцилиндрах 5 на обеих сторонах листопрокатной клети с помощью регуляторов перемещения штоков (на чертежах не показан) увеличивают давление рабочей жидкости. При этом шток гидроцилиндра 5 перемещает клин 10 вверх. В процессе перемещения клин 10 воздействует на боковую поверхность подушки 7 рабочего валка, в результате чего рабочий валок 8 перемещается на величину δ в положение, показанное на Фиг.2 пунктиром, а клин 9 «выдавливается» в противоположном направлении (вниз).
Перемещение рабочих валков 8 на величину δ сопровождается уменьшением толщины прокатываемой полосы с H1 до H2 (Фиг.2).
Для увеличения толщины прокатываемой полосы при регулировании продольной разнотолщинности в гироцилиндрах 4 на обеих сторонах листопрокатной клети с помощью регуляторов перемещения штоков увеличивают давление рабочей жидкости. Шток левого гидроцилиндра 4 перемещает клин 9 вверх. Это сопровождается перемещением рабочего валка 8 из положения, показанного на Фиг.2 пунктиром, в положение, показанное сплошной линией, что ведет к увеличению толщины прокатываемой полосы. При этом клин 10 «выдавливается» вниз.
При появлении дефекта «волнистость» на одной из боковых кромок прокатываемой полосы, в гидроцилиндре 4 на одной стороне клети, к которой обращена волнистая кромка, с помощью регулятора перемещения штока увеличивают давление рабочей жидкости. Под действием штока гидроцилиндра 4 клин 9 поднимается вверх, что сопровождается увеличением смещения соответствующей стороны рабочего валка 8 по линии прокатки в сторону уменьшением обжатия, что ведет к снижению волнистости кромки.
Перемещение только одной из сторон рабочего валка 8 по линии прокатки для уменьшения неплоскостности прокатываемой полосы приводит к скрещиванию его оси со смежным опорным валком 2 и возникновению осевой нагрузки на подшипниковые опоры. Однако поскольку рабочий валок 8 установлен в подушке 7 посредством радиально-упорных подшипниковых опор, они воспринимают возникшую осевую нагрузку без разрушения. Это расширяет возможности повышения плоскостности листов.
Технико-экономические преимущества предложенной листопрокатной клети кварто заключаются в том, что применение несамотормозящихся клиньев с приводом от гидроцилиндров для реверсивного перемещения рабочего валка с подушками в направлении прокатки обеспечивает существенное повышение точности установки межвалкового зазора, и, как следствие, точности и плоскостности прокатываемых листов. Благодаря этому достигается повышение рентабельности производства горячекатаной и холоднокатаной листовой стали на 15-17%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| Валковая опора прокатной клети | 1980 |
|
SU933141A1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
Изобретение относится к прокатному производству, конкретнее к конструкциям клетей кварто для горячей и холодной листовой прокатки. Листопрокатная клеть кварто содержит станину, в которой размещены опорные валки с подушками, имеющими стойки, рабочие валки, установленные в подушках, расположенных в проемах, образованных стойками, клинья с механизмами их установки в виде гидроцилиндров, размещенных в подушках опорных валков, штоки которых оперты на клинья, и соединенных с регулятором перемещения их штоков, рабочие валки смещены относительно опорных валков по линии прокатки, клинья размещены между стойками и обращенными к ним боковыми поверхностями подушек рабочих валков, причем клинья, взаимодействующие с противолежащими подушками рабочих валков, ориентированы оппозитно. Кроме того, рабочие валки установлены в подушках посредством радиально-упорных подшипниковых опор. Повышается точность и плоскостность листов. 1 з.п. ф-лы, 2 ил.
1. Листопрокатная клеть кварто, содержащая станину, в которой размещены опорные валки с подушками, имеющими стойки, рабочие валки, установленные в подушках, расположенных в проемах, образованных стойками, клинья с механизмами их установки в виде гидроцилиндров, размещенных в подушках опорных валков, штоки которых оперты на клинья, и соединенных с регулятором перемещения их штоков, отличающаяся тем, что рабочие валки смещены относительно опорных валков по линии прокатки, клинья размещены между стойками и обращенными к ним боковыми поверхностями подушек рабочих валков, причем клинья, взаимодействующие с противолежащими подушками рабочих валков, ориентированы оппозитно.
2. Листопрокатная клеть по п.1, отличающаяся тем, что рабочие валки установлены в подушках посредством радиально-упорных подшипниковых опор.
| Прокатная клеть | 1977 |
|
SU632418A1 |
| RU 2007109607 A, 20.09.2008 | |||
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| JP 07265919 A, 17.10.1995 | |||
| JP 61063309 A, 01.04.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 0 |
|
SU310898A1 |

