Изобретение относится к ультразвуковой очистке деталей в водных растворах моющих средств, конкретно к очистке деталей и узлов оборудования для добычи, транспортировки и переработки нефти и газа от асфальто-смолисто-парафино-солевых отложений.
Образующийся в процессе эксплуатации оборудования слой отложений на поверхности деталей неоднороден по своему составу. Он представляет собой кристаллическую микропористую массу, состоящую из солей, парафинов и компонентов нефти. Содержание твердых углеводородов в нем составляет 50-65%. Основными типами солевых отложений являются сульфаты и карбонаты кальция, сульфаты бария. Органические компоненты нефти - асфальтены, смолы, спирты, нефтяные кислоты, их соли, галлоидные и сероорганические соединения. Состав, структура и толщина слоя отложений в значительной степени обусловливаются физико-химическими, механическими свойствами и микрорельефом поверхностей оборудования.
При очистке деталей нефтегазового оборудования от асфальто-смолисто-парафино-солевых отложений детали подвергают предварительной очистке щелочными моющими растворами. Затем применяют химический способ - травление в концентрированных растворах кислот. Применяют также способ отжига в электрических печах и механические способы - ручную и пескоструйную обработку деталей (Борьба с солеотложениями - удаление и предотвращение их образования. Schlumberger. Нефтегазовое обозрение. Осень 2002 - том 7, номер 2).
При струйной очистке деталей с использованием водных растворов щелочных моющих средств от нефтяных продуктов загрязнений очищаются только наружные поверхности деталей. Химический способ создает экологические проблемы. Кроме того, при травлении происходит изменение структуры поверхностного слоя материала обрабатываемых деталей, что снижает их ресурс. Термические способы очень энергоемки. Механическая очистка приводит к изменению размеров деталей, снижению класса шероховатости обработанных поверхностей, что отрицательно влияет на производительность и срок службы оборудования.
Применение ультразвука позволяет осуществить качественную очистку деталей от сложных отложений. Ультразвук способен проникать в скрытые полости через жидкую рабочую среду и очищать их от загрязнений. Применение ультразвуковых установок позволяет очистить детали сложной конфигурации, имеющие микроскопические полости и каналы. При этом можно использовать экологически безопасные рабочие жидкости, которые хорошо растворяют соответствующие загрязнения, а также обладают физико-химическими параметрами, обуславливающими достижение наибольшей интенсивности ударных волн.
Технический результат, получаемый от изобретения, - очистка деталей оборудования от эксплуатационных отложений, состоящих из солей, парафинов и компонентов нефти.
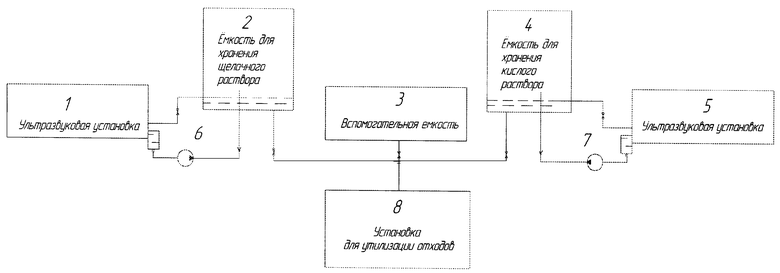
Для достижения технического результата предлагаемый способ включает промывку деталей в трех ваннах ультразвукового технологического комплекса (чертеж). Здесь: 1, 5 - ультразвуковая установка; 2, 4 - емкость для хранения моющего раствора; 3 - вспомогательная емкость для промывки деталей водой; 6, 7 - насосы для перекачивания моющих растворов; 8 - установка для утилизации отходов.
Для достижения технического результата рабочую емкость ультразвуковой установки 1 наполняют водой до необходимого уровня, добавляют щелочное моющее средство в соотношении 50-100 грамм моющего средства на 1 литр воды, нагревают полученный раствор до температуры 70-80°С. Детали, при необходимости предварительно очищенные щелочными моющими растворами в струйных или иных моющих машинах, помещают в рабочую емкость и подвергают воздействию ультразвука интенсивностью 15-20 Вт на литр моющего раствора в течение 30-180 минут, в зависимости от состава, структуры и толщины слоя отложений. В процессе ультразвуковой обработки моющий раствор нагревается примерно на 10°С за 1 час работы за счет тепловой энергии, выделяемой в процессе кавитации моющего раствора, тем самым компенсируя потерю моющих свойств раствора. В процессе ультразвуковой обработки в щелочном растворе происходит вымывание и растворение углеводородов и органических компонентов нефти из кристаллической микропористой массы солевых отложений на поверхности деталей.
После ультразвуковой обработки в щелочном моющем растворе детали помещают во вспомогательную емкость 3 и промывают водой. В процессе промывки происходит нейтрализация и замещение водой щелочного моющего раствора в порах солевых отложений. Одновременное барботирование воды воздухом давлением 0,02-0,1 МПа обеспечивает удаление частиц солевых отложений, отслоившихся в результате кавитационного разрушения поверхностного слоя отложений.
После промежуточной промывки детали помещают в рабочую емкость ультразвуковой установки 5. Кислотный моющий раствор, составленный из технического моющего средства «МУК-К» и воды в пропорции 50-150 грамм средства на 1 литр воды, нагревают до температуры 20-40°С. Очищаемые детали подвергают воздействию ультразвука интенсивностью 15-20 Вт на 1 литр моющего раствора в течение от 30 минут до 4 часов, в зависимости от толщины и состава слоя солевых отложений. В процессе ультразвуковой обработки в кислотном моющем растворе происходит кавитационное разрушение и растворение солевых отложений. В процессе ультразвуковой обработки моющий раствор нагревается примерно на 10°С за 1 час работы за счет тепловой энергии, выделяемой в процессе кавитации моющего раствора, тем самым компенсируя потерю моющих свойств раствора.
Далее детали помещают во вспомогательную емкость 3 и промывают водой. В процессе промывки происходит нейтрализация моющего раствора. Одновременное барботирование воды воздухом давлением 0,02-0,1 МПа обеспечивает удаление остатков солевых отложений с поверхности очищаемых деталей.
Использование в составе технологического комплекса емкостей 2 и 4 обеспечивает возможность многократного использования моющих растворов. Промывка деталей после ультразвуковой обработки в щелочном и кислотном растворах в одной вспомогательной емкости 3 обеспечивает нейтрализацию моющих растворов перед их обработкой в установке для утилизации отходов 8.
Заявленные пределы температуры нагрева до 70-80°С для щелочного моющего раствора и до 20-40°С - для кислотного, заявленное соотношение моющего средства и воды 50-100 грамм на литр для щелочного раствора и 50-150 грамм на литр для кислотного раствора, а также интенсивность ультразвукового воздействия и время обработки деталей ультразвуком основаны на экспериментальных данных.
Пример 1. Очистка фильтроэлементов щелевых фильтров ЖНШ. Оборудование - ультразвуковая установка «УЗС100-15». Объем рабочей емкости - 100 литров. Мощность ультразвука 1500 Вт. Моющие средства: - щелочное - «СКАТ-Д», кислотное - «МУК-К». Ультразвуковая очистка производилась без предварительной очистки. Одновременно очищалось шесть фильтроэлементов в следующей последовательности:
1.1. Ультразвуковая очистка в щелочном растворе
Моющее средство - 10% раствор ТМС «СКАТ-Д». Начальная температура раствора - 20°С. Нагрев электронагревателем до 80°С. Продолжительность очистки - 30 минут. Конечная температура раствора - 85°С.
1.2. Промывка фильтроэлементов в рабочей емкости ультразвуковой установки водой без применения ультразвука в течение 5 минут.
1.3. Ультразвуковая очистка в кислотном растворе
Моющий раствор - 10% раствор кислотного технического моющего средства «МУК-К». Начальная температура моющего раствора - 26°С. Продолжительность очистки - 60 минут. Конечная температура раствора +44°С.
1.4. Промывка фильтроэлементов в рабочей емкости ультразвуковой установки водой без применения ультразвука в течение 10 минут.
Контроль качества очистки проводился с использованием приспособления для внутренней подсветки фильтроэлемента. Результат - 100%.
Пример 2. Очистка рабочих колес и направляющих аппаратов погружного насоса УЭЦН 5А. Оборудование - ультразвуковая установка «УЗС130-24». Рабочий объем 130 литров, мощность ультразвука 2400 Вт. Моющие средства: - щелочное - «СКАТ-Б», кислотное - «МУК-К». Детали после разборки насоса предварительно промывались в струйной моечной машине карусельного типа 20% водным раствором щелочного моющего средства «ПАН». Температура нагрева - 80°С. Время очистки - 30 минут. Одновременно очищался комплект рабочих органов одной секции насоса из 244 рабочих колес и 244 направляющих аппаратов в следующей последовательности:
2.1. Ультразвуковая очистка деталей в щелочном растворе
Моющее средство - 10% раствор ТМС «СКАТ-Б». Начальная температура раствора - 16°С. Нагрев электронагревателем до 75°С. Детали помещались в рабочую емкость в корзине навалом. Продолжительность очистки - 90 минут. Конечная температура раствора - 88°С.
2.2. Промывка деталей в рабочей емкости ультразвуковой установки водопроводной водой с использованием барботажа раствора сжатым воздухом давлением 0,06 МПа без применения ультразвука в течение 10 минут.
2.3. Ультразвуковая очистка деталей в кислотном растворе
Моющий раствор - 15% раствор кислотного технического моющего средства «МУК-К». Начальная температура моющего раствора - 26°С. Раствор нагрели электронагревателем до температуры 40°С. Продолжительность ультразвуковой очистки - 180 минут. Конечная температура раствора +61°С.
2.4. Промывка деталей в рабочей емкости ультразвуковой установки водой с барботированием воды сжатым воздухом давлением 0,08 МПа без применения ультразвука в течение 10 минут.
Контроль качества очистки деталей проводился с использованием приспособления для проливки деталей сольвентом под давлением 0,005 МПа по равномерности истечения проливочной жидкости из проходных полостей. Результат: полностью очищено 97,54% направляющих аппаратов и 98,77% рабочих колес.
Предлагаемый способ обеспечивает повышение качества очистки деталей, экологическую безопасность, многократное использование моющих растворов, снижение себестоимости и трудоемкости процесса очистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262397C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАТЕРИАЛОВ ПРИ ПРОИЗВОДСТВЕ ИСКУССТВЕННЫХ КРИСТАЛЛОВ | 2013 |
|
RU2530469C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ СТРУЖКИ ТИТАНОВЫХ СПЛАВОВ ОТ ОРГАНИЧЕСКИХ ЗАГРЯЗНЕНИЙ | 2023 |
|
RU2811036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛЬТРАЗВУКОВЫХ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК | 2011 |
|
RU2486971C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ЗАЩИТНОГО СНАРЯЖЕНИЯ | 2013 |
|
RU2557752C2 |
| Способ ультразвуковой очистки янтаря | 2019 |
|
RU2726721C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2275257C1 |
| Устройство пьезоэлектрическое для ультразвуковой очистки авиационных и фильтроэлементов и фильтродисков и способ очистки с его использованием | 2015 |
|
RU2621801C1 |
| Способ очистки газогорелочных устройств с применением ультразвуковых колебаний | 2022 |
|
RU2794374C1 |
| Способ очистки оптических деталей и кристаллов | 1982 |
|
SU1269867A1 |
Изобретение относится к ультразвуковой очистке деталей в водных растворах моющих средств, конкретно к очистке деталей и узлов оборудования для добычи, транспортировки и переработки нефти и газа от асфальто-смолисто-царафино-солевых отложений. Способ включает промывку деталей в трех ваннах ультразвукового технологического комплекса: в первой ванне - в водном растворе щелочного моющего средства, концентрацией 100-150 г/л, температурой раствора 80-90°С с наложением ультразвука, во второй ванне - в воде с использованием барботажа сжатым воздухом, в третьей ванне - в водном растворе кислотного технического моющего средства «МУК-К», концентрацией 100-150 г/л, температурой 20-70°С с наложением ультразвука, с последующей промывкой деталей во второй ванне. Изобретение обеспечивает экологическую безопасность технологического процесса, снижение его себестоимости и трудоемкости, повышение производительности труда и качества очистки деталей. 1 ил.
Способ ультразвуковой очистки деталей от асфальто-смолисто-парафино-солевых отложений, заключающийся в промывке деталей в трех ваннах ультразвукового технологического комплекса: в первой ванне - в водном растворе щелочного моющего средства, концентрацией 100-150 г/л, температурой раствора 80-90°С с наложением ультразвука, во второй ванне - в воде с использованием барботажа сжатым воздухом, в третьей ванне - в водном растворе кислотного технического моющего средства «МУК-К», концентрацией 100-150 г/л, температурой 20-70°С с наложением ультразвука, с последующей промывкой деталей во второй ванне.
| Майк Крабтри и др | |||
| Борьба с солеотложениями - удаление и предотвращение их образования | |||
| Ж.: Schlumberger | |||
| Нефтегазовое обозрение, осень 2002, т | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| КРУТОУС Е.Б | |||
| и др | |||
| Техника мойки изделий в машиностроении | |||
| Машиностроение | |||
| - M., 1969, с.188-234 | |||
| CN 101474621 A, 08.07.2009 | |||
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТЕЙ ОТ ЖИДКИХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2165318C1 |
| Установка для ультразвуковой обработки | 1974 |
|
SU597437A1 |

