Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления коробок. Известен штамп дг1я приготовления прямоугольных коробок, содержащий пуансон и матрицу, закрепленные, соответственно, на верхней и нижней плитах l . Специальное выполнение угловых участков пуансонов и матриц прэволяет изготавливать коробки из пiэямoугольной заготовки (с невырезанными угловыми участками), однако с низки бортами. Известен штамп, в котором могут. быть изготовлены коробки с неограниченной высотой бортов, содержащий гибочные пуансон и матрицу с острыми углами 2. Однако известный штамп предназначен для изготовления коробок из заго товок с вырезанными углами. Дпя того, чтобы получить коробку с угловы ми складками, необходимо сначала отформовать их, например, на одном из известных штампов. В таком случа снижается производительность труда, увеличивается количество необходимо оборудования и производственных пло щадей .
fefcs iiiafa«6fta3iaaaKtrA5
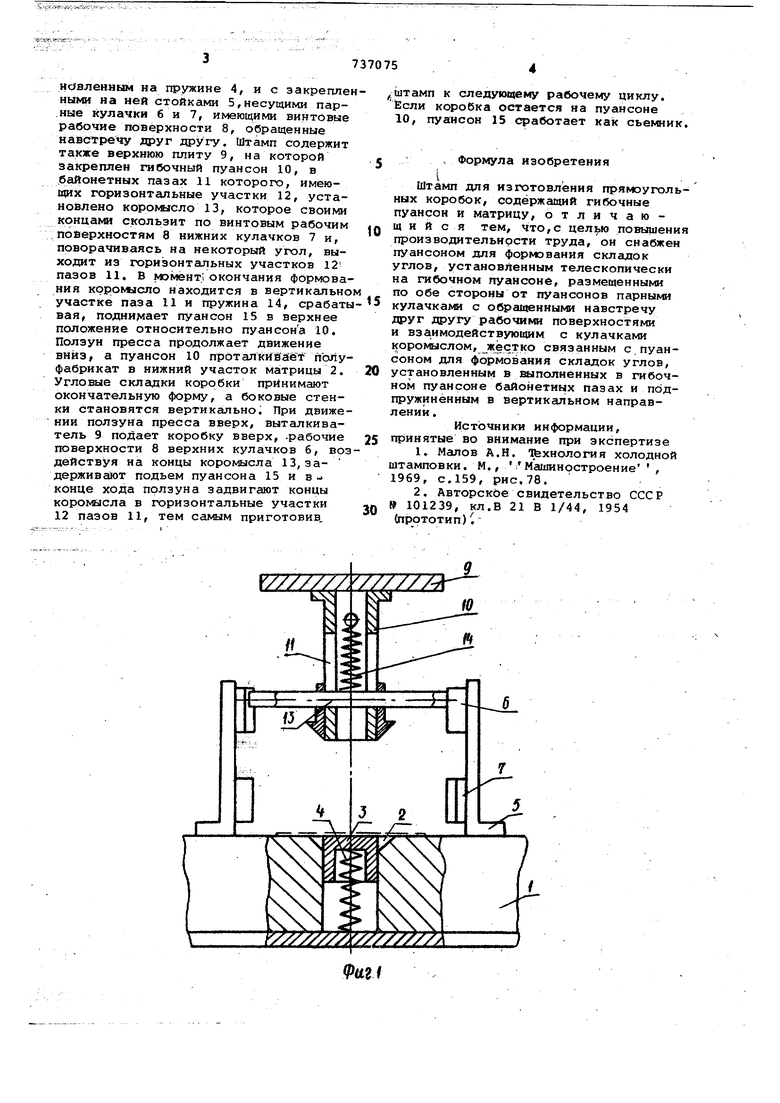
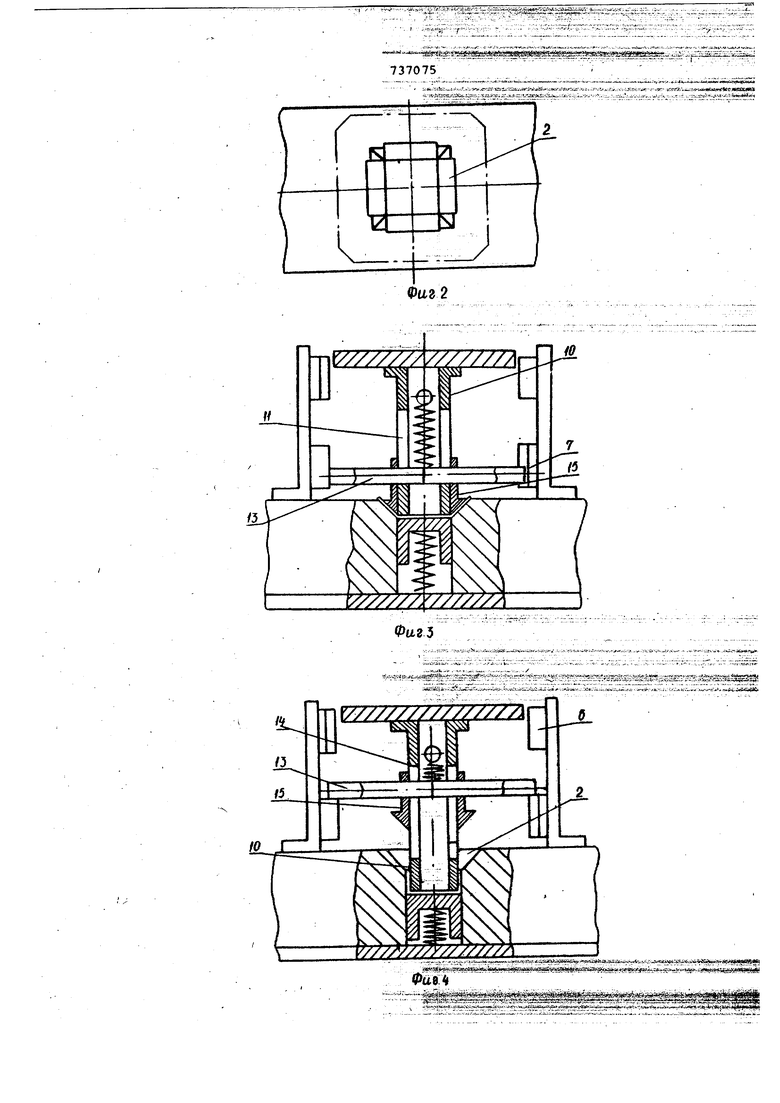
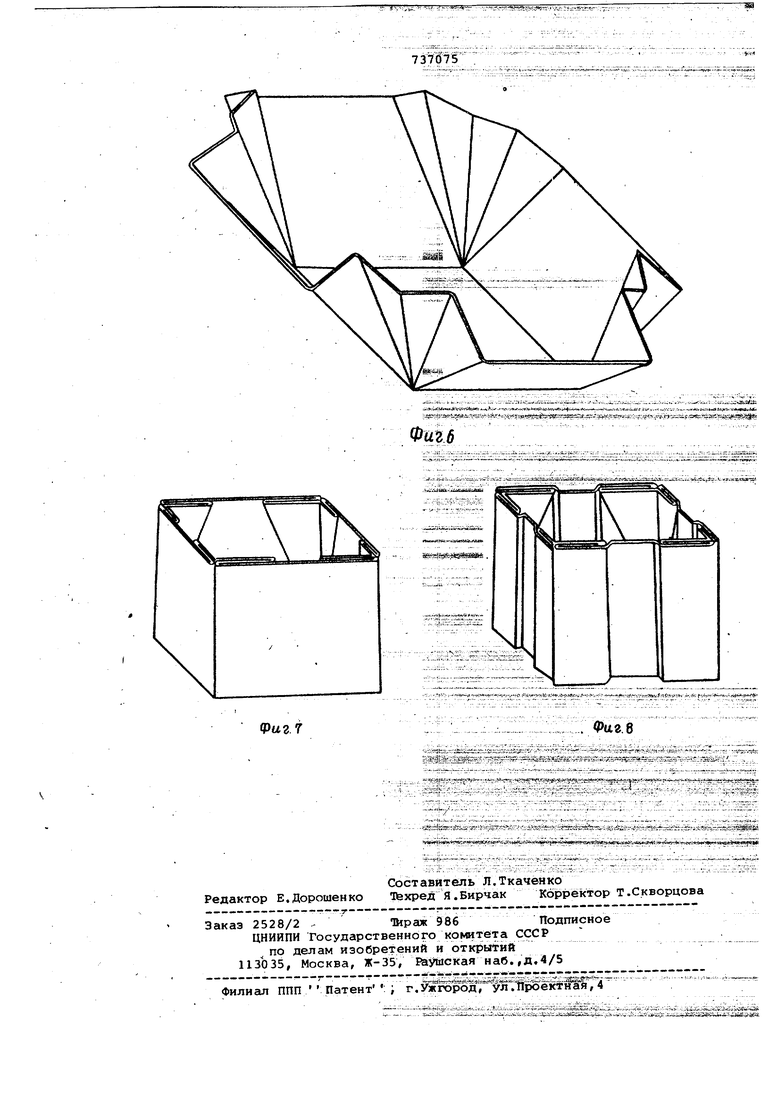
ii eilrfJto.i«itt-; isi 3 5se SIS Цель изо брётёнйя - повышение прой|-18де %Жмш йт - --- - - и- Цель достигается тем, что штамп 8й абжён; ансВнШ ййя формо вани я складок углов, установленнымтелеейопйчесКй на гибочном пуансоне, разЙЕ ще1Нными по обе стороны от пуансонов парными кулачка ми с обращенными йавстречу друг другу рабочими поверхностями и взаимодействующим с кулачками коромыслом, жестко связанным с пуансоном для формования складок yrnfyB, Остановленным в выполненных в гибочном пуансонё б.айонетных пазах и подпружиненным в вертикальном н вправлении,-- На фиг. 1 схематически представлен штамп в исходном Положении, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 и 4 - виды штампа в момент окончания формования углов и в момент окончания гибки коробки, соответственно; на фиг.5 - Верхняя часть штампа в аксгрноиЙ Т1рйи; на фйг.(5 - заготовка после формования углов; на фиг. 7и 8 - варйанты готовых короЙок7 .-,,--....-,--.- -. .. ..-. ,i: содержит нижнюю плиту 1 с $ Ш 1оЙ П5еЙ ГвТ тТпё1ГЧ«той матрицей 2, выталкивателем 3, устанс вленяым на пружине 4, и с закрепле ными на ней cтoйкa ш З несущиьш парные кулачки б и 7, имеющими винтовые рабочие поверхности 8, обращенные навстречу друг другу. Штамп содержит также верхнюю плиту 9, на которой закреплен гибочный пуансон 10, в байонетных пазах II которого, имеющих горизонтальные участки 12, установлено коромысло 13, которое своими кондаки скользит по винтовым рабочим поверхностям 8 нижних кулачков 7 и, поворачиваясь на некоторый угол, выходит из горизонтальных участков 12 пазов 11. В момент.; окончания формова ния кррокысло находится в вертикально участке паза 11 и пружина 14, срабат вая, поднимает пуансон 15 в верхнее положение относительно пуансона 10. Ползун пресса продолжает движение вниз, а пуансон 10 проталкижаёт полу фабрикат в нижний участок матрицы 2. Угловые складки коробки принимают окончательную форму, а боковые стенки становятся вертикально. При движе нии ползуна пресса вверх, выталкиватель 9 подает коробку вверх, -рабочие поверхности 8 верхних кулачков б, воз действуя на концы коромысла 13, задерживаМт подьем пуансона 15 и в- конце хода ползуна задвигают концы коромысла в горизонтальные участки 12 пазов 11, тем самым приготовив. штамп к следующему рабочему циклу. Если коробка остается на пуансоне 10, пуансон 15 сработает как сьемник. Формула изобретения Штамп для изготовления прямоугольных коробок, содержащий гибочные пуансон и матрицу, отличающ и и с я тем, что,с целью повышения производительности труда, он снабжен пуансоном для формэвания складок углов, установленным телескопически на гибочном пуансоне, размещенными по обе стороны от пуансонов парными кулачками с обращенными навстречу друг другу рабочими поверхностями и взаимодействующим с кулачками коромыслом, жестко связанным с пуансоном для формования складок углов, установленным в выполненных в гибочном пуансоне байонетных пазах и подпружиненным в вертикальном направлении . Источники информации, принятые во внимание при зкспертизе 1.Малов А.Н. Технология холодной штамповки. М., Машиностроение 1969, с.159, рис.78. 2.Авторские свидетельство СССР 101239, кл.В 21 В 1/44, 1954 (прототип) С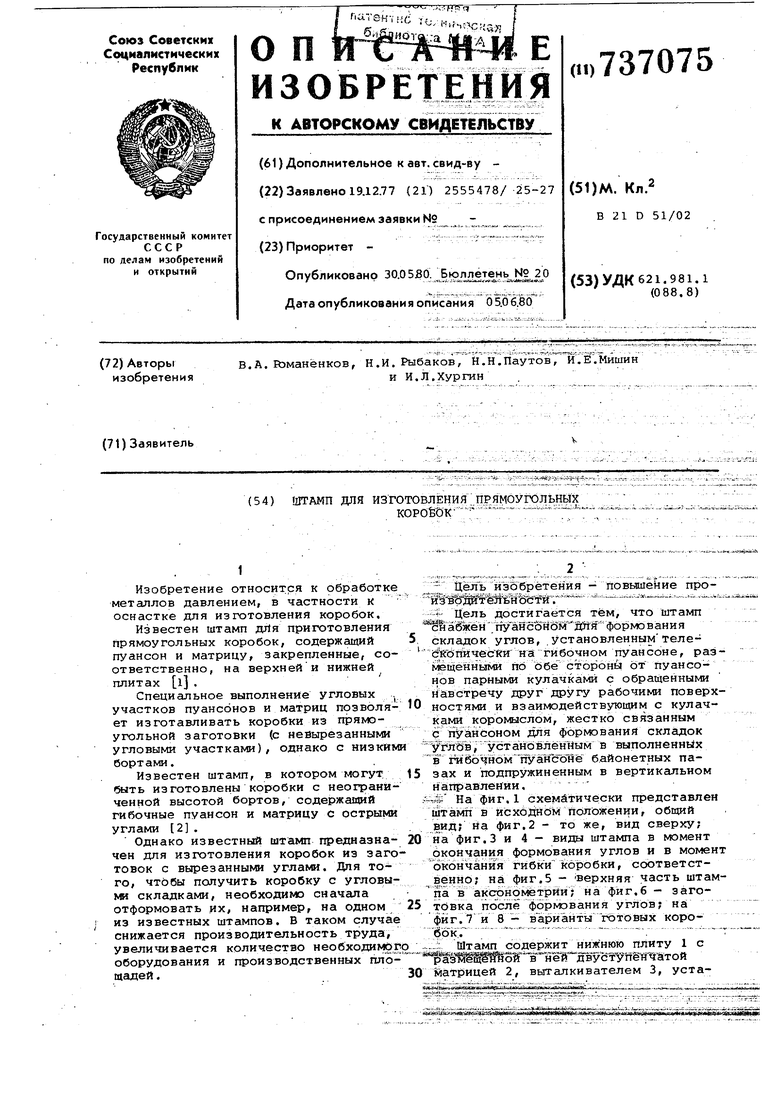
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для гибки профилированных заготовок | 1986 |
|
SU1388143A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Штамп для гибки | 1986 |
|
SU1315079A1 |
ййчьй- И8«й 1йа18 8ай ййИййй :йкячвяа г-,- д хГ.,, .---. ....,-.-.,,- .-,--. ..-,..-....... - ..,--... . .-. :----- - -J ea,«ii..-i -ч4 .aav i-fn- 2«зе : ; я9 вА&«мка4 $ ЫыЕ$ Ёи; ;1 1 Йб) Фив 4 SSErKSiSSSSSS Sli -.лла&4л tiibt ,,ь к, i
.:Jv ia;WjM.Vi «fcifeij,...-M..,.
l:. -iS-i SWvb iS -t r s2- VSSK e 5#:5 fe
X
