Изобретение относится к области металлургии и может быть использовано в литейном производстве при изготовлении размольных бил для измельчения хрупких материалов, например каменного угля.
Известен способ изготовления размольных бил, включающий расплавление шихты из стали 110Г13Л, заливку ее в литейную форму, охлаждение отливки и ее термообработку /Давыдов Н.Г. Высокомарганцовистая сталь. М.: Металлургия, 1979. 176 с./.
Отливки из данной стали характеризуются повышенной износостойкостью при ударно-абразивном износе за счет поверхностного наклепа от ударных нагрузок. Однако при отсутствии ударных нагрузок или же при их недостаточной величине износостойкость отливок сохраняется на уровне углеродистых сталей.
Известен способ повышения износостойкости отливок за счет их изготовления из хромистых чугунов, обладающих высокой износостойкостью в абразивных средах /Цыпин И.И. Белые износостойкие чугуны. М.: Металлургия, 1983. 176 с./. Однако отливки из данных материалов характеризуются повышенной хрупкостью, что исключает возможность их использования в качестве материала для изготовления размольных бил, работающих в условиях ударно-абразивного износа.
Наиболее близким техническим решением по достигаемому эффекту к заявляемому изобретению является способ изготовления комбинированных размольных бил для измельчения хрупких материалов, включающий установку в литейную форму вставки из хромистого чугуна, заливку расплавленной стали в литейную форму для формирования основания била, охлаждение отливки /А.с. №1576231 А1/. Хромистые чугуны характеризуются низкой теплопроводностью и градиент температуры при формировании комбинированных отливок приводит к возникновению больших внутренних напряжений, иногда разрушающих и саму вставку / Цыпин И.И. Белые износостойкие чугуны. М.: Металлургия, 1983. 176 с./. Известно, что стальные отливки в литом состоянии характеризуются низкой пластичностью и трещиностойкостью. Наличие затрудненной усадки, во время формирования основания била, приводит к возникновению горящих трещин в комбинированной отливке, определяющих преждевременный выход из строя изделия. Внутренние напряжения в самой вставке приводят к ее выкрашиванию при ударных нагрузках, что снижает износостойкость била.
Цель изобретения - повышение ресурса работы размольных бил.
Поставленная цель достигается тем, что в предлагаемом в изобретении способе изготовления размольных бил, включающем, установку в литейную форму вставки из хромистого чугуна, заливку расплавленной стали в литейную форму для оформления основания била и охлаждение отливки, вставку получают литьем в кокиль из хромистого чугуна, модифицированного нанодисперсными порошками тугоплавких частиц, а основание била выполняют из стали, модифицированной нанодисперсными порошками пироуглерода и/или окиси кремния, при этом на вставке выполняют выступы и/или отверстия для механической фиксации ее с основанием и перед установкой в литейную форму вставку нагревают до 50-300°С, а отливку подвергают термической обработке.
Изготовление вставки методом литья в кокиль приводит к формированию оптимальной микроструктуры, определяющей наибольшую износостойкость вставки. Нагрев вставки до (50-300)°С смягчает термической удар при контакте вставки с жидким расплавом и устраняет вероятность образования на ней трещин. Повышение температуры выше 300°С приводит к местному размыву вставки жидкой сталью, что может привести к существенному изменению химического состава основания била. Выполнение на вставке выступов и (или) отверстий обеспечивает гарантированную фиксацию вставки в основании била за счет усадочных процессов при формировании и остывании отливки.
Модифицирование расплава наночастицами тугоплавких соединений обеспечивает формирование отливок с повышенной литой пластичностью, что исключает вероятность образования горящих трещин при затрудненной усадке.
Била после литья подвергается термообработке по режиму: нормализация с последующим отпуском, обеспечивающим наибольший уровень прочностных и пластических свойств.
Хромистые чугуны достигают наибольший уровень механических свойств и износостойкости при закалке на воздухе. При правильном подборе составов хромистого чугуна и углеродистой стали температурные режимы термообработки материалов совпадут. При этом основание била из углеродистой стали будет термообрабатываться по режиму - нормализация, а вставка из хромистого чугуна по режиму - закалка.
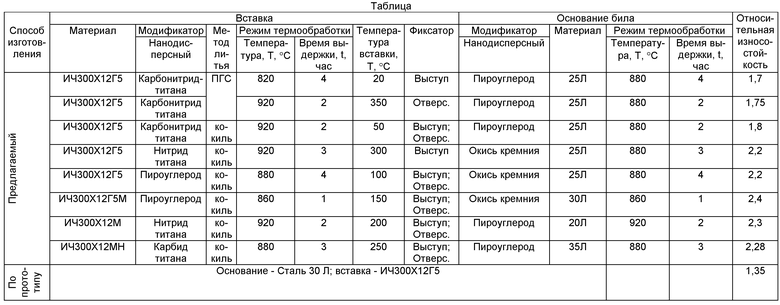
Способ опробовали при изготовлении размольных бил для измельчения угля на установках типа ММТ 1500/2510/750. В качестве основания била использовали среднеуглеродистые стали. В качестве вставки высокохромистые чугуны. Для модифицирования выбранных сталей и чугунов модификатор готовили методом прессования равномерной смеси порошков протектора и нанодисперсных порошков по а.с. СССР №13365577. Плавки проводили в индукционной печи ИСТ-016. Из высокохромистых чугунов предварительно отливали в кокиль вставки специальной конструкции. Перед установкой в форму вставки подогревали в термической печи. При температуре 1630-1650 сталь после раскисления модифицировали добавками, содержащими нанодисперсные порошки. После выдержки 30-60 секунд расплав выпускали в ковш, из которого заливали формы для получения комбинированных бил. После выбивки и очистки била подвергались термообработке по выбранным режимам.
Эффективность известного и предложенного способов изготовления размольных бил оценивали по величине износа бил на мельнице ММТ 1500/2510/750. По каждому режиму были испытаны три била, установленные в разных зонах мельницы. В качестве оценочного параметра была принята усредненная относительная убыль массы била за 500 часов работы мельницы. В качестве эталонного образца были использованы стандартные била из стали 110Г13Л. Полученные результаты приведены в таблице.
Из полученных данных видно, что предложенный способ изготовления размольных бил позволяет увеличить ресурс работы мельницы в среднем на (20-30%) по сравнению с прототипом.
Экономическая эффективность от использования предложенного изобретения может быть определена из условия снижения потребности в билах на (20-30%), что равносильно снижению затрат на производство бил на (20-30%). Средняя себестоимость изготовления бил на ООО «НПФ «ЛиКОМ» г.Омск оставляет 32 рубля за килограмм. Экономическая эффективность от использования предложенного изобретения составит (6-9) рублей за килограмм. Известно, что вес била на мельницу составляет 14 кг. Эффективность от использования изобретения в пересчете на одно било составит в среднем 84 рубля. Если учесть снижение затрат на сокращение расходов на ремонт и обслуживание мельницы за счет увеличения межремонтного срока, то экономическая эффективность будет еще больше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения износостойкости бил молотковых мельниц | 2023 |
|
RU2807794C1 |
| МОДИФИКАТОР ДЛЯ СТАЛИ | 2010 |
|
RU2447176C2 |
| МОДИФИКАТОР ДЛЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2443794C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК МЕТОДОМ ЭЛЕКТРОШЛАКОВОГО ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2010 |
|
RU2447161C2 |
| ЭКЗОТЕРМИЧЕСКАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 2010 |
|
RU2429940C1 |
| МОДИФИКАТОР ДЛЯ СТАЛИ | 2011 |
|
RU2528488C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2571238C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
Изобретение относится к литейному производству. Литьем в кокиль получают вставку из хромистого чугуна, модифицированного нанодисперсными порошками тугоплавких частиц. Вставку нагревают до 50-300°С и устанавливают в литейную форму. Основание била выполняют путем заливки в литейную форму стали, модифицированной нанодисперсными порошками пироуглерода и (или) окиси кремния. Модифицирование расплава стали обеспечивает формирование отливок с повышенной пластичностью. На вставке выполняют выступы и/или отверстия для механической фиксации ее с основанием. После литья комбинированные била подвергают нормализации с последующим отпуском. Достигается снижение вероятности образования горячих трещин при затрудненной усадке и повышение прочностных свойств бил. 1 табл.
Способ изготовления размольных бил для измельчения хрупких материалов, включающий установку в литейную форму вставки из хромистого чугуна, заливку расплавленной стали в литейную форму для формирования основания била, охлаждение отливки, отличающийся тем, что вставку получают литьем в кокиль из хромистого чугуна, модифицированного нанодисперсными порошками тугоплавких частиц, а основание била выполняют из стали, модифицированной нанодисперсными порошками пироуглерода и/или окиси кремния, при этом на вставке выполняют выступы и/или отверстия для механической фиксации ее с основанием и перед установкой в литейную форму вставку нагревают до 50-300°С, а отливку подвергают термической обработке.
| Способ получения армированных отливок | 1988 |
|
SU1576231A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 1996 |
|
RU2121510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЖЕЛЕЗОХРОМИСТЫХ СПЛАВОВ | 2001 |
|
RU2197531C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
| JP 2003071556 A, 11.03.2003. | |||

