Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу вибрационной сварки, в частности, вибрационной сварки с использованием множества вибрирующих головок.
Уровень техники
Вибрационная сварка зарекомендовала себя в области сваривания пластмассовых деталей. В этом процессе свариваемые пластмассовые детали трутся друг о друга определенными контактными поверхностями. За счет трения в области контакта достигается температура плавления пластмассы подлежащих соединению деталей, так что происходит пластификация пластмассы и соединение контактных поверхностей.
Для осуществления вибрационной сварки отдельные вибрирующие головки обычно работают в установках для вибрационной сварки. Такая технология пригодна для сваривания пластмассовых деталей различных размеров, например, приборных панелей транспортных средств. В зависимости от размера пластмассовых деталей используют установки различных размеров, которые различаются весом инструмента, подлежащими сварки поверхностями и размерами.
С целью обеспечить соединение пластмассовых деталей большего размера, экономичным и технически более разумным приемом является увеличение количества вибрирующих головок в установках для вибрационной сварки, чем продолжение увеличения размера отдельных вибрирующих головок. Таким образом, конструкции большего размера достигаются путем последовательного соединения электрических компонентов, таких как электрические катушки, а также механического соединения механических компонентов. Механическое соединение является наиболее важным моментом в случае конструкций больших размеров, поскольку лишь таким образом может быть достигнута согласованная по частоте и фазе вибрация соединяемых механических компонентов и вибрирующих головок. Однако, весомым недостатком является то, что до настоящего времени, по определенным конструктивным причинам, возможно соединение, и тем самым синхронизация, лишь двух вибрирующих головок. Если для вибрационной сварки больших пластмассовых деталей требуется несколько вибрирующих головок, возникают сложности во взаимной модуляции вибрирующих головок. Например, при неуправляемой, несинхронной вибрации вибрирующих головок в установке для вибрационной сварки имеют место ненадежные соединения пластмассовых деталей.
Раскрытие изобретения
Таким образом, задачей настоящего изобретения является создание устройства и способа вибрационной сварки, обеспечивающих надежное соединение пластмассовых деталей даже при использовании множества вибрирующих головок или вибрирующих систем, поскольку эти системы или головки в совокупности работают как одна большая вибрирующая головка.
Данная задача решается посредством устройства, охарактеризованного в независимом пункте 1, и посредством способа, охарактеризованного в независимом пункте 6. Предпочтительные варианты осуществления изобретения и дальнейшие его усовершенствования следуют из последующего описания, чертежей и формулы. Настоящее изобретение предлагает устройство и способ, в которых используются несколько независимых и механически развязанных вибрирующих систем, работающих с одинаковой амплитудой, частотой и фазой, в результате чего достигается тот же эффект, что и при работе единственной большой вибрирующей головки.
Устройство для вибрационной сварки согласно изобретению содержит механически развязанные вибрирующие головки, каждая из которых соединена с преобразователем частоты или иным соответствующим приводом, электрический переключатель, соединяющий преобразователи частоты вибрирующих головок таким образом, что один из преобразователей частоты функционирует в качестве ведущего преобразователя, а остальные преобразователи частоты - в качестве подчиненных преобразователей, с обеспечением, на основе управляющего действия ведущего преобразователя, синхронного или заданного асинхронного режима работы вибрирующих головок.
Посредством устройства согласно изобретению преодолены сложности, связанные с модуляцией, а также конструктивные сложности при синхронной работе множества вибрирующих головок. Это достигнуто тем, что электрический привод вибрирующих головок исключает необходимость в механической связи для синхронизации. Кроме того, электропитание вибрирующих головок одним и тем же управляющим сигналом реализуется через электрическую взаимную связь механически развязанных вибрирующих головок. Использование одного и того же электрического сигнала для каждой вибрирующей головки обеспечивает их режим работы, синхронный по частоте, фазе и амплитуде, или по выбранному из указанных параметров. В другом варианте предусмотрено, что конструктивные свойства или свойства материала подлежащих соединению пластмассовых частей могут потребовать заданный режим работы вибрирующих головок, асинхронный по фазе и/или амплитуде. Предпочтительно, чтобы вибрирующие головки начинали и завершали работу совместно. Согласно другому варианту, вибрирующие головки могут также останавливаться по отдельности или группами в любой момент времени после совместного старта.
В другом варианте предпочтительно, чтобы одна и та же частота и фазирование задавались для вибрирующих головок посредством ведущего преобразователя, а указанная частота определялась по среднему значению резонансных частот индивидуальных вибрирующих головок. В другом конструктивном исполнении предусмотрено, что подчиненные преобразователи приводятся в действие ведущим преобразователем через шинную систему или параллельную цепь, причем возможно индивидуальное регулирование амплитуды каждой вибрирующей головки. В результате индивидуального управления вибрирующими головками и отсутствия механической связи между ними, становится возможным произвольное расположение этих вибрирующих головок, например, по меньшей мере двух вибрирующих головок относительно подлежащей сварке детали. За счет такой конструктивной свободы можно использовать различную геометрию обрабатываемых деталей, одновременно гарантируя надежное сварное соединение.
Способ вибрационной сварки согласно изобретению предусматривает использование вибрирующих головок, каждая из которых соединена с преобразователем частоты или иным соответствующим приводом, причем вибрирующие головки механически развязаны между собой. Способ содержит следующие операции: определение по меньшей мере одного из преобразователей частоты в качестве ведущего преобразователя, а остальных преобразователей частоты - в качестве подчиненных преобразователей, приведение в действие подчиненных преобразователей посредством по меньшей мере одного ведущего преобразователя с обеспечением режима работы вибрирующих головок, синхронного или асинхронного по частоте, фазе и амплитуде или по выбранному из указанных параметров.
Краткое описание чертежей
В дальнейшем изобретение описывается более подробно со ссылкой на сопроводительные чертежи, где
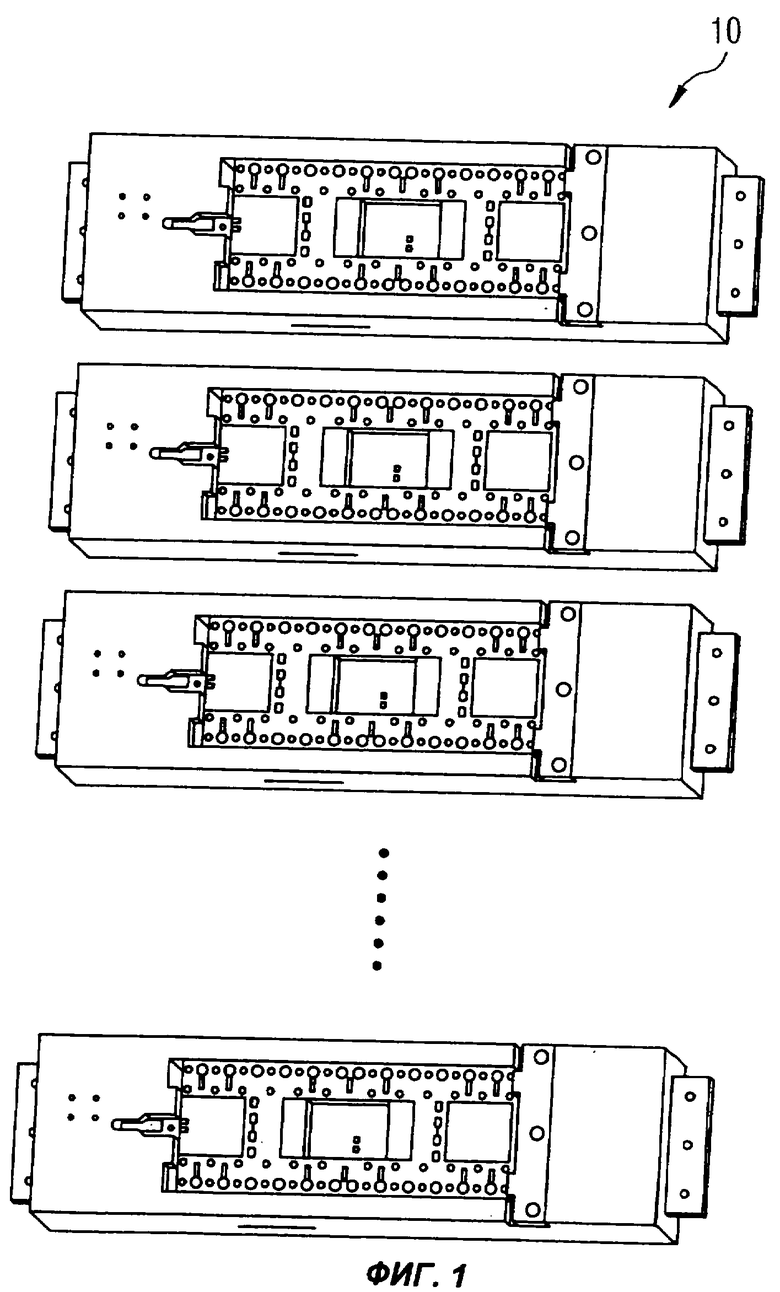
на фиг.1 показан ряд вибрирующих головок, которые работают в устройстве для вибрационной сварки механически развязанным друг от друга образом, и
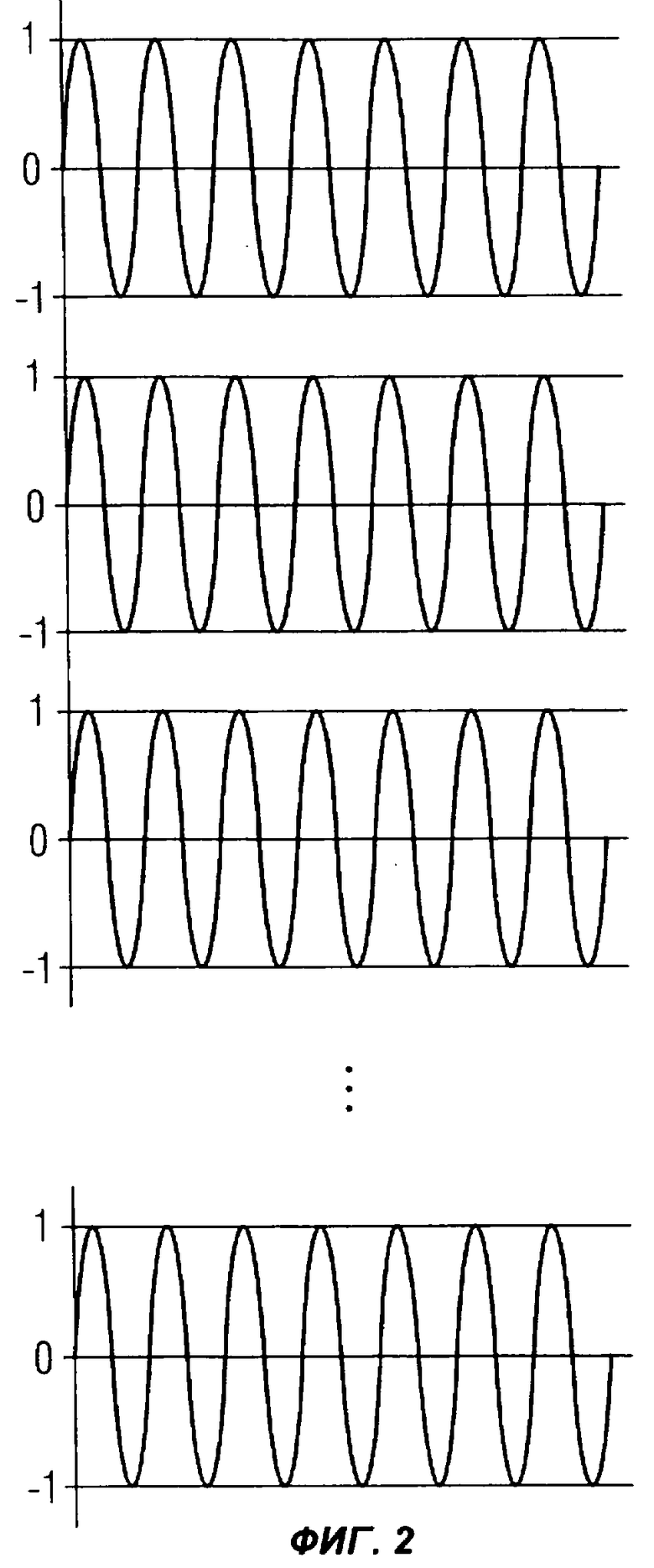
на фиг.2 представлено сравнение амплитудных сигналов нескольких вибрирующих головок.
Осуществление изобретения
Устройство для вибрационной сварки содержит ряд вибрирующих головок 10, предпочтительно две или более головки. На фиг.1 представлен пример таких вибрирующих головок 10, которые установлены механически развязанным образом в устройстве для вибрационной сварки. При таком механически развязанном расположении вибрирующих головок 10 отсутствует необходимость в регулировании или совмещении геометрии подлежащих свариванию пластмассовых деталей с компоновкой вибрирующих головок 10. Напротив, вибрирующие головки 10 могут быть расположены произвольным образом, так что возможна компоновка вибрирующих головок 10 в соответствии с любой геометрией пластмассовых деталей.
Каждая вибрирующая головка 10 соединена с преобразователем частоты или другим подходящим приводом (не показан). В свою очередь, преобразователи частоты соединены между собой посредством электрической цепи таким образом, что один преобразователь частоты функционирует в качестве ведущего преобразователя частоты (в дальнейшем - ведущий преобразователь), а другие преобразователи частоты функционируют в качестве подчиненных преобразователей частоты (в дальнейшем - подчиненные преобразователи). Такая электрическая цепь сначала требует определения одного из преобразователей частоты как ведущего преобразователя, а остальных преобразователей частоты - как подчиненных преобразователей. Ведущий преобразователь задает управляющие и/или питающие сигналы для всех преобразователей частоты вибрирующих головок 10, то есть как для него самого, так и для подчиненных преобразователей. Исходя из этого, любой преобразователь частоты, установленный в установке для вибрационной сварки с вибрирующей головкой 10 может быть определен в качестве ведущего преобразователя, так что отсутствует необходимость в отдельном преобразователе частоты или отдельном управляющем блоке для вибрирующих систем установки для вибрационной сварки. Однако в варианте изобретения в качестве ведущего преобразователя может быть предусмотрен преобразователь частоты, отделенный от вибрирующей головки 10, или отдельный управляющий блок. Также предпочтительно, чтобы ведущий преобразователь задавал не все управляющие сигналы. Например, согласно одному из вариантов осуществления, целевые амплитуды задаются не ведущим преобразователем, а индивидуальными подчиненными преобразователями.
Электрическая цепь, посредством которой соединены преобразователи частоты или ведущий преобразователь и подчиненные преобразователи, может быть построена различным образом в различных вариантах осуществления. Согласно первому варианту, ведущий и подчиненные преобразователи объединены параллельной цепью. В этом случае ведущий преобразователь управляет всеми подчиненными преобразователями, а также подключенными вибрирующими головками 10 посредством одного и того же сигнала. Все вибрирующие головки 10 таким образом работают с синхронной частотой и фазой. Кроме того, каждый подчиненный преобразователь индивидуально соединен с ведущим преобразователем, чтобы получать индивидуальное целевое значение амплитуды колебаний индивидуальной вибрирующей головки. Таким образом, задается амплитуда индивидуальных вибрирующих головок 10, управляемая заданным образом посредством ведущего преобразователя и регулируемая посредством подчиненных преобразователей. Конечно, в целом амплитуда может определяться ведущим преобразователем. Однако регулирование индивидуальных амплитуд предпочтительно осуществляется индивидуальными подчиненными преобразователями.
Согласно следующему варианту осуществления настоящего изобретения подчиненные преобразователи соединены с ведущим преобразователем посредством шинной системы (системы передачи дискретной информации). Эта шинная система обеспечивает обмен техническими данными между преобразователями частоты таким образом, что подключенные вибрирующие головки 10 полностью управляются ведущим преобразователем и шинной системой. Технические данные, передаваемые ведущим преобразователем, содержат управляющую и/или представляемую информацию для ведущих преобразователей, которая определяет частоту, амплитуду и фазирование вибрирующих головок 10.
За счет упомянутых электрических цепей, соединяющих преобразователи частоты с вибрирующими головками 10, головки работают синхронно (см. фиг.2) по частоте, фазе и амплитуде, либо по выбранному из этих параметров, либо в заданном асинхронном режиме. В данном контексте термин «синхронно» означает, что вибрирующие головки работают с одной и той же амплитудой, частотой и фазой, либо с одинаковыми параметрами, выбранными из перечисленных согласуемых параметров. Термин «асинхронно» означает, что амплитуда и фаза различных вибрирующих головок отличны друг от друга. Величина расхождения этих параметров определяется в соответствии с требованиями процесса вибрационной сварки. Например, за счет синхронной работы вибрирующих головок могут иметь место интерферирующие колебания/вибрации на рабочей детали большой площади, которые уравновешиваются или снижаются посредством асинхронного привода и работы одной или более вибрирующих головок. Такой асинхронный режим работы могут требовать геометрия рабочей детали, размер, свойства подлежащего обработке материала или другие базовые условия процесса вибрационной сварки. Для регулирования синхронной частоты определяется, при помощи соответствующего преобразователя частоты или подчиненного преобразователя, соответствующая резонансная частота вибрирующих головок 10, которая направляется на ведущий преобразователь. Ведущий преобразователь вычисляет среднее значение идентифицированных резонансных частот, на основе которого ведущий преобразователь направляет на подчиненные преобразователи или сообщает им заданное значение частоты. Амплитуда вибрирующих головок 10 управляется индивидуальным образом посредством заданного значения, которое может регулироваться заданным образом ведущим преобразователем, и которое передается на вибрирующую головку 10, связанную с соответствующим подчиненным преобразователем, через свою собственную линию или шинную систему. Амплитуды индивидуальных вибрирующих головок могут быть одинаковыми в соответствии с заданным значением или могут отличаться друг от друга.
С помощью компоновки механически развязанных вибрирующих головок 10 и одновременного, например, синхронного привода, вибрирующие головки 10 могут быть свободным образом расположены в пространстве. В результате пространственная компоновка вибрирующих головок 10 со связанными с ними преобразователями частоты или подчиненными преобразователями оптимально отрегулирована для конкретной геометрии подлежащих обработке деталей. Таким образом, с одной стороны, может быть обеспечен синхронный или заданный асинхронный привод вибрирующих головок, и, с другой стороны, устраняются ограничения, налагаемые механической связью вибрирующих головок. Предпочтительно используют две или более вибрирующие головки 10, однако, это число может варьироваться в зависимости от геометрии и размера рабочей детали. Также предпочтительно, чтобы работа вибрирующих головок начиналась и заканчивалась совместно, или чтобы после совместного начала завершение работы осуществлялось с упорядоченным по времени смещением.
Частота, фаза и амплитуда или выбранные из этих переменных предпочтительно управляются синхронным образом посредством ведущего преобразователя. Различные способы управления обуславливаются, например, геометрией рабочей детали, размером или свойствами подлежащего обработке материала. Из этого следует, что объем управления, которое должно осуществляться ведущим преобразователем, может изменяться в зависимости от соответствующего рабочего процесса, посредством чего избегаются перегрузки ведущего преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОРБИТАЛЬНОЙ СВАРКИ ТРЕНИЕМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2004 |
|
RU2353488C2 |
| ТВЕРДОТЕЛЬНЫЙ ВОЛНОВОЙ ГИРОСКОП | 2013 |
|
RU2541711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛЬТРАЗВУКОВЫХ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК | 2011 |
|
RU2486971C2 |
| СИСТЕМА ДУГОВОЙ ЭЛЕКТРОСВАРКИ | 2002 |
|
RU2275280C2 |
| ВСТРОЕННЫЕ В ТРУБОПРОВОД ИЗМЕРИТЕЛЬНЫЕ УСТРОЙСТВА И СПОСОБ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЙ ВО ВСТРОЕННЫХ В ТРУБОПРОВОД ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВАХ | 2006 |
|
RU2369842C2 |
| ВИБРАЦИОННЫЙ МАГНИТОМЕТР | 2007 |
|
RU2341810C1 |
| УЛЬТРАЗВУКОВОЙ РАСПЫЛИТЕЛЬ ЖИДКОСТИ | 2007 |
|
RU2446895C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ СТАНОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛА ДЛЯ ИСПРАВЛЕНИЯ ДЕФЕКТОВ И УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2387531C2 |
| Гомогенизатор высокого давления | 2023 |
|
RU2818423C1 |
Изобретение относится к способу и устройству вибрационной сварки и может быть использовано при сварке изделий из пластмасс. Вибрационная сварка осуществляется посредством множества механически развязанных вибрирующих головок, каждая из которых соединена с преобразователем частоты. Преобразователи частоты соединены электрической цепью таким образом, что один из преобразователей частоты функционирует в качестве ведущего преобразователя, а остальные преобразователи частоты - в качестве подчиненных преобразователей. За счет управляющего действия ведущего преобразователя обеспечивается как синхронный, так и заданный асинхронный режим работы вибрирующих головок. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Устройство для вибрационной сварки, содержащее механически развязанные вибрирующие головки (10), каждая из которых соединена с преобразователем частоты, электрическую цепь, соединяющую между собой преобразователи частоты вибрирующих головок (10), причем один из преобразователей частоты выполнен с возможностью функционирования в качестве ведущего преобразователя, а остальные преобразователи частоты - в качестве подчиненных преобразователей, с обеспечением на основе управляющего действия ведущего преобразователя синхронного или заданного асинхронного режима работы вибрирующих головок (10).
2. Устройство по п.1, отличающееся тем, что вибрирующие головки (10) выполнены с возможностью работы в режиме синхронном или асинхронном по частоте, фазе и амплитуде или по выбранному из указанных параметров.
3. Устройство по п.1, отличающееся тем, что частота и фазирование вибрирующих головок (10) задаются ведущим преобразователем, причем указанная частота определяется по среднему значению резонансных частот вибрирующих головок (10).
4. Устройство по п.1, отличающееся тем, что подчиненные преобразователи управляются ведущим преобразователем через шинную систему или параллельную цепь, объединяющую ведущий преобразователь и подчиненные преобразователи, при этом каждый подчиненный преобразователь индивидуально соединен с ведущим преобразователем для индивидуального регулирования амплитуды.
5. Устройство по п.1, отличающееся тем, что содержит по меньшей мере две вибрирующие головки (10) с преобразователями частоты, размещаемые произвольным образом относительно обрабатываемой детали.
6. Способ вибрационной сварки обрабатываемой детали, включающий использование вибрирующих головок (10), соединенных с преобразователями частоты и механически развязанных между собой, определение по меньшей мере одного из преобразователей частоты в качестве ведущего преобразователя, а остальных преобразователей частоты - в качестве подчиненных преобразователей, и приведение в действие подчиненных преобразователей посредством по меньшей мере одного ведущего преобразователя с обеспечением режима работы вибрирующих головок, синхронного или асинхронного по частоте, фазе и амплитуде или по одному из указанных параметров.
7. Способ по п.6, отличающийся тем, что приведение в действие подчиненных преобразователей осуществляют через объединение ведущего преобразователя и подчиненных преобразователей параллельной цепью, либо через соединение преобразователей частоты посредством шинной системы.
8. Способ по п.6, отличающийся тем, что используют по меньшей мере две вибрирующие головки, которые размещают произвольным образом относительно обрабатываемой детали.
9. Способ по п.6, отличающийся тем, что дополнительно задают частоту и фазы вибрирующих головок посредством ведущего преобразователя, которую определяют по среднему значению резонансных частот вибрирующих головок (10).
10. Способ по п.6, отличающийся тем, что дополнительно задают индивидуальное или совместное значение амплитуды вибрирующих головок (10) посредством ведущего преобразователя и передают указанное заданное значение на подчиненные преобразователи для обеспечения режима работы вибрирующих головок (10) с совпадающими или различными амплитудами.
| US 5880580 A, 09.03.1999 | |||
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| Система централизованного питания сварочных постов | 1985 |
|
SU1278144A2 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Многопостовая система питания | 1983 |
|
SU1172664A1 |
| US 4208001 A, 17.06.1980. | |||

