Данное изобретение относится к способу получения труб, сделанных из вяжущего материала и имеющих круглое сечение.
Данное изобретение относится к области процессов для экструзии конечных продуктов трубчатой формы, изготовленных из вяжущих материалов.
В частности, данное изобретение относится к способу получения с помощью экструзии труб, изготовленных из волокнистого цемента, с круглым сечением и малой толщиной, пригодных для пропускания жидкостей и газов при рабочем давлении, равном атмосферному или немного выше. Данное изобретение также позволяет получать конечные продукты с круглым сечением для применений в строительной и производственной области, например, таких как конструкционная опалубка и опоры.
При транспортировке питьевой воды, воды для орошения и сточных вод обычно используют различные типы труб или трубопроводов, сделанных из различных типов материалов, таких как вяжущие материалы, пластик, бетон, керамика и чугун.
Типичные трубы, изготовленные из вяжущих материалов, представляют собой трубы, сделанные из бетона, железобетона, асбоцемента и не содержащего асбеста волокнистого цемента. С другой стороны, наиболее широко применяемыми пластиками являются ПВХ, полиэтилен, полипропилен и смолы, армированные стекловолокном.
Что касается формы труб, то наиболее часто используют трубы с круглым сечением. Однако существуют и трубы, которые имеют сечение, отличное от круглого, такие как, например, круглые трубы с плоским основанием (плоским дном), эллиптические или овальные трубы, прямоугольные трубы или трубы с другими сечениями, специально сконструированные для того, чтобы способствовать максимизации потока текучей среды внутри их.
Диаметры, доступные для труб, могут изменяться, и подразделяются в зависимости от различных типов применения.
Другой важной конструктивной особенностью этих труб является их толщина; трубы, имеющие так называемую «малую толщину», обычно имеют процент пустоты в сечении выше 60%.
Что касается способов производства труб, изготовленных из вяжущих материалов, то они были известны с начала прошлого века.
В 1910 году W.R.Hume описал, в Австралийском патенте 4843/2622, способ производства труб из железобетона посредством центрифугирования, используя центробежную силу. Цилиндрическая форма с горизонтальной осью, в которую загружали бетон, вращалась с высокой скоростью, с удалением избыточной воды до получения компактного материала. Так называемые «Трубы Хьюма» производят до сих пор, все еще используя способ, основанный на центрифугировании, возможно, используя железобетон со стальными волокнами, или другие составы.
Другим способом производства, который использовали в прошлом, является способ, именуемый «Ротопресс» или «Гиропресс»; посредством этого способа трубы получали в вертикальном положении, посредством вращающейся оправки, которая уплотняла бетон, имеющий консистенцию влажной земли, в осевом направлении.
Эту систему в настоящее время заменили другими способами производства, такими как, например, виброкомпрессионной технологией, в которой снова применяют сухой бетон. В этом случае трубу, полученную в вертикальном положении, немедленно удаляют из формы и направляют на операцию отверждения.
С помощью описанных до сих пор типов способов производства получают трубы, имеющие относительно высокие толщины, которые подчиняются Европейскому стандарту EN 1916 (железобетон, неармированный бетон, бетон, армированный стальными нитями).
В дополнение к бетонным трубам известны также трубы, сделанные из волокнистого цемента, имеющие малую толщину, которые производят в основном посредством так называемого процесса Mazza (который является развитием технологии Hatschek). В этом случае типичным применяемым материалом был асбоцемент, который в настоящее время заменен так называемым волокнистым цементом из соображений, связанных с защитой окружающей среды. В способе Mazza/Hatschek используют вяжущие композиции, содержащие цемент, технологические волокна и армирующие волокна (как синтетические, так и натуральные), и другие второстепенные добавки. Полученные продукты имеют высокие механические характеристики, они чрезвычайно компактны и имеют низкие толщины.
В более позднее время было предложено использовать экструзионную технологию, широко применяемую для пластмасс, металлов, керамики, керамического камня и кирпичей, а также для вяжущих материалов. Экструзию можно осуществить с помощью периодических или прерывистых систем поршень/цилиндр («поршневая экструзия», или «капиллярная экструзия»), или же с помощью систем непрерывного действия шнек/цилиндр. За исключением керамического камня во всех других случаях экструзию проводят в горизонтальном направлении. В случае керамического камня, фактически благодаря высокой толщине труб по отношению к их длине (обычно два метра), у труб имеется жесткость во влажном состоянии, которая не вызывает деформации или искажения.
Что касается экструзии вяжущих материалов, то существующий уровень техники связан с экструдерами, имеющими два последовательных шнека, разделенных вакуумной камерой, чтобы облегчить экструзию паст под давлением. Это модели экструдеров, обычно применяемые в производстве кирпичей.
Способные к экструзии вяжущие композиции для производства труб, сделанных из вяжущих материалов, описаны в патентах США 3857715, выданном в 1974 году на имя C.W. Humphrey, и 5047086, выданном в 1991 году на имя К. Hayakawa et al.
Патент США 5658624, выданный в 1997 году на имя Anderson et al., описывает составы и способы производства различных типов изделий, основанные на гидравлическом цементе, пригодном для экструзии.
Известен также патент США 5891374, выданный в 1999 году на имя Shah et al., который описывает экструзию продуктов, армированных волокном.
Патент США 6309570 на имя Fellabaum et al. описывает вакуумную систему для улучшения экструзии вяжущих продуктов, не упоминая, однако, о трубчатых продуктах.
Из Международной патентной заявки WO 2005/ 050079 известна также экструзия армированного волокна с псевдопластичным поведением для производства труб с малой толщиной. Эта международная патентная заявка ссылается на конкретный способ экструзии, ранее описанный в патенте США 6398998 В1, который применяет для операции экструзии не шнековую систему, а метод отсасывания воды из жидкого вяжущего состава с армирующими волокнами, который вводят под давлением в разновидность коаксиального цилиндра. После извлечения воды материал формируют при высоком давлении, получая трубы, имеющие особенно малую толщину с особенно ценными механическими свойствами, с позиции пластичности.
Известна также патентная заявка США 2004/0075185 Al di Dugat et al., которая относится к системе формования на оправке (plug moulding) для вяжущих материалов с улучшенными рабочими характеристиками для производства сточных труб со стенками средней толщины. Описанная технология известна также по названием Tetris или Evolit.
Однако способы производства труб, изготовленных из вяжущих материалов, не свободны от технологических недостатков.
Одну из главных проблем, которые возникают при использовании экструзионных технологий для изготовления труб на основе цемента, представляет поддержание круглой формы на выходе из фильеры.
Трубы, полученные путем экструзии, имеют на выходе из фильеры проблему, связанную с поддержанием их формы, поскольку, из-за их веса и малой толщины, они изгибаются сами по себе, теряя свою круглую форму.
Чем ниже толщина экструдированного профиля с высоким процентом пустоты конечного продукта, тем более значительны эти возникающие технические проблемы.
«Процент пустоты» относится к процентному соотношению между пустой поверхностью и заполненной поверхностью трубчатого продукта. Чем выше этот процент, особенно при наличии конечных продуктов с большими размерами, тем критичнее возникает проблема поддержания формы.
Эта проблема не ограничена областью труб на основе цемента, но она относится также к трубам, сделанным из пластичных материалов, таким как, например, трубы из ПВХ и ПЭ. В области пластичных материалов эта проблема была по меньшей мере частично решена путем пропускания трубы в охлаждаемый калибратор, который, вызывая быстрое отверждение пластика, также обеспечивает его круглую форму.
Однако это техническое решение можно применить только к пластичным материалам, поскольку, так как их экструдируют при высоких температурах, их охлаждение вызывает отверждение, закрепляя их форму.
И наоборот, техническая проблема поддержания круглой формы остается нерешенной в области конечных продуктов и труб на основе цемента, поскольку в противоположность тому, что происходит с пластичными материалами, экструзию проводят в условиях контролируемой температуры.
Проблема сохранения формы труб на основе волокнистого цемента, имеющих малую толщину, дополнительно увеличивается из-за высокой потребности рынка в этом типе тонких труб. Больший процент пустоты в сечении трубы фактически соответствует, при таком же номинальном диаметре, большей легкости трубы и, следовательно, более низкой стоимости на погонный метр конечного продукта.
Однако при нормальных условиях проведения процесса экструзии малая толщина трубы может вызвать потерю ее округлой формы, которая, с другой стороны, должна быть гарантирована в отвержденном продукте, чтобы обеспечить его конечную приемлемость.
В области данного изобретения этот признак обозначается также как «прочность заготовки» экструдированного продукта, или также «стабильность формы».
«Прочность заготовки» или «стабильность формы» в данном изобретении соотносится со способностью только что экструдированного конечного продукта поддерживать его форму (или геометрию) непосредственного после выхода из фильеры экструдера.
Эта концепция пространно изложена в патенте США 5658624, упомянутом выше в отношении экструзии труб.
Возможность получения соответствующей прочности заготовки экструдированного продукта обычно связана с различными составами или параметрами процесса, например плотностью твердых компонентов; низким соотношением вода/твердое вещество в пасте, что также коррелирует с механической стойкостью материала; давлением экструзии; возможностью использовать фильеру с нагревом; возможностью использовать химические соединения, способные активироваться при нагревании для отверждения выходящего материала.
Следует также отметить, что проблема, связанная со сложностью сохранения формы, даже не позволяет трубчатому конечному продукту иметь соответствующую длину, которую следовало бы получить.
Дальнейшее развитие вышеупомянутого патента представлено процессом, описанным в патенте США 5545297, в котором дальше по ходу процесса за фильерой введена сложная механическая система для непрерывного наматывания нити, чтобы получать трубы с высокой прочностью и малой толщиной. Эта система для намотки позволяет также получать более жесткие трубы, которые сохраняют свою круглую форму. Однако описанная система является несколько усложненной и дорогой, и не решает проблему соответствующим образом.
Другой документ, который относится к поддержанию круглой формы экструдируемых труб, представляет собой международную патентную заявку WO 2005/050079 А1, выданную на имя Rocia Pty Ltd. Эта заявка описывает производство труб из волокнистого цемента, имеющих малую толщину, посредством экструзионного процесса с частичным обезвоживанием, который включает удаление воды из материала в ходе экструзии. Уровень конечного соотношения вода/связующее составляет порядка 0,20, что совпадает с тем, что указано в литературе, для получения соответствующей механической стойкости и, следовательно, в этом случае - труб с улучшенными рабочими характеристиками и малой толщиной.
Однако даже в этом случае проблема сохранения круглой формы после экструзии не решается удовлетворительно, поскольку в описании указано, что допустимым является в существенной степени постоянной сечение по длине трубы, не обязательно круглое.
Таким образом, на существующем в настоящее время уровне техники проблема изгиба труб из волокнистого цемента на выходе из экструзионной фильеры, которая возникает в результате их веса и малой толщины, осталась нерешенной.
Поэтому одна из задач данного изобретения заключается в обеспечении способа получения труб, сделанных из вяжущего материала, имеющих круглое сечение, который позволяет в существенной степени поддерживать форму конечного продукта непосредственно после фазы экструзии.
Другая задача данного изобретения заключается в обеспечении способа, который позволяет получать трубы, сделанные из волокнистого цемента, с малой толщиной, который стабильно сохраняет их круглую форму после экструзии.
Другой аспект данного изобретения заключается в обеспечении способа сохранения, на выходе из фильеры, круглой формы трубы из волокнистого цемента, полученной с помощью экструзии.
Ввиду вышеуказанных задач в соответствии с первым аспектом данного изобретения обеспечен способ получения трубы, сделанной из вяжущего материала, имеющей круглое сечение, в соответствии с п.1 Формулы изобретения.
Другие дополнительные признаки способа по данному изобретению указаны в прилагаемых зависимых пунктах 2-16.
В соответствии с одним из аспектов способа по данному изобретению конечный продукт на основе цемента или трубу, имеющую круглую геометрию, подвергают после экструзии вращению, вращая внутри трубчатой противоформы.
Операцию вращения, осуществляемую для сохранения круглой формы трубы, проводят обычно в периодически изменяющемся направлении и продолжают до тех пор, пока не достигают степени отверждения, которая обеспечивает сохранение круглой формы.
В одном из примеров реализации данного изобретения эта операция перемещения начинается на выходе из экструдера и включает вращение трубы в периодически изменяющемся направлении внутри трубчатой противоформы, соответствующим образом размещенной в непосредственном контакте с фильерой экструдера. Таким образом, выходящая из фильеры труба попадает в туннель, состоящий из противоформы, в который она входит на предварительно установленную длину до операции резки и последующего перемещения.
Указанная противоформа обычно представляет собой трубу, имеющую круглое сечение, сделанную из металла или пластмассы, например ПВХ или ПЭ.
Только что экструдированная труба, сделанная из вяжущего материала, способна проходить через эту форму без помощи съемника и/или внешнего перемещающего устройства, например, на длину до 6 метров, частично прилегая к стенкам формы, особенно в нижней части.
В соответствии с одним из примеров реализации при достижении желаемой длины систему труба-трубчатая противоформа режут и направляют на систему вращения на роликах в периодически изменяющемся направлении.
В ходе операции прохождения трубы в противоформу, а также далее в ходе операций резки и перемещения, перед операцией вращения, которые обычно продолжаются до 30 минут после экструзии, экструдированная труба имеет деформированное очертание с потерей ее круглой формы. Однако поскольку явления отверждения материала на основе цемента еще не произошли, то, благодаря высокой технологичности последнего, операция вращения позволяет в совершенстве восстановить круглую форму.
Время начала отверждения материала на основе цемента является переменным, и обычно составляет около 2 часов после экструзии.
Комбинацию труба - трубчатая противоформа обычно поддерживают при вращении в периодически изменяющемся направлении со скоростью обычно в диапазоне от 0,2 об/мин до 10 об/мин, в течение времени от 2 до 5 часов, в зависимости от размеров трубы.
Для роликов вращающего устройства, позволяющего избежать изменения формы трубы на овальную, имеющих диаметр 220 мм, диапазон скоростей предпочтительно составляет от 0,4 до 7,5 об/мин, более предпочтительно от 0,4 до 3 об/мин, до тех пор, пока не будет достигнута степень отверждения, необходимая для обеспечения сохранения формы.
Для того чтобы извлечь экструдированную трубу, она должна быть твердой, даже если ее твердость и не соответствует концу процесса дегидратации цемента, но она должна достигать такой степени твердости, которая позволяет перемещать ее, не вызывая заметной деформации.
Например, в отношении условий по температуре и влажности, которые можно применить в ходе стадии вращения, отверждение труб может происходить в диапазоне от 30 минут до 3 часов, более предпочтительно от 1 до 2 часов.
Затем цементную трубу извлекают из трубчатой противоформы и направляют в систему окончательного отверждения.
Диаметр противоформы, который должен быть больше, чем внешний диаметр экструдированной трубы, преимущественно не должен чрезмерно превышать диаметр экструдированных труб, чтобы не подвергать опасности окончательные характеристики конечного продукта. Было замечено, что предпочтительно иметь припуск для противоформы в отношении ее внутреннего диаметра в диапазоне от 0,4 до 3%, а более предпочтительно от 0,8 до 2% более по отношению к внешнему диаметру экструдированной трубы.
Способ по данному изобретению позволяет получить трубы, имеющие правильную круглую форму, с типичной длиной до трех метров, практически без трещин, вызванных усадкой или механическими напряжениями, с хорошими механическими характеристиками.
В соответствии с воплощением данного изобретения способ по данному изобретению рассматривает использование автоматической калибровочной установки, включающей серию калибровочных форм для того, чтобы увеличить скорость производства и снизить время извлечения из противоформы.
В частности, цементная труба выходит из экструдера и продвигается вперед, проходя через первый калибратор предварительно установленной длины; указанный калибратор поддерживает серия роликов, которые передают движение собственного вращения. Когда труба достигает конца калибратора, ее режут, и калибратор начинает вращаться со скоростью обычно от 1 до 100 об/мин, предпочтительно от 5 до 75 об/мин, более предпочтительно от 10 до 30 об/мин. Это вращение передает центробежную силу цементной трубе и заставляет ее плотно прилегать к стенкам калибратора, поддерживая ее круглую форму.
В одном из примеров реализации данного изобретения на внешней стороне калибратора имеется система нагревания, которая, путем нагревания цементного конечного продукта, ускоряет процесс отверждения. В течение этого времени первый калибратор движется от волочильной доски, оставляя пространство для второго калибратора перед головкой экструдера, чтобы принять вторую трубу; то же самое происходит и с другими имеющимися калибраторами.
Согласно данному изобретению в конце цепи перемещений имеется система экстракции, включающая работающий под давлением цилиндр для извлечения жесткой трубы; затем цепная система перемещает пустой калибратор за экструдер, чтобы повторить цикл.
Эта система является чрезвычайно гибкой в отношении диаметров, которые следует получить, поскольку она состоит из взаимозаменяемых форм различных размеров, размещаемых внутри установки для калибровки.
Согласно другому примеру реализации способа по данному изобретению после затвердевания трубы подвергают циклу окончательного отверждения, который может состоять или из обработки водой, или при комнатной температуре, или при нагревании, предпочтительно не выше 80°С; или из обработки в стационарных климатических камерах и/или в туннелях на линии при условиях, контролируемых по температуре, предпочтительно при максимальной температуре 50°С, и по влажности.
Трубы, полученные способом по данному изобретению, сделаны на основе вяжущего материала или волокнистого цемента; при этом последний термин включает материалы на основе цемента, содержащие армирующие волокна натурального или синтетического типа.
Способ по данному изобретению особенно пригоден для производства труб с круглой геометрией и малой толщиной, обычно имеющих процент пустоты в сечении более 60%, предпочтительно более 70%.
Более высокий процент пустоты соответствует, при том же номинальном диаметре, более высокой легкости трубы, которая, при аналогичном составе волокнистого цемента, в свою очередь соответствует более низкой стоимости на погонный метр продукта, как указано в Таблице.
Малая толщина, относящаяся к данному случаю, будет, для такого же номинального диаметра, ниже, чем толщина трубы, сделанной из армированного или неармированного бетона традиционного типа, или из керамического камня.
Это значение очень близко к значению для труб, сделанных из асбоцемента и больше не используемых, однако имеющих механические характеристики, которые, в среднем, все еще выше, чем характеристики труб, сделанных их волокнистого цемента без асбеста.
Способ по данному изобретению обычно позволяет получить конечный продукт, имеющий круглое сечение, такой как трубы, фитинги и комплектующие детали для систем, по которым жидкость движется самотеком, в соответствии с нормативной документацией UNI EN 588-1, и для сточных систем для строительства в соответствии с нормативной документацией UNI EN 12763.
Трубы, имеющие круглое сечение, полученные по способу в соответствии с данным изобретением, используют в многочисленных областях, например в системах стоков, таких как системы для размещения сточных вод, или в дренажных системах, а также и для использования под давлением или в других типах транспортирования жидкостей или газов, при рабочем давлении, равном атмосферному или немного выше; или в качестве конструкционной опалубки, для изготовления круглых опор или других цилиндрических элементов в строительной промышленности.
Признаки и преимущества примера реализации способа получения труб, имеющих круглое сечение, сделанных из вяжущего материала, в соответствии с данным изобретением, станут более очевидными из последующего иллюстративного и не ограничивающего описания, ссылающегося на прилагаемые схематические чертежи, на которых:
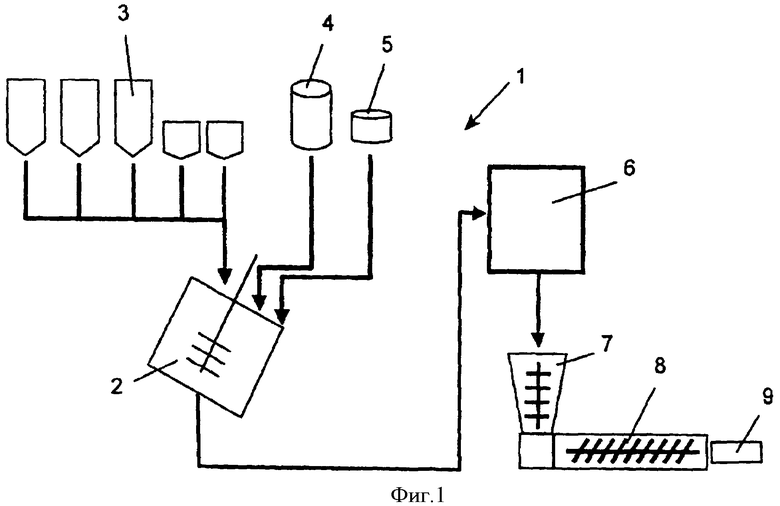
Фиг.1 схематически представляет пример реализации способа получения трубы, имеющей круглое сечение, по данному изобретению;
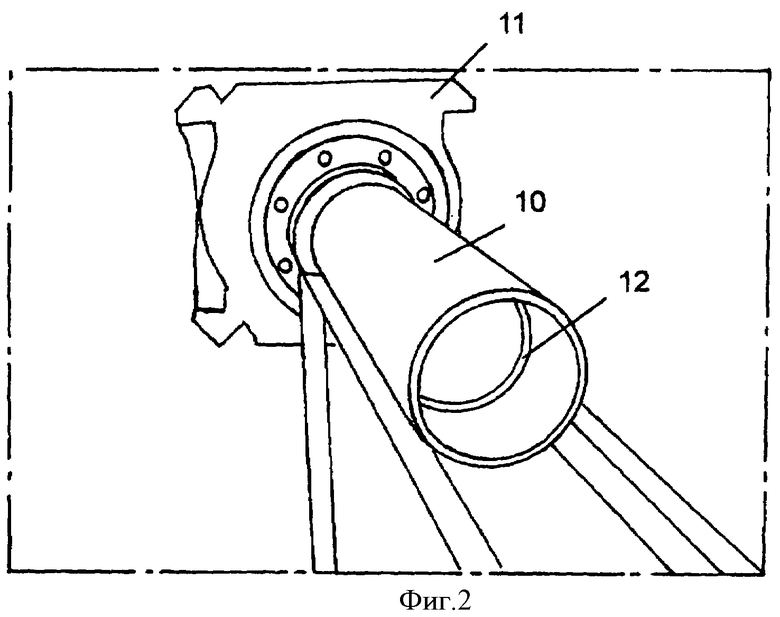
Фиг.2 иллюстрирует пример реализации операции экструдирования трубы, сделанной из волокнистого цемента, внутрь противоформы;
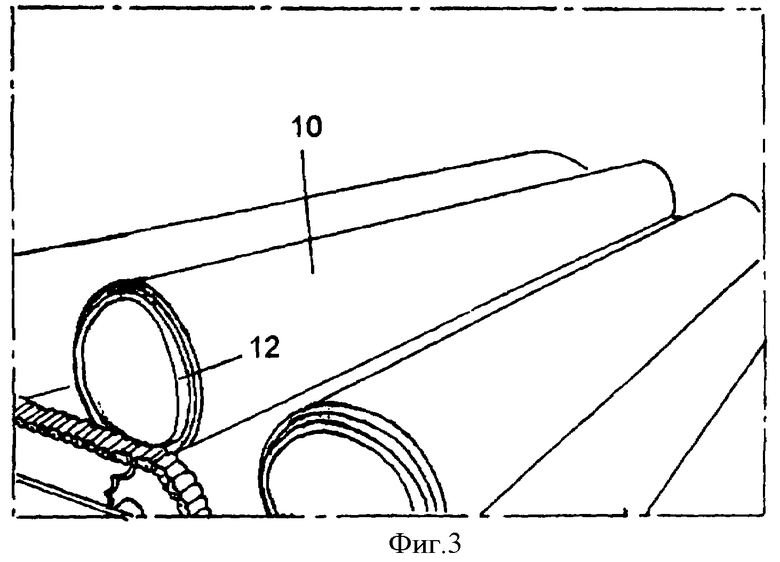
Фиг.3 иллюстрирует перемещающую систему роликов комбинированного блока труба - трубчатая противоформа;
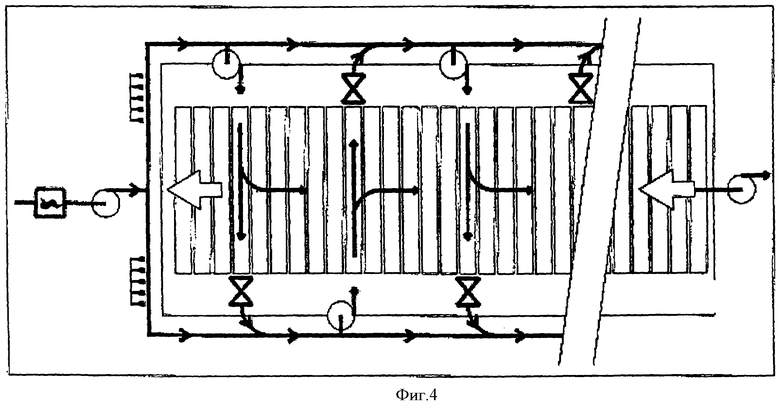
Фиг.4 схематически иллюстрирует вал, препятствующий приобретению трубой овальной формы, с линиями подачи горячего воздуха;
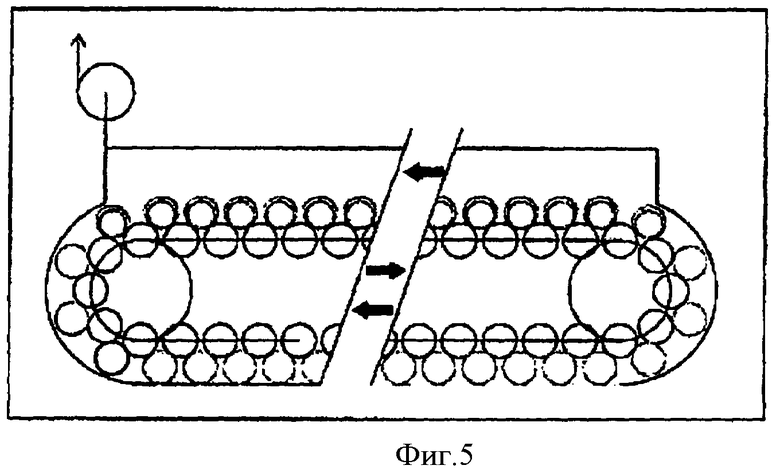
Фиг.5 схематически иллюстрирует систему подачи формы ниже по ходу процесса от экструдера;
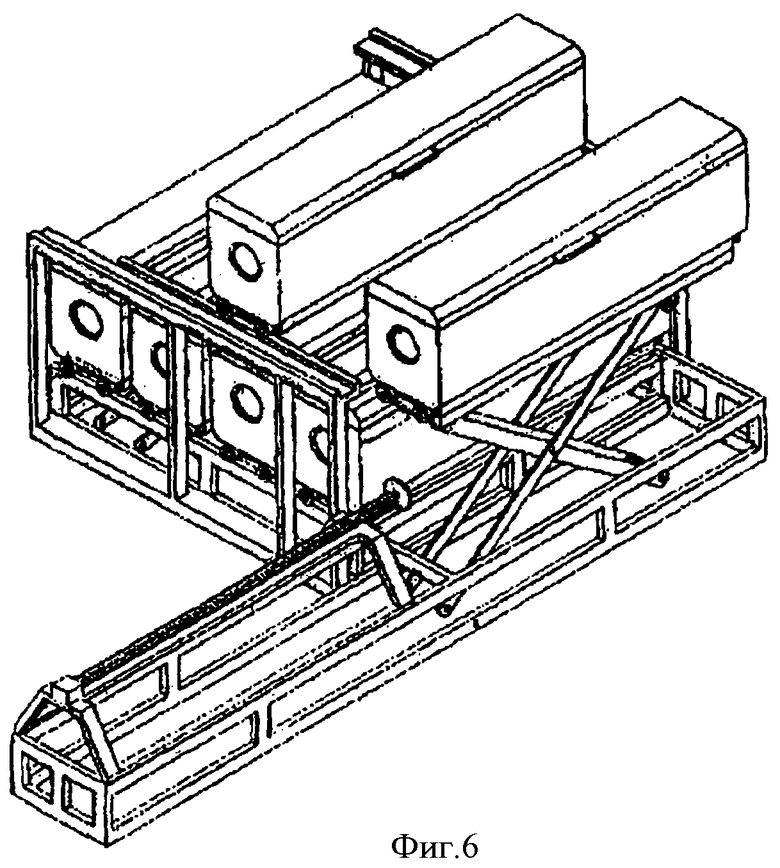
Фиг.6 иллюстрирует автоматическую калибровочную установку, включающую 6 форм-калибраторов.
На Фиг.1 схематически изображены предварительные операции одного из примеров реализации способа 1 производства труб, имеющих круглое сечение, сделанных из вяжущего материала. В смеситель 2 загружают:
- твердый компонент на основе цемента, который обычно включает один или более компонентов, выбранных из цемента, песка, инертных материалов, наполнителей минерального или пуццоланового происхождения, различных типов волокон, таких как полимерные, металлические, стеклянные, углеродные волокна и загустители, которые хранят в серии бункеров 3, предпочтительно работающих под действием силы тяжести,
- воду 4, которую хранят в бункере для жидкостей 4,
- добавки 5, обычно пластифицирующие добавки, которые хранят в отдельном бункере 5.
Затем компоненты в твердой фазе смешивают в смесителе 2, обычно интенсивного типа, в течение времени предпочтительно в диапазоне от 1 до 5 минут, в зависимости от характеристик смесителя и наружной температуры, до тех пор, пока не получится однородная смесь. Затем добавляют жидкие компоненты, включая воду, и смешивание продолжают в течение времени, которое обычно составляет в диапазоне от 1 до 5 минут, в зависимости от характеристик смесителя и наружной температуры.
В конце фазы смешивания смесь может находиться в различных полутвердых формах, от влажного порошка до маленьких гранул, или в форме пасты. Полученную таким образом систему предпочтительно собирают в промежуточный сборный ящик перед тем, как направить ее, с помощью транспортирующего устройства, в установку для приготовления пасты или в гомогенизирующий смеситель 6.
Этот аппарат 6 имеет функцию преобразования влажного порошка, полученного на операции смешивания, в пасту, путем приложения высокого напряжения сдвига.
Прохождение материала на основе цемента через этот аппарат 6 улучшает операцию экструзии для пасты, имеющей низкое содержание воды.
Согласно воплощению данного изобретения полужидкую систему, полученную в форме пасты, собирают в ящик и направляют на транспортере для питания экструдера. Экструдер предпочтительно представляет собой тип экструдера с двумя шнеками, расположенными последовательно, например, типа, производимого компанией Haendle. Этот экструдер с двойным шнеком снабжен, например, двумя шнеками, расположенными под прямым углом в отношении друг друга; из них второй шнек 8, расположенный горизонтально, обычно имеющий диаметр 350 мм, пригоден для уплотнения материала также и при высоких давлениях. Упомянутый экструдер особенно пригоден для материалов с высокой вязкостью, которые производят значительное трение, как вяжущие материалы. Первый шнек 7, который расположен вертикально, используют для загрузки материала, а второй горизонтальный 8 - собственно для фазы протягивания, в соответствии с волочильной доской; может достигаться обычно максимальное внутреннее давление порядка 5 МПа (50 бар), предпочтительно около 4 МПа (40 бар); между этими двумя областями имеется камера для создания вакуума, чтобы получать максимальное уплотнение материала для хорошей обработки поверхности конечного продукта.
Операцию экструзии предпочтительно осуществляют в условиях контролируемой температуры, посредством системы охлаждения, чтобы обеспечить высокую технологичность паст, замедляя, таким образом, кинетику гидратации цемента.
При этих условиях (диаметр второго шнека 350 мм) возможно, например, экструдировать трубы, имеющие внутренний диаметр, также называемый номинальным диаметром (НД), в соответствии с UNI EN 588-1 и UNI EN 12763, в диапазоне от 150 до 350 мм, с толщиной в диапазоне от 10 до 22 мм и длиной от 1 до 5 метров.
Обычно труба, выходящая из экструзионной фильеры, проходит в круглую форму из пластика или металлического материала 9, обычно расположенную в контакте с фильерой экструдера. Когда достигнута желаемая длина, экструдированный субстрат режут и направляют, вместе с формой, на систему валков, вращающихся в периодически изменяющемся направлении.
После затвердевания полученные трубы можно подвергнуть циклу окончательного отверждения, например, путем обработки водой при комнатной температуре или нагретой, или на обработку в стационарных климатических камерах и/или в туннелях, совместно с соблюдением условий по контролируемым температуре (максимум 50°С) и влажности.
Фиг.2 иллюстрирует трубчатую противоформу 10, расположенную непосредственно в контакте с фильерой экструдера 11. Только что экструдированный трубчатый конечный продукт 12, выходящий из фильеры экструдера 11, направляют в трубчатую противоформу 10. Труба 12, сделанная из вяжущего материала, проходит через указанную форму 10 без помощи съемника и/или внешнего перемещающего устройства и, после достижения желаемой длины, трубу режут и направляют, вместе с ее формой 10, к системе перемещения труб посредством вращения.
Фиг.3 иллюстрирует пример реализации операции вращения способа по данному изобретению, где используют движущуюся систему валков для объединенного блока труба - трубчатая противоформа. Эту операцию предпочтительно начинают в пределах 30 минут после экструзии. Поскольку явления затвердевания материала еще не произошло, из-за его высокой технологичности, операция вращения на валках позволяет в совершенстве восстановить круглую форму экструдированного продукта. Комбинацию труба 12 - противоформа 10 поддерживают в состоянии вращения в периодически изменяющемся направлении при минимальной скорости 0,2 об/мин и максимальной скорости 10 об/мин (для роликов устройства, препятствующего принятию овальной формы, имеющих диаметр около 220 мм - эта скорость может изменяться в соответствии с диаметром валков калибратора и расстоянием между осями самих валков) в течение времени, обычно изменяющегося от 2 до 3 часов, до тех пор, пока не будет получена такая степень затвердевания, которая гарантирует сохранение круглой геометрии трубы.
При рассмотрении фиг.4 и 5 они схематически изображают функционирование примера реализации системы валков, входящих в состав вращающего устройства, препятствующего принятию овальной формы, с линиями подачи горячего воздуха, а также системы подачи форм ниже по ходу процесса от экструдера. Эта система позволяет получить трубы, имеющие правильную круглую форму и длину до трех метров, без трещин, возникающих из-за усадки или механических напряжений, с окончательными механическими характеристиками примерно на 50% выше, чем значение, полученное при использовании способов существующего уровня техники.
Фиг.6 иллюстрирует другой пример реализации системы, проиллюстрированной на Фиг.4 и 5, который рассматривает автоматическую калибрующую установку, включающую серию форм калибратора. В частности, показана автоматическая калибрующая установка, включающая 6 форм калибратора. Это количество калибраторов является чисто иллюстративным, поскольку оно связано с часовой производительностью экструзионной установки.
Цементные трубы выходят из экструдера и перемещаются вперед, проходя в первый калибратор установленной предварительно длины; указанный калибратор поддерживает серия роликов, которые передают движение собственного вращения. Когда труба достигает конца калибратора, ее режут, и калибратор начинает вращаться с изменяющейся скоростью, например, от 1 до 100 об/мин, предпочтительно от 5 до 75 об/мин, более предпочтительно от 10 до 30 об/мин. Это вращение сообщает цементной трубе центробежную силу, которая заставляет ее прилегать к стенкам калибратора, поддерживая ее круглую форму.
В одном из примеров реализации на внешней стороне калибратора расположена нагревающая система, которая, нагревая цементный продукт, ускоряет процесс затвердевания. В течение этого времени первый калибратор перемещается от волочильной доски, оставляя перед головкой экструдера место для второго калибратора, чтобы принять вторую трубу; то же самое происходит и для остальных 4 имеющихся калибраторов. В конце транспортной цепи обычно имеется система извлечения с работающим под давлением цилиндром для извлечения жесткой трубы; система цепной линии, который возвращает пустой калибратор в положение ниже экструдера по ходу технологического процесса, чтобы повторить цикл.
Эта система является чрезвычайно гибкой в отношении диаметров, которые должны быть получены, поскольку она состоит из взаимозаменяемых форм различных размеров, расположенных внутри установки для калибровки.
Следующий пример обеспечен чисто с целью иллюстрации данного изобретения, и его не следует рассматривать как ограничивающий его пределы охраны, как они указаны в прилагаемой Формуле изобретения.
Пример
Трубы получали способом по данному изобретению; все они соответствовали требованиям, необходимым по нормативам UNI EN 588-1 и UNI EN 12763. Эти трубы имели среднюю толщину 12,5 мм (НД 200 мм для трубы). Допуски в отношении внутреннего диаметра с запасом попадали в допуски, указанные нормативами UNI EN 588-1 для НД<1200 (<4,5 мм). Полученные таким образом трубы имели значение стойкости к раздавливанию 25 кН/мл, что выше значения, указанного для упомянутых диаметров (НД 200 мм), соответственно, 18 кН/мл для труб группы 90 (нагрузка для единой внутренней поверхности 90 кН/м2 и 24 кН/мл для группы 120, которая представляет больший коммерческий интерес).
Изобретение относится к способу получения путем экструзии труб, сделанных из вяжущего материала, имеющих круглое сечение и малую толщину, пригодных для пропускания жидкостей и газов при рабочем давлении, равном атмосферному или несколько выше. Цель изобретения - обеспечение способа получения труб, имеющих круглое сечение, который позволяет в существенной степени поддерживать форму конечного продукта непосредственно после фазы экструзии. Способ получения труб путем экструзии пасты на основе цемента включает операцию вращения только что экструдированной трубы внутри трубчатой формы. Экструдированной трубе сообщают центробежную силу для предохранения ее круглой формы до достижения степени отверждения этого вяжущего материала. Операция вращения только что экструдированной трубы включает вращение в периодически изменяющемся направлении со скоростью в диапазоне от 0,2 об/мин до 10 об/мин. Противоформа имеет припуск в отношении ее внутреннего диаметра в диапазоне от 0,4 до 3% по отношению к внешнему диаметру только что экструдированных труб. Операцию вращения осуществляют в течение периода времени в диапазоне от 30 минут до трех часов. 3 н. и 8 з.п. ф-лы, 6 ил., 1 табл.
1. Способ получения труб, сделанных из вяжущего материала, имеющих круглое сечение и малую толщину, путем экструзии пасты на основе цемента, отличающийся тем, что он включает операцию вращения только что экструдированной трубы внутри трубчатой формы, сообщая только что экструдированной трубе центробежную силу, что предохраняет ее круглую форму до достижения степени отверждения этого вяжущего материала, причем указанная операция вращения только что экструдированной трубы включает вращение в периодически изменяющемся направлении, комбинацию только что экструдированной трубы и трубчатой противостоящей формы поддерживают при вращении в периодически изменяющемся направлении со скоростью в диапазоне от 0,2 об/мин до 10 об/мин, указанная противоформа имеет припуск в отношении ее внутреннего диаметра в диапазоне от 0,4 до 3% по отношению к внешнему диаметру только что экструдированной трубы и указанную операцию вращения осуществляют в течение периода времени в диапазоне от 30 мин до 3 ч.
2. Способ по п.1, отличающийся тем, что он включает операцию отверждения труб.
3. Способ по п.1, отличающийся тем, что указанные трубы с круглым сечением имеют процент пустоты в сечении выше 60%.
4. Способ по п.1, отличающийся тем, что указанный процент пустоты в сечении составляет выше 70%.
5. Способ по п.1, отличающийся тем, что указанные трубы сделаны из волокнистого цемента.
6. Способ по п.1, отличающийся тем, что указанные трубчатые формы включают по меньшей мере одно автоматическое калибрующее устройство, включающее по меньшей мере две формы-калибратора.
7. Способ по п.6, отличающийся тем, что указанное автоматическое калибрующее устройство включает средства нагревания для непосредственного нагревания формы-калибратора, содержащей экструдированный цементный конечный продукт.
8. Способ по п.7, отличающийся тем, что указанные средства нагревания включают по меньшей мере один излучатель инфракрасных лучей.
9. Способ по п.8, отличающийся тем, что указанное автоматическое калибрующее устройство включает серию роликов для самостоятельного вращения указанной формы-калибратора.
10. Труба, изготовленная из вяжущего материала, имеющая круглое сечение и малую толщину, полученная способом по любому из пп.1-9.
11. Способ получения конечного продукта, сделанного из вяжущего материала, имеющего круглое сечение и малую толщину, включающий операции:
смешивания смеси на основе цемента с водой с образованием влажного порошка на основе цемента;
гомогенизации указанного влажного порошка в установке для изготовления пасты, чтобы получить пасту на основе цемента, пригодную для экструзии;
экструзии указанной пасты на основе цемента в экструдере с образованием конечного продукта на основе цемента, имеющего в существенной степени круглое сечение;
перемещения указанного вяжущего продукта, имеющего, по существу, круглое сечение, внутрь трубчатой формы, размещенной в непосредственной близости к фильере экструдера, с образованием комбинации конечный продукт - трубчатая форма;
резки указанной системы конечный продукт - трубчатая форма;
вращения системы конечный продукт - трубчатая форма, сообщая центробежную силу только что экструдированной трубе, что позволяет сохранить круглую форму продукта до достижения цементирующим материалом степени отверждения;
причем указанная стадия вращения системы конечный продукт - трубчатая форма включает вращение в периодически изменяющемся направлении;
указанную систему конечный продукт - трубчатая форма поддерживают при вращении в периодически изменяющемся направлении со скоростью в диапазоне от 0,2 об/мин до 10 об/мин;
указанная трубчатая форма имеет припуск в отношении ее внутреннего диаметра в диапазоне от 0,4 до 3% по отношению к внешнему диаметру экструдированного конечного продукта, и
указанную операцию вращения осуществляют в течение периода времени в диапазоне от 30 мин до 3 ч.
| JP 1160612 A, 23.06.1989 | |||
| Масляное уплотнение радиального типа | 1975 |
|
SU544046A1 |
| JP 2003026466 А, 29.01.2003 | |||
| Установка для изготовления изделий со сквозными продольными пустотами из бетонных смесей | 1987 |
|
SU1608054A1 |

