Изобретение относится к области оборудования для изготовления стеклопластиковых труб средних и крупных размеров (длина до 10 метров и более, диаметр до метра и более), как однослойных, так и многослойных.
Известна установка для изготовления стеклопластиковых труб по патенту РФ №2283767 от 20.05.2006 г., МПК B29D 23/00. Установка содержит оправку, устройства для намотки и полимеризации пластмасс, стапель-съемник с ложементами и тянущим приводом для оправки и стеллаж с термопластовыми трубами (полузаготовки). Здесь перед намоткой второго слоя оправку втягивают в термопластовую трубу, а после намотки второго слоя вытягивают из готовой (комбинированной) трубы.
Недостатком устройства является необходимость в постоянном втягивании и вытягивании оправки. Эти процессы осуществляются при наличии значительного натяга в сопряжении оправки с пластиковой трубой. Кроме того, при длинных трубах имеет место их прогиб, увеличивающий натяг, а при трубах большого диаметра отрицательную роль играет их вес. Тянущие приводы должны создавать большие усилия на всем пути втягивания и вытягивания оправки (до 10 метров и более)
Целью изобретения является устранение данных недостатков.
Данная цель достигается тем, что существенно изменяется конструкция устройства. Новое устройство включает оправку с осью вращения в виде центральной трубы с внутренними и наружными продольными ребрами жесткости и наружной рабочей стенкой, выполненной в виде составной трубы, состоящей из нескольких продольных подвижных секторов и такого же количества продольных неподвижных секторов, устройства для соединения подвижных секторов оправки с центральной трубой, размещенные между наружными ребрами жесткости, станок с ложементами для размещения концов центральной трубы оправки, играющей роль оси вращения оправки, привод для вращения оправки, устройства для намотки и полимеризации пластмасс, каталку с удлинителем оси вращения оправки и тянущим приводом для осевого снятия пластиковой трубы с оправки.
Устройство для соединения подвижных секторов оправки с центральной трубой образовано следующим образом. Каждый подвижный сектор с внутренней стороны снабжен несколькими, равномерно расположенными по длине сектора, зацепами в виде стержня с прямоугольной головкой, а центральная труба между наружными ребрами жесткости снабжена несколькими короткими захватами, обеспечивающими свободный ход подвижного сектора на величину 10-15 см и выполненными в виде квадратного корпуса с продольным прямоугольным сквозным каналом по ширине квадратной головки зацепа и продольной сквозной прорезью в верхней грани корпуса под диаметр стержня зацепа.
Устройство для соединения подвижных секторов оправки с центральной трубой имеет свободный ход длиной 10-15 сантиметров.
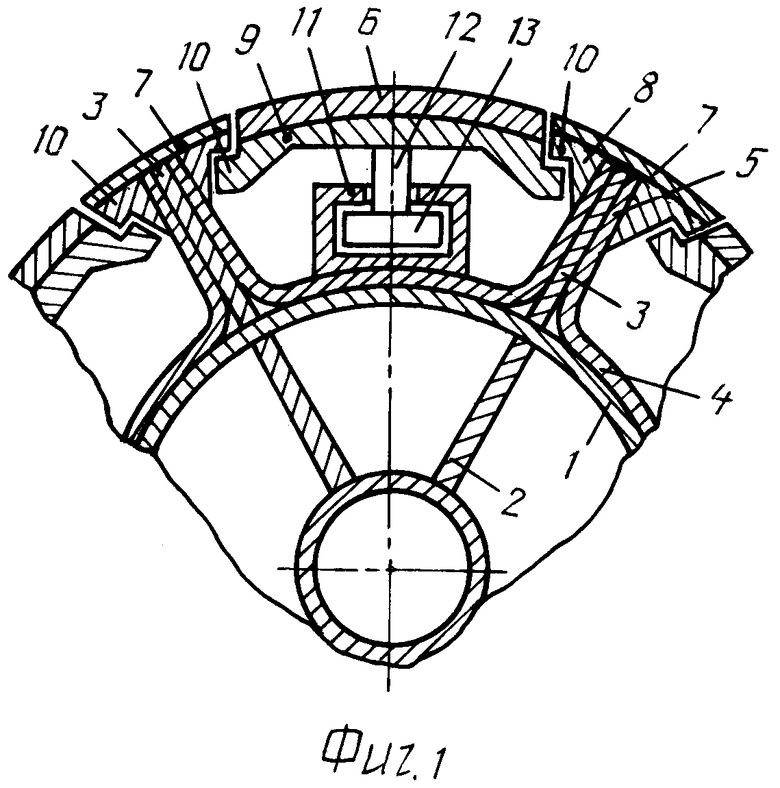
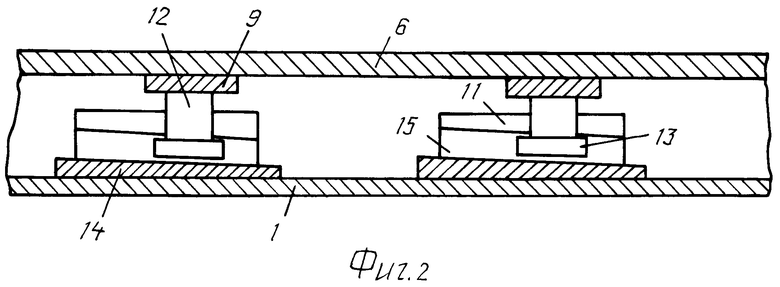
Схема поперечного сечения оправки показана на Фиг.1, а схема размещения узлов соединения подвижных секторов оправки с центральной трубой (осью вращения), показана на Фиг.2. На Фиг.1 обозначено: 1 - труба центральная; 2, 3 - внутренние и наружные продольные ребра жесткости трубы; 4, 5 - сегмент и ребро сегмента; 6 - подвижный сектор наружной трубы оправки; 7 - неподвижный сектор трубы оправки (вкладыш); 8 - ложемент для неподвижного вкладыша; 9 - шпангоут подвижного сектора; 10 - ограничители вертикальных перемещений подвижных секторов оправки; 11 - захват; 12, 13 - стержень и головка зацепа.
На Фиг.2 обозначено: 1 - труба центральная; 6 - подвижный сектор трубы оправки; 9 - шпангоут подвижного сектора трубы оправки; 12, 13 - стержень и головка зацепа; 11, 14 - полка и основание захвата; 15 - продольный прямоугольный сквозной канал захвата.
Первоначальный сдвиг подвижных секторов оправки относительно изделия после намотки и полимеризации осуществляется с помощью индивидуальных технических средств, размещаемых между кронштейнами суппорта и торцами подвижных секторов оправки.
Снятие изделия с оправки после сдвига ее секторов осуществляется при помощи удлинителя оси оправки и тянущего привода, размещенных на специальной каталке. Удлинитель каталки жестко скрепляется с трубой оси вращения оправки; свободный торец удлинителя с помощью подъемных средств приподнимается, ближайший ложемент оси вращения освобождается; с помощью тянущего привода каталки пластиковая труба перемещается с оправки на удлинитель каталки; свободный торец удлинителя опускается, концевой ложемент оси вращения оправки восстанавливается; удлинитель каталки отсоединяется от оси оправки. Каталка с изделием уходит на склад или к другому устройству для намотки второго полимерного слоя.
Технический результат: устраняются операции втягивания и вытягивания оправки из пластиковой трубы, требующие больших усилий; на порядок снижаются необходимые усилия для снятия пластиковой трубы с оправки; все операции с перемещением крупногабаритных и тяжелых изделий осуществляются при помощи удобных каталок с удлинителями и приводами тянущего типа и не представляют существенных трудностей для осуществления; появляется возможность непрерывного изготовления многослойных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для непрерывного изготовления стеклопластиковых труб | 1975 |
|
SU732143A1 |
| УПАКОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 2004 |
|
RU2283767C2 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| СПОРТИВНЫЙ ШЕСТ ДЛЯ ПРЫЖКОВ В ВЫСОТУ И ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2050879C1 |
| СПОРТИВНЫЙ ШЕСТ ДЛЯ ПРЫЖКОВ В ВЫСОТУ | 1994 |
|
RU2056880C1 |
| Оправка разборная | 1969 |
|
SU290667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| КОМПЛЕКТ СЪЕМНОГО ОБОРУДОВАНИЯ ДЛЯ ПОГРУЗКИ ШТУРМОВОГО КОЛЕЙНОГО МОСТА НА ЖЕЛЕЗНОДОРОЖНУЮ ПЛАТФОРМУ | 2009 |
|
RU2415222C1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| ВЛАГОЗАЩИЩЕННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2518690C1 |
Изобретение относится к области оборудования для изготовления стеклопластиковых труб средних и крупных размеров, как однослойных, так и многослойных. Техническим результатом заявленного изобретения является устранение операций «втягивания» и «вытягивания» оправки из пластиковой трубы, требующих больших усилий, снижение усилий для снятия пластиковой трубы с оправки, появление возможности непрерывного изготовления многослойных труб. Технический результат достигается устройством для изготовления стеклопластиковых труб, содержащим оправку с осью вращения, станок с концевыми ложементами для укладки концов оси оправки и приводом для ее вращения, устройство для намотки и полимеризации пластмасс, каталку с удлинителем оси оправки и тянущим приводом. При этом ось вращения оправки выполнена в виде центральной трубы с внутренними и наружными продольными ребрами жесткости. Рабочая наружная стенка оправки выполнена в виде составной трубы, состоящей из нескольких продольных подвижных секторов и такого же количества продольных неподвижных секторов. При этом каждый подвижный сектор с внутренней стороны снабжен несколькими, равномерно расположенными по длине сектора, зацепами в виде стержня с прямоугольной головкой. Центральная труба между наружными ребрами жесткости снабжена несколькими короткими захватами, обеспечивающими свободный ход подвижного сектора на величину 10-15 см. Захваты выполнены в виде квадратного корпуса с продольным прямоугольным сквозным каналом по ширине квадратной головки зацепа и продольной сквозной прорезью в верхней грани корпуса под диаметр стержня зацепа, образующими механизм соединения подвижных секторов наружной трубы оправки с ее центральной трубой, играющей роль оси вращения оправки. 2 з.п. ф-лы, 2 ил.
1. Устройство для изготовления стеклопластиковых труб, содержащее оправку с осью вращения, станок с концевыми ложементами для укладки концов оси оправки и приводом для ее вращения, устройства для намотки и полимеризации пластмасс, каталку с удлинителем оси оправки и тянущим приводом, отличающееся тем, что ось вращения оправки выполнена в виде центральной трубы с внутренними и наружными продольными ребрами жесткости, рабочая наружная стенка оправки выполнена в виде составной трубы, состоящей из нескольких продольных подвижных секторов и такого же количества продольных неподвижных секторов-вкладышей, при этом каждый подвижный сектор с внутренней стороны снабжен несколькими равномерно расположенными по длине сектора зацепами в виде стержня с прямоугольной головкой, а центральная труба между наружными ребрами жесткости снабжена несколькими короткими захватами, обеспечивающими свободный ход подвижного сектора на величину 10-15 см и выполненными в виде квадратного корпуса с продольным прямоугольным сквозным каналом по ширине квадратной головки зацепа и продольной сквозной прорезью в верхней грани корпуса под диаметр стержня зацепа, образующими механизм соединения подвижных секторов наружной трубы оправки с ее центральной трубой, играющей роль оси вращения оправки.
2. Устройство по п.1, отличающееся тем, что продольный прямоугольный сквозной канал захвата выполнен наклонным по отношению к продольной оси оправки.
3. Устройство по п.1, отличающееся тем, что оно снабжено съемным суппортом с кронштейнами и индивидуальными техническими средствами для осевого сдвигания секторов наружной трубы оправки по отношению к неподвижной пластиковой трубе на расстояние 15-20 см.
| УПАКОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 2004 |
|
RU2283767C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| СТАНОК ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ | 2006 |
|
RU2327567C2 |
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2290310C2 |
| Устройство для ориентации деталей | 1985 |
|
SU1294563A1 |
| GB 1299877 A, 13.12.1972 | |||
| Оправка для изготовления армированных труб | 1977 |
|
SU628098A1 |
| Маслопроводящий шарнир | 1982 |
|
SU1038223A1 |

