Изобретение относится к оснастке для изготовления стеклопластиковых изделий.
Известна оправка для изготовления стеклопластиковых изделий, содержащая центральный вал и установленные в нем секции - SU 1470553, В 29 С 53/82, опублик. 07.04.1989.
Вал такой оправки выполнен с закрепленными на нем кольцами, являющимися цилиндрическими опорами смежных секций, что повышает жесткость и упрощает изготовление оправки для намотки длинномерных изделий малого диаметра.
Извлечение такой оправки из изделия, ввиду остающейся недостаточной ее жесткости и сильного сцепления с поверхностью изделия, затруднено, что снижает надежность оправки.
Известна оправка для намотки трубчатых изделий, содержащая тонкостенную обечайку, центральный вал и клиновое устройство - SU 1423413, В 29 С 53/82, опублик. 15.09.1988.
Эта оправка выполнена с радиально разжимной тонкостенной обечайкой посредством клинового устройства из жестких клиновых колец, установленных на центральном валу и упругих разжимных клиновых колец, примыкающих к обечайке.
Извлечение этой оправки из изделия, благодаря радиальному сжатию тонкостенной обечайки при ослаблении клинового устройства, несколько облегчено.
Однако достигнутый в этой оправке положительный результат из-за малого уменьшения диаметра обечайки (только в пределах упруго радиальной деформации) остается недостаточным, особенно при изготовлении длинномерных изделий.
Известна и другая оправка для намотки трубчатых изделий, содержащая разрезную обечайку с продольными кромками, центральный вал, скрепленный ребрами с обечайкой, и устройство для изменения диаметра обечайки - SU 487777, B 29 D 23/00, опублик. 16.01.1976.
По своим признакам и достигнутому результату эта оправка наиболее близка к заявляемой и принята за прототип.
Недостаток такой оправки заключается в малой ее надежности, что объясняется перемещением сторон обечайки без поперечных секторов и с секторами в направлении продольного разреза обечайки под давлением, наматываемых на оправку слоев изделия из-за люфтов в шарнирных четырехзвенниках устройства для изменения диаметра обечайки, что нарушает равномерность натяжения текстурных слоев изделия и снижает его надежность.
Задачей изобретения является повышение надежности оправки.
Эта задача решается усовершенствованием оправки для намотки трубчатых изделий, содержащей разрезную обечайку с продольными кромками, центральный вал, скрепленный ребрами с обечайкой, и устройство изменения диаметра обечайки.
Усовершенствование заключается в том, что ребра между обечайкой и центральным валом выполнены продольными, а устройство изменения диаметра обечайки выполнено клиновым и расположено между смежными ребрами продольных кромок обечайки.
Выполнение ребер между обечайкой и центральным валом продольными позволяет повысить жесткость оправки и обеспечить примерно одинаковую деформируемость обечайки по всему ее периметру в тангенциальном направлении.
Скрепление обечайки с центральным валом продольными ребрами обеспечивает обечайке необходимую радиальную и продольную жесткость.
Выполнение устройства изменения диаметра обечайки клиновым с расположением его между смежными ребрами продольных кромок обечайки позволяет вести изменение диаметра обечайки воздействием на нее через вышеназванные ребра тангенциальным усилием и исключить обратную тангенциальную, а следовательно, и радиальную деформацию обечайки в процессе намотки на оправку многослойного изделия, за счет чего повысить надежность оправки и качество получаемых изделий, а при снятии расклинивания ребер увеличить величину "осадки" диаметра обечайки, что обеспечивает беспроблемное снятие изделия с оправки и, тем самым, повышает ее надежность.
Ниже, со ссылкой на прилагаемый чертеж, где показано:
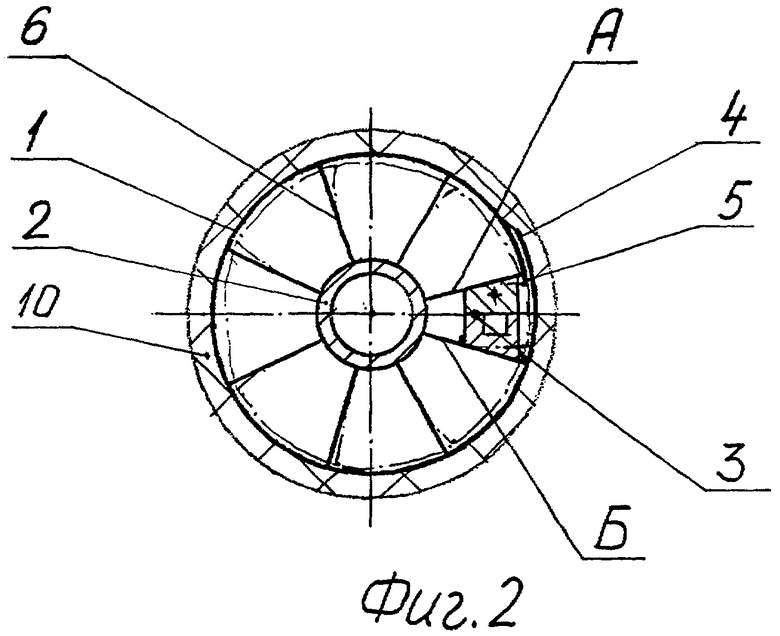
на фиг.1 - общий вид оправки;
на фиг.2 - оправка в поперечном сечении;
штихпунктирной линией на фиг.2 показана обечайка при снятии изделия, дается описание предлагаемой оправки.
Оправка для намотки трубчатых изделий из композиционно-волокнистого материала содержит тонкостенную обечайку 1, центральный вал 2 и устройство изменения диаметра 3, выполненное клиновым.
Обечайка 1 оправки выполнена разрезной с продольными кромками 4 и 5 внахлестку, что обеспечивает возможность изменения диаметра обечайки с сохранением перекрытия кромок, и скреплена с валом 2 продольными ребрами 6, что обеспечивает оправке радиальную и продольную жесткость.
Продольные ребра 6 могут быть расположены при нерасклиненной оправке наклонно от ее радиальных направлений в сторону клинового устройства 3 (на фиг.2 показано штрихпунктирными линиями) и скреплены с обечайкой 1 и валом 2 одним из известных способов, например сваркой. Клиновое устройство 3 расположено между смежными ребрами А и Б продольных кромок 4, 5 обечайки (что позволяет многократно увеличить величину "осадки" диаметра обечайки при снятии изделия с оправки).
Перемещая тягу 7 с клиньями 8 винтом 9 клинового устройства 3 вправо по чертежу, расклинивают ребра А и Б, чем обеспечивается максимальный диаметр оправки, после чего на оправку наматывают волокнистый материал 10 со связующим и выполняют его отверждение. Затем ослабляют винт 9 и винтом 11, перемещая тягу 7 с клиньями 8 влево по чертежу, снимают расклинивание ребер А и Б, чем обеспечивается возврат оправки к первоначальному минимальному диаметру (штрихпунктирная линия на фиг.2), после чего снимают изделие с оправки.
Оправка для намотки трубчатых изделий, благодаря многократно увеличенному зазору в сопряжении с изделием и исключению заклинивания последнего при снятии с оправки, по сравнению с прототипом характеризуется повышенной надежностью и пониженными требованиями к точности изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2262026C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2323826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2284266C2 |
| ОПРАВКА РАЗБОРНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2469849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2004 |
|
RU2274796C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| СТАНОК ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ | 2006 |
|
RU2327567C2 |
| ТРУБОПРОВОД | 2003 |
|
RU2233399C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2309043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2279979C2 |
Изобретение относится к оснастке для изготовления стеклопластиковых изделий. Оправка для намотки трубчатых изделий содержит разрезную обечайку с продольными кромками, центральный вал, скрепленный ребрами с обечайкой, и устройство изменения диаметра обечайки. Ребра между обечайкой и центральным валом выполнены продольными, а устройство изменения диаметра обечайки выполнено клиновым и расположено между смежными ребрами продольных кромок обечайки. Оправка надежна в работе, обеспечивает удобный съем изделия с оправки и обладает необходимой жесткостью. 2 ил.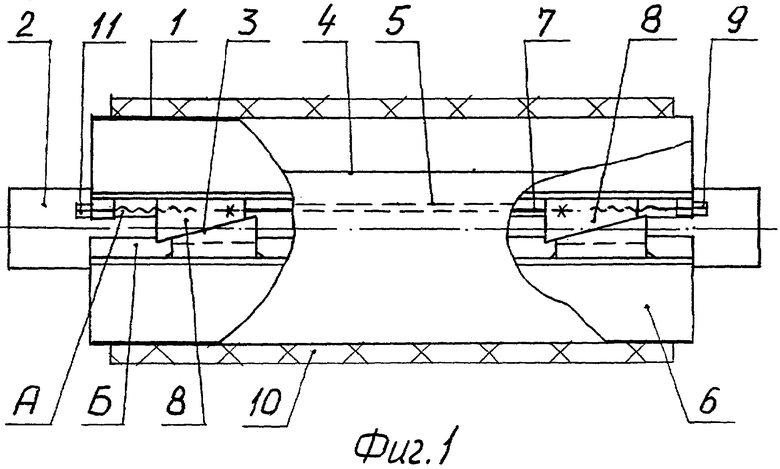
Оправка для намотки трубчатых изделий, содержащая разрезную обечайку с продольными кромками, центральный вал, скрепленный ребрами с обечайкой, и устройство изменения диаметра обечайки, отличающаяся тем, что ребра между обечайкой и центральным валом выполнены продольными, а устройство изменения диаметра обечайки выполнено клиновым и расположено между смежными ребрами продольных кромок обечайки.
| Оправка для намотки трубчатых изделий | 1986 |
|
SU1423413A1 |
| Дорн для изготовления полых изделий | 1984 |
|
SU1595656A1 |
| Барабан для резки викеля | 1986 |
|
SU1353609A1 |
| Барабан для сборки покрышек пневматических шин | 1983 |
|
SU1085850A1 |
| Станок для изготовления фанерных труб ограниченной длины | 1946 |
|
SU70677A1 |

