Изобретение относится к металлургии, конкретнее к производству конструкционных сталей нормальной и повышенной прочности, улучшенной свариваемости для применения в судостроении, строительстве, мостостроении и др. отраслях.
Для конструкций северного исполнения различного назначения (отгрузочные причалы, опоры мостов, линий электропередач, форменные конструкции, грузоподъемные краны, элементы нефтебуровых платформ и др.) требуется хладостойкий листовой прокат толщиной до 70 мм с высоким сопротивлением распространению трещин при эксплуатационных нагрузках.
Известен способ получения стали, в котором выплавку стали указанного химического состава производят в конвертере, разливку металла осуществляют в непрерывнолитые заготовки, после нагрева слябов под прокатку предварительную деформацию проводят с суммарной степенью обжатий 35-60% при температуре 900-800°С, затем подстуживание, окончательную деформацию осуществляют при температуре 830-750°С с суммарной степенью обжатий 65-75%, ускоренное охлаждение до температур 500-260°С, далее замедленное охлаждение в кессоне до температуры не выше 150°С (патент РФ №2265067 [1]).
Недостатком аналога является возможность обеспечения механических свойств и хладостойкости в прокате толщиной до 50 мм.
Известен способ производства листового проката толщиной до 70 мм, принятый за прототип, из стали следующего химического состава, мас.%:
Способ производства хладостойкого проката включает выплавку стали. указанного химического состава в конвертере, разливку металла в непрерывнолитые заготовки, нагрев слябов под прокатку, предварительную деформацию с суммарной степенью обжатий 58-65% с регламентированными минимальными обжатиями при первых четырех проходах: (12-15%)-(13-17%)-(14-18%)-(14-20%), при температуре 940-990°С, охлаждение полученной заготовки на 70-100°С, окончательную деформацию при температуре 830-750°С с суммарной степенью обжатий 35-42%, ускоренное охлаждение до температур 550-400°С, далее замедленное охлаждение в кессоне до температуры не выше 150°С (патент РФ №2345149, МПК C21D 8/02, С22С 38/12, C21D 9/46 [2]).
Основным недостатком указанного способа является недостаточная стабильность характеристик работоспособности листового проката толщиной 40-70 мм, в первую очередь, нестабильные характеристики, оценивающие склонность стали к хрупким разрушениям по результатам испытания крупногабаритных технологических проб на статический изгиб при низких температурах (температура Ткб), и нестабильные результаты при оценке характеристик трещиностойкости (критического раскрытия в вершине трещины CTOD) при низких температурах, что объясняется отсутствием рекристаллизации на черновой стадии прокатки, проводимой при температурах 940-990°С, и формирования вследствие этого из отдельных нерекристаллизованных аустенитных зерен бейнита реечной морфологии, который и обусловливает нестабильные характеристики сопротивления хрупким разрешениям [3].
Техническим результатом данного изобретения является получение проката толщиной 10-70 мм ответственного назначения со стабильными показателями по сопротивлению хрупким разрушениям при низких температурах - хладостойкостью и трещиностойкостью.
Технический результат достигается тем, что в способе производства хладостойкого листового проката толщиной 10…70 мм, включающем выплавку, разливку на заготовки, аустенитизацию, деформацию в заданном интервале температур и охлаждение до регламентированной температуры, в отличие от ближайшего аналога выплавляют сталь, содержащую мас.%:
аустенитизацию выполняют при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12% проводят при температуре 1000-1050°С, далее осуществляют охлаждение полученной заготовки на воздухе до температуры начала окончательной деформации, окончательную деформацию проводят при температуре 880-770°С, причем каждое последующее обжатие на 1-4% больше предыдущего, а температура конца прокатки листов рассчитывается по формуле: Ткп=Ar3+(100-130)-37,7ln(t), где t - толщина листа, ускоренное охлаждение осуществляют в интервале температур 620-510°С, далее листовой прокат замедленно охлаждают в штабеле до температуры окружающего воздуха.
Повышение сопротивления хрупким разрушениям (хладостойкости и трешиностойкости) в низколегированных сталях достигается за счет обеспечения высокого металлургического качества в отношении вредных примесей, газов и неметаллических включений, измельчения зерна и формирования структуры заданной морфологии.
Модифицирование жидкой стали кальцием снижает общий уровень загрязненности металла неметаллическими включениями, позволяет обеспечивать низкую массовую долю серы и препятствует образованию включений неблагоприятной морфологии (остроугольные, пленочные), приводящих к снижению хладостойкости. Оксидные и сульфидные включения при модифицировании стали кальцием представляют мелкие включения глобулярной формы, не влияющие на уровень хладостойкости [4-7].
Регламентирование содержания примесных элементов, особенно серы и фосфора обеспечивает высокую сопротивляемость стали хрупким и слоистым разрушениям в направлении толщины проката в составе сварных соединений. С увеличением содержания серы растет количество сульфидных включений, вызывающих слоистое разрушение, снижается работа распространения трещин и ударная вязкость [8]. Сера увеличивает склонность металла к образованию трещин при сварке за счет образования дисперсных пленочных выделений сульфидов в зоне сварного шва. В основе вредного влияния фосфора лежит его влияние на расширение области ликвидус-солидус, приводящее к развитию процессов первичной ликвации, а также значительное сужение γ-области, что облегчает развитие сегрегации в твердом состоянии [9]. Образовавшиеся сегрегации плохо рассасываются из-за относительно малой скорости диффузии фосфора в α- и γ-растворах. Фосфор обуславливает повышенную склонность к хрупким разрушениям при понижении температуры испытаний за счет обогащения межзеренных границ.
Алюминий вводится в сталь в качестве раскислителя, а также с целью измельчения зерна. При содержании алюминия в стали свыше 0,05% понижается чистота стали по неметаллическим включениям системы оксидов алюминия, что неблагоприятно сказывается на механических свойствах основного металла и сварных соединений.
Наиболее эффективным механизмом, обеспечивающим повышение хладостойкости, является измельчение действительного зерна. Измельчение структуры достигается применением легирования титаном, азотом, ванадием и ниобием, которые, образуя мелкодисперсные карбонитриды, препятствуют росту зерна аустенита при нагреве и оказывают тормозящее действие на собирательную рекристаллизацию при высокотемпературной стадии прокатки.
Титан является сильным карбонитридообразующим элементом, способствующим при выбранной концентрации измельчению зерна за счет образования дисперсных выделений с азотом. Дисперсные нитриды модифицируют литую структуру, обеспечивая мелкое аустенитное зерно, не подверженное существенному росту при выбранных температурах нагрева под прокатку.
Легирование азотом, титаном, ванадием и ниобием в заявляемых пределах наиболее эффективно способствует созданию в процессе прокатки и ускоренного охлаждения ультрамелкозернистой феррито-перлитной или феррито-бейнитной структуры с мелкодисперсными частицами карбонитридов ванадия и ниобия, эффективно стабилизирующими созданную структуру при эксплуатационных воздействиях - статических и циклических нагружениях.
Ниобий образует в широком диапазоне температур мелкодисперсные частицы Nb (С, N), которые путем выбора соответствующего режима использованы для ограничения роста зерна аустенита, при деформации - для регулирования процесса рекристаллизации [10].
Ванадий является высокоэффективным элементом для дисперсионного упрочнения стали, которое осуществляется благодаря выделению мелкодисперсных частиц карбонитрида V (С, N) в ферритной области при охлаждении проката [11] или в процессе отпуска.
Ограничение величины углеродного эквивалента гарантирует высокую технологичность при сварке без предварительного подогрева. Требования по ограничению максимальных значений углеродного эквивалента обеспечиваются варьированием содержания химических элементов.
Главными отличительными особенностями способа производства являются:
- ограничение роста зерна за счет мелкодисперсных выделений карбонитридов титана при нагреве под прокатку в интервале температур 1180-1210°С, позволяющих обеспечить наиболее полное растворение карбонитридов ванадия и ниобия для последующего упрочнения стали;
- повышение температурного интервала черновой стадии прокатки до 1000-1050°С для измельчения аустенитного зерна за счет процессов рекристаллизации при ограничении содержания ниобия в заданных пределах как элемента, наиболее существенно подавляющего процессы рекристаллизации;
- обеспечение температуры конца прокатки листового проката толщиной 10-70 мм в интервале температур 880-770°С, которая для листов различной толщины рассчитывается по формуле: Tкп=Ar3+(100-130)-37,7ln(t), где t - толщина листа, для исключения наклепа σ-фазы в формируемой структуре стали;
- регламентация температурного интервала ускоренного охлаждения при температурах 510-620°С, позволяющих сформировать мелкодисперсную феррито-перлитную или феррито-бейнитную структуру с долей перлита не более 10%, игольчатого бейнита от 10 до 20%, остальное - квазиполигональный феррит.
Испытания листового проката, изготовленного по указанной технологии, показали, что предлагаемые режимы для стали выбранного химического состава обеспечивают стабильные характеристики сопротивления хрупким разрушениям при температурах до минус 40°С после статических испытаний на крупногабаритных технологических пробах и стабильные характеристики трещиностойкости (CTOD) в листовом прокате толщиной 10-70 мм.
Пример
Выплавку стали осуществляли в 370 т кислородном конвертере с проведением процесса десульфурации магнием в заливочном ковше. На выпуске осуществляли первичное легирование, предварительное раскисление и обработку металла твердошлаковыми смесями с продувкой металла аргоном в сталеразливочном ковше. Окончательное легирование, микролегирование, обработку металла кальцием и перегрев металла для проведения вакуумирования проводили на двухпозиционной установке «Печь-Ковш». Дегазацию металла осуществляли путем его вакуумирования. Разливку производили на МНЛЗ с защитой металла аргоном от вторичного окисления. Химический состав стали приведен в таблице 1.
Согласно указанному способу заготовки подвергали аустенитизации при температуре 1180-1210°С в течение 4-6 часов. Прокатку на листы толщиной 10, 25, 35, 40, 50 и 70 мм производили на одноклетьевом стане с максимальным усилием до 11 тыс. т в реверсивном режиме. Предварительную деформацию проводили со строго регламентированными обжатиями (не менее 12%) в диапазоне температур 1000-1050°С. Подкат подстуживали на воздухе до температуры начала второй стадии деформации. Окончательную деформацию производили при температуре 880-770°С, причем температура конца деформации для листов разной толщины определялась по формуле: Tкп=Ar3+(100-130)-37,7ln(t), где t - толщина листа. После окончания деформации листы охлаждали в установке ускоренного охлаждения до температуры 510-620°С за один проход. Замедленное охлаждение проводили в штабеле на воздухе до температуры окружающей среды.
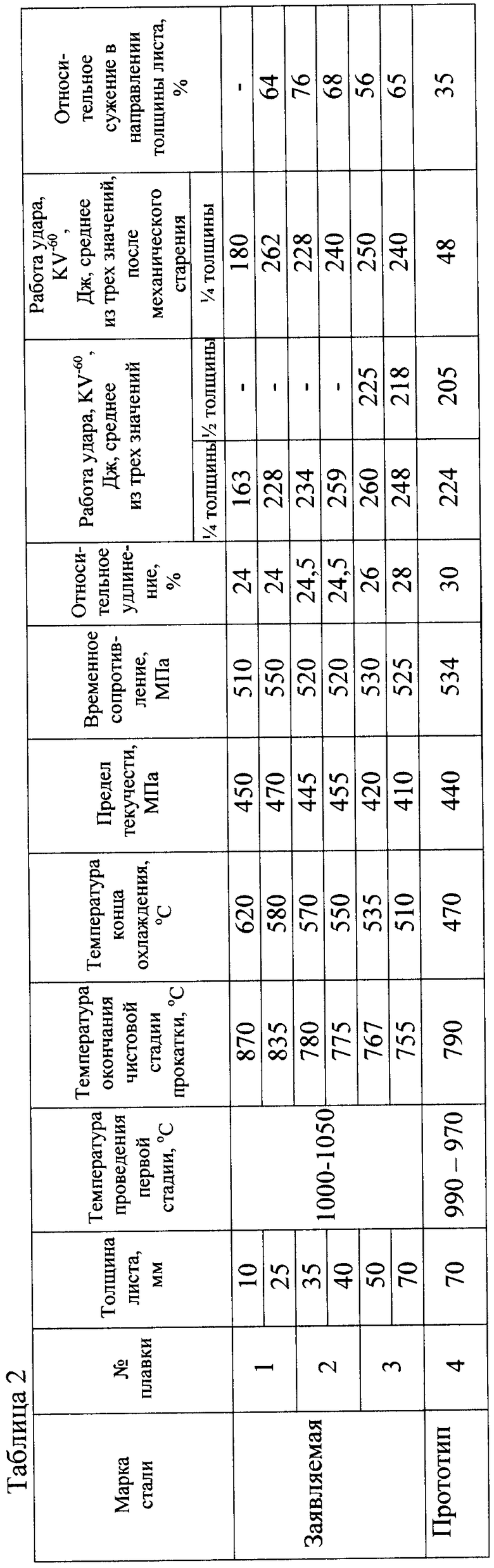
Механические свойства (таблица 2) листового проката определяли на поперечных образцах. Испытания на статическое растяжение осуществляли на образцах тип III №6 или тип III №4 по ГОСТ 1497, а на ударный изгиб - на образцах с V-образным надрезом (тип 11, ГОСТ 9454), в том числе после механического старения по ГОСТ Р52927-2008. Сопротивляемость слоистым разрушениям оценивали по величине относительного сужения образцов, вырезанных по ГОСТ 28870-90 в направлении толщины листа.
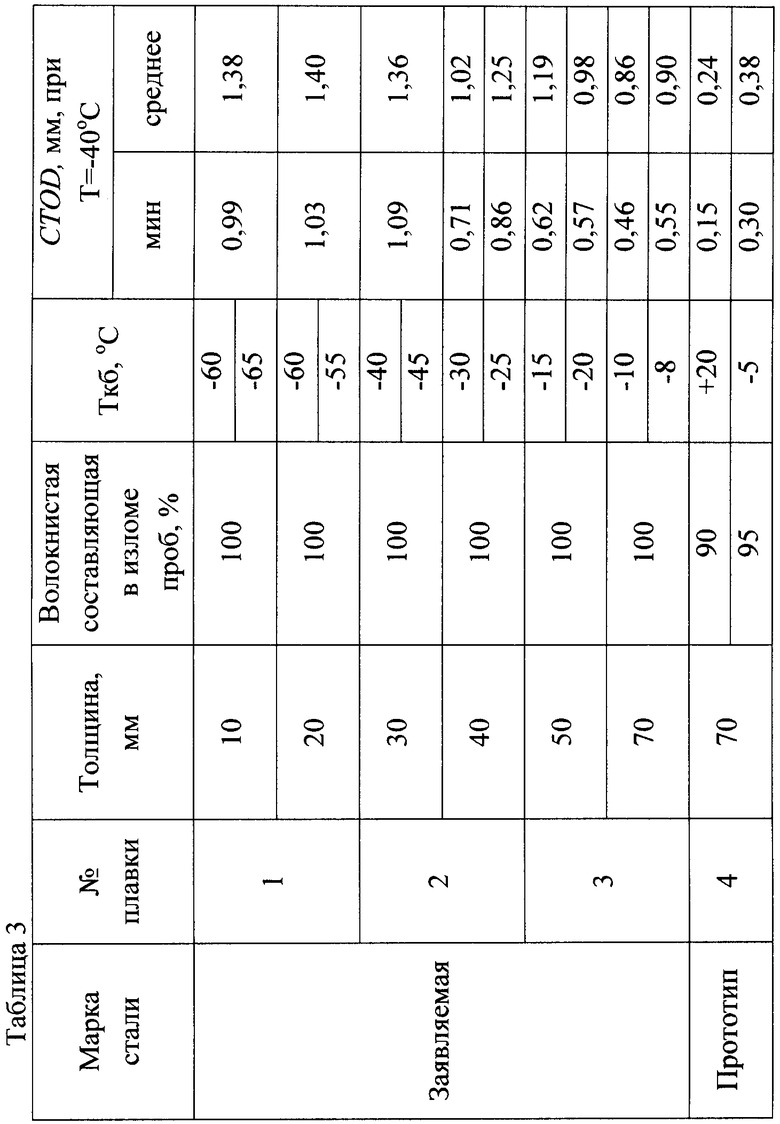
Для испытания технологических проб на излом статическим изгибом из листа вырезали по одному образцу поперек направления прокатки из средней трети по ширине листа в соответствии с ГОСТ Р52927-2008. Испытание проводили статическим изгибом по ГОСТ Р52927-2008 при комнатной (оценка вида излома) и пониженной температуре (определение температуры Ткб, соответствующей минимальной температуре, при которой в изломе технологической пробы полной толщины, испытанной на статический изгиб, наблюдается 70% волокнистой составляющей). После испытания проводилась визуальная оценка поверхности разрушения на соответствие требованиям ГОСТ Р52927-2008. При испытании оценивали долю вязкой составляющей в изломе в процентах.
Свариваемость оценивали по результатам расчета параметра трещиностойкости при сварке Сэкв по вышеприведенной формуле.
Процедура испытаний хладостойких сталей на CTOD, требования к оборудованию и измерительным средствам соответствовали части I Британского стандарта BS 7448 [12]. Требования к значениям CTOD в соответствии с [13]. Для испытаний были использованы образцы на статический изгиб прямоугольного сечения с односторонним краевым надрезом (тип SENB по BS 7448) и гладкими боковыми поверхностями. Выращивание усталостной трещины проводилось при частоте 5-8 Гц. Суммарное число циклов нагружения для образца составило не менее 55000. При испытаниях записывали диаграмму деформирования в координатах «нагрузка - раскрытие берегов трещины». Определение перемещений (раскрытия берегов трещины) производилось датчиком DSR 10/50.
Результаты испытаний показывают, что предлагаемый способ производства для стали выбранного химического состава обеспечивает более стабильный при низких температурах уровень характеристик сопротивления хрупким разрушениям (хладостойкости при испытании крупногабаритных проб и трещиностойкости), удовлетворяющих требованиям «Правил…» Российского морского регистра судоходства [13], чем известный способ.
Источники информации
1. Патент Российской Федерации №2265067.
2. Патент Российской Федерации №2345149, МПК C21D 8/02, С22С 38/12, C21D 9/46, 2009 г.
3. Горынин И.В., Рыбин В.В., Малышевский В.А., Хлусова Е.И. Принципы легирования, фазовые превращения, структура и свойства хладостойких свариваемых судостроительных сталей. // Металловедение и термическая обработка металлов, 2007, №1, с.9-15.
4. Бережницкий Л.Т., Громяк Р.С., Трущ И.И. // ФХММ. 1975, №5, с.40.
5. Бродецкий И.Л., Харчевников В.П., Троцан А.И. и др. О влиянии кальция на зернограничное охрупчивание конструкционной стали с карбонитридным упрочнением. МиТОМ. 1995, №5, с.24-26.
6. Коваленко B.C., Кучкин В.И., Пильгук В.Е., Заяц Е.Л. О влиянии кальция на структуру и свойства стали. Металлы, 1983, №6, с.92-96.
7. Волчок И.П., Федьков В.А., Лугов М.В. Неметаллические включения и разрушение стали при низких температурах. ФХММ, 1977, №2, с.10-12.
8. Одесский П.Д., Смирнов Л.А., Кулик Д.В. Микролегированные стали для северных и уникальных металлических конструкций. М.: Интермет Инжиниринг, 2006 г., 176 с.
9. Гудремон Э. Специальные стали. 2-е изд. М.: Металлургия, 1966, т.1-2.
10. G.Akben, I.Weiss and J.J.Jonas: Acta Metall. Mater., 1981, 29, 111-121.
11. Jonas J.J., Weiss J. // Metal Science - 1979 - №3-4 - P.238-245.
12. BS 7448. Fracture Mechanics Toughness Test. Part 1. Method for determination of K1c, critical ÑTOD and critical J-values of metallic materials, 1991. Part 2. Method for determination of critical CTOD and critical J values of welds in metallic materials, 1997.
13. Правила классификации, постройки и оборудования плавучих буровых установок и морских стационарных платформ. Российский морской регистр судоходства, 2006 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2012 |
|
RU2490337C1 |
| ХЛАДОСТОЙКАЯ СВАРИВАЕМАЯ СТАЛЬ ДЛЯ КОНСТРУКЦИЙ, РАБОТАЮЩИХ В ЭКСТРЕМАЛЬНЫХ УСЛОВИЯХ | 2010 |
|
RU2452787C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА | 2018 |
|
RU2690398C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| Способ производства толстолистового проката классов прочности K80, X100, L690 для изготовления электросварных труб магистральных трубопроводов | 2017 |
|
RU2635122C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ПРОКАТА ПОВЫШЕННОЙ ХЛАДОСТОЙКОСТИ | 2016 |
|
RU2629420C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2465346C1 |
| Способ производства горячекатаных листов из высокопрочной стали | 2017 |
|
RU2652281C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2004 |
|
RU2265067C1 |
Изобретение относится к области металлургии, конкретнее к производству конструкционных сталей повышенной и высокой прочности, улучшенной свариваемости для применения в судостроении, строительстве, мостостроении и др. отраслях. Для получения листового проката толщиной 10÷70 мм с повышенными показателями по сопротивлению хрупким разрушениям при низких температурах осуществляют выплавку стали содержащую, мас.%: углерод 0,06-0,12, марганец 0,60-1,20, кремний 0,15-0,35, никель 0,05-0,40, алюминий 0,02-0,05, молибден 0,003-0,08, титан 0,002-0,02, ниобий 0,02-0,06, ванадий 0,02-0,05, азот 0,001-0,008, сера 0,001-0,008, фосфор 0,003-0,012, кальций 0,005-0,03, медь 0,05-0,30, железо - остальное, разливку стали на заготовки, аустенитизацию заготовки при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12% при температуре 1000-1050°С, охлаждение полученной заготовки на воздухе до температуры начала окончательной деформации, окончательную деформацию при температуре 880-770°С, при этом каждое последующее обжатие на 1-4% больше предыдущего. Температуру конца прокатки листов рассчитывают по формуле: Ткп=Ar3+(100-130)-37,7ln(t), где t - толщина листа, ускоренное охлаждение проводят в интервале температур 620-510°С, далее листовой прокат замедленно охлаждают в штабеле до температуры окружающего воздуха. 3 табл.
Способ производства хладостойкого листового проката толщиной 10÷70 мм, включающий выплавку стали, разливку на заготовки, аустенитизацию, деформацию в заданном интервале температур и охлаждение до регламентированной температуры, отличающийся тем, что выплавляют сталь состава, мас.%:
при этом Сэкв не более 0,36%, аустенитизацию выполняют при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12% проводят при температуре 1000-1050°С, далее осуществляют охлаждение полученной заготовки на воздухе до температуры начала окончательной деформации, окончательную деформацию проводят при температуре 880-770°С, причем каждое последующее обжатие на 1-4% больше предыдущего, а температура конца прокатки листов рассчитывается по формуле Ткп=Ar3+(100-130)-37,7ln(t), где t - толщина листа, ускоренное охлаждение осуществляют в интервале температур 620-510°С, далее листовой прокат замедленно охлаждают в штабеле до температуры окружающего воздуха.
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ СТАЛИ | 2006 |
|
RU2337976C2 |
| GB 1289378 A, 10.07.1970 | |||
| US 4138278 A, 06.02.1979. | |||

