Изобретение относится к металлургии, конкретнее к производству листового проката улучшенной свариваемости для применения в судостроении, топливно-энергетическом комплексе, транспортном и тяжелом машиностроении, мостостроении.
Известен способ производства листового проката с использованием нормализации или закалки с отпуском из низколегированной стали нормальной прочности марки Е по ГОСТ 5521 - (аналог), содержащей, мас.%: углерод - не более 0,18, марганец - 0,7-1,4, кремний - 0,15-0,35, хром - не более 0,3, никель - не более 0,4, медь - не более 0,35, алюминий - 0,015-0,06, фосфор - не более 0,040, сера - не более 0,040, железо - остальное.
Основным недостатком аналога является низкая хладостойкость листового проката при -40°С (нормируемое значение работы удара при температуре -40°С KV-40≥27 Дж).
Наиболее близким по технологии изготовления является способ производства листового проката из стали следующего химического состава (мас.%): углерод - 0,05-0,15, марганец - 1,2-2,0, кремний - 0,2-0,6, ниобий - 0,01-0,10, титан - 0,005-0,03, алюминий - 0,01-0,10, хром - 0,03-0,50, никель - 0,03-0,50, медь - 0,03-0,50, азот - 0,005-0,020, железо - остальное, с использованием метода термомеханической обработки (патент РФ 2062795, кл. C 21 D 9/46, 8/02, 1995 - прототип), заключающийся в получении заготовки, ее аустенитизации, деформации с суммарной степенью обжатий 50-80% до толщины 14 мм, охлаждении от температуры конца деформации 760-900°С со скоростью 10-60°С/с до температуры 300-20°С, в повторном нагреве до температуры 590-740°C с выдержкой 0,2-3,0 мин/мм и окончательным охлаждении на воздухе.
Недостатками прототипа являются низкая хладостойкость при температурах до -60°С и недостаточная свариваемость (Сэкв 1) для прототипа ≤0,64%), обеспечение свойств в толщинах только до 14 мм.
Техническим результатом изобретения является разработка способа производства хладостойкого листового проката повышенной и нормальной прочности в толщинах до 50 мм, улучшенной свариваемости (Сэкв≤0,32%).
1) 
Технический результат по первому варианту достигается тем, что заготовки из стали следующего химического состава, мас.%: углерод - 0,04-0,10, марганец - 0,6-0,9, кремний - 0,15-0,35, никель - 0,1-0,4, алюминий - 0,02-0,06, ниобий 0,02-0,06, ванадий - 0,03-0,05, железо - остальное, аустенитизируют при температуре 1150°С, проводят предварительную деформацию с суммарными обжатиями 35-60% при температуре 900-800°С, окончательную деформацию с суммарными обжатиями 65-75% при температуре 830-750°С, после чего листовой прокат ускоренно охлаждают в установке контролируемого охлаждения (УКО) до температур 500-260°C с последующим замедленным охлаждением в кессоне до температур не выше 150°С.
Основными факторами упрочнения (повышения предела текучести) феррито-перлитных сталей являются твердорастворное (25-40%), дисперсионное (20-25%) и зернограничное (30-40%) упрочнение.
Повышение предела текучести стали обычно приводит к увеличению склонности к хрупким разрушениям. Единственным механизмом, который одновременно с приростом предела текучести вызывает повышение хладостойкости, является измельчение зерна. Измельчение зерна достигается в результате добавок алюминия, ниобия и ванадия, которые, образуя мелкодисперсные карбиды, препятствуют росту зерна аустенита при нагреве. Применение термомеханической обработки обеспечивает увеличение количества зародышей феррита и способствует формированию развитой субструктуры при завершении деформации при температуре, близкой к точке Ar3, и равномерному выделению супермелкодисперсной карбидной фазы по всей площади ферритных зерен.
Ускоренное охлаждение проката в интервале температур от 830-750°С до 500-260°С приводит к повышению дисперсности структурных составляющих. Последующее замедленное охлаждение способствует снятию термических напряжений.
Технический результат может быть достигнут по второму варианту тем, что заготовки из стали следующего химического состава, мас.%: углерод - 0,04-0,10, марганец - 0,6-0,9, кремний - 0,15-0,35, никель - 0,1-0,4, алюминий - 0,02-0,06, ниобий - 0,02-0,06, ванадий - 0,03-0,05, железо - остальное, аустенитизируют при температуре 1220-1250°С, проводят дробную деформацию при температуре 950-800°С, после чего прокат охлаждают со скоростью 0,5-1,0 град/с до температуры 800-650°С, дальнейшее охлаждение ведут со скоростью не более 0,1 град/с до температуры не выше 200°С и затем на воздухе, после чего осуществляют его нагрев до 920-940°C с выдержкой 2,0-3,0 мин/мм и последующим охлаждением со скоростью 7-40 град/с до температуры не выше 100°С и повторный нагрев до 640-670°C с выдержкой 1,5-2,0 мин/мм и охлаждением на воздухе. В этом случае измельчение ферритного зерна обеспечивается за счет фазовой перекристаллизации и дополнительного повышения дисперсности структуры при ускоренном охлаждении после нагрева до температур 920-940°С благодаря микродобавкам ниобия, ванадия и алюминия.
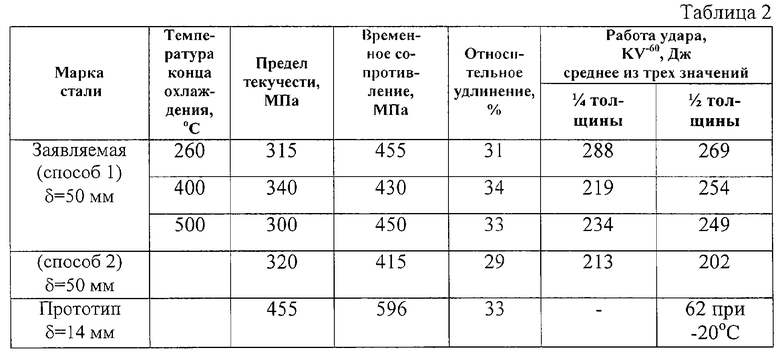
Испытания листового проката, изготовленного предлагаемыми способами, показали, что выбранные режимы и химический состав стали обеспечивают получение наряду с требуемой прочностью высокой работы удара при -60°С (не менее 50 Дж), улучшенную свариваемость в толщинах до 50 мм.
Пример: Сталь была выплавлена в кислородном конвертере и после внепечного рафинирования разлита в непрерывнолитые слябы сечением 250×1700 мм. Химический состав приведен в таблице 1.
По первому способу заготовки подвергали аустенитизации при температуре 1070°C с выдержкой в течение 11 часов.
Прокатку на листы толщиной 50 мм производили в реверсивном режиме. Температура завершения предварительной деформации с сумарными обжатиями 40-45% была 870-810°С. Подкат подстуживали до температуры соответственно 810-780°С. Окончательную деформацию производили при температуре 790-750°C с суммарными обжатиями 70%. После окончания процесса деформации листы охлаждали в УКО до температуры 260-500°С за один проход. Замедленное охлаждение проводили в кессоне до температуры 100°С, окончательное охлаждение - на воздухе до температуры окружающей среды.
По второму способу сталь подвергали аустенитизации при температуре 1230°С. Деформацию проводили при температуре 930-840°С, после чего листовой прокат толщиной 50 мм охлаждали со скоростью 0,6-0,8 град/с до температуры 720°С и далее со скоростью ˜0,08 град/с до температуры 140°C с дальнейшим охлаждением на воздухе. Затем листовой прокат нагревали до температуры 920-930°С и после выдержки 2,5 мин/мм охлаждали со скоростью 10-12 град/с до температуры 40-50°С, повторно нагревали до 650-660°С, выдерживали 2,0 мин/мм и охлаждали на воздухе.
Механические свойства определяли на поперечных образцах. Испытания на статическое растяжение осуществляли на образцах тип III №4 ГОСТ 1497, а на ударный изгиб на образцах с V-образным надрезом (тип 11, ГОСТ 9454) при температуре -60°С. Образцы вырезали как из 1/4, так и из 1/2 по толщине листов.
Механические свойства листов приведены в таблице 2.
Оценку свариваемости выполняли на сварных соединениях с К-образной разделкой, заваренных автоматической сваркой под флюсом с погонной энергией 3,5 кДж/мм без послесварочного отпуска.
Были испытаны на растяжение плоские образцы с расчетной длиной  вырезанные из сварных соединений, на ударный изгиб - образцы с V-образным надрезом, выполненным перпендикулярно поверхности проката по линии сплавления и на расстоянии 2, 5 и 20 мм от линии сплавления сварного соединения. Определена твердость по Виккерсу в зоне термического влияния и в основном металле, проведены испытания проб на изгиб в направлении вдоль и поперек сварного шва. Результаты приведены в таблице 3.
вырезанные из сварных соединений, на ударный изгиб - образцы с V-образным надрезом, выполненным перпендикулярно поверхности проката по линии сплавления и на расстоянии 2, 5 и 20 мм от линии сплавления сварного соединения. Определена твердость по Виккерсу в зоне термического влияния и в основном металле, проведены испытания проб на изгиб в направлении вдоль и поперек сварного шва. Результаты приведены в таблице 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ПРОКАТА ПОВЫШЕННОЙ ХЛАДОСТОЙКОСТИ | 2016 |
|
RU2629420C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2018 |
|
RU2699696C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2374333C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432403C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2008 |
|
RU2426800C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ ТРУБНОЙ СТАЛИ | 2015 |
|
RU2583973C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2631067C1 |
Изобретение относится к металлургии, конкретнее к производству листового проката улучшенной свариваемости, применяемого для судостроения, топливно-энергетического комплекса, транспортного и тяжелого машиностроения, моторостроения и др. Технический результат изобретения заключается в возможности производства хладостойкого (до -60°С) листового проката улучшенной свариваемости, нормальной и повышенной прочности. Способ производства листового проката включает выплавку стали определенного химического состава, разливку металла в непрерывнолитые заготовки, нагрев слябов под прокатку, предварительную деформацию с суммарным обжатием 35-60% при температуре 900-800°С, подстуживание, окончательную деформацию с суммарным обжатием 65-75% при температуре 830-750°С, охлаждение в установке контролируемого охлаждения (УКО) до температуры 500-260°С, замедленное охлаждение в кессоне до температуры не выше 150°С. Технический результат может быть достигнут также вторым способом, заключающимся в получении заготовок из стали определенного химического состава, их аустенитизации, прокатке при температуре 950-800°C с последующим ступенчатым охлаждением листового проката до температуры окружающей среды, нагреве до 920-940°С, выдержке, ускоренном охлаждении и повторном нагреве до температуры 640-670°С, выдержке и охлаждении на воздухе. 2 н. п. ф-лы, 3 табл.
при этом проводят аустенитизацию при температуре 1100-1150°С, предварительную деформацию с суммарной степенью обжатий 35-60% проводят при температуре 900-800°С, затем осуществляют охлаждение полученной заготовки на 50-70°С, окончательную деформацию с суммарной степенью обжатий 65-75% проводят при температуре 830-750°С, ускоренное охлаждение листового проката проводят в установке контролируемого охлаждения до температур 500-260°С, далее замедленно охлаждают в кессоне до температуры не выше 150°С.
при этом проводят аустенитизацию при температуре 1220-1250°С, дробную деформацию проводят при температуре 950-800°С, после чего прокат охлаждают со скоростью 0,5-1,0 град/сек до температуры 800-650°С, дальнейшее охлаждение ведут со скоростью не более 0,1 град/с до температуры не выше 200°С и затем на воздухе, после чего осуществляют его нагрев до 920-940°C с выдержкой 2,0-3,0 мин/мм и последующим охлаждением со скоростью 7-40 град/с до температуры не выше 100°С и повторный нагрев до 640-670°C с выдержкой 1,5-2,0 мин/мм и охлаждением на воздухе.
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062795C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2002 |
|
RU2225887C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |

