Изобретение относится к устройствам для термической обработки длин номерных изделий и может быть исполь зовано для закалки совместно с правкой длинномерных тонкостенных издеЛИЙ круглого и некруглого сечений, например профилированных стеблей для сверл одностороннего резания. Целью изобретения является расширение технологических возможностей. На фиг. 1 изображена установка в момент загрузки, на фиг. 2 - то же, в момент правки. Установка для термической обработки длинномерных тонкостенных изделий некруглого сечения состоит из закалочного бака 1 и устройства для правки, вьтолненного в виде двух плит 2. Боковые стороны 3 плит 2 удлинены и установлены на столе 4, а их рабочие поверхности 5 выполнен с V-образным рабочим профилем. Одна из плит 2 связана с приводом возвра но-поступательного перемещения ее я горизонтальном направлении по столу 4, вьшолненным в виде гидроцилиндра 6. Другая плита 2 .закреплена на столе 4. Боковые стороны 7 плит имеют скосы 8, образующие окно для загрузки изделий в зону правки. При не обходимости поверхность скосов 8 может быть .удлинена с помощью направля ющих пластин 9, закрепленных на скосах. Стол 4 имеет привод возвратнопоступательного перемещения в вертикальном направлении, выполненный в виде гидроцилиндра 10. Установка работает следующим обра зом, С помощью, гидроцилиндра 6 подвижная плита 2 отводится в крайнее лево положение, а гидроцилиндр 10 устанав ливает разведенные плиты в закалочном баке в крайнем нижнем положении тай, чтобы рабочая зона правки наход лась ниже зеркала закалочной среды, например масла, а направляющие пластины 9 выступали над ним. Нагретая до закалочной температуры заготовка быстро в течение 1-2 с переносится из печи и сбрасьшается в закалочный бак между направляющими пластинами и попадает на рабочие поверхности 5 плит, образующие ложемент. После этого с помощью гидроцилиндра 6 перемещают подвижную плиту 2 в сторону зажима до упора в заготовку. Таким образом, заготовка в процессе правки фиксируется рабочими поверхностям плит не менее чем в 3 направлениях, обеспечивая тем самым прямолинейность заготовки в процессе закалки. По окончании термической обработки с помощью гидроцилиндра 10 стол 4 поднимается с плитами 2 и выводится из зоны закалочного бака, гидроцилиндр 6 отводит подвижную плиту 2 влево и заготовка удаляется из рабочей зоны правильного устройства. Затем гидроцилиндр, 10 возвращает стол 4 с плитами 2 в первоначальное положение и цикл повторяется. Предлагаемая установка для термической обработки длинномерных изделий может быть использована как для изделий.тонкостенных некруглых, так и круглых с постоянным сечением по всей длине, а также для изделий бесступенчатой формы. При закалке с правкой изделий прямоугольного сечения угол призм должен быть вьтолнеи в соответствии с формой сечения изделия. Использование предлагаемой установки дае.т возможность качественно производить термическую обработку длинномерных тонкостенных изделий некруглого сечения, таких например, как профилированные стебли для сверл одностороннего резания.
(риг. 2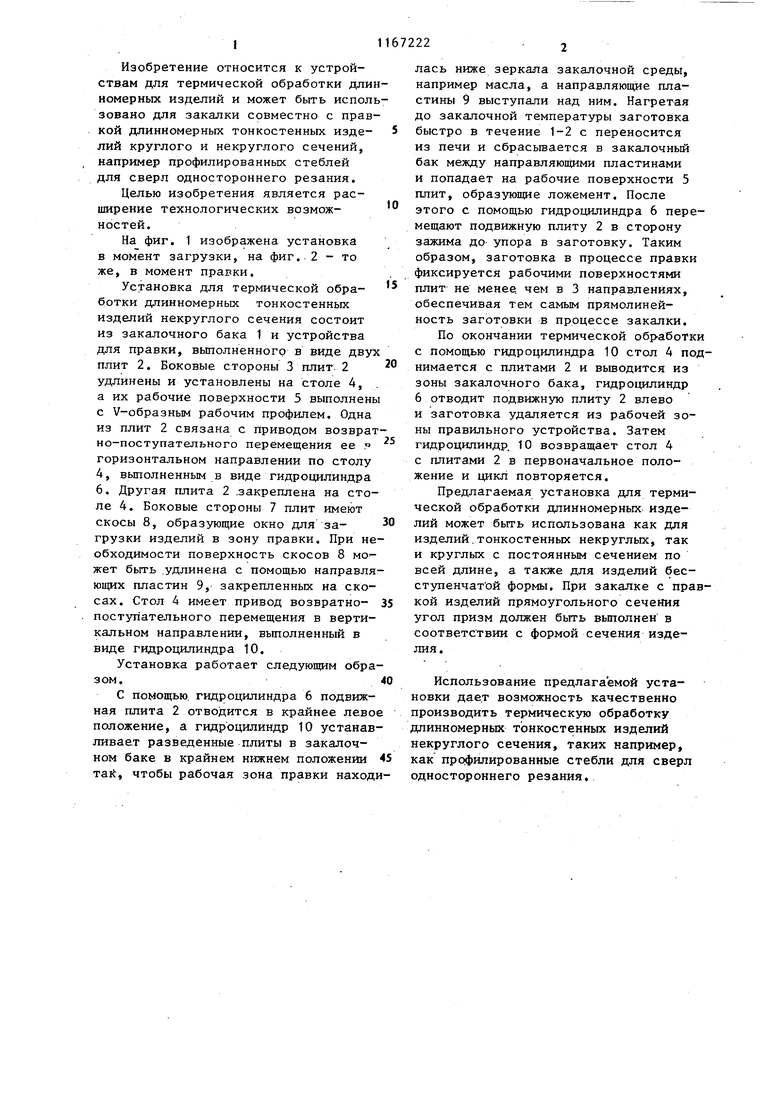
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Способ обработки кольцевых длинномерных деталей | 1988 |
|
SU1525217A1 |
| СПОСОБ ЗАКАЛКИ ТОНКОСТЕННЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ СТАЛИ 12Х2НВФА В УПРАВЛЯЕМОМ ПОТОКЕ ВОЗДУХА | 2017 |
|
RU2655875C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Установка для термической обработки длинномерных изделий | 1989 |
|
SU1652360A1 |
| Устройство для загрузки-выгрузки закалочных устройств | 1982 |
|
SU1062492A1 |
УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СЛОЖНОПРОФЙПИРОВАННЫХ ПРОТЯЖНЫХ ИЗДЕЛИЙ, содержащая закалочный бак и установленный в нем с возможностью вертикального перемещения стол, отличающийся тем, что, с целью раслшрения технологических возможностей, она снабжена размещенным на столе устройством для правки изделий, выполненным в виде расположенных друг против друга плит с боковым V-образг ным рабочим профилем и верхним скосом для загрузки изделия,- при этом одна из плит имеет возможность гори- зонтального перемещения с перекрытием рабочего профиля другой плиты. Од ю to ю
| Авторское, свидетельство СССР № 410851, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для ЗАКАЛКИ | 0 |
|
SU280510A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
