Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного литья литой заготовки с небольшим поперечным сечением (в дальнейшем для краткости также называемой просто «заготовка») из любых марок стали, таких как углеродистая сталь, низколегированная сталь, высоколегированная сталь и нержавеющая сталь, с одновременным снижением возможности формирования центральной пористости в середине заготовки и улучшением внутреннего качества заготовки.
Уровень техники
Согласно способу, такому как способ экструзии Южина-Сежурне или способ изготовления труб Маннесманна, включающему использование прокатки или ковки для изготовления бесшовной стальной трубы из такого сырья, как, например, заготовка, полученная способом непрерывного литья, внутренняя часть используемой заготовки составляет внутреннюю поверхность трубы. Поэтому качество заготовки для изготовления бесшовной трубы обязательно должно быть однородным не только на внешней поверхности, но и на внутренней, и, следовательно, контроль качества внутренней части заготовки имеет большое значение. В том случае, если в заготовке, полученной непрерывным литьем, имеется центральная пористость и ее объем превышает допустимый предел, труба из нержавеющей стали, полученная из такой заготовки, часто имеет дефекты внутренней поверхности, которые являются нежелательными с точки зрения качества.
Поэтому для снижения возможности возникновения центральной пористости в заготовке, полученной способом непрерывного литья, был предложен метод вторичного охлаждения, включающий термическую усадку во время охлаждения заготовки.
Например, в публикации заявки на патент Японии S62-61674 описан способ, включающий принудительное охлаждение водой поверхности заготовки в направлении литья на участке, находящемся на расстоянии 2-15 м от края кратера жидкого ядра внутри заготовки в направлении литья до края кратера жидкого ядра до уровня, при котором ее усадка во время затвердевания, по меньшей мере, приближается к уровню объема усадки, вызывающей усадку затвердевшей оболочки и таким образом уменьшает поперечное сечение заготовки, тем самым снижая степень центральной сегрегации.
Кроме того, в публикации заявки на патент Японии S62-263855 описан способ, включающий постепенное снижение температуры поверхности заготовки в направлении литья на участке, начинающемся на расстоянии 2-15 м от края кратера жидкого ядра внутри заготовки в направлении литья, до края кратера жидкого ядра, до температуры, не ниже температуры превращения А3 стали или исходной температуры ТA превращения Асm и не выше эффективной температуры поверхности заготовки Тv согласно уравнению Та+(ТN-Та)×0,3=Tv, в ответ на ход затвердевания жидкого ядра заготовки, вызывающего усадку затвердевшей заготовки для трубы и таким образом снижающего возможность формирования центральной пористости. В вышеприведенном уравнении TN означает температуру поверхности заготовки, обеспечиваемую охлаждением на открытом воздухе после ее выхода из установки с прижимными роликами, а Та означает температуру поверхности заготовки, при которой достигается среднее охлаждение затвердевшей оболочки, необходимой для компенсации объема усадки во время затвердения.
Кроме того, в публикации заявки на патент Японии Н02-15856 описан способ, включающий принудительное охлаждение заготовки, при этом ядро заготовки во время непрерывного литья находится в мягком состоянии затвердевшей фазы, обеспечивая эффект, при котором мягкое ядро всегда сжато уже полностью затвердевшей оболочкой вокруг ядра благодаря разнице термической усадки между ядром и оболочкой, тем самым уменьшая возможность формирования центральной пористости.
Однако способы, описанные в публикациях заявок на патент Японии S62-61764, S62-263855 и Н02-15856, среди прочих, имеют следующие недостатки. Например, (1) при осуществлении принудительного охлаждения в месте, находящемся на слишком большом расстоянии до точки окончательного затвердевания, больше не остается температурных ресурсов для охлаждения в то время, когда возможность формирования центральной пористости становится действительно высокой и эффект охлаждения снижается; (2) при прекращении охлаждения в тот момент, когда ядро заготовки еще не находится в затвердевшем состоянии, возврат тепла увеличивает центральную пористость или внутреннее растрескивание; (3) диапазоны соответствующих условий для получения эффекта по снижению уровня центральной пористости и центральной сегрегации являются очень узкими, поэтому внешние помехи, например, легко создают реальные производственные условия, отличающиеся от нужных условий.
Ранее авторы настоящего изобретения предлагали способы, описанные в патентах Японии №2856068, №3405490 и №3401785 и кратко изложенные ниже в виде методики усовершенствования способов, описанных в вышеупомянутых публикациях заявок на патент Японии S62-61764, S62-263855 и Н02-15856.
Способ, предложенный в патенте Японии №2856068, представляет собой способ охлаждения, включающий начало охлаждения поверхности заготовки при определенной плотности воды для охлаждения в тот момент, когда соотношение твердой фазы в центральной части заготовки составляет 0,1-0,3, и продолжение охлаждения водой при указанной плотности до тех пор, пока соотношение твердой фазы в центральной части заготовки не составит менее 0,8. Способ, предложенный в патенте Японии №3405490, представляет собой способ улучшения внутреннего качества, включающий начало охлаждения поверхности заготовки, имеющей диаметр или толщину, не превышающую заданного значения, водой в определенном количестве в тот момент, когда соотношение твердой фазы в центральной части заготовки составляет 0,2-0,8, и продолжение охлаждения водой в определенном количестве до полного затвердевания. Способ, предложенный в патенте Японии №3401785, представляет собой способ охлаждения, включающий регулирование плотности воды для охлаждения поверхности заготовки до установленной величины на расстоянии, составляющем 0,1-2,0 м от края кратера жидкого ядра в направлении литья до достижения соотношения твердой фазы в центральной части заготовки величины, составляющей не менее 0,99, повышая при этом плотность охлаждающей воды по направлению к стороне выхода.
Таким образом, авторы настоящего изобретения разработали способы устранения упомянутых выше недостатков (1)-(3) после практического использования методик, описанных в вышеупомянутых патентах Японии №2856068, №3405490 и №3401785. Однако с технологической точки зрения все еще остается возможность усовершенствования для получения более стабильного и более надежного действия по улучшению внутреннего качества.
Раскрытие изобретения
Целью настоящего изобретения, сделанного с учетом описанных выше недостатков, является создание способа непрерывного литья заготовок с небольшим поперечным сечением из любых марок стали, таких как углеродистая сталь, низколегированная сталь, высоколегированная сталь и нержавеющая сталь, формирование центральной пористости, в середине которых может быть стабильно и надежно снижено и обеспечено действие по улучшению их внутреннего качества.
Авторы настоящего изобретения внедрили в практику методики, описанные, среди прочих, в вышеупомянутых патентах Японии №2856068, №3405490 и №3401785, и накопили ряд случаев их практического использования. Одновременно они продвинулись в своих научно-исследовательских и опытно-конструкторских работах по разработке способа непрерывного литья заготовок с небольшим поперечным сечением, внутреннее качество которых может быть обеспечено более стабильно и более надежно. В результате они совершили следующие открытия (a)-(h), которые привели к завершению настоящего изобретения.
(a) Способ согласно настоящему изобретению, включающий использование термической усадки, возникающей в результате охлаждения поверхности заготовки, вызывая ее сжатие, является высокоэффективным при непрерывном литье заготовки с небольшим поперечным сечением, площадь которого не превышает 500 см2. Поскольку при вышеупомянутом непрерывном литье используют кристаллизатор с небольшим поперечным сечением и вихретоковый датчик для контроля уровня расплава в кристаллизаторе, необходимо использовать цилиндрическое погружное сопло с одним отверстием в качестве сопла для разливки расплавленной стали в кристаллизатор.
(b) Перемешивание расплавленной стали в кристаллизаторе электромагнитной мешалкой обеспечивает повышение уровня формирования равноосных кристаллов в центральной части заготовки и ингибирование развития пористости в середине заготовки и, кроме того, обеспечивает равномерный рост затвердевшей оболочки. Для закрепления эффекта усиления формирования равноосных кристаллов в результате вышеупомянутого электромагнитного перемешивания необходимо, чтобы внутренний диаметр (ø) одного отверстия упомянутого выше в разделе (а) погружного сопла составлял не менее 40 мм таким образом, чтобы скорость выходящего потока расплавленной стали могла быть снижена.
(c) Для поддержания стабильного роста затвердевшей оболочки и подавления отклонений соотношения твердой фазы в середине заготовки во время конечного периода затвердевания необходим высокоточный контроль уровня расплавленной стали, в кристаллизаторе поэтому для измерения уровня расплавленной стали подходящим, как упомянуто выше в разделе (а), является использование вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе. При использовании других датчиков для контроля уровня расплавленной стали типа γ-лучевых датчиков, термопары и т.д. чувствительность определения уровня расплавленной стали является низкой, поэтому высокоточные измерения уровня расплавленной стали, необходимые для осуществления данного изобретения, никогда не могут быть получены в результате их использования.
(d) Для обеспечения продуктивности непрерывного литья и стабильности его операций зона охлаждения во время конечного периода затвердевания должна находиться на участке от мениска расплавленной стали в кристаллизаторе до расстояния, составляющего 15-45 м в направлении литья. Для того чтобы обеспечить достаточное охлаждение заготовки, избежать ненужного охлаждения и предотвратить деформацию заготовки из-за переохлаждения, необходимо, чтобы зона охлаждения во время конечного периода затвердевания представляла собой непрерывную зону охлаждения, имеющую длину 3-8 м.
(e) Необходимо, чтобы скорость литья была установлена таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки составляла 0,3-0,99, был включен в зону охлаждения во время конечного периода затвердевания. Это объясняется тем, что поскольку точка инициирования пористости в середине слитка возникает на данном участке, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99 и растет на данном участке, эффективным для предотвращения возникновения пористости в середине слитка является осуществление конечного охлаждения в рамках вышеупомянутого диапазона соотношения твердой фазы.
(f) Необходимо, чтобы удельное количество воды для охлаждения во вторичной зоне охлаждения заготовки составляло 0,1-0,8 литра (л)/кг стали и чтобы температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания составляла 900-1200°С. В том случае, если удельное количество воды для охлаждения во вторичной зоне охлаждения меньше, заготовка вздувается из-за гидростатического давления расплавленной стали, поэтому прогноз или оценка соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания является затруднительной. В том случае, если, напротив, удельное количество воды является избыточным, охлаждение становится неравномерным, легко вызывая отклонения толщины затвердевшей оболочки, что приводит к затруднению прогноза соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания.
В том случае, если температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания составляет менее 900°С, происходит фазовое превращение из γ-фазы в α-фазу и поверхность заготовки расширяется таким образом, что действие по снижению пористости легко уменьшается. Если, напротив, температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания является слишком высокой, охлаждение становится неравномерным, а действие по снижению пористости становится нестабильным.
(g) Необходимо, чтобы плотность воды для охлаждения на поверхности заготовки в зоне охлаждения во время конечного периода затвердевания составляла 20-300 л/(мин·м2). Это объясняется тем, что, когда плотность воды для охлаждения имеет более низкое значение, ее охлаждающее действие является слишком слабым для того, чтобы обеспечить удовлетворительный эффект данного изобретения, и, в том случае, когда плотность воды для охлаждения составляет более 300 л/(мин·м2), температура поверхности заготовки понижается слишком сильно, а поверхность заготовки расширяется благодаря фазовому превращению из γ-фазы в α-фазу, таким образом легко уменьшая действие по снижению пористости.
(h) Отрезание заготовки осуществляют по меньшей мере через 1 м после выхода из зоны охлаждения во время конечного периода затвердевания. Это объясняется тем, что в том случае, если заготовку отрезают сразу же после выхода из зоны охлаждения во время конечного периода затвердевания, заготовка после отрезания легко сгибается из-за того, что отклонения температуры поверхности заготовки, вызванные неравномерным охлаждением во время конечного периода затвердевания, еще не уменьшились.
Сущность настоящего изобретения, которое было реализовано на основании вышеописанных открытий, заключается в следующих способах непрерывного литья, представленных ниже в пп.(1)-(5).
(1) Способ непрерывного литья заготовки с небольшим поперечным сечением, при этом заготовка имеет площадь поперечного сечения не более 500 см2, при этом для заливки расплавленной стали в кристаллизатор используют цилиндрическое погружное сопло с одним отверстием, внутренний диаметр которого составляет не менее 40 мм, отличается тем, что измеряют уровень поверхности расплавленной стали посредством вихретокового датчика и уровень расплавленной стали в кристаллизаторе контролируют на основании полученной таким образом величины, а перемещение расплавленной стали в кристаллизаторе регулируют посредством электромагнитного перемешивания; при этом зона охлаждения во время конечного периода затвердевания, имеющая длину 3-8 м и непрерывная в направлении литья, находится на участке от мениска расплавленной стали в кристаллизаторе до участка, расположенного на расстоянии 15-45 м от него в направлении литья, и регулируют скорость литья таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99, был включен в зону охлаждения во время конечного периода затвердевания; охлаждают заготовку во вторичной зоне охлаждения, находящейся на стороне входа в направлении литья относительно зоны охлаждения во время конечного периода затвердевания, водой для охлаждения в удельном количестве, составляющем 0,1-0,8 литра (л)/кг стали, тем самым регулируя температуру поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания до 900-1200°С; охлаждают заготовку в зоне охлаждения во время конечного периода затвердевания при плотности воды для охлаждения на поверхности заготовки, составляющей 20-300 л/(мин·м2); и отрезают заготовку по меньшей мере через 1 м в направлении литья после выхода из зоны охлаждения во. время конечного периода затвердевания (в дальнейшем также иногда называемый «первым аспектом данного изобретения»).
(2) Описанный выше в п.(1) способ непрерывного литья отличается тем, что отклонения уровня поверхности расплавленной стали в кристаллизаторе составляют ±10 мм (в дальнейшем также иногда называемый «вторым аспектом данного изобретения»).
(3) Описанный выше в п.(1) или (2) способ непрерывного литья отличается тем, что электромагнитное перемешивание осуществляют при вращении расплавленной стали в кристаллизаторе в горизонтальной плоскости, а максимальная величина тангенциальной скорости потока расплавленной стали составляет 0,2-0,8 м/с (в дальнейшем также иногда называемый «третьим аспектом данного изобретения»).
(4) Описанный выше в любом из пп.(1)-(3) способ непрерывного литья отличается тем, что регулирование скорости литья осуществляют в ответ на существенные изменения содержания в расплавленной стали, по меньшей мере, трех элементов, выбранных из С, Si, Mn, P, S, Сr, Мо и Ni, и существенное изменение температуры литья (в дальнейшем также иногда называемый «четвертым аспектом данного изобретения»).
(5) Описанный выше в любом из пп.(1)-(4) способ непрерывного литья отличается тем, что вторичное охлаждение заготовки заканчивают на расстоянии, составляющем, по меньшей мере, 2 м в направлении литья относительно входа в зону охлаждения во время конечного периода затвердевания (в дальнейшем также иногда называемый «пятым аспектом данного изобретения»).
Упоминаемый здесь «вихретоковый датчик для контроля уровня расплавленной стали в кристаллизаторе» представляет собой широко используемый вихретоковый дистанционный датчик, используемый для измерения уровня поверхности расплавленной стали и состоящий из передающей катушки и принимающей катушки. Данный тип датчика для измерения уровня расплавленной стали характеризуется, среди прочего, тем, что точность измерения уровня расплавленной стали является очень высокой.
«Вторичная зона охлаждения» подразумевает зону охлаждения, расположенную после выхода из кристаллизатора и предназначенную для непосредственного охлаждения поверхности заготовки распылением.
«Соотношение твердой фазы в середине заготовки» подразумевает долю участка твердой фракции относительно всего участка, занятого твердой фазой и жидкой фазой в центральной части заготовки.
Термин «существенное изменение» означает такую степень изменения коэффициента эксплуатации, который оказывает влияние на скорость затвердевания заготовки, например, состав стали или температура литья, которая является достаточной для того, чтобы такое влияние достигло или превысило определенный заданный уровень. Его величину определяют на основании эксплуатационного опыта и фактических результатов работы. Для содержания таких элементов, как из С, Si, Mn, P, S, Сr, Мо и Ni, он составляет приблизительно от ±0,001 до ±0,01% мас., а для температуры литья - приблизительно от ±2 до ±5°С. О том, как отразить изменение или изменения скорости литья, будет рассказано ниже в разделах 2-4.
Краткое описание чертежа
Чертеж представляет собой схематичную диаграмму, иллюстрирующую способ непрерывного литья согласно настоящему изобретению, относящийся к литью заготовки с небольшим поперечным сечением.
Предпочтительные варианты осуществления изобретения
1. Основное содержание изобретения
Как упомянуто выше, настоящее изобретение относится к способу непрерывного литья заготовки с небольшим поперечным сечением, согласно которому заготовка имеет площадь поперечного сечения не более 500 см2, при этом для заливки расплавленной стали в кристаллизатор используют цилиндрическое погружное сопло с одним отверстием, внутренний диаметр которого составляет не менее 40 мм, отличающемуся тем, что уровень поверхности расплавленной стали измеряют посредством вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе, и уровень расплавленной стали контролируют на основании полученной таким образом величины, а перемещение расплавленной стали в кристаллизаторе регулируют посредством электромагнитного перемешивания; зона охлаждения во время конечного периода затвердевания, имеющая длину 3-8 м и непрерывная в направлении литья, находится на участке от мениска расплавленной стали в кристаллизаторе до участка, находящегося на расстоянии 15-45 м от него в направлении литья, и скорость литья регулируют таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99, был включен в зону охлаждения во время конечного периода затвердевания; заготовку охлаждают во вторичной зоне охлаждения, находящейся на стороне входа в направлении литья относительно зоны охлаждения во время конечного периода затвердевания, водой для охлаждения в удельном количестве, составляющем 0,1-0,8 литра (л)/кг стали, тем самым регулируя температуру поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания до 900-1200°С, заготовку охлаждают в зоне охлаждения во время конечного периода затвердевания при плотности воды для охлаждения на поверхности заготовки, составляющей 20-300 л/(мин·м2); и заготовку отрезают на расстоянии, составляющем по меньшей мере 1 м, после выхода из зоны охлаждения во время конечного периода затвердевания. Далее предмет данного изобретения описан более подробно.
На чертеже представлен схематичный вертикальный поперечный разрез, иллюстрирующий способ непрерывного литья согласно данному изобретению, относящийся к литью заготовки с небольшим поперечным сечением. Расплавленную сталь 2, находящуюся в разливочном устройстве 1, разливают через погружное сопло 3 в кристаллизатор 4, охлаждают водой для охлаждения в кристаллизаторе и вторичной водой, распыляемой из устройства 11 для охлаждения (ряд распыляющих сопел) во вторичной зоне для охлаждения, расположенной под кристаллизатором, формируя заготовку 9 с одновременным формированием затвердевшей оболочки 7. В этот момент измеряют уровень поверхности (высоту) расплавленной стали 6 в кристаллизаторе 4 при помощи вихретокового датчика 5 для контроля уровня расплава и уровень расплавленной стали контролируют на основании полученной величины, и, одновременно, расплавленную сталь в кристаллизаторе подвергают электромагнитному перемешиванию устройством 10 для электромагнитного перемешивания, тем самым регулируя перемещение расплавленной стали.
Заготовку 9, содержащую в своей центральной части незатвердевшую расплавленную сталь 8, перемещают в направлении, указанном на чертеже справа, установкой 12 тянущих роликов и, после полного затвердения в результате охлаждения водой, распыляемой из устройства 13 для охлаждения во время конечного периода затвердения, заготовку отрезают устройством 14 для отрезания слитков (газовый резак).
2. Обоснования указания структурных элементов и предпочтительные варианты осуществления
2-1. Первый аспект изобретения
1) Площадь поперечного сечения не более 500 см2
Необходимо, чтобы площадь поперечного сечения заготовки составляла не более 500 см2. В том случае, если площадь поперечного сечения составляет более 500 см2, достижение результатов данного изобретения становится затруднительным, в частности, действия по сжиманию внутренней части заготовки благодаря термической усадке во время охлаждения поверхности заготовки. Нижний предел величины площади поперечного сечения в данном описании конкретно не ограничивается. Однако с учетом нижнего предела площади поперечного сечения при обычном непрерывном литье площадь поперечного сечения предпочтительно составляет около 150 см2 или более.
2) Использование цилиндрического погружного сопла с одним отверстием, внутренний диаметр которого составляет не менее 40 мм
Причина использования цилиндрического погружного сопла с одним отверстием заключается в том, что, когда расплавленную сталь разливают в кристаллизатор для непрерывного литья, имеющую вышеуказанное небольшое поперечное сечение, использование погружного сопла с несколькими выпускными отверстиями является затруднительным, и для использования вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе, описываемого далее, необходимо использовать вышеупомянутое погружное сопло. Кроме того, причина, по которой внутренний диаметр одного отверстия должен составлять не менее 40 мм, заключается в том, что в том случае, если внутренний диаметр составляет менее 40 мм, скорость выходящего потока становится слишком высокой и описываемый далее эффект электромагнитного перемешивания для усиления формирования равноосных кристаллов снижается. Верхний предел внутреннего диаметра одного отверстия конкретно не ограничен. Однако с учетом нижнего предела внутреннего диаметра при обычном непрерывном литье заготовки с небольшим поперечным сечением внутренний диаметр предпочтительно составляет не более приблизительно 80 мм.
3) Использование вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе
Причина использования вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе заключается в следующем. Для того чтобы обеспечить стабильный рост затвердевшей оболочки и подавить отклонение соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания, тем самым гарантируя стабильный эффект данного изобретения, для контроля уровня расплавленной стали в кристаллизаторе необходимо использовать вихретоковый датчик, позволяющий получать высокоточные результаты измерений. При использовании других датчиков для определения уровня расплава типа γ-лучевых датчиков, термопары и т.д. чувствительность определения уровня расплавленной стали является низкой, поэтому высокоточные измерения уровня расплава, необходимые для осуществления данного изобретения, не могут быть получены никогда.
4) Электромагнитное перемешивание расплавленной стали в кристаллизаторе
Электромагнитное перемешивание расплавленной стали в кристаллизаторе используют по следующим двум причинам. Первая причина заключается в том, что действие по ингибированию развития центральной пористости в середине заготовки может быть надежно гарантировано регулированием скорости потока расплавленной стали, обеспечиваемой электромагнитным перемешиванием, тем самым способствуя формированию равноосных кристаллов в середине заготовки и повышая соотношение равноосных кристаллов. Вторая причина заключается в том, что эффект, обеспечивающий равномерный рост затвердевшей оболочки, может быть гарантирован в результате регулирования перемещения расплавленной стали, обеспечиваемого электромагнитным перемешиванием.
5) Расположение зоны охлаждения длиной 3-8 м во время конечного периода затвердевания на участке от мениска расплавленной стали в кристаллизаторе до участка, находящегося на расстоянии 15-45 м от него
Причина, по которой зону охлаждения во время конечного периода затвердения располагают на участке, находящемся на расстоянии 15-45 м от мениска, заключается в следующем. В том случае, если расстояние от мениска до зоны охлаждения во время конечного периода затвердевания составляет менее 15 м, скорость литья становится слишком низкой и продуктивность непрерывного литья снижается, а если расстояние от мениска до зоны охлаждения во время конечного периода затвердевания составляет более 45 м, скорость литья становится слишком высокой и осуществление стабильных операций литья затрудняется. В данном изобретении не указан конкретный диапазон скорости литья, однако с точки зрения улучшения продуктивности и стабильности операции обычно предпочтительным является осуществление операции в диапазоне, составляющем 1,5-4,0 м/мин.
Причина, по которой длина зоны охлаждения во время конечного периода затвердевания должна составлять не менее 3 м, заключается в следующем. В том случае, если данная длина составляет менее 3 м, достаточного охлаждения заготовки не происходит. Причина, по которой длина зоны охлаждения во время конечного периода затвердевания должна составлять не более 8 м, заключается в том, что длина, составляющая более 8 м, не только делает зону охлаждения слишком длинной, но и позволяет заготовке сгибаться в результате переохлаждения.
6) Регулирование скорости литья таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99, мог быть включен в зону охлаждения во время конечного периода затвердевания.
Причина, по которой скорость литья регулируют таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99, мог быть включен в зону охлаждения во время конечного периода затвердевания, заключается в следующем. Точка инициации центральной пористости в середине заготовки возникает на участке, на котором соотношение твердой фазы в середине заготовки составляет 0,3-0,99 и растет на данном участке. Поэтому возникновение центральной пористости в середине заготовки может быть эффективно предотвращено охлаждением во время конечного периода затвердевания во время затвердевания, при котором соотношение твердой фазы находится в рамках вышеприведенного диапазона.
7) Удельное количество воды для охлаждения, составляющее 0,1-0,8 л/кг стали, во вторичной зоне охлаждения заготовки и температура поверхности заготовки, составляющая 900-1200°С на входе в зону охлаждения во время конечного периода затвердевания
Причина, по которой удельное количество воды для охлаждения во вторичной зоне охлаждения заготовки должно составлять 0,1-0,8 л/кг стали, заключается в следующем. В том случае, если удельное количество воды для охлаждения во вторичной зоне охлаждения составляет менее 0,1 л/кг стали, заготовка вздувается из-за гидростатического давления расплавленной стали и площадь поперечного сечения заготовки легко увеличивается, поэтому прогноз или оценка соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания становится затруднительной. В том случае, если, напротив, удельное количество воды для вторичного охлаждения составляет более 0,8 л/кг стали, охлаждение становится неравномерным, легко вызывая отклонения толщины затвердевшей оболочки, что приводит к затруднению прогноза соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания.
Причина, по которой температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания должна составлять 900-1200°С, заключается в следующем. В том случае, если температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания составляет менее 900°С, температура поверхности заготовки становится слишком низкой в зоне охлаждения во время конечного периода затвердевания, происходит фазовое превращение из γ-фазы в α-фазу и поверхность заготовки расширяется таким образом, что действие по снижению пористости легко уменьшается. Если, напротив, температура поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания выше, а именно более 1200°С, охлаждение в зоне охлаждения во время конечного периода затвердевания становится неравномерным, поэтому легко происходит неравномерное охлаждение, а действие по снижению пористости становится нестабильным.
8) Вода для охлаждения плотностью 20-300 л/(мин·м2) на поверхности заготовки в зоне охлаждения во время конечного периода затвердевания
Причина, по которой плотность воды для охлаждения на поверхности заготовки в зоне охлаждения во время конечного периода затвердевания должна составлять 20-300 л/(мин·м2), заключается в следующем. В том случае, если плотность воды для охлаждения составляет менее 20 л/(мин·м2), ее охлаждающее действие является слишком слабым для того, чтобы обеспечить полный эффект данного изобретения, а в том случае, если плотность воды для охлаждения составляет более 300 л/(мин·м2), температура поверхности заготовки снижается слишком сильно, происходит фазовое превращение из γ-фазы в α-фазу и поверхность заготовки расширяется, таким образом легко уменьшая действие по снижению пористости.
9) Отрезание заготовки на участке по меньшей мере через 1 м после выхода из зоны охлаждения во время конечного периода затвердевания
Причина, по которой отрезание заготовки осуществляют на участке по меньшей мере через 1 м после выхода из зоны охлаждения во время конечного периода затвердевания, заключается в следующем. В том случае, если заготовку отрезают на участке менее 1 м сразу же после выхода из зоны охлаждения во время конечного периода затвердевания, заготовка после отрезания легко сгибается из-за того, что еще не произошло снижения неравномерности температуры поверхности заготовки, вызванной неравномерным охлаждением во время конечного периода затвердевания, благодаря термической диффузии. Таким образом, для того чтобы предотвратить сгибание заготовки после ее отрезания, заготовка должна быть отрезана на участке, находящемся по меньшей мере на расстоянии 1 м после выхода из зоны охлаждения во время конечного периода затвердевания. Предпочтительным и желательным является отрезание заготовки на участке, находящемся по меньшей мере на расстоянии 3 м после выхода из зоны охлаждения во время конечного периода затвердевания. Это объясняется тем, что неравномерное распределение температуры поверхности заготовки, вызванное неравномерным охлаждением в зоне охлаждения во время конечного периода затвердевания затем становится достаточно ровным и равномерным благодаря термической диффузии, предотвращая сгибание заготовки в еще большей степени.
2-2. Второй аспект изобретения
Второй аспект изобретения касается способа непрерывного литья по первому аспекту данного изобретения, отличающегося тем, что отклонения уровня поверхности расплавленной стали в кристаллизаторе, как описано ниже, контролируют в диапазоне, составляющем ±10 мм.
Причина, по которой отклонения уровня поверхности расплавленной стали в кристаллизаторе предпочтительно контролируют в диапазоне, составляющем ±10 мм, заключается в том, что если уровень поверхности расплавленной стали в кристаллизаторе намного превысит ±10 мм, рост затвердевшей оболочки становится нестабильным. В том случае, если рост затвердевшей оболочки становится нестабильным, отклонения в соотношении твердой фазы в середине заготовки во время конечного периода затвердевания увеличиваются, поэтому преимущества данного изобретения, в частности, действие по стабильному и надежному снижению уровня возникновения центральной пористости и действие по улучшению внутреннего качества слитка, не могут быть удовлетворительно реализованы.
Для поддержания объемов отклонения уровня поверхности расплавленной стали в диапазоне, составляющем ±10 мм, помимо получения высокоточной информации об уровне поверхности расплавленной стали посредством вихретокового датчика для контроля уровня расплавленной стали в кристаллизаторе, требуются также такие меры, как использование высокочувствительного шагового цилиндра в механизме контроля скорости потока расплавленной стали либо выбор соответствующего коэффициента усиления системы управления.
2-3. Третий аспект изобретения
Третий аспект изобретения касается способа непрерывного литья по первому или второму аспекту данного изобретения, в котором электромагнитное перемешивание расплавленной стали в кристаллизаторе осуществляют при вращении расплавленной стали в кристаллизаторе в горизонтальной плоскости, при этом максимальная скорость вращения потока расплавленной стали составляет 0,2-0,8 м/с.
Причина, по которой для формирования циркуляционного потока в горизонтальной плоскости используют электромагнитное перемешивание, заключается в том, что с точки зрения снижения отклонений уровня поверхности расплавленной стали предпочтительным является размещение электромагнитной катушки таким образом, чтобы сформировать тангенциальный поток в горизонтальной плоскости при осуществлении электромагнитного перемешивания расплавленной стали в кристаллизаторе. Причина, по которой максимальная величина скорости циркуляционного потока расплавленной стали, обеспечивающего электромагнитное перемешивание, предпочтительно составляет 0,2-0,8 м/с, заключается в следующем. В том случае, если скорость упомянутого потока составляет менее 0,2 м/с, получение результатов электромагнитного перемешивания, в частности, действия по ингибированию возникновения центральной пористости благодаря формированию равноосных кристаллов, и действия, обеспечивающего равномерный рост затвердевшей оболочки благодаря регулированию движения расплавленной стали, затрудняется. С другой стороны, в том случае, если скорость упомянутого потока составляет более 0,8 м/с, отклонения уровня поверхности расплавленной стали в кристаллизаторе нежелательным образом повышаются до слишком высокой степени.
В данном случае максимальная величина скорости циркуляционного потока означает скорость потока расплавленной стали на участке, где скорость циркуляционного потока расплавленного металла становится максимальной в кристаллизаторе на участке пространства, окруженного катушкой, предназначенной для электромагнитного перемешивания.
2-4. Четвертый аспект изобретения
Четвертый аспект изобретения касается способа непрерывного литья по первому, второму или третьему аспекту данного изобретения, в котором регулирование скорости литья осуществляют в ответ на существенные изменения содержания в расплавленной стали, по меньшей мере, трех элементов, выбранных из С, Si, Mn, Р, S, Сr, Мо и Ni, и существенное изменение температуры литья.
Регулирование скорости литья предпочтительно осуществляют с учетом влияния содержания в расплавленной стали, по меньшей мере, трех элементов, выбранных из С, Si, Mn, Р, S, Сr, Мо и Ni, и температуры литья на скорость затвердения. Скорость затвердения (более конкретно, скорость роста затвердевшей оболочки) варьируется под влиянием состава расплавленной стали и температуры литья. Согласно опыту и исследованиям авторов настоящего изобретения для прогнозирования скорости затвердевания заготовки с адекватной точностью предпочтительно принимать во внимание содержание в расплавленной стали, по меньшей мере, трех элементов, выбранных из С, Si, Mn, Р, S, Сr, Мо и Ni, с учетом состава расплавленной стали, при этом одновременно принимая во внимание влияние температуры литья.
На скорость затвердевания заготовки влияет снижение равновесной температуры затвердевания, вызванное сегрегацией растворенных элементов компонентов и изменениями состава благодаря морфологическим изменениям слоя оксида (окалины) на поверхности заготовки, при этом объем влияния также варьируется в зависимости от технологических условий. Снижение температуры затвердевания может быть спрогнозировано, например, в результате цифровой имитации процесса затвердевания, принимая во внимание сегрегацию составляющих элементов. С другой стороны, изменение скорости затвердевания, вызванное изменениями составляющих элементов, причиной которых являются морфологические изменения слоя оксида на поверхности заготовки, трудно спрогнозировать в результате расчетов, поэтому необходимо определить тенденцию на основании исследования большого числа заготовок. Накопление большого количества результатов исследований, касающихся вышеописанной связи, и анализа процесса затвердевания путем подстановки полученных результатов исследования обеспечивает возможность прогнозирования скорости затвердевания.
С точки зрения обеспечения соответствующего соотношения твердой фазы в середине заготовки в зоне охлаждения во время конечного периода затвердевания с высокой точностью регулирование скорости литья согласно четвертому аспекту данного изобретения предпочтительно осуществляют каждый раз при определении существенного изменения или изменений таких факторов, влияющих на скорость затвердевания, как вышеупомянутое составляющее содержание и/или температура литья. Более конкретно, результаты анализа каждого нагревания (каждого ковша) на конечной стадии, например рафинирования, используют в качестве составляющего содержания в расплавленной стали, а величину температуры расплавленной стали в разливочном устройстве на 30-50 тонн (т) отлитой стали, например, используют в качестве температуры литья, при этом регулирование предпочтительно осуществляют каждый раз при определении существенного изменения или изменений влияющих факторов.
2-5. Пятый аспект изобретения
Пятый аспект изобретения касается способа непрерывного литья по первому, второму, третьему или четвертому аспекту данного изобретения, в котором вторичное охлаждение заготовки заканчивают на расстоянии по меньшей мере за 2 м до входа в зону охлаждения во время конечного периода затвердевания.
Причина, по которой окончание вторичного охлаждения заготовки на расстоянии по меньшей мере за 2 м до входа в зону охлаждения во время конечного периода затвердевания является предпочтительным, заключается в том, что завершение вторичного охлаждения заготовки на упомянутом расстоянии является желательным для получения равномерной температуры поверхности заготовки и тем самым повышает эффект охлаждения во время конечного периода затвердевания. Более предпочтительно, вторичное охлаждение завершают на расстоянии по меньшей мере за 5 м до входа в зону охлаждения во время конечного периода затвердевания.
Как описано выше, действие по снижению уровня центральной пористости охлаждением во время конечного периода затвердевания и стабилизации операции непрерывного литья может быть усилено в результате оптимизации различных условий на стадиях заливки расплавленной стали в кристаллизатор, вторичного охлаждения, охлаждения во время конечного периода затвердевания и отрезания заготовки.
Примеры
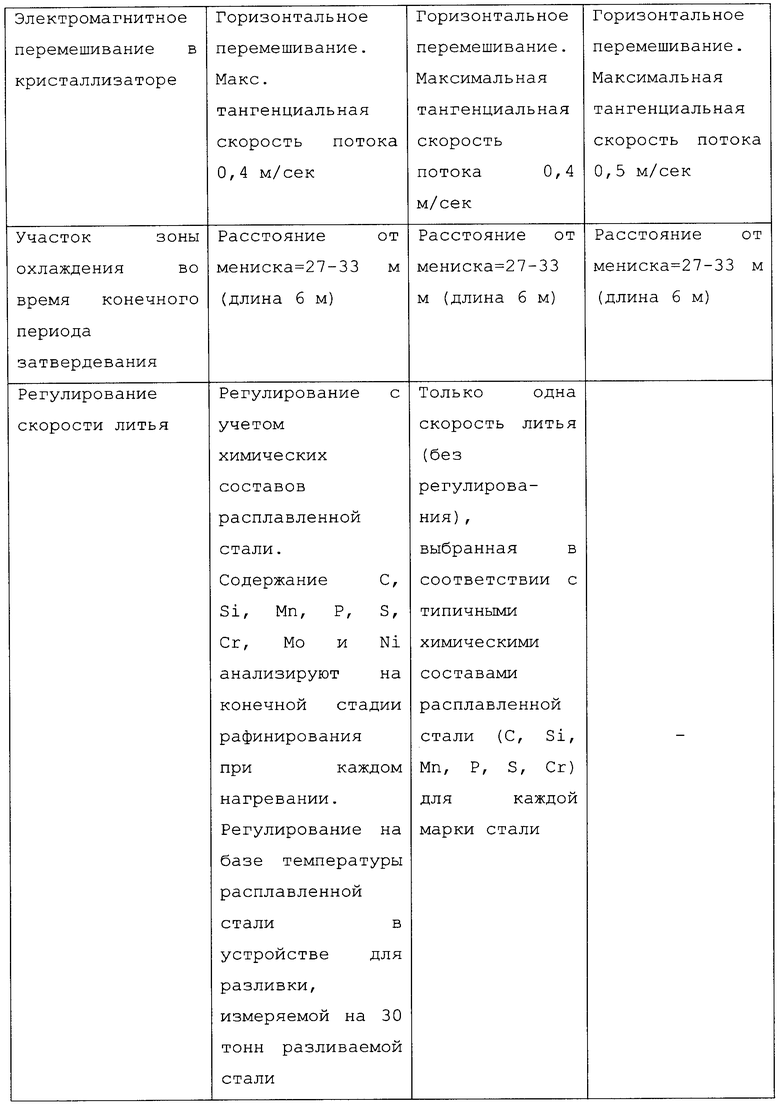
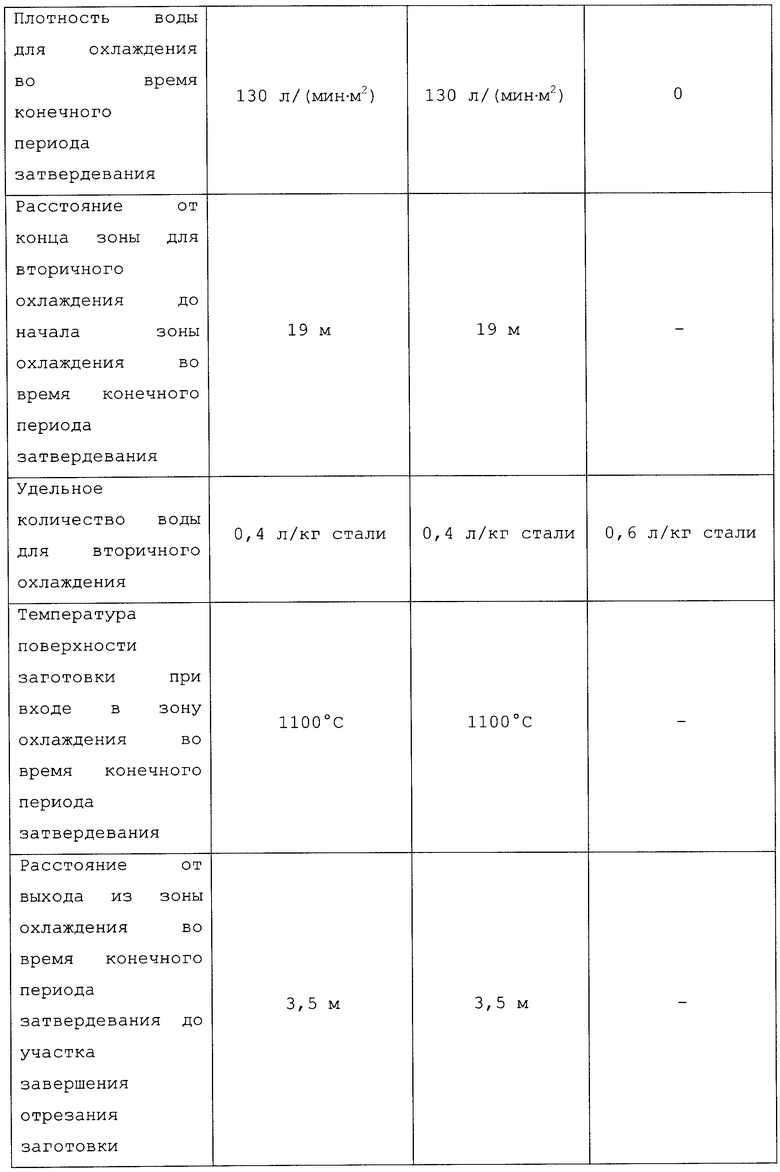
Для подтверждения действенности способа непрерывного литья согласно данному изобретению были проведены следующие испытания по литью и определены их результаты. Условия испытаний и полученные результаты представлены в таблице 1, а химические составы расплавленной стали, использованные в каждом испытании по литью - в таблице 2.
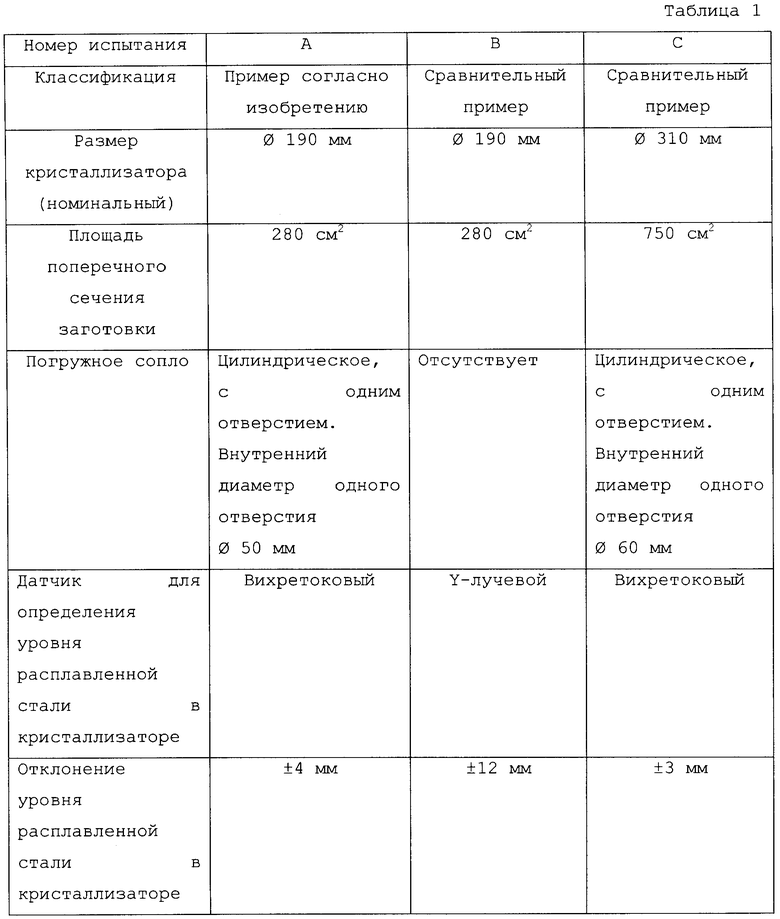

Поскольку фактический состав расплавленной стали варьируется от нагревания к нагреванию, диапазон отклонения каждого химического состава стали приведен в таблице 2.
Испытание А представляет собой испытание согласно примеру данного изобретения и, поскольку все изложенные здесь требования удовлетворены, оно является испытанием, в котором могут быть получены заготовки со сниженной центральной пористостью.
Что касается условий литья, температура литья, в частности, степень перегрева расплавленной стали (температура расплавленной стали в разливочном устройстве - температура ликвидуса стали) составляет 35-60°С, а скорость литья при устойчивом его состоянии в среднем составляет 2,7 м/мин. В испытании А скорость литья устанавливают в диапазоне, составляющем ±0,1 м/мин, с точностью 0,01 м/мин согласно составу расплавленной стали и температуре литья таким образом, чтобы участок, на котором соотношение твердой фазы в центре заготовки составляет от 0,3 до 0,99, мог быть включен в зону охлаждения во время конечного периода затвердевания.
В результате в испытании А возникновение пористости в середине заготовки может быть надежно снижено в стабильных технологических условиях, а внутреннее качество заготовки может быть надежно существенно улучшено. Используя отлитые таким образом заготовки, были получены бесшовные стальные трубы, качество внутренней поверхности которых было подвергнуто исследованиям; полученный результат казался очень высоким, а именно уровень дефектов внутренней поверхности составил 0,1%.
Уровень дефектов внутренней поверхности определяют делением количества труб, внутренняя поверхность которых была признана «несоответствующей» в результате визуального осмотра, на общее количество труб, подвергнутых визуальному осмотру, и переводом полученного частного в соответствующую процентную величину.
И наоборот, испытание В представляет собой испытание из сравнительного примера, проводимое за рамками диапазонов, указанных в первом аспекте данного изобретения. В испытании В применяют способ открытой разливки расплавленной стали без использования какого-либо погружного сопла, поэтому вихретоковый датчик для контроля уровня расплавленной стали в кристаллизаторе не может быть применен. В результате отклонения уровня расплавленной стали в кристаллизаторе являются большими, а рост затвердевшей оболочки - нестабильным. Кроме того, в испытании В скорость литья просто является заданной для каждой марки стали, поэтому влияние отклонений состава расплавленной стали и/или температуры литья при каждом нагревании не может быть учтено при регулировании скорости литья.
В результате в испытании В действие по снижению возникновения центральной пористости в середине заготовки уменьшается по причине упомянутых выше нестабильных и ненадежных факторов и, кроме того, процесс становится нестабильным и часто происходит прорыв затвердевшей оболочки. Более того, полученные таким образом заготовки были использованы для получения бесшовных труб, качество внутренней поверхности которых было подвергнуто проверке; полученные результаты оказались ниже, в частности уровень дефектов внутренней поверхности составил 7%.
Испытание С представляет собой испытание из сравнительного примера, в соответствии с которым площадь поперечного сечения является слишком большой для того, чтобы удовлетворить предъявляемым к ней в данном случае требованиям, и которая поэтому не подходит для осуществления способа непрерывного литья согласно данному изобретению. В испытании С способ снижения возникновения пористости из-за охлаждения во время конечного периода затвердевания не был использован, поэтому в середине слитка образовалась массивная центральная пористость.
Промышленная применимость
Благодаря способу непрерывного литья заготовки с небольшим поперечным сечением согласно данному изобретению возникновение пористости в середине заготовки может быть стабильно снижено, а надежность улучшения внутреннего качества слитка может быть повышена в результате разливки расплавленной стали в кристаллизатор с использованием цилиндрического погружного сопла с одним отверстием, измерения уровня поверхности расплавленной стали в кристаллизаторе посредством вихретокового датчика и контролирования уровня поверхности расплавленной стали на основании полученных таким образом данных, регулирования перемещения расплавленной стали в кристаллизаторе электромагнитным перемешиванием, установления участка длины зоны для охлаждения во время конечного периода затвердевания, регулирования скорости литья таким образом, чтобы участок, на котором соотношение твердой фазы в середине заготовки находится в рамках указанного диапазона, мог быть включен в зону охлаждения во время конечного периода затвердевания, и, кроме того, среди прочего, оптимизации удельного количества воды для охлаждения в зоне вторичного охлаждения заготовки, температуры поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания и плотности воды для охлаждения в зоне охлаждения во время конечного периода затвердевания.
Следовательно, способ согласно данному изобретению предлагает технологию, которая может найти широкое применение в виде способа непрерывного литья, позволяющего усилить действие по снижению возникновения центральной пористости благодаря охлаждению во время конечного периода затвердевания, а также стабилизировать операцию литья в результате ее осуществления с одновременной оптимизацией различных технологических условий на стадиях разливки расплавленной стали в кристаллизатор, вторичного охлаждения, охлаждения во время конечного периода затвердевания и отрезания заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С КОНТРОЛИРУЕМЫМ ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 2002 |
|
RU2290448C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2017 |
|
RU2718436C1 |
| ПОЛУНЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ЗАГОТОВКИ | 2015 |
|
RU2675880C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЦЕНКИ ТОЛЩИНЫ ЗАТВЕРДЕВШЕЙ ОБОЛОЧКИ В КРИСТАЛЛИЗАТОРЕ И СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2020 |
|
RU2796256C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063297C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
Способ литья заготовки с площадью поперечного сечения менее 500 см2 включает измерение вихретоковым датчиком уровня расплавленной стали в кристаллизаторе и ее электромагнитное перемешивание, вытягивание заготовки из кристаллизатора, ее охлаждение во вторичной и конечной зонах охлаждения, отрезание заготовки. Вторичная зона охлаждения расположена выше по направлению литья относительно конечной зоны охлаждения и заканчивается на расстоянии 2 м от нее. Конечная зона охлаждения длиной 3-8 м расположена на участке, отстоящем на 15-45 м от мениска расплавленной стали в кристаллизаторе. Во вторичной зоне охлаждения на заготовку подают воду в количестве 0,1-0,8 л/кг стали и обеспечивают температуру поверхности заготовки на входе в конечную зону охлаждения 900-1200°С. В конечной зоне охлаждения плотность потока воды составляет 20-300 л/(мин·м2). Скорость литья регулируют исходя из состава получаемой стали и температуры литья так, чтобы участок, на котором доля твердой фазы в середине слитка составляет 0,3-0,99, находился в конечной зоне охлаждения. Обеспечивается исключение пористости в центральной части слитка. 2 н. и 6 з.п. ф-лы, 1 ил., 2 табл.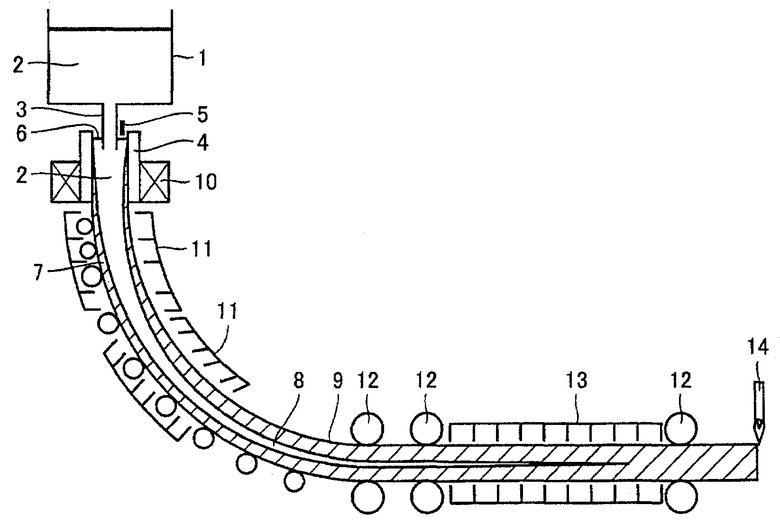
1. Способ непрерывного литья заготовки, имеющей площадь поперечного сечения не более 500 см2, причем для разливки расплавленной стали в кристаллизатор используют цилиндрическое погружное сопло с одним отверстием, внутренний диаметр которого составляет не менее 40 мм, при этом измеряют уровень поверхности расплавленной стали посредством вихретокового датчика для контроля уровня расплавленной стали и контролируют уровень расплавленной стали в кристаллизаторе на основании полученной таким образом величины, а перемещение расплавленной стали в кристаллизаторе регулируют посредством электромагнитного перемешивания, при этом зона охлаждения во время конечного периода затвердевания, имеющая длину 3-8 м и непрерывная в направлении литья, расположена на участке, находящемся на расстоянии 15-45 м от мениска расплавленной стали в кристаллизаторе в направлении литья, а скорость литья регулируют так, чтобы участок, на котором доля твердой фазы в середине заготовки составляет 0,3-0,99, был включен в зону охлаждения во время конечного периода затвердевания, охлаждают заготовку во вторичной зоне охлаждения, находящейся выше по направлению литья относительно зоны охлаждения во время конечного периода затвердевания, водой для охлаждения в удельном количестве, составляющем 0,1-0,8 л/кг стали, тем самым регулируя температуру поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания на уровне 900-1200°С, охлаждают заготовку в зоне охлаждения во время конечного периода затвердевания при плотности воды для охлаждения на поверхности заготовки, составляющей 20-300 л/(мин·м2), и отрезают заготовку по меньшей мере через 1 м в направлении литья после выхода из зоны охлаждения во время конечного периода затвердевания, при этом регулирование скорости литья осуществляют в ответ на существенные изменения в составе получаемой стали содержания, по меньшей мере, трех элементов, выбранных из С, Si, Mn, P, S, Сr, Мо и Ni, и существенное изменение температуры литья.
2. Способ по п.1, в котором отклонения уровня поверхности расплавленной стали в кристаллизаторе контролируют в диапазоне, составляющем ±10 мм.
3. Способ по п.1 или 2, в котором электромагнитное перемешивание осуществляют при вращении расплавленной стали в кристаллизаторе в горизонтальной плоскости, а максимальную величину тангенциальной скорости потока расплавленной стали регулируют в диапазоне, составляющем 0,2-0,8 м/с.
4. Способ по п.1 или 2, в котором вторичное охлаждение заготовки заканчивают на участке, находящемся на расстоянии по меньшей мере 2 м относительно входа в зону охлаждения во время конечного периода затвердевания.
5. Способ по п.3, в котором вторичное охлаждение заготовки заканчивают на участке, находящемся на расстоянии по меньшей мере 2 м относительно входа в зону охлаждения во время конечного периода затвердевания.
6. Способ непрерывного литья заготовки, имеющей площадь поперечного сечения не более 500 см2, причем для разливки расплавленной стали в кристаллизатор используют цилиндрическое погружное сопло с одним отверстием, внутренний диаметр которого составляет не менее 40 мм, при этом измеряют уровень поверхности расплавленной стали посредством вихретокового датчика для контроля уровня расплавленной стали и контролируют уровень расплавленной стали в кристаллизаторе на основании полученной таким образом величины, а перемещение расплавленной стали в кристаллизаторе регулируют посредством электромагнитного перемешивания, при этом зона охлаждения во время конечного периода затвердевания, имеющая длину 3-8 м и непрерывная в направлении литья, расположена на участке, находящемся на расстоянии 15-45 м от мениска расплавленной стали в кристаллизаторе в направлении литья, а скорость литья регулируют так, чтобы участок, на котором доля твердой фазы в середине заготовки составляет 0,3-0,99, был включен в зону охлаждения во время конечного периода затвердевания, охлаждают заготовку во вторичной зоне охлаждения, находящейся выше по направлению литья относительно зоны охлаждения во время конечного периода затвердевания, водой для охлаждения в удельном количестве, составляющем 0,1-0,8 л/кг стали, тем самым регулируя температуру поверхности заготовки на входе в зону охлаждения во время конечного периода затвердевания на уровне 900-1200°С, охлаждают заготовку в зоне охлаждения во время конечного периода затвердевания при плотности воды для охлаждения на поверхности заготовки, составляющей 20-300 л/(мин·м2), и отрезают заготовку по меньшей мере через 1 м в направлении литья после выхода из зоны охлаждения во время конечного периода затвердевания, при этом вторичное охлаждение заготовки заканчивают на участке, находящемся на расстоянии по меньшей мере 2 м относительно входа в зону охлаждения во время конечного периода затвердевания.
7. Способ по п.6, в котором отклонения уровня поверхности расплавленной стали в кристаллизаторе контролируют в диапазоне, составляющем ±10 мм.
8. Способ по п.6 или 7, в котором электромагнитное перемешивание осуществляют при вращении расплавленной стали в кристаллизаторе в горизонтальной плоскости, а максимальную величину тангенциальной скорости потока расплавленной стали регулируют в диапазоне, составляющем 0,2-0,8 м/с.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| JP 5049156 U, 29.06.1993 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |
| Способ разливки стали | 1978 |
|
SU827251A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ охлаждения непрерывнолитого слитка мелкого сечения | 1983 |
|
SU1166888A1 |

