Автоматизированная система инструментального обеспечения (АСИО) предназначена для машиностроительных производств, в частности для применения в гибких производственных системах, гибких производственных модулях, гибких производственных ячейках, на многоцелевых станках. Она может использоваться для реализации различных форм инструментального обеспечения: централизованной, децентрализованной, комбинированной. АСИО может быть также применена в качестве средства автоматизации основного многономенклатурного грузопотока для приема, накопления, выдачи и других операций по обмену заготовками, деталями, межоперационным заделом.
Эффективность инструментообеспечения определяет ряд факторов, в том числе затраты на создание и эксплуатацию АСИО, энергозатраты, количество циркулирующих во вспомогательном грузопотоке инструментов, производительность, занимаемые объем, площадь. Кроме того, рационально использовать в системе инструментального обеспечения устройства централизованного и децентрализованного накопления, подобные по компоновочному решению, способу поиска адресной позиции.
Широко известны простые по конструкции АСИО на базе цепных магазинов-инструментов; в качестве примера в приложении приведено решение на фиг.П1 [Металлорежущие системы машиностроительных производств: Учебное пособие для студентов технических вузов / О.В.Таратынов, Г.Г.Земсков, И.М.Баранчукова и др.; Под ред. Г.Г.Земскова, О.В.Таратынова. - М.: Высш. шк., 1988. - 464 с.]. Они занимают незначительное пространство, так как гибкая цепь органично размещается на элементах конструкции обрабатывающего центра: преимущественно на профильных поверхностях станины. Вместе с тем, цепные магазины сравнительно более затратны по потребляемой электроэнергии: количество инструментов в цепи может быть очень большим (несколько сотен), существенна масса каждого инструмента: при поиске одного инструмента необходимо двигать всю цепь. Время поиска инструмента находится в прямо пропорциональной зависимости от размеров перемещения цепи. Данное обстоятельство ограничивает применение цепных магазинов в качестве централизованных: обслуживающих участок или группу станков.
В качестве одного из основных преимуществ, рассматриваемых в концепции создания АСИО, - сокращение времени цикла обработки детали за счет перекрытия временем обработки времени поиска и смены инструмента. Но при большом количестве инструментов в магазине станка, малой производительности АСИО и незначительном времени обработки данное преимущество не реализуется. Формируются внутрицикловые потери - простои станка в ожидании инструмента.
Прототипом заявленного решения является система инструментального обеспечения по патенту 6814692, МПК B23Q 3/157, Tool handling devise for a mashine tool, Anton Mattes, Timo Wachle (DE), 2004 г, (см. фиг.П2). Инструменты компактно размещены по всей занимаемой магазином площади, что в несколько раз сокращает время доступа к требуемой адресной позиции. Вместе с тем, несмотря на наличие роторной составляющей, время поиска высоко. Использование данной конструкции для центрального магазина инструментов ограничено наличием одного устройства обслуживания. Кроме того, при наличии большого количества инструментов данная компоновка даст нежелательное увеличение занимаемой площади. В процесс поиска одного инструмента вовлекаются остальные.
Техническим эффектом предлагаемой автоматизированной системы инструментального обеспечения является повышение ее производительности, компактности, повышение удобства обслуживания, расширение технологических возможностей и снижение энергозатрат.
Указанный технический эффект достигается тем, что автоматизированная система инструментального обеспечения включает поворотный относительно вертикальной оси магазин инструментов с грузонесущей поверхностью, расположенной в горизонтальной плоскости, и обслуживающий его робот, при этом грузонесущая поверхность выполнена в виде правильного многоугольника, расчлененного по осям симметрии на секции, установленные на опорах с возможностью поворота на прямой угол относительно горизонтальных осей качания так, что в исходном положении они расположены в одной горизонтальной плоскости, образуя ровную грузонесущую поверхность, а в рабочем положении - в вертикальных плоскостях, образуя корончатую грузонесущую поверхность точечным сопряжением диагонально расположенных вершин, опоры установлены в державках, жестко закрепленных на основании; механизм поворота секций относительно осей качания включает толкатель с направляющими салазок, жестко закрепленных по обеим сторонам державок, упоры контактирующие в пограничных положениях, - верхнем (рабочем) и нижнем - (исходном) с концевыми выключателями системы управления приводом; толкатель посредством тяги соединен с двигателем, на корпусе которого жестко смонтировано основание державок и механизм передачи ему движения от привода поворота магазина относительно вертикальной оси, оба привода смонтированы на общей неподвижной платформе: привод поворота магазина - неподвижно, привод поворота секций - подвижно с возможностью вращения относительно вертикальной оси, кроме того, грузонесущая поверхность магазина может быть выполнена квадратной, секции установлены на цилиндрических опорах со смещением центра качания секции относительно центра их симметрии (центра масс) вниз по вертикальной оси, толкатель выполнен в виде обечайки, в верхней части ее направляющих выполнены ригели с окатным профилем и магнитными защелками на их концевых частях; на одной из секций в двух угловых ее частях (верхней и нижней) установлены упоры с возможностью контакта с концевыми выключателями системы управления механизмом поворота: первый (в нижнем - исходном положении обечайки) с концевым выключателем, установленным на ригеле, второй (в верхнем - рабочем положении обечайки) с концевым выключателем, установленным снизу основания; обечайка посредством тяги соединена с пневмоцилиндром, установленным на шарикоподшипниковых узлах с возможностью поворота относительно вертикальной оси на плите, установленной на неподвижной опоре, на боковой поверхности корпуса пневмоцилиндра жестко смонтировано основание державок и ступица, образующая с шестерней установленной на валу электродвигателя, механизм поворота магазина инструментов, при этом электродвигатель оснащен датчиком углового поворота и установлен на неподвижной опоре, кроме этого опоры секций установлены так, что центры их качания совпадают с центрами их симметрии, при этом на направляющих установлены водила, имеющие гибкую связь с секциями.
На фиг.1 показана АСИО в рабочем положении, разрез А-А;
На фиг.2 показана АСИО в рабочем положении, вид сверху;
На фиг.3 показана АСИО в рабочем положении, вид Б;
На фиг.4 показана державка цилиндрической опоры, вид В;
На фиг.5 показана АСИО в исходном положении, вид сбоку;
На фиг.6 показана АСИО в исходном положении, вид сверху;
На фиг.7 показана компоновка многоцелевого станка, оснащенного магазином инструментов корончатого типа;
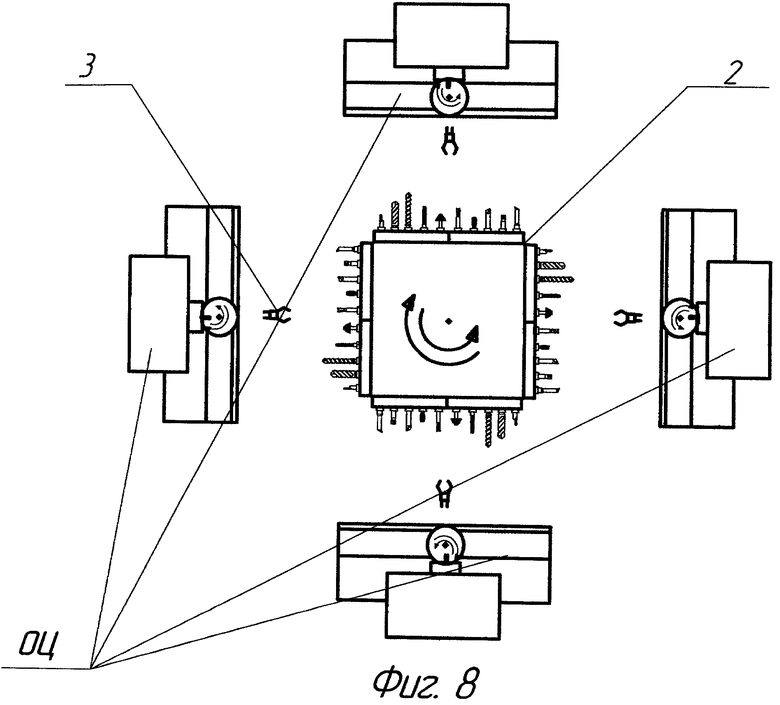
На фиг.8 показана компоновочное решение ГПС с централизованной формой инструментального обеспечения на основе АСИО с магазином инструментов корончатого типа;
На фиг.9 показано компоновочное решение ГПС с комбинированной формой инструментального обеспечения на основе АСИО с магазином инструментов корончатого типа;
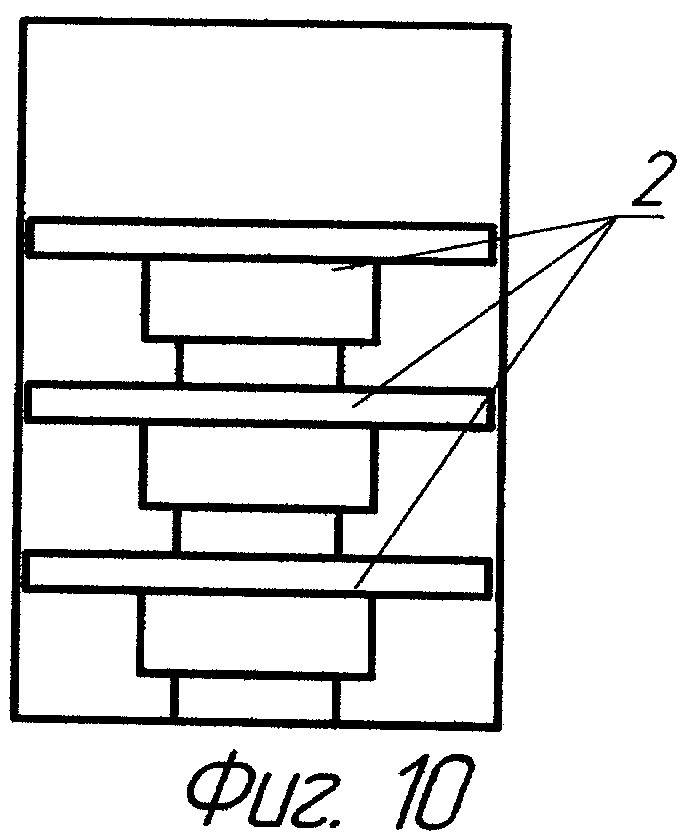
На фиг.10 показан вариант укладки АСИО в ячейки накопителя.
Автоматизированная система инструментального обеспечения 1 включает многосекционный магазин инструментов 2, поворотный относительно вертикальной оси 001, и обслуживающие их роботы 3. В секциях 4 для размещения инструментов 5 выполнены гнезда 6. Секции 4 установлены на цилиндрических опорах 7 с возможностью поворота на угол, равный 90°, относительно горизонтальных осей качания 8 так, что в исходном положении 9 они расположены в одной горизонтальной плоскости, образуя ровную квадратную грузонесущую поверхность 10, расчлененную по осям симметрии на секции 4, а в рабочем положении 11 - в вертикальных плоскостях, образуя корончатую грузонесущую поверхность 12 точечным сопряжением диагонально расположенных вершин 13. Цилиндрические опоры 7 установлены в державках 14, жестко закрепленных на основании 15. Центр каждой опоры 7 занимает положение 16, определяемое соотношением
 ,
,
y2>y1, где l - длина диагонали секции 4. По боковым сторонам опор 7 симметрично и параллельно друг другу на секциях 4 смонтированы салазки 17. Механизм поворота 18 секции 4 относительно осей качания 8 выполнен в виде обечайки 19 с направляющими 20 салазок 17. В верхней части салазок 17 выполнены ригели 21 с окатным профилем и магнитными защелками 22 на их концевых частях. На одной из секций 4 в двух угловых ее частях - верхней и нижней - установлены упоры 23 и 24 с возможностью контакта с концевыми выключателями 25 и 26 системы управления механизмом поворота 27 (не показан), первый упор 23 (в нижнем - исходном положении обечайки 19) с концевым выключателем 25, установленном на ригеле 21, второй упор 24 (в верхнем - рабочем положении обечайки 19) с концевым выключателем 26, установленным снизу основания 15. Обечайка 19 посредством тяги 28 соединена с пневмоцилиндром 29, управляемым посредством распределителя (не показан). На боковой поверхности пневмоцилиндра 29 жестко смонтировано основание 15 и ступица 30. Пневмоцилиндр 29 установлен на пяте 31 на шарикоподшипниковых узлах 32 с возможностью поворота относительно вертикальной оси 001. Пята 31 смонтирована на неподвижной опоре 33. Привод поворота магазина 3 относительно оси 001 включает электродвигатель 34, установленный на неподвижной опоре 33, и датчики углового поворота (не показаны). На валу 35 электродвигателя 34 неподвижно закреплена шестерня 36, образующая со ступицей 30 механизм зубчатого зацепления. Для поддержки перемещения секций 4 в исходное положение 9 в качестве варианта предусмотрено водило 37.
АСИО 1 работает следующим образом. В исходном положении 9 секции 4 лежат в одной горизонтальной плоскости с опорой на ригели 21 и фиксацией магнитными защелками 22. Для перевода секций 4 в рабочее положение 11 (вертикальное относительно опоры) включается механизм их поворота 18 относительно осей качания 8. При поступлении сигнала системы управления 27 тяга 28 под действием поршня пневмоцилиндра 29 поднимается, толкая вверх обечайку 19, под действием ее перемещения секции 4 раскрываются и, окатываясь по профилю верхней части ригеля 22, разворачиваются относительно оси качания 8, опускаясь салазками 17 в направляющие 22. При поступлении сигнала о контакте упора 24 с концевым выключателем 26 подъем обечайки 19 прекращается. Для возврата секций 4 в исходное положение 9 обечайка посредством тяги 28 поршнем пневмоцилиндра 29 перемещается вниз, освобождаемые от распора секции 4, свободно окатываясь по профилю ригелей 21, занимают горизонтальное положение 9. При концевом замыкании упора 23 и выключателя 25 перемещение обечайки 19 вниз прекращается.
АСИО 1 может использоваться для различных форм инструментального обеспечения. В случае децентрализованной формы магазин может быть установлен, например, на башне обрабатывающего центра (фиг.7) и обслуживаться одним роботом-манипулятором в рабочей позиции, развернутой или находящейся в одной плоскости со шпинделем стола. Для перемещения остальных секций в рабочую позицию используется привод поворота магазина. В случае централизованной формы АСИО может служить композиционной основой ГПС, вокруг которой размещается технологическое оборудование (фиг.8). Для работы АСИО в многоканальном режиме в ее составе используется несколько роботов-манипуляторов (по количеству секций). Станок получает инструменты преимущественно из установленной напротив него секции. При необходимости для станка инструмента, находящегося в другой секции, осуществляется поворот магазина. Комбинированный вариант АСИО показан на фиг.9. В нем используются, наряду с централизованным магазином, магазины, устанавливаемые на каждом станке.
Заявленная совокупность признаков АСИО в целом обеспечивает пространственно-временную свертку затрат на доступ к адресным позициям, на размещение АСИО, расширение ее технологических возможностей, снижение энергозатрат. Для возможности многоярусного складирования магазинов корончатой конструкции предусмотрен перевод секций из рабочего (вертикального) в исходное (горизонтальное) положение.
Более подробно взаимосвязь признаков изобретения с заявленным техническим результатом раскрыта в табл.1.
где NS-количество обслуживаемых АСИО многоцелевых станков. Вариабельность этого признака обеспечивает расширение технологических возможностей АСИО - возможность организации различных форм инструментального обеспечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 2012 |
|
RU2510320C2 |
| СПОСОБ ОБМЕНА ГРУЗАМИ, УСТРОЙСТВО ОБМЕНА ГРУЗАМИ, СПОСОБ ФОРМИРОВАНИЯ ГРУЗОНЕСУЩЕЙ ПОВЕРХНОСТИ НАКОПИТЕЛЯ И ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА НА ИХ ОСНОВЕ | 2011 |
|
RU2486045C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ МАГНЕТРОННЫМ РАСПЫЛЕНИЕМ И ДЕРЖАТЕЛЬ ПОДЛОЖЕК НА ЕГО ОСНОВЕ | 2012 |
|
RU2539487C2 |
| Корончатый подложкодержатель | 2017 |
|
RU2673253C2 |
| ПОДЛОЖКОДЕРЖАТЕЛЬ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ НА ЕГО ОСНОВЕ | 2010 |
|
RU2437964C2 |
| РОТОРНЫЙ ПОДЛОЖКОДЕРЖАТЕЛЬ | 2012 |
|
RU2543023C2 |
| УСТРОЙСТВО ХРАНЕНИЯ (НАКОПЛЕНИЯ) ШТУЧНЫХ ГРУЗОВ | 2008 |
|
RU2408517C2 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Накопитель | 1983 |
|
SU1172840A1 |




Изобретение относится к автоматизированным системам инструментального обеспечения (АСИО) машиностроительных производств и может быть применено в гибких производственных системах. АСИО включает поворотный относительно вертикальной оси магазин инструментов с грузонесущей поверхностью в виде правильного многоугольника, расположенной в горизонтальной плоскости, и обслуживающий его робот. Грузонесущая поверхность расчленена по осям симметрии на секции, установленные на опорах с возможностью поворота на прямой угол относительно горизонтальных осей качания. Секции в исходном положении образуют одну ровную горизонтальную поверхность, а в рабочем положении - корончатую грузонесущую поверхность. Опоры установлены в державках, жестко закрепленных на основании. Механизм поворота секций относительно осей качания включает толкатель с направляющими салазок, жестко закрепленных по обеим сторонам державок. Упоры в пограничных положениях - верхнем рабочем и нижнем исходном - контактируют с концевыми выключателями системы управления приводом. Толкатель посредством тяги соединен с двигателем. На корпусе двигателя жестко смонтировано основание державок и механизм передачи ему движения от привода поворота магазина относительно вертикальной оси. Оба привода смонтированы на общей неподвижной платформе: привод поворота магазина - неподвижно, а привод поворота секций - подвижно с возможностью вращения относительно вертикальной оси. Обеспечивается повышение компактности и удобства обслуживания, а также расширение технологических возможностей и снижение энергозатрат. 2 з.п. ф-лы, 1 табл., 10 ил.
1. Автоматизированная система инструментального обеспечения, включающая поворотный относительно вертикальной оси магазин инструментов с грузонесущей поверхностью, расположенной в горизонтальной плоскости, и обслуживающий его робот, отличающаяся тем, что грузонесущая поверхность выполнена в виде правильного многоугольника, расчлененного по осям симметрии на секции, установленные на опорах с возможностью поворота на прямой угол относительно горизонтальных осей качания так, что в исходном положении они расположены в одной горизонтальной плоскости с образованием ровной грузонесущей поверхности, а в рабочем положении - в вертикальных плоскостях с образованием корончатой грузонесущей поверхности точечным сопряжением диагонально расположенных вершин, причем опоры установлены в державках, жестко закрепленных на основании, а механизм поворота секций относительно осей качания включает толкатель с направляющими салазок, жестко закрепленных по обеим сторонам державок, упоры, контактирующие в пограничных положениях - верхнем рабочем и нижнем исходном с концевыми выключателями системы управления приводом поворота секций, при этом толкатель посредством тяги соединен с двигателем, на корпусе которого жестко смонтировано основание державок и механизм передачи ему движения от привода поворота магазина относительно вертикальной оси, оба привода смонтированы на общей неподвижной платформе, причем привод поворота магазина - неподвижно, а привод поворота секций - подвижно, с возможностью вращения относительно вертикальной оси.
2. Автоматизированная система инструментального обеспечения по п.1, отличающаяся тем, что грузонесущая поверхность магазина выполнена квадратной, секции установлены на цилиндрических опорах со смещением центра качания секции относительно центра их симметрии или центра масс вниз по вертикальной оси, толкатель выполнен в виде обечайки, в верхней части направляющих которой выполнены ригели с окатным профилем и магнитными защелками на их концевых частях, при этом на одной из секций в двух угловых верхней и нижней ее частях установлены упоры с возможностью контакта с концевыми выключателями системы управления механизмом поворота, причем первый в нижнем - исходном положении обечайки, с концевым выключателем, установленным на ригеле, а второй в верхнем - рабочем положении обечайки, с концевым выключателем, установленным снизу основания, обечайка посредством тяги соединена с пневмоцилиндром, установленным на шарикоподшипниковых узлах с возможностью поворота относительно вертикальной оси на плите, установленной на неподвижной опоре, на боковой поверхности корпуса пневмоцилиндра жестко смонтировано основание державок и ступица, образующая с шестерней, установленной на валу электродвигателя, механизм поворота магазина инструментов, при этом электродвигатель оснащен датчиком углового поворота и установлен на неподвижной опоре.
3. Автоматизированная система инструментального обеспечения по п.1 или 2, отличающаяся тем, что опоры секций установлены так, что центры их качания совпадают с центрами их симметрии, при этом на направляющих установлены водила, имеющие гибкую связь с секциями.
| US 6814692, 09.11.2004 | |||
| Картотека | 1928 |
|
SU13628A1 |
| 0 |
|
SU234898A1 | |
| УСТРОЙСТВО СМЕНЫ ИНСТРУМЕНТА | 1989 |
|
SU1674453A3 |
| МЕТАЛЛОРЕЖУЩИЙ ГЕКСАПОДНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР И ГЕКСАПОДНЫЙ МЕХАНИЗМ ДЛЯ НЕГО | 2005 |
|
RU2299797C2 |
| US 6241437 B1, 05.06.2001. | |||

