Гибкая производственная система (ГПС) предназначена для серийных машиностроительных производств и может применяться в других производствах с многономенклатурными грузопотоками (фармакологии, торгово-сбытовых организациях и т.д.).
Эффективность ГПС во многом определяется скоростью, вариативностью, мощностью, ресурсной экономичностью грузообмена: заготовками, деталями, межоперационным заделом, технологической оснасткой (режущими, вспомогательными инструментами,
приспособлениями). Существенное повышение названных показателей - важнейшее условие развития производственных систем различного назначения.
Известна ГПС на базе роботизированной складской системы (РСС). Она включает станки с ЧПУ, устройство хранения стеллажного типа, промышленный робот, приемо-передающее устройство (ППУ) [Маликов О.Б., Малкович А.Р. Склады промышленных предприятий: Справ. / Под общ. ред. О.Б. Маликова. - Л.: Машиностроение, Ленингр. отд-ние, 1989. - С.136-137; Белянин П.Н. и др. Гибкие производственные системы / П.Н. Белянин, М.Ф. Идзон, А.С. Жогин. - М.: Машиностроение, 1988. - 256 с., С.78-79]. Грузообмен поштучный. Технологическое оборудование (ТО) размещено вдоль грузонесущей поверхности (ГРП) устройства хранения. Между ними смонтированы робот и ППУ. Грузонесущие элементы - адресные позиции (АП) размещены так, как размещены элементы в прямоугольной матрице, что обеспечивает высокую плотность укладки грузов (заготовок, деталей, межоперационного задела). Робот обеспечивает индивидуализацию маршрутов. Конструкция грузонесущей поверхности и алгоритм управления поиском АП в ее условиях сравнительно просты. Благодаря названным преимуществам ГПС на базе РСК получили наиболее широкое распространение. Существенный недостаток их в том, что ГРП статична. Грузообмен затратен по временным, материальным, энергетическим ресурсам. При поиске одной адресной позиции в цикле вынуждены участвовать остальные АП грузонесущей поверхности устройства хранения. Предоставляемая данными устройствами возможность индивидуализации маршрутов обеспечивается высокими затратами времени, электроэнергии. Наиболее продолжительной по времени является отработка перемещений исполнительных механизмов относительно осей OX и OY. Мощность грузопотока, производительность на нижнем пределе возможностей. Стеллажи с роботами или кранами-штабелерами - это довольно массивные системы с невсегда оправданным содержанием большого текущего запаса.
Известна гибкая производственная система Rota - F-125 (прототип), в которой реализуются гибкие маршруты перемещения грузов внутри технологической системы [Шаумян Г.А. Комплексная автоматизация производственных процессов. М.: Машиностроение, 1973. - С.630-633]. ГПС предназначена для обработки деталей малыми сериями и включает ТО с децентрализованными накопителями, соединенное автоматически действующей роторной системой накопления и транспортирования, размещенной в его центре. Она содержит централизованный накопитель, оборудованный подъемниками. Диаметр накопителя - ротора, равный 12-ти метрам, определяется размерами технологического фронта. Накопитель состоит из девяти, смонтированных одно над другим колец, автономно вращающихся по заданной программе. Движущиеся над станками кольца служат одновременно и накопителями и механизмами для транспортировки заготовок, деталей, межоперационного задела по кольцевой части маршрута. Они являются элементами системы, характеризующими ее маршрутную гибкость. По сути - это лучшее из известных решений по организации коротких гибких транспортных связей. По показателю - время ожидания обслуживания, это также одна из лучших систем, снижающая простои технологического оборудования до минимума. Данные свойства ей обеспечивают особенности морфологии накопителя: наличие параллельных каналов обслуживания (транспортных колец). Заявку по передаче заготовки к станку выполняет сначала накопитель, реализующий поворот вокруг вертикальной оси OY, груз по кольцевому маршруту перемещается к подъемнику, затем подъемник, реализует прямолинейное перемещение параллельное оси OY, спуская заготовку, затем она передается в децентрализованный накопитель. К существенным недостаткам, рассматриваемой ГПС относится крайне нежелательный эффект, сопутствующий динамичным условиям хранения грузов: при доставке одной заготовки или детали вместе с ней по транспортному кольцу, в принудительном порядке, перемещаются все остальные, что значительно повышает энергозатратность поиска. Обмен грузами только поштучный. Кольцевой профиль системы Rota - F-125 крайне не перспективен для его использования в целях увеличения количества технологического оборудования. Он дает рыхлую структуру с низким значением коэффициента использования производственной площади. При этом создаваемый в ней текущий запас грузов очень велик. Очевидно, что он продиктован не прямыми задачами грузообмена. Созданная ячеистая структура "притягивает" лишние массы грузов. Образование эффективных связей между гибкими производственными участками, имеющими в основе своей композиции кольцевые накопители данной конструкции, проблемно.
Техническим эффектом предлагаемой ГПС является повышение ее производительности, гибкости, ресурсной экономичности на основе улучшения свойств грузообмена: вариативности, мощности, пространственно-временных характеристик, снижения энергопотребления.
Указанный технический эффект достигается тем, что гибкая производственная система (ГПС), содержащая систему управления, автоматизированную систему инструментального обеспечения, по меньшей мере, один гибкий производственный участок, включающий технологическое оборудование (ТО), обслуживаемое транспортно-накопительной системой (ТНС), имеющей, по меньшей мере, одну поворотную относительно вертикальной оси обойму, с поворотными в автономном режиме ячеистыми секциями, расположенными по ее периферии, и средства обмена грузами между обоймой и технологическим оборудованием оснащена обоймой, секции которой образованы вертикальным размещением грузонесущих ячеек в столбцах, с зоной доступа развернутой внутрь обоймы, в ее исходном положении, или радиусно, при этом каждая из секций закреплена в корпусе поворотной державки с возможностью автономного поворота относительно оси поворота державки в горизонтальное положение и последующего выдвижения из корпуса, при этом ось поворота державки пропущена через соосные отверстия, выполненные на концах скобы, соединенной своей центральной частью с общей стойкой, при этом пята державки шарнирно соединена в нижней своей части с приводом поворота относительно оси ее поворота, смонтированным на стойке, ячейки снабжены средствами фиксации грузов в заданном положении, обойма имеет возможность поворота в ряд заданных позиций, по количеству секций, и снабжена приводом поворота и управляемыми средствами фиксации, в качестве средств обмена секциями между корпусами обоймы и технологическим оборудованием ТНС включает приемо-передающие устройства (ППУ), по меньшей мере, с одним каналом выдвижения секций, оснащенное приводом устройства выдвижения и возврата секций, размещенные напротив рабочих зон ТО, а также промышленные роботы, при этом привод поворота секций в горизонтальное положение выполнен гидравлическим, при этом устройство выдвижения и возврата секций выполнено в виде зубчатой передачи и включает рейку, смонтированную на внешней стороне секции с возможностью зацепления с шестерней привода, при этом устройство выдвижения и возврата секций выполнено в виде реверсивной передачи с тянущим элементом, на котором установлено водило, с возможностью взаимодействия с пазом, выполненным на внешней стороне секции, ход которого ограничен конечными выключателями, кроме того, поворотная обойма смонтирована на тележке с индуктивным приводом, при этом грузонесущие ячейки в столбцах размещены по меньшей мере в один ряд, при этом секции в поворотной обойме установлены с функционально минимальными конструктивными зазорами между ними по внутреннему контуру, образованному их гранями.
Перечень фигур чертежей.
Фиг.1. ГПС с одной передвижной обоймой (вариант односторонней компоновки);
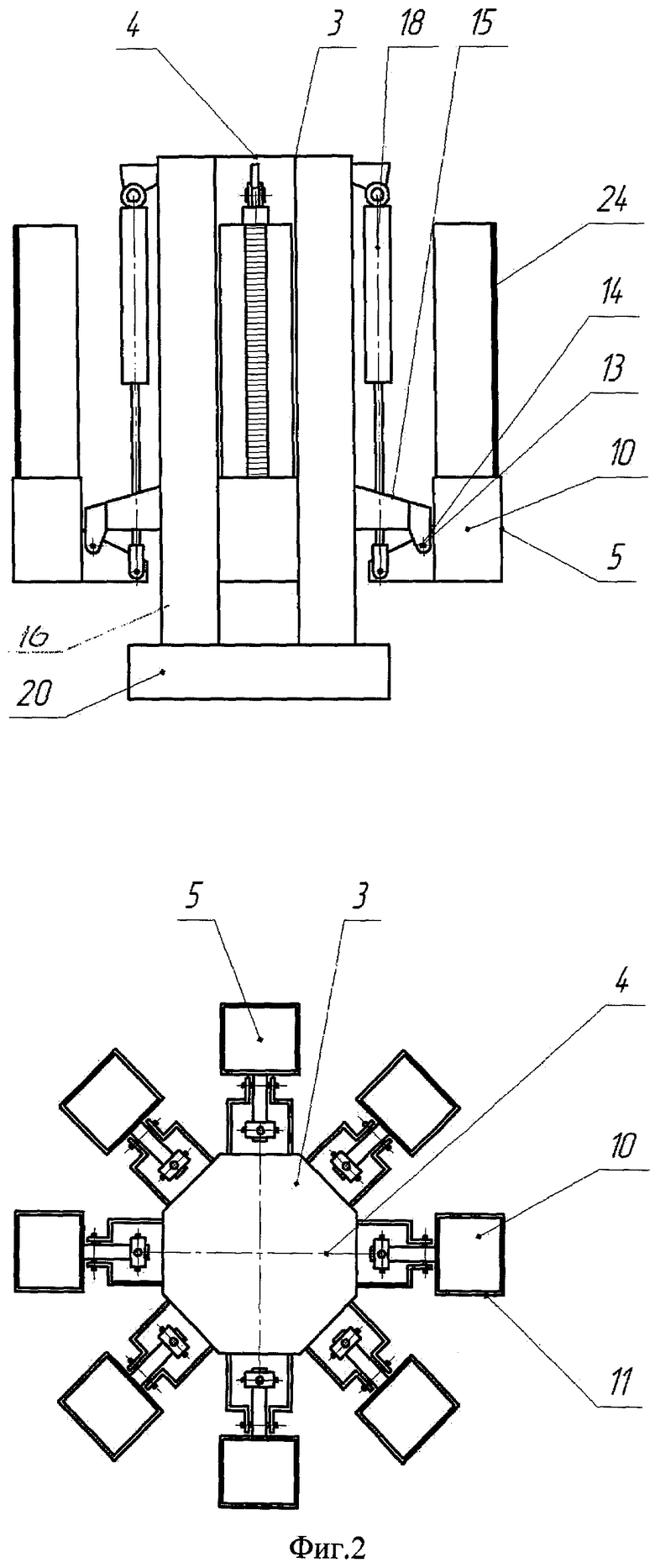
Фиг.2. Обойма в исходном положении с устройством выдвижения секций, выполненном в виде зубчатой передачи;
Фиг.3. Обойма в раскрытом положении;
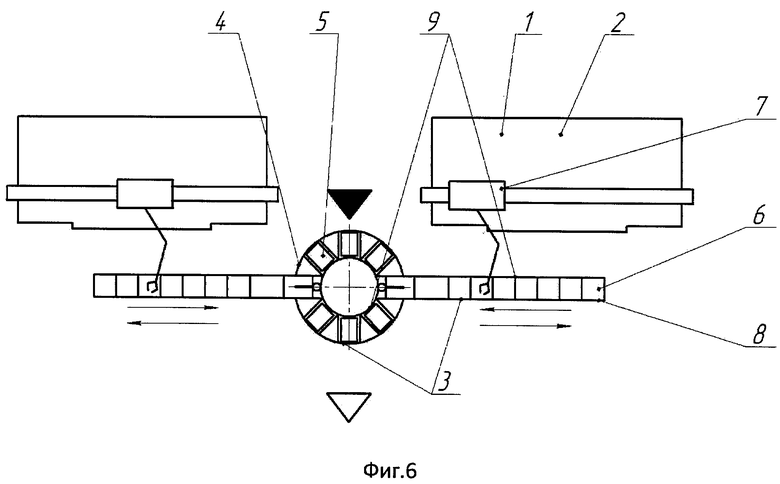
Фиг.4. Варианты размещения зон доступа в ячейку;
Фиг.5. Фазы выдвижения секции;
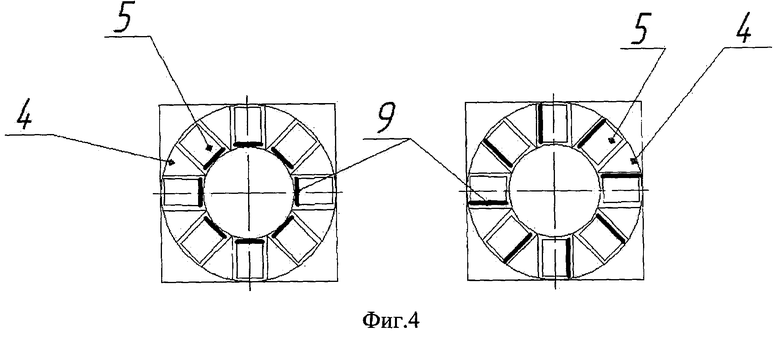
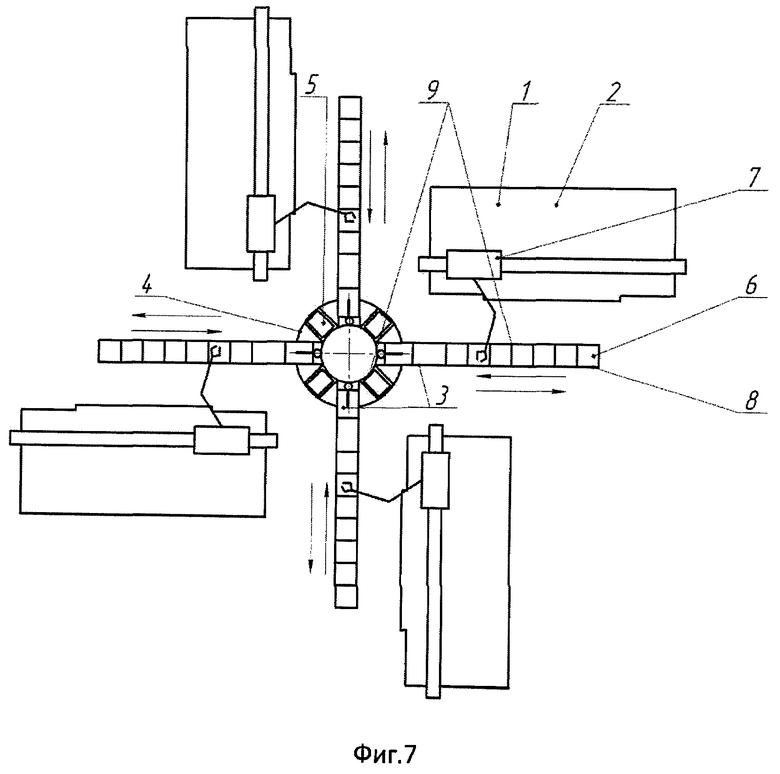
Фиг.6. ГПС с одной стационарной обоймой (вариант двухсторонней компоновки);
Фиг.7. ГПС с одной стационарной обоймой (вариант кольцевой компоновки);
Фиг.8. ГПС с одной передвижной обоймой (вариант двухсторонней компоновки);
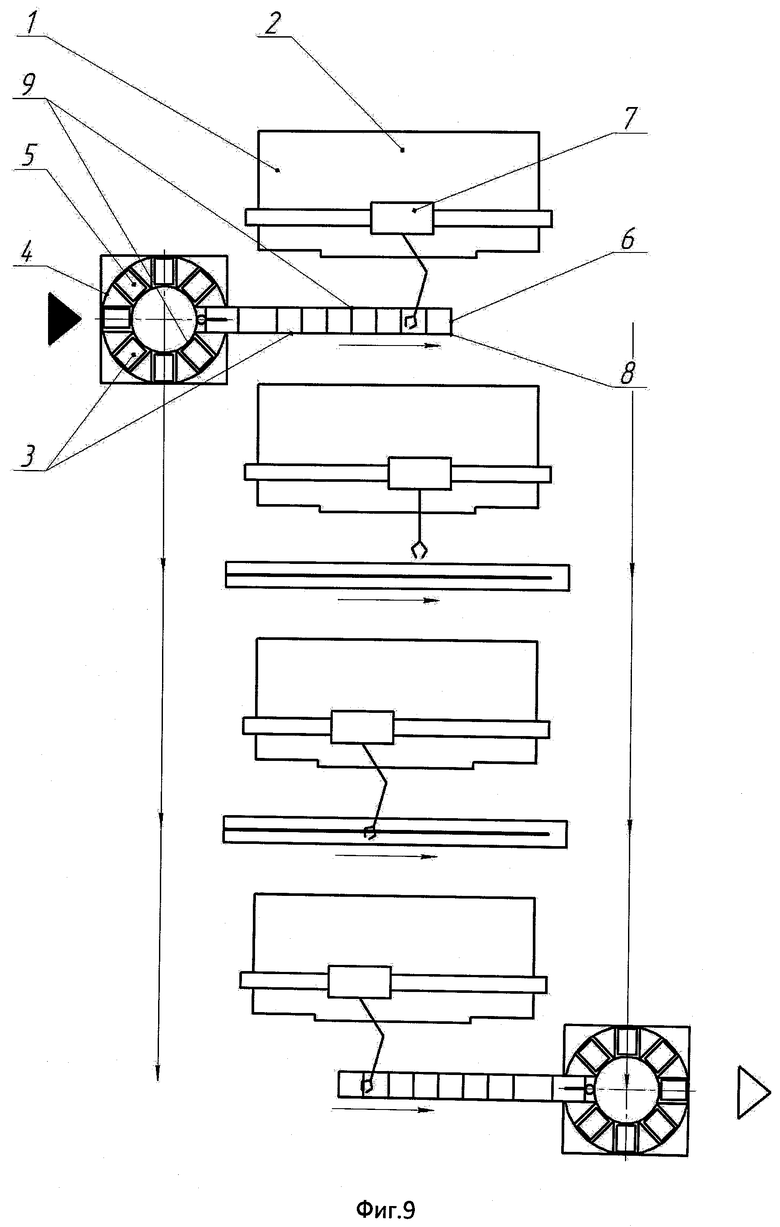
Фиг.9. ГПС с двумя передвижными обоймами (вариант односторонней компоновки);
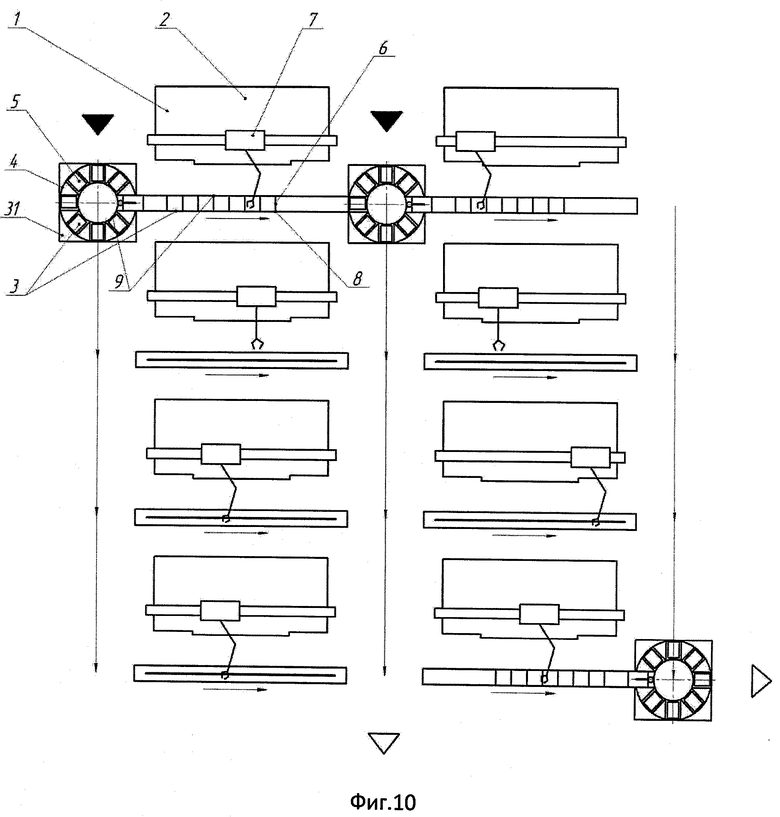
Фиг.10. ГПС с тремя передвижными обоймами (вариант композиции односторонней и двухсторонней компоновок);
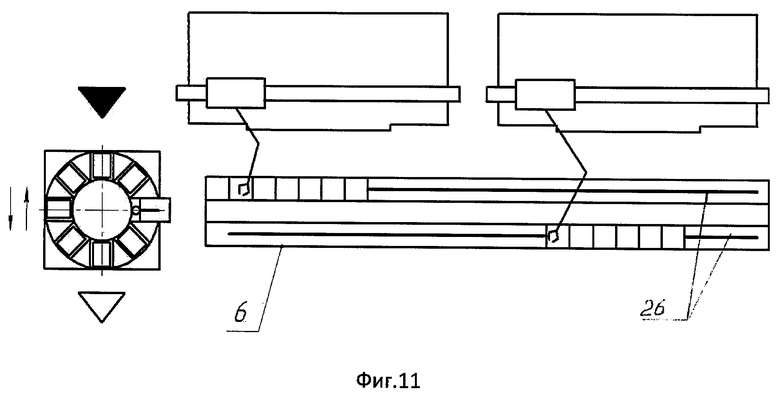
Фиг.11. ГПС с передвижной обоймой и приемо-передающим устройством (ППУ) с двумя каналами перемещения секций с последовательным размещением ТО;
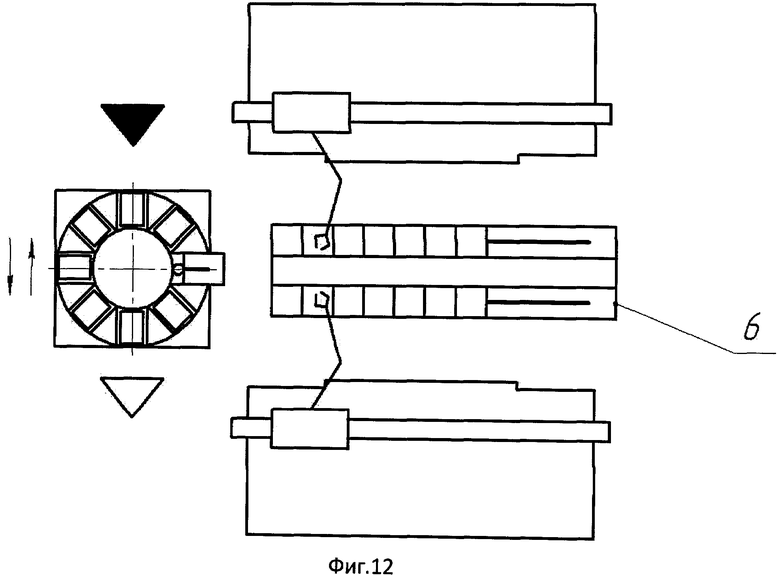
Фиг.12. ГПС с передвижной обоймой и ППУ с двумя каналами перемещения секций с параллельным размещением ТО.
Гибкая производственная система 1 (фиг.1) включает систему управления (не показана), по меньшей мере, один гибкий производственный участок с технологическим оборудованием 2 и транспортно-накопительную систему 3. ТНС 3 имеет, по меньшей мере, одну поворотную относительно вертикальной оси обойму 4, с поворотными в автономном режиме ячеистыми секциями 5, расположенными по ее периферии, и средства обмена грузами между обоймой 4 и технологическим оборудованием 2: приемо-передающее устройство 6 и промышленный робот 7. Обойма показана в исходном положении на фиг.2 и в раскрытом положении на фиг.3. Секции 5 обоймы 4 образованы вертикальным размещением грузонесущих ячеек - адресных позиций 8, преимущественно в один или два столбца, с зоной доступа 9, развернутой внутрь обоймы 4, в ее исходном положении, или радиально. Варианты размещения зон доступа в ячейку показаны на фиг.4. Размеры зазоров между секциями 5 по внутреннему контуру, образованному их гранями, доведены до функционально минимальных. В секциях 5 могут быть размещены как объекты обработки, так и обрабатывающий инструмент, то есть она может быть использована в качестве компонента автоматизированной системы инструментального обеспечения. Каждая из секций 5 установлена в корпусе 10 поворотной державки 11 и защемлена двумя боковыми защелками 12. Каждая секция 5 имеет возможность автономного поворота, относительно оси поворота 13 державки 11, в горизонтальное положение и последующего выдвижения из корпуса 10. Ось поворота 13 державки 11 пропущена через соосные отверстия 14, выполненные на концах скобы 15. Скоба 15 соединена своей центральной частью с общей стойкой 16, при этом пята 17 державки 11 шарнирно соединена, в нижней своей части, со штоком гидропривода поворота 18, смонтированным на стойке 16. Ячейки 8 снабжены средствами фиксации грузов в заданном положении, форма и размеры которых определяются конструктивно-технологическими параметрами деталей. В предлагаемом варианте исполнения набор средств включает общий на секцию затвор 19 с профилированной внутренней поверхностью, уплотнитель и магнитные защелки (не показаны). Затвор 19 установлен на верхнем крае тыльной стенки секции 5 с возможностью поворота и образования замкнутого объема для размещения грузов. Перемещения затвора 19 совершает промышленный робот 7. Обойма 4 имеет возможность поворота в ряд установленных позиций, по количеству секций 5, и снабжена приводом поворота 20 и управляемыми средствами фиксации 21. ППУ 6 оснащено реверсивным приводом 22 устройства выдвижения и возврата 23 секций 5. Фазы выдвижения секции 5 показаны на фиг.5. Предлагаются два варианта устройства выдвижения и возврата 23 секций 5. По первому варианту устройство выдвижения и возврата 23 секций 5 выполнено в виде зубчатой передачи и включает рейку 24, смонтированную на внешней стороне секции 5 с возможностью зацепления с шестерней 25 привода 22, выходящей своей верхней частью в канал 26 ППУ 6. По второму варианту устройство выдвижения и возврата секций 5 выполнено в виде передачи с тянущим элементом 27, на котором установлено водило 28, с возможностью взаимодействия с пазом 29, выполненным на внешней стороне секции 5, ход которого ограничен конечными выключателями 30. Для возможности перемещения обоймы 4 в ГПС 1 она может оснащаться тележкой с индуктивным приводом 31.
Работа ГПС. Гибкая производственная система 1 может работать в различных режимах: в режиме взаимодополнения технологического оборудования, взаимозаменяемости, автономном, комбинированном. На фиг.1, 6-13 дано несколько различных структурно - компоновочных схем ГПС - линейные, кольцевые, односторонние, двухсторонние, комбинированная. Ниже раскрыта их функциональная организация на примере ГПС со стационарной обоймой, с линейной двухсторонней компоновкой технологического оборудования.
Вариант ГПС со стационарной обоймой, с линейной двухсторонней компоновкой технологического оборудования показан на фиг.6. Обойма 4 обслуживает как внешние, так и внутренние грузопотоки. Полностью выполняет функции доставки грузов к станкам 2. Возможны три режима работы ТО: взаимодополнения, взаимозаменяемости, автономный. В режиме взаимодополнения обойма 4 дополнительно реализует межстаночные связи, путем поворота относительно вертикальной оси. Как показано на фиг.6 стационарная обойма 4 обслуживает два расположенных параллельно по ее боковым сторонам станка 2. При поступлении управляющего сигнала с помощью привода 20 поворачивается обойма 4 с вертикально установленными ячеистыми секциями 5 относительно своей вертикальной оси в позицию передачи требуемой секции 5 приемо-передающему устройству 6. Совмещение позиции секции 5 и ППУ 6, контролируется датчиками (не показаны). После остановки обойма 4 стопорится в установленном положении с помощью средств фиксации 21: выдвижного центра, размещенного в обойме 4 и гнезда, выполненного на ППУ 6. После того, как секция 5 встала в позицию передачи приемо-передающему устройству 6 включается смонтированный на стойке 16 автономный гидропривод поворота 18 секции 5 относительно оси качания 13 ее державки 11. Шток гидропривода поворота 18 поднимается вверх и тянет за собой шарнирно соединенную с ним пятой 17 державку 11. Державка 11, удерживаемая скобой 15, соединенной своей центральной частью с общей стойкой 16, поворачивается относительно оси качания 13, пропущенной через соосные отверстия 14, выполненные на концах скобы 15, в горизонтальное положение. Благодаря двум боковым защелкам 12 секция 5 сохраняет в корпусе державки 11 стабильное положение. Положение грузов в ячейке фиксирует общий на секцию 5 затвор 19 с профилированной внутренней поверхностью, уплотнителем и магнитными защелками (не показаны). Для выдвижения и возврата секций 5 предлагаются два варианта. По первому варианту в качестве устройства выдвижения и возврата 23 секций 5 используют зубчатую передачу. Рейка 24, смонтированная на внешней стороне секции 5, при ее повороте в горизонтальное положение входит в зацепление с шестерней 25 привода 22, смонтированной в ППУ 6. В момент зацепления срабатывают датчики (на фиг. не показаны), по их сигналу включается привод 22 устройства, шестерне 25 сообщается вращательное перемещение, которое зубчато-реечной передачей преобразуется в поступательное перемещение секции 5. Секция 5 полностью выдвигается из корпуса на ППУ 6. Грузообмен между обоймой 4 и ППУ 6 групповой. После передачи секции 5, принадлежащая ей державка 11 в ее ожидании либо сохраняет занятое рабочее положение, либо переводится в исходное положение для возможности грузообмена обоймы 4 с другим ППУ 6. После открывания затвора 19 портальный робот 7 получает доступ к размещенным в секции 5 грузам: заготовкам, режущему инструменту. Захват и изъятие грузов производится в зависимости от размещения зоны доступа либо сверху, либо с боковой стороны секции 5. После обработки и укладки последней, из размещенных в секции 5, детали, портальный робот 7 закрывает затвор 19. По управляющему сигналу требуемая поворотная державка 11 секции доставляется поворотной обоймой 4 в позицию передачи. Совмещение позиции поворотной державки 11 и ППУ 6, контролируется датчиками (не показаны). После остановки обойма 4 стопорится в установленном положении с помощью средств фиксации 21: выдвижного центра, размещенного в обойме 4 и гнезда, выполненного на ППУ 6. После чего включается привод 22 устройства выдвижения и возврата 23 секций 5. Шестерне 25 сообщается вращательное перемещение, в направлении противоположном тому, которое было задано при выдвижении секции 5. Вращение шестерни 25 преобразуется зубчато-реечной передачей в поступательное перемещение секции 5. Секция 5 заходит в корпус 10 поворотной державки 11 обоймы 4 и защелкивается с двух сторон боковыми защелками 12. После этого включается смонтированный на стойке 16 автономный гидропривод поворота 18 секции 5 относительно оси качания 13 ее державки 11. Шток гидропривода поворота 18 опускается вниз и тянет за собой шарнирно соединенную с ним пятой 17 державку 11. Державка 11, удерживаемая скобой 15, соединенной с общей стойкой 16, поворачивается относительно оси качания 13, пропущенной через отверстия 14, на концах скобы 15, в исходное вертикальное положение. Далее происходит расфиксация обоймы 4 и ее поворот для перемещения следующей секции 5 в позицию передачи.
Вариант ГПС со стационарной обоймой, компоновка - кольцевая односторонняя, представлен на фиг.7. Возможна реализация четырех названных выше режимов функционирования технологического оборудования. Количество секций 5, установленных в обойме 4 в основном превышает количество ППУ 6, либо равно ему. В первом варианте исполнения размеры зазоров между секциями 5 по внутреннему контуру, образованному их гранями, функционально минимальны. Преимущества структурно-компоновочного решения обоймы 4 используются двояко как в реализации координатных (поворотных) перемещений, так и при реализации межстаночных связей в режиме взаимодополнения. В ряде совместимых решений обойма 4 может обслуживать параллельно или параллельно-последовательно две - три заявки. В остальном работа ГПС 1 аналогична рассмотренному выше решению.
Вариант ГПС с одной передвижной обоймой (вариант двухсторонней компоновки) дан на фиг.1. Обойма 4 выполняет функции хранения (накопления), кантования, транспортирования секций 5. Секция 5, находясь в обойме 4, реализует функцию централизованного хранения (накопления), находясь у станка 2, реализует функцию децентрализованного накопления. Возможна реализация четырех режимов функционирования технологического оборудования. От предыдущих решений вариант отличается свободным перемещением обоймы 4 по всему пространству, занимаемому ГПС 1. Она легко передвигается внутри системы 1 с поднятым вверх вертикальными секциями 5 грузом по узким транспортным магистралям, одновременно осуществляя повороты в заданные позиции, к каждой единице обслуживаемого оборудования 2. Разворачиваясь к ним, быстро раздает, быстро забирает секции 5, реализует групповой обмен грузами.
Вариант ГПС с двумя передвижными обоймами, компоновка линейная односторонняя представлен на фиг.9. Возможна реализация четырех режимов функционирования технологического оборудования. Отличается от решения, данного на фиг.1 функциональной организацией грузообмена. Функции между обоймами 4 разделены следующим образом. Первая обслуживает входящий грузопоток, вторая - выходящий грузопоток.
ГПС с тремя передвижными обоймами (вариант линейной композиции односторонней и двухсторонней компоновок) показан на фиг.10. Отличается от решения, данного на фиг.1 и фиг.9 функциональной организацией грузообмена. Функции между обоймами 4 разделены следующим образом. Первая обслуживает входящий грузопоток, вторая - межстаночные связи между ТО первой и второй линии, входящий на вторую линию с внешней связи грузопоток, третья - выходящий грузопоток.
Варианты ГПС, отличающиеся количеством каналов перемещения секций показаны на двух фигурах: на фиг.11 ГПС с передвижной обоймой и ППУ с двумя каналами перемещения секций с последовательным размещением ТО; на фиг.12 ГПС с передвижной обоймой и ППУ с двумя каналами перемещения секций с параллельным размещением ТО. В этих вариантах обойма 4 установлена на тележке с индуктивным приводом 31 и совершает минипередвижения для совмещения требуемой позиции поворотной державки с одним из каналов 26 передвижения секции 5.В обоих ГПС 1, по меньшей мере, два станка 2 связаны одним ППУ 6.
Сформированная совокупность конструктивных признаков обоймы имеет ряд сильных, ранее недоступных преимуществ.
В конструкции одного устройства - обоймы реализован принцип пространственно-временной интеграции и дифференциации функций. Это позволило провести радикальные преобразования в функциональной организации грузообмена. Исключены лишние функции - транспортные, передаточные, лишние технические средства. Выполнение функций упрощено. Выполнение части функций совмещено. Впервые обойма, одновременно может быть везде, выполняя свои задачи в каждой точке ГПС, присутствуя в них своими отдельными секциями, блоком поворота, или вся находиться в одном месте. В результате, в соответствии с задачами технологической среды, обойма может быстро раздать секции по требованиям, быстро их собрать, функционировать мобильно. Впервые обойма и централизованный и пристаночный накопитель одновременно. Небольшое время поворота при перемещении к ТО, виртуозность, легкость обеспечивается малой вместимостью, малыми размерами и большим объемом передачи. В системе действует схема исключения простоев, включающая как снижение интенсивности потока заявок, обеспечиваемое количеством передаваемого, формированием резерва, так и повышение интенсивности обслуживания заявок за счет активизации грузообмена.
В обойме редко присутствуют все секции, она постоянно целыми группами, в секциях отсылает востребованные грузы, сбрасывает ненужное -уже выполненные задачи. Ее разгруженное состояние при выполнении разворотов, линейных перемещений очень положительно влияет на снижение энергозатрат. Это мобильный, динамичный узел "получатель-раздатчик": получил и быстро отправил. Обойма, стоящая около станка, - это по меньшей мере «6-ти валентная, скоростная связь» с другими единицами технологического оборудования.
Обойма имеет вертикальное развитие. Радиус обоймы предельно сжат в целях формирования на ее основе компактных "узловых" или иначе "точечно-линейных" ТНС с верхним развитием грузообмена и, соответственно, структурно-компоновочных схем ГПС. Это ведет к комплексному улучшению пространственно-временных характеристик ГПС: к рациональному использованию производственной площади, сокращению транспортных магистралей и времени транспортирования и соответственно к снижению затрат кВт энергии на каждом метре.
При обслуживании секции прототипа - системы РОТА ее вертикальная координата при изъятии и укладке груза преобразуется в шестьдесят подъемов и спусков подъемника, что рассматривается в качестве недостатка. В предлагаемом решении одним поворотным движением державки одновременно перемещаем ("сбрасываем") на уровень расположения рабочей зоны ТО все АП секции. Своей ячеистой структурой секция дифференцирует горизонтальные перемещения робота на малые шаги, делая их незаметными во времени обслуживания заявки. Ему не надо отрабатывать длинную линейную координату. Недостаток переведен, путем использования установочного поворотного перемещения секций, в преимущество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБМЕНА ГРУЗАМИ, УСТРОЙСТВО ОБМЕНА ГРУЗАМИ, СПОСОБ ФОРМИРОВАНИЯ ГРУЗОНЕСУЩЕЙ ПОВЕРХНОСТИ НАКОПИТЕЛЯ И ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА НА ИХ ОСНОВЕ | 2011 |
|
RU2486045C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ МАГНЕТРОННЫМ РАСПЫЛЕНИЕМ И ДЕРЖАТЕЛЬ ПОДЛОЖЕК НА ЕГО ОСНОВЕ | 2012 |
|
RU2539487C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ИНСТРУМЕНТАЛЬНОГО ОБЕСПЕЧЕНИЯ | 2010 |
|
RU2436665C1 |
| Корончатый подложкодержатель | 2017 |
|
RU2673253C2 |
| УСТРОЙСТВО ХРАНЕНИЯ (НАКОПЛЕНИЯ) ШТУЧНЫХ ГРУЗОВ | 2008 |
|
RU2408517C2 |
| РОТОРНЫЙ ПОДЛОЖКОДЕРЖАТЕЛЬ | 2012 |
|
RU2543023C2 |
| ПОДЛОЖКОДЕРЖАТЕЛЬ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ НА ЕГО ОСНОВЕ | 2010 |
|
RU2437964C2 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |



Гибкая производственная система содержит систему управления, автоматизированную систему инструментального обеспечения, по меньшей мере один гибкий производственный участок, включающий технологическое оборудование (ТО), обслуживаемое транспортно-накопительной системой (ТНС), имеющей по меньшей мере одну поворотную относительно вертикальной оси обойму с поворотными в автономном режиме ячеистыми секциями, расположенными по ее периферии, и средства обмена грузами между обоймой и технологическим оборудованием. Для повышения производительности и улучшения свойств грузообмена секции образованы вертикальным размещением грузонесущих ячеек в столбцах, с зоной доступа развернутой внутрь обоймы в ее исходном положении или радиусно. Каждая из секций закреплена в корпусе поворотной державки с возможностью автономного поворота относительно оси поворота державки в горизонтальное положение и последующего выдвижения из корпуса. Ячейки снабжены средствами фиксации грузов в заданном положении. Обойма имеет возможность поворота в ряд заданных позиций по количеству секций и снабжена приводом поворота и управляемыми средствами фиксации, в качестве средств обмена секциями между корпусами обоймы и технологическим оборудованием ТНС включает приемо-передающие устройства по меньшей мере с одним каналом выдвижения секций, оснащенные приводом устройства выдвижения и возврата секций, размещенные напротив рабочих зон ТО, и промышленные роботы. 6 з.п. ф-лы, 12 ил.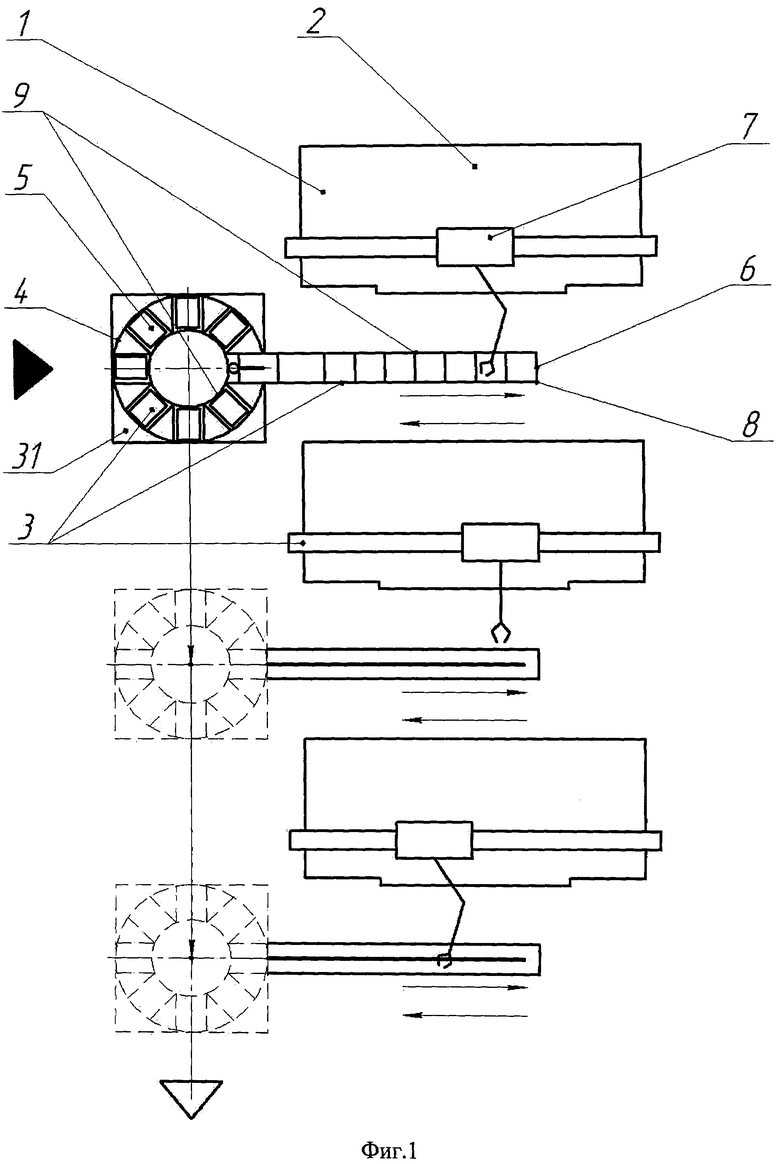
1. Гибкая производственная система (ГПС), содержащая систему управления, автоматизированную систему инструментального обеспечения, по меньшей мере один гибкий производственный участок, включающий технологическое оборудование (ТО), обслуживаемое транспортно-накопительной системой (ТНС), имеющей по меньшей мере одну поворотную относительно вертикальной оси обойму с поворотными в автономном режиме ячеистыми секциями, расположенными по ее периферии, и средства обмена грузами между обоймой и технологическим оборудованием, отличающаяся тем, что секции образованы вертикальным размещением грузонесущих ячеек в столбцах с зоной доступа, развернутой внутрь обоймы в ее исходном положении или радиусно, при этом каждая из секций закреплена в корпусе поворотной державки с возможностью автономного поворота относительно оси поворота державки в горизонтальное положение и последующего выдвижения из корпуса, при этом ось поворота державки пропущена через соосные отверстия, выполненные на концах скобы, соединенной своей центральной частью с общей стойкой, при этом пята державки шарнирно соединена в нижней своей части с приводом поворота относительно оси ее поворота, смонтированным на стойке, ячейки снабжены средствами фиксации грузов в заданном положении, обойма имеет возможность поворота в ряд заданных позиций по количеству секций и снабжена приводом поворота и управляемыми средствами фиксации, при этом в качестве средств обмена секциями между корпусами обоймы и технологическим оборудованием ТНС включает приемопередающие устройства (ППУ) по меньшей мере с одним каналом выдвижения секций, оснащенные приводом устройства выдвижения и возврата секций и размещенные напротив рабочих зон ТО, а также промышленные роботы.
2. Система по п.1, отличающаяся тем, что привод поворота секций в горизонтальное положение выполнен гидравлическим.
3. Система по п.1, отличающаяся тем, что устройство выдвижения и возврата секций выполнено в виде зубчатой передачи и включает рейку, смонтированную на внешней стороне секции с возможностью зацепления с шестерней привода.
4. Система по п.1, отличающаяся тем, что устройство выдвижения и возврата секций выполнено в виде реверсивной передачи с тянущим элементом, на котором установлено водило с возможностью взаимодействия с пазом, выполненным на внешней стороне секции, ход которого ограничен конечными выключателями.
5. Система по п.1, отличающаяся тем, что поворотная обойма смонтирована на тележке с индуктивным приводом.
6. Система по п.1, отличающаяся тем, что грузонесущие ячейки в столбцах размещены по меньшей мере в один ряд.
7. Система по п.1, отличающаяся тем, что секции в поворотной обойме установлены с функционально минимальными конструктивными зазорами между ними по внутреннему контуру, образованному их гранями.
| ШАУМЯН Г.А | |||
| Комплексная автоматизация производственных процессов | |||
| - М.: Машиностроение, 1973, с.630-633 | |||
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| УСТРОЙСТВО ХРАНЕНИЯ (НАКОПЛЕНИЯ) ШТУЧНЫХ ГРУЗОВ | 2008 |
|
RU2408517C2 |
| EP 491657 А1, 24.06.1992 | |||
| ВЫЖИГИН А.Ю | |||
| Гибкие производственные системы | |||
| - М.: Машиностроение, 2011, с.135, рис.4.7. | |||

