ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
В данной заявке испрошен приоритет предварительной патентной заявки США, серийный номер 60/686792, поданной 2 июня 2005 г. и включенной здесь посредством ссылки во всей своей полноте.
ПОЛОЖЕНИЕ О ФЕДЕРАЛЬНОМ СУБСИДИРОВАНИИ ИССЛЕДОВАНИЙ ИЛИ РАЗВИТИЯ
Не применялось.
ОБЛАСТЬ ТЕХНИКИ
Область техники данного изобретения
Данное изобретение в целом относится к способам нанесения на подложку металлического защитного слоя с целью ее защиты. Более конкретно, данное изобретение относится к защитным слоям для поверхности металлической подложки с целью предотвращения ее разрушения.
Уровень техники
Химические реагенты в реакторных системах часто оказывают негативное побочное металлургическое действие на реактор. Химическое воздействие на металлическую подложку различных компонентов реакторных систем, таких как трубы печей, корпуса реакторов или внутренние части реакторов, может привести к разрушительным процессам науглероживания, образованию металлической пыли, растрескиванию в результате коррозии под галоидным напряжением и/или коксованию.
“Науглероживание” означает проникновение углерода в подложку различных деталей реакторной системы. Такой углерод может затем осесть в подложке на границе зерен. Науглероживание подложки может привести к охрупчиванию, образованию металлической пыли или потере механических свойств деталей. “Образование металлической пыли” приводит к отделению металлических макрочастиц от поверхности подложки. “Коксование” означает множество процессов, включающих разложение углеводородов до по существу элементарного углерода. Трещины, образующиеся в результате коррозии под галоидным напряжением, могут возникнуть при контакте аустенитной нержавеющей стали с водным галоидом и представляют собой уникальный вид коррозии, при котором трещины распространяются в сплаве. Все упомянутые процессы разрушения по отдельности или в сочетании могут привести к существенным финансовым потерям с точки зрения как производительности, так и оборудования.
В нефтехимической промышленности химические реагенты и углеводороды, присутствующие в системах для конверсии углеводородов, могут воздействовать на подложку системы для конверсии углеводородов и на различные ее детали. “Системы для конверсии углеводородов” включают, помимо прочего, системы для изомеризации, системы для каталитического реформинга, системы для каталитического крекинга, системы для термического крекинга и системы для алкилирования.
“Системы для каталитического реформинга” включают в себя системы для обработки углеводородного сырья с целью получения продукта, обогащенного ароматическими веществами (т.е. продукта, содержание ароматических веществ в котором превышает их содержание в сырье). Обычно для получения ароматических веществ один или более компонентов углеводородного сырья подвергают одной или более реакций реформинга. Во время каталитического реформинга сырьевую газообразную смесь, включающую преимущественно линейные углеводороды/водород, пропускают над катализатором из драгоценного металла при повышенных температурах. При таких повышенных температурах углеводороды и химические реагенты могут взаимодействовать с подложкой деталей реакторной системы, образуя кокс. По мере того как кокс накапливается поверх и внутри пустот подложки, он создает препятствие для потока углеводородов и переноса тепла в детали реакторной системы. Со временем кокс в конце концов отломится от подложки и вызовет повреждение используемого в дальнейшем оборудования, а также ограничит поток в последующих грохотах, слоях катализаторов, установках для обработки и обменниках. При отламывании каталитического кокса крохотный или даже размером с атом кусочек металла может отделиться от подложки, образуя “язву”. В конце концов “язвы” будут увеличиваться и вызывать эрозию поверхности системы для конверсии углеводородов и ее деталей до тех пор, пока не потребуется их ремонт или замена.
Как правило, все виды углеводородного сырья для системы реакторов для реформинга содержат серу, которая является ингибитором процессов разрушения, таких как науглероживание, коксование и образование металлической пыли. Однако цеолитные катализаторы, разработанные для использования в процессах каталитического реформинга, подвержены дезактивации серой. Таким образом, системы с использованием таких катализаторов должны эксплуатироваться в среде с низким содержанием серы, оказывающей отрицательное влияние на металлургические свойства подложки, повышая скорости разрушительных процессов, таких как описанные выше процессы.
Альтернативный способ ингибирования разрушения в системе для конверсии углеводородов, такой как установка для каталитического реформинга, включает формирование защитного слоя на поверхности подложки при помощи материала, стойкого к воздействию углеводородного сырья и химических реагентов. Такие материалы формируют защитный слой, называемый “металлическим защитным слоем” (MPL). Различные металлические защитные слои и способы их нанесения описаны в патентах США №№6548030, 5406014, 5674376, 5676821, 6419986, 6551660, 5413700, 5593571, 5807842 и 5849969, каждый из которых включен посредством ссылки во всей своей полноте.
MPL может быть сформирован путем нанесения слоя по меньшей мере одного металла на поверхность подложки, образующего нанесенный металлический слой (AML). AML может быть затем обработан или отвержден при повышенных температурах соответствующим способом с получением MPL. Равномерность и толщины в дополнение к составу MPL являются важными факторами его способности ингибировать разрушение реакторной системы. Современные способы нанесения покрытий на поверхности подложек реакторных систем и формирования на них MPL требуют отключения таких систем. Сокращение до минимума времени, необходимого для нанесения покрытия на поверхность для формирования AML и для отверждения AML с целью получения MPL, обеспечит сведение к минимуму расходов, связанных с таким отключением. Ввиду вышеупомянутых проблем желательной является разработка способа повышения стойкости реакторных систем к процессам разрушения, таким как науглероживание, растрескивание в результате коррозии под галоидным напряжением, образование металлической пыли и/или коксование. Желательной также является разработка методики формирования MPL на подложке реакторной системы, снижающей расходы, связанные с отключением такой системы. И, наконец, желательной является разработка методики модернизации или восстановления разрушенных деталей реакторной системы.
КРАТКАЯ СУЩНОСТЬ НЕКОТОРЫХ ИЗ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ДАННОГО ИЗОБРЕТЕНИЯ
Описан способ обработки подложки, включающий нанесение слоя по меньшей мере одного металла на подложку для формирования на подложке "нанесенного металлического слоя" (AML) с последующим отверждением (термической обработкой) AML при давлении ниже атмосферного с целью формирования на подложке металлического защитного слоя (MPL). Затем MPL может быть необязательно обработан способами мобилизации и секвестрации. При термообработке давление должно составлять приблизительно от 14 абс. фунтов на кв. дюйм (97 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па). AML может быть нанесен в виде краски, обычного покрытия, гальванического покрытия, плакировки либо иными способами, известными рядовому специалисту в данной области техники. AML может включать олово, сурьму, германий, висмут, кремний, хром, латунь, свинец, ртуть, мышьяк, индий, теллур, селен, таллий, медь, интерметаллические сплавы или их сочетание. AML может иметь толщину приблизительно от 1 мил (25 мкм) до 100 мил (2,5 мм). После отверждения MPL может иметь толщину, равную приблизительно от 1 мкм до 150 мкм. Подложка может включать железо, никель, хром или их сочетания. Для формирования MPL AML должен быть отвержден в восстановительной окружающей среде. MPL может необязательно включать промежуточный связующий слой, прикрепляющий его к подложке. В некоторых случаях связующий слой может представлять собой обедненный никелем связующий слой. В некоторых случаях связующий слой может иметь включения слоя станнида.
Далее описан способ обработки подложки, включающий нанесения слоя по меньшей мере одного металла на подложку несмонтированной детали структуры для формирования AML на подложке несмонтированной детали с последующим отверждением AML на подложке несмонтированной детали c целью формирования на подложке MPL. Затем MPL может быть необязательно обработан с использованием способов мобилизации и секвестрации. Несмонтированная деталь может представлять собой деталь реакторной системы. Нанесение металлического слоя, отверждение AML, либо и то и другое, может быть осуществлено на участке, не предназначенном для конечной сборки структуры. Несмонтированная деталь может быть подвергнута транспортировке до или после любых отдельных, описанных здесь стадий процессов, включая, но не ограничиваясь ими, нанесение AML с последующим его отверждением до MPL, процессы мобилизации и секвестрации и подобное. Несмонтированная деталь может быть удалена из смонтированной структуры до нанесения металлического слоя и отверждения AML. Несмонтированная деталь может представлять собой запасную или заменяемую часть для смонтированной структуры. Отверждение AML может быть осуществлено при давлении ниже атмосферного, например, приблизительно от 14 абс. фунтов на кв. дюйм (97 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па). Нанесение слоя по меньшей мере одного металла на подложку несмонтированной детали реакторной системы может обеспечить более короткий простой реакторной системы по сравнению с одинаковым в других отношениях способом, при котором слой металла наносят на смонтированную деталь реакторной системы.
Далее описан способ обработки подложки, включающий нанесение слоя по меньшей мере одного металла на подложку для формирования AML с последующим отверждением AML при первой температуре и первом давлении в течение первого периода времени, и отверждением AML при второй температуре и втором давлении в течение второго периода времени, при этом при отверждении формируется MPL на подложке. Затем MPL может быть необязательно обработан с использованием способов мобилизации и секвестрации. Первая температура может составлять приблизительно от 600°F (316°С) до 1400°F (760°С), а первое давление может составлять приблизительно от 215 абс. фунтов на кв. дюйм (1482 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па). Вторая температура может составлять приблизительно от 600°F (316°С) до 1400°F (760°С), а второе давление может составлять приблизительно от 215 абс. фунтов на кв. дюйм (1482 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па). Первое давление, второе давление либо и то, и другое могут быть ниже атмосферного. Подложка может представлять собой несмонтированную деталь, при этом AML может быть отвержден с целью формирования MPL до монтажа несмонтированной обработанной детали в конструкции.
Далее описан способ обработки подложки, включающий нанесение слоя по меньшей мере одного металла на подложку для формирования AML на подложке с последующим его отверждением при температуре более приблизительно 1200°F (649°С) с целью формирования MPL на подложке, при этом AML содержит оксид олова, разлагающееся соединение олова и порошок металлического олова. Затем MPL может быть необязательно обработан с использованием способов мобилизации и секвестрации. Нанесенный металлический слой может быть отвержден при температуре приблизительно от 1200°F (649°С) до 1400°F (760°С) и давлении приблизительно от давления ниже атмосферного до приблизительно 315 абс. фунтов на кв. дюйм (2172 кПа). Металлический защитный слой может быть связан с подложкой через обедненный никелем связующий слой. Связующий слой может иметь толщину приблизительно от 1 до 100 мкм. Металлический защитный слой может включать станнид и может иметь толщину, составляющую приблизительно от 0,25 мкм до 100 мкм. Подложка может представлять собой несмонтированную деталь, при этом нанесенный металлический слой отверждают до монтажа несмонтированной обработанной детали в конструкции.
Далее описан металлический защитный слой, включающий обедненный никелем связующий слой, расположенный между подложкой и металлическим защитным слоем, при этом защитный слой формируют путем нанесения слоя по меньшей мере одного металла на подложку для формирования нанесенного металлического слоя на подложке и отверждения нанесенного металлического слоя с целью формирования металлического защитного слоя на подложке. Затем MPL может быть необязательно обработан с использованием способов мобилизации и секвестрации. Нанесенный металлический слой может содержать оксид олова, разлагающееся соединение олова и порошок металлического олова. Нанесенный металлический слой может быть отвержден при температуре приблизительно от 1220°F (660°С) до 1400°F (760°С) и/или при давлении приблизительно от 315 абс. фунтов на кв. дюйм (2172 кПа) до 1 абс. фунтов на кв. дюйм (0,05 Па). Связующий слой может включать станнид и может иметь толщину приблизительно от 1 до 100 мкм. Связующий слой может включать приблизительно от 1 мас.% до 20 мас.% элементного олова. Подложка может представлять собой несмонтированную деталь, при этом нанесенный металлический слой отверждают до монтажа несмонтированной обработанной детали в конструкцию.
Далее описана система для конверсии углеводородов, включающая по меньшей мере одну печь; по меньшей мере один каталитический реактор; и по меньшей мере одну трубу, соединяющую упомянутую по меньшей мере одну печь и упомянутый по меньшей мере один каталитический реактор, для подачи газообразного потока, содержащего углеводород, из упомянутой по меньшей мере одной печи и упомянутого по меньшей мере одного каталитического реактора. Подложка по меньшей мере одной детали упомянутой системы для конверсии углеводородов, подвергаемая воздействию упомянутого углеводорода, включает MPL, полученный способом, включающим нанесение слоя по меньшей мере одного металла на подложку для формирования AML и отверждение AML с целью формирования MPL до монтажа детали в системе для конверсии углеводородов.
Система для конверсии углеводородов способна обеспечить получение любого числа нефтехимических продуктов. Система для конверсии углеводородов способна превратить углеводороды в олефины и диены неокислительным или окислительным способом. Система для конверсии углеводородов способна дегидрогенизировать этилбензол до стирола, обеспечить получение этилбензола из стирола и этана, конверсию легких углеводородов до ароматических веществ, трансалкилирование толуола до бензола и ксилолов, деалкилирование алкилароматических веществ до менее замещенных алкилароматических веществ, получение различных видов топлива и химических веществ из водорода и оксида углерода, получение водорода и оксида углерода из углеводородов, получение ксилолов путем алкилирования толуола метанолом, или использовать их сочетание. Согласно различным вариантам нефтехимические продукты включают, без ограничений, стирол, этилбензол, бензол, толуол, ксилолы, водород, оксид углерода и различные виды топлива. Согласно некоторым вариантам нефтехимические продукты включают, без ограничений, бензол, толуол и ксилолы.
Система для конверсии углеводородов может включать детали из аустенитной нержавеющей стали, находящиеся в условиях, вызывающих растрескивание в результате коррозии под галоидным напряжением. На такие детали наносят MPL, имеющий повышенную стойкость к растрескивание в результате коррозии под галоидным напряжением. Деталь системы для конверсии углеводородов может представлять собой стенку реактора, трубу печи, футеровку печи, гребешок реактора, распределитель потока из реактора, центральную трубку, крышку, теплообменник либо их сочетание. Реактор может представлять собой реактор для каталитического реформинга и может также включать чувствительный к сере, крупнопористый цеолитный катализатор. Чувствительный к сере, крупнопористый цеолитный катализатор может включать щелочной или щелочноземельный металл, легированый по меньшей мере одним металлом группы VIII. Подложка может быть науглерожена, окислена или сульфидирована и может быть необязательно очищена до формирования AML.
AML может быть сформирован путем нанесения обычного покрытия, гальванического покрытия, плакировки или краски. Такое покрытие, гальваническое покрытие, плакировка или краска могут содержать олово. Например, покрытие может содержать разлагающееся металлическое соединение, систему растворителей, тонкоизмельченный металл и оксид металла. Тонкоизмельченный металл может иметь размер частиц приблизительно от 1 мкм до 20 мкм.
MPL обеспечивает сопротивление науглероживанию, образованию металлической пыли, растрескиванию в результате коррозии под галоидным напряжением, и/или коксованию. MPL может содержать металл, выбранный из группы, включающей медь, олово, сурьму, германий, висмут, кремний, хром, латунь, свинец, ртуть, мышьяк, индий, теллур, селен, таллий, интерметаллические соединения и их сплавы, а также их сочетания. MPL может включать промежуточный, обедненный никелем связующий слой, находящийся в контакте с подложкой и прикрепляющий его к подложке. Промежуточный, обедненный никелем связующий слой может содержать включения станнида и может быть сформирован путем нанесения слоя по меньшей мере одного металла на подложку для формирования AML на подложке и отверждения AML с целью формирования MPL на подложке.
Отличительные признаки и технические преимущества настоящего изобретения были описаны выше довольно широко для того, чтобы обеспечить лучшее понимание последующего подробного описания его раскрытия. Дополнительные отличительные признаки и преимущества, составляющие предмет формулы данного изобретения, будут описаны ниже. Специалистам в данной области техники понятно, что описанная концепция и конкретные варианты ее осуществления могут быть легко использованы в качестве основы для модификации или конструирования других структур для достижения целей настоящего изобретения. Для специалистов в данной области техники также очевидно, что такие эквивалентные разработки не нарушают сущности и объема данного изобретения, изложенных в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ.1 представляет иллюстрацию реакторной системы для реформинга.
ФИГ.2 представляет изображение обратного рассеяния при СЭМ MPL, полученного в примере 10.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ДАННОГО ИЗОБРЕТЕНИЯ
Согласно различным вариантам защитный материал наносят на подложку для формирования AML, который затем может быть отвержден, образуя MPL для подложки. В данном описании AML обычно относится к характеристикам защитного материала до и/или после его нанесения на подложку, но до последующей обработки или химической конверсии, такой как восстановление, отверждение и так далее. В данном описании MPL обычно относится к характеристикам защитного материала после такой обработки или химической конверсии, осуществляемой после его нанесения. Иными словами, AML обычно относится к предшественнику защитного материала, в то время как MPL обычно относится к конечному защитному материалу. Однако как очевидно специалисту в данной области техники, в некоторых случаях AML может быть также нанесен на MPL или наоборот. Например, некоторые соединения, присутствующие в AML, такие как металлы или металлические соединения, также могут присутствовать в MPL или на нем, подвергаясь любым изменениям, происходящим в результате обработки AML до MPL. Такие случаи могут быть обозначены здесь термином “AML/MPL”.
AML/MPL может содержать один или более защитных материалов, способных придавать подложке стойкость к разрушительным процессам, таким как растрескивание в результате коррозии под галоидным напряжением, коксование, науглероживание и/или образование металлической пыли. Согласно одному из вариантов формируют защитный слой, содержащий защитный материал, прикрепленный, сцепленный или каким-либо иным способом связанный с подложкой. Согласно одному из вариантов защитный материал может представлять собой металл или сочетание металлов. Согласно одному из вариантов подходящий металл может представлять собой любой металл или их сочетание, стойкие к формированию карбидов или коксованию в условиях углеводородной конверсии, такой как каталитический реформинг. Примеры подходящих металлов или соединений металлов включают, без ограничений, соединения олова, такие как станниды; сурьмы, такие как антимониды; висмуты, такие как висмутиды; кремний; свинец; ртуть; мышьяк; германий; теллур; селен; таллий; медь; хром; латунь; интерметаллические сплавы или их сочетания. Не желая быть связанными теорией, авторы полагают, что пригодность различных соединений металлов в AML/MPL может быть выбрана и классифицирована согласно их стойкости к науглероживанию, растрескиванию в результате коррозии под галоидным напряжением, образованию металлической пыли, коксованию и/или иным механизмам разрушения.
AML может быть сформулирован с возможностью осаждения, нанесения в виде гальванического покрытия, плакировки, обычного покрытия, краски или каким-либо иным способом нанесения защитных материалов на подложку. Согласно одному из способов AML включает покрытие, дополнительно содержащее металл или сочетание металлов, суспендированное или растворенное в подходящем растворителе. Растворитель в данном описании означает вещество, обычно, но всегда представляющее собой жидкость, способную растворять или суспендировать другое вещество. Растворитель может содержать жидкое или твердое вещество, которое может быть химически совместимо с другими компонентами AML. Эффективное количество растворителя может быть добавлено к твердым компонентам для изменения их вязкости таким образом, чтобы AML приобрел способность к распылению и/или рассеиванию. Подходящие растворители включают, без ограничений, спирты, алканы, кетоны, сложные эфиры, эфиры двуосновных кислот или их сочетания. Растворитель может представлять собой метанол, этанол, 1-пропанол, 1-бутанол, 1-пентанол, 2-метил-1-пропанол, неопентиловый спирт, изопропиловый спирт, пропанол, 2-бутанол, бутандионы, пентан, гексан, циклогексан, гептан, метилэтилкетон, любые их сочетания или любой другой, описанный здесь растворитель.
AML может дополнительно включать эффективное количество добавок для улучшения или изменения его свойств, включая, без ограничений, загустители, связующие или диспергаторы. Согласно одному из вариантов загустители, связующие или диспергаторы могут представлять собой одно соединение. Не ограничиваясь конкретной теорией, загустители, связующие или диспергаторы способны модифицировать реологические свойства AML таким образом, что его компоненты диспергируются в растворителе и поддерживают стабильную вязкость, препятствуя осаждению. Добавление загустителя, связующего или диспергатора может также сделать AML сухим на ощупь при нанесении на подложку и способным препятствовать его стеканию или скоплению. Подходящие загустители, связующие или диспергаторы известны специалисту в данной области техники. Согласно одному из вариантов загуститель, связующее или диспергатор представляют собой оксид металла.
Согласно одному из вариантов AML может представлять собой металлическое покрытие, включающее эффективное количество разлагаемого водородом соединения металла, тонкоизмельченный металл и растворитель. Разлагаемое водородом соединение металла может представлять собой любое металлоорганическое соединение, разлагающееся до гладкого металлического слоя в присутствии водорода. Согласно некоторым вариантам разлагаемое водородом соединение металла включает оловоорганические соединения, сурьмяноорганические соединения, висмутоорганические соединения, кремнийорганические соединения, свинецорганические соединения, мышьякорганические соединения, германийорганические соединения, индийорганические соединения, теллурорганические соединения, селенорганические соединения, медьорганические соединения, хроморганические соединения или их сочетания. Согласно альтернативному варианту разлагаемое водородом соединение металла включает по меньшей мере одно металлоорганическое соединение, такое как MR1R2R3R4, где М представляет собой олово, сурьму, висмут, кремний, свинец, мышьяк, германий, индий, теллур, селен, медь или хром, и где каждый из R1-4 представляет собой этил, метил, пропил, бутил, пентил, гексил, галоиды или их смеси. Согласно следующему варианту разлагаемое водородом соединение металла включает соль металла аниона органической кислоты, содержащего от 1 до 15 атомов углерода, в котором металл может представлять собой олово, сурьму, висмут, кремний, свинец, мышьяк, германий, индий, теллур, селен, медь, хром или их смеси. Анион органической кислоты может представлять собой ацетат, пропионат, изопропионат, бутират, изобутираты, пентаноат, изопентаноат, гексаноат, гептаноат, октаноат, нонаноат, оксиолат деканоата, неодеканоат, ундеканоат, додеканоат, тредеканоат, тетрадеканоат, додеканоат или их сочетания.
Тонкоизмельченный металл может быть добавлен к AML для того, чтобы обеспечить присутствие восстановленного металла, способного взаимодействовать с подложкой даже в том случае, когда условия для формирования восстановленного металла являются неблагоприятными, например низкие температуры или невосстановительная атмосфера. Согласно одному из вариантов тонкоизмельченный металл может иметь размер частиц, составляющий приблизительно от 1 мкм до 20 мкм. Не ограничиваясь теорией, металл, имеющий такой размер частиц, способен облегчить равномерное покрытие подложки AML.
Согласно одному из вариантов вышеупомянутый AML может представлять собой содержащее олово покрытие, включающее по меньшей мере четыре следующих ингредиента (или их функциональные эквиваленты): (i) разлагаемое водородом соединение олова, (ii) система растворителей (описанная ранее), (iii) тонкоизмельченное металлическое олово и (iv) оксид олова в виде восстанавливаемого загустителя, связующего или диспергатора. Покрытие может содержать тонкоизмельченные твердые вещества, для того чтобы свести к минимуму осаждение.
Ингредиент (i), разлагаемое водородом соединение олова, может представлять собой оловоорганическое соединение. Разлагаемое водородом соединение олова может включать октаноат или неодеканоат олова. Данные соединения частично высыхают до консистенции резины на подложке, стойкой к растрескиванию и/или расслаиванию и полезной в том случае, когда подложку с покрытием подвергают транспортировке или хранению до отверждения. Октаноат или неодеканоат олова равномерно разлагается до слоя олова, образующего станнид железа в водороде даже при таких низких температурах, как приблизительно 600°F (316°С). Согласно одному из вариантов октаноат или неодеканоат олова могут дополнительно содержать менее чем или приблизительно 5 мас.%, альтернативно - менее чем или приблизительно 15 мас.%, альтернативно - менее чем или приблизительно 25 мас.%, октановой кислоты или неодекановой кислоты. Октаноату олова по Chemical Abstracts Service был присвоен регистрационный номер 4288-15-7. Неодеканоату олова по Chemical Abstracts Service был присвоен регистрационный номер 49556-16-3.
Тонкоизмельченное металлическое олово, ингредиент (iii), может быть добавлено для того, чтобы убедиться в наличии восстановленного металла, способного взаимодействовать с подложкой даже при неблагоприятных условиях для формирования восстановленного металла, таких как низкие температуры или невосстановительные условия. Размер частиц тонкоизмельченного металлического олова может составлять приблизительно от 1 мкм до 20 мкм, что обеспечивает качественное покрытие поверхности подложки, покрываемой металлическим оловом. Невосстановительные условия представляют собой условия с низким содержанием восстановителя или низкими температурами. Присутствие восстановленного олова гарантирует, что даже в том случае, когда часть покрытия не может быть полностью восстановлена, металлическое олово присутствует и вступает в реакцию, формируя желательный слой MPL. Не ограничиваясь теорией, металл, имеющий такой размер частиц, способен облегчить равномерное покрытие подложки, образуя AML.
Ингредиент (iv), загуститель, связующее или диспергатор из оксида олова могут представлять собой пористое, оловосодержащее соединение, способное абсорбировать металлоорганическое соединение олова и при этом сохраняющее способность к восстановлению до активного олова в восстановительной атмосфере. Размер частиц оксида олова может быть отрегулирован любыми способами, известными специалисту в данной области техники. Например, оксид олова может быть пропущен через коллоидную мельницу для получения очень мелких частиц, препятствующих быстрому осаждению. Добавление оксида олова может обеспечить получение сухого на ощупь и препятствующего стеканию AML. Согласно одному из вариантов ингредиент (iv) выбирают таким образом, что при восстановлении он становится неотъемлемой частью MPL.
Согласно одному из вариантов AML может представлять собой покрытие, содержащее менее или около 65 мас.%, альтернативно - менее или около 50 мас.%, альтернативно - приблизительно от 1 мас.% до 45 мас.%, разлагаемого водородом соединения металла; помимо оксида металла; порошка металла и изопропилового спирта. Согласно следующему варианту AML может представлять собой оловянное покрытие, содержащее приблизительно до 65 мас.%, альтернативно - приблизительно до 50 мас.%, альтернативно - приблизительно от 1 мас.% до 45 мас.%, разлагаемого водородом соединения олова; помимо оксида олова; порошка олова и изопропилового спирта.
AML/MPL, согласно данному раскрытию, может быть использован на любой подложке, с которой он сцепляется, прилипает или связывается и которую защищает от разрушительных процессов. Согласно одному из вариантов любая система, включающая чувствительный к коксованию, чувствительный к науглероживанию, чувствительный к растрескиванию в результате коррозии под галоидным напряжением и/или образованию металлической пыли материал, может служить в качестве подложки для AML/MPL. Согласно следующему варианту подложка может включать углеродистую сталь, мягкую сталь, легированную сталь, нержавеющую сталь, аустенитную нержавеющую сталь или их сочетания. Примеры систем, которые могут служить в качестве подложек для AML/MPL, включают, без ограничений, системы, такие как системы для конверсии углеводородов, системы для рафинирования, такие как углеводородные системы для рафинирования, углеводородные системы для реформинга или их сочетания. Используемый здесь термин “реакторная система” означает один или более реакторов, содержащих по меньшей мере один катализатор и соответствующую ему печь, теплообменники, сеть трубопроводов и подобное. Примерами деталей реакторной системы, которые могут служить подложками, включают теплообменники; внутренние части печей, такие как внутренние стенки, трубы печей, футеровки печей и подобное; а также внутренние части реакторов, такие как внутренние стенки реакторов, распределители потоков, стояки, “гребешки”, центральные трубы в центробежном каталитическом реакторе и подобное. Согласно одному из вариантов подложка может быть составной частью реакторной системы для конверсии углеводородов. Согласно альтернативному варианту подложка может быть составной частью установки для каталитического реформинга.
Согласно одному из вариантов подложка может представлять собой поверхность детали в реакторной системе для каталитического реформинга, проиллюстрированного на фиг.1. Реакторная система для каталитического реформинга может включать несколько реакторов (10), (20) и (30) для каталитического реформинга. Каждый реактор содержит слой катализатора. Как показано на ФИГ.1, система также включает несколько печей (11), (21) и (31); теплообменник (12); сепаратор (13); множество труб (15), (25) и (35), соединяющих печи с реакторами; и дополнительную сеть трубопроводов, соединяющую остальные составные части. Следует отметить, что данный вариант применим в установках для каталитического реформинга непрерывного действия, в которых используют подвижные слои, а также системах с неподвижными слоями. Системы для каталитического реформинга более подробно описаны ниже и в различных патентах, включенных посредством ссылки.
Согласно одному из вариантов подложка может представлять собой поверхность в системе для конверсии углеводородов (HCS) или в ее составной части, используемой для получения любого количества нефтехимических продуктов. Система для конверсии углеводородов может быть основана на окислительном превращении углеводородов в олефины и диены. Альтернативно, система для конверсии углеводородов может быть основана на моноокислительном превращении углеводородов в олефины и диены. Альтернативно, в системе для конверсии углеводородов может быть осуществлено любое количество реакций. Согласно различным вариантам реакции системы для конверсии углеводородов включают, без ограничений, дегидрогенизацию этилбензола в стирол, получение этилбензола из стирола и этана, трансалкилирование толуола в бензол и ксилолы, деалкилирование алкилароматических соединений до менее замещенных алкилароматических соединений, получение различных видов топлива и химических веществ из водорода и оксида углерода, получение водорода и оксида углерода из углеводородов, получение ксилолов алкилированием толуола метанолом, конверсию легких углеводородов до ароматических соединений или удаление серы из моторных топлив. Согласно различным вариантам нефтехимические продукты включают, без ограничений, стирол, этилбензол, бензол, толуол, ксилолы, водород, оксид углерода и различные виды топлива. Согласно различным вариантам нефтехимические продукты включают, без ограничений, бензол, толуол и ксилолы.
Согласно другому варианту подложка может представлять собой поверхность системы для очистки или ее составную часть. В соответствии с данным описанием системы для очистки включают способы обогащения определенного компонента смеси с использованием любого известного способа. Один из таких способов может включать каталитическую конверсию по меньшей мере части реагента до желательного продукта. Альтернативный способ может включать разделение смеси на одну или более составляющих частей. Объем разделения может зависеть от конструкции системы для очистки, разделяемых соединений и условий разделения. Такие системы для очистки и условия обогащения известны специалисту в данной области техники.
Подложки могут иметь основную металлургическую композицию, включающую чувствительные к растрескиванию в результате коррозии под галоидным напряжением, чувствительные к науглероживанию, чувствительные к коксованию и/или чувствительные к образованию металлической пыли соединения никеля, железа или хрома. Согласно одному из вариантов подходящая основная металлургическая композиция может представлять собой любую композицию, содержащую достаточное количество железа, никеля, хрома или иного соответственно реакционно-способного металла для взаимодействия с металлом в AML и для формирования равномерного слоя. Согласно одному из вариантов подходящая основная металлургическая композиция может представлять собой любую металлургическую композицию, содержащую достаточное количество железа, никеля или хрома для взаимодействия с оловом и формирования слоя станнида. Подходящие основные металлургические композиции включают, без ограничений, нержавеющую сталь серий 300 и 400.
Используемые здесь металлургические термины имеют свои общие металлургические значения, изложенные в THE METALS HANDBOOK, American Society of Metals, включенной в настоящее описание посредством ссылки. В данном описании “углеродистая сталь” представляет собой сорта стали, не имеющие указанного минимального количества любого легирующего элемента (отличного от общепринятых количеств марганца, кремния и меди) и содержащие только случайное количество любого элемента, отличного от углерода, кремния, марганца, меди, серы и фосфора. В данном описании “мягкая сталь” представляет собой сорта углеродистой стали, содержащие максимум около 0,25 мас.% углерода. В данном описании “легированная сталь” представляет собой сорта стали, содержащие указанные количества легирующих элементов (отличных от углерода, и общепринятые количества марганца, меди, кремния, серы и фосфора) в пределах, признанных для сортов конструкционной легированной стали, добавляемых с целью изменения механических или физических свойств. Легированные сорта стали содержат менее приблизительно 10 мас.% хрома. В данном описании “нержавеющая сталь” представляет собой любые из нескольких сортов стали, содержащих по меньшей мере около 10 мас.%, альтернативно - приблизительно от 12 мас.% до 30 мас.%, хрома в качестве основного легирующего элемента. В данном описании “аустенитная нержавеющая сталь” представляет собой сорта стали, имеющие аустенитную микроструктуру. Такие стали известны в данной области техники. Их примеры включают сорта нержавеющей стали серии 300, такие как 304 и 310, 316, 321, 347. Сорта аустенитной нержавеющей стали обычно содержат приблизительно от 16 мас.% до 20 мас.% хрома и приблизительно от 8 мас.% до 15 мас.% никеля. Сорта стали, содержащие менее приблизительно 5 мас.% никеля, менее подвержены растрескиванию в результате коррозии под галоидным напряжением. Подходящие подложки могут включать одну или более описанных выше металлургических композиций.
AML может быть нанесен на подложку в виде гальванического покрытия, краски, плакировки, обычного покрытия или каким-либо иным способом. Согласно одному из вариантов состав AML предназначен для нанесения в виде обычного покрытия. Подходящие способы нанесения AML на подложку включают, без ограничений, распыление, нанесение кистью, нанесение валиком, нанесение скребком, окунание, пропитывание, травление или их сочетания. Устройства для нанесения AML на подложку известны рядовому специалисту в данной области техники. AML может быть нанесен в виде влажного покрытия, толщиной, составляющей приблизительно от 1 мил (25 мкм) до 100 мил (2,5 мм), альтернативно - приблизительно от 2 мил (51 мкм) до 50 мил (1,3 мм), на слой. При необходимости придания подложке желаемых физических свойств и защиты может быть использовано многократное нанесение (например, несколько покрытий) AML. AML может иметь характеристики вязкости, достаточные для получения по существу непрерывного покрытия, имеющего поддающуюся измерению и по существу контролируемую толщину.
AML, нанесенный на подложку, такую как деталь реакторной системы, в виде влажного покрытия, может быть высушен путем выпаривания растворителя или иной жидкости-носителя для формирования сухого покрытия, подходящего для транспортировки. В некоторых вариантах AML может иметь клейкую или липкую консистенцию, стойкую к растрескиванию при транспортировке или хранении подложки до отверждения. В одном из вариантов AML способен высыхать почти мгновенно при контакте с подложкой; альтернативно, AML может высохнуть менее чем приблизительно за 48 часов со времени его контакта с подложкой. В некоторых вариантах может быть использовано устройство для сушки с целью облегчения удаления растворителя для формирования сухого покрытия, такое как подаваемый принудительно воздух или другие средства для сушки. Подходящие устройства для сушки известны специалисту в данной области техники.
AML, нанесенный на подложку в виде влажного покрытия, может быть подвергнут дальнейшей обработке в дополнение, вместо или в сочетании с сушкой для получения MPL, стойкого к описанным выше процессам деградации. Примеры дальнейшей обработки AML для формирования MPL включают, но не ограничиваются ими, отверждение и/или восстановление. Согласно одному из вариантов AML может быть нанесен на подложку в виде покрытия, которое при высыхании формирует покрытие, и которое может быть затем отверждено и/или восстановлено с формированием MPL.
Согласно одному из вариантов покрытие может быть нанесено распылением на детали реакторной системы или в них. Для получения непрерывного покрытия подложки на детали реакторной системы должно быть нанесено достаточное количество материала для покрытия. После распыления покрытия деталь может быть оставлена для высыхания приблизительно на 24 часа и может быть подвергнута дальнейшей обработке с использованием медленного потока газа. В различных вариантах газ может представлять собой инертный газ, кислородосодержащий газ или их сочетание. Неограничивающие примеры газов включают воздух, азот, гелий, аргон или их сочетания. Газ может быть подвергнут нагреванию. Согласно одному из вариантов газ может представлять собой азот, имеющий температуру около 150°F (66°С) и подаваемый в течение около 24 часов. Затем на деталь реакторной системы может быть нанесен второй слой покрытия, который может быть высушен с использованием вышеописанной методики. После нанесения AML упомянутый слой на детали реакторной системы может быть защищен от окисления путем использования атмосферы азота и должен быть защищен от воздействия воды при помощи способов, известных специалисту в данной области техники.
Описанные здесь методики могут быть также использованы для восстановления или ремонта ранее науглероженных, сульфидированных или окисленных систем при осуществлении процессов с использованием небольшого количества серы, а также небольшого количества серы и небольшого количества воды. Согласно одному из вариантов ранее науглероженная поверхность подложки может быть обработана AML/MPL, включающим один или более из описываемых здесь защитных материалов. Согласно другому варианту сульфидированная или окисленная подложка детали реакторной системы может быть обработана AML/MPL, включающим один или более из описываемых здесь защитных материалов.
Во время процессов восстановления или ремонта кокс, окисленная подложка или сульфидированная подложка могут быть удалены с поверхности детали реакторной системы до нанесения AML, поскольку они могут повлиять на реакцию между AML и подложкой. Может быть использован ряд способов очистки, включая (i) окисление поверхности подложки, (ii) окисление поверхности подложки и химическая очистка, (iii) окисление поверхности подложки и химическая очистка с последующим пассивированием, (iv) окисление поверхности подложки и физическая очистка и (v) водоструйная очистка поверхности подложки. Способ (i) может быть использован для удаления остаточного кокса и приемлем в том случае, когда слой сульфида является достаточно тонким и обеспечивает правильное формирование MPL. Альтернативно, способы (ii)-(v) могут быть использованы для более тщательного удаления слоя оксида или сульфида с целью предотвращения их влияния на формирование MPL. На конкретной установке или для конкретной системы могут быть использованы сочетания вышеупомянутых способов очистки. В конце концов, на выбор может повлиять ряд факторов, присущих конкретной установке или системе, таких как геометрия реактора.
AML может быть нанесен на подложку смонтированной или несмонтированной детали конструкции, такой как реакторная система. Подобным образом AML может быть отвержден или обработан согласно приведенному здесь описанию до, во время или после монтажа или демонтажа конструкции. В одном из вариантов деталь реактора может быть демонтирована из него, необязательно подвергнута очистке, нанесению покрытия и обработке согласно приведенному здесь описанию до возвращения демонтированной детали в реакторную систему. Альтернативно, новая деталь реактора или запасная деталь может быть подвергнута нанесению покрытия и обработке согласно приведенному здесь описанию до ее установки в смонтированную систему. Подобным образом какая-либо часть существующей реакторной системы, не имеющая защитного слоя, может получить AML, нанесенный на ее новую или запасную деталь, таким способом позволяя избежать ненужного влияния на детали с уже нанесенным покрытием условий отверждения.
Согласно одному из вариантов на подложку, на которую ранее был нанесен защитный слой, может быть повторно нанесен MPL, для того чтобы улучшить стойкость подложки к разрушительным процессам. Согласно дальнейшему варианту стойкость к разрушительным процессам ранее обработанного реактора или его детали с некоторой степенью износа может быть повышена в результате необязательной очистки и повторного нанесения AML на реактор или его детали с последующим отверждением и обработкой в соответствии с данным описанием.
Подложка может быть подвергнута нагреванию после нанесения AML с целью его отверждения. Отверждение AML может привести к реакции и связыванию содержащегося в нем металла с подложкой и формированию непрерывного MPL, стойкого к разрушительным процессам, таким как растрескивание в результате коррозии под галоидным напряжением, образование металлической пыли, коксование и/или науглероживание. Согласно одному из вариантов AML, включающий разлагаемое водородом соединение (такое как октаноат олова), тонкоизмельченный металл (такой как олово) и оксид металла (такой как оксид олова), может быть нанесен и отвержден для получения интерметаллического MPL, связанного с подложкой через промежуточный связующий слой, такой как обедненный никелем связующий слой. Характеристики промежуточного обедненного никелем связующего слоя описаны ниже.
При нанесении AML вышеуказанной толщины первоначальные условия восстановления приводят к миграции металла, покрывающего небольшие участки, первоначально не имевшие покрытия. Это может обеспечить полное покрытие подложки. При использовании олова формируются слои станнида, такого как станниды железа и никеля.
Согласно одному из вариантов AML может быть отвержден при любой температуре и давлении, подходящих для сохранения структурной целостности подложки. Согласно альтернативному варианту AML может быть отвержден при достаточной температуре и давлении и в течение достаточных периодов времени, для того чтобы обеспечить максимальное формирование MPL, сводя при этом к минимуму период времени, в течение которого подложка непригодна для нормальной работы или дальнейшего использования.
Согласно одному из вариантов AML может быть отвержден при температуре, составляющей приблизительно от 600°F (316°С) до 1400°F (760°С), альтернативно - приблизительно от 650°F (343°С) до 1350°F (732°С), альтернативно - приблизительно от 700°F (371°С) до 1300°F (704°С). Согласно дальнейшему варианту содержащий олово AML может быть отвержден при температуре, составляющей приблизительно от 600°F (316°С) до 1400°F (760°С), альтернативно - приблизительно от 650°F (343°С) до 1350°F (732°С), альтернативно - приблизительно от 700°F (371°С) до 1300°F (704°С). Нагревание может происходить в течение периода времени, составляющего приблизительно от 1 часа до 150 часов, альтернативно - приблизительно от 5 часов до 130 часов, альтернативно - приблизительно от 10 часов до 120 часов.
Согласно одному из вариантов AML может быть отвержден при давлении, равном или превышающем атмосферное давление: в диапазоне приблизительно от атмосферного давления до 215 абс. фунтов на кв. дюйм (1482 кПа), альтернативно - приблизительно от 20 абс. фунтов на кв. дюйм (138 кПа) до 165 абс. фунтов на кв. дюйм (1138 кПа), альтернативно - приблизительно от 25 абс. фунтов на кв. дюйм (172 кПа) до 115 абс. фунтов на кв. дюйм (793 кПа).
Согласно одному из вариантов AML может быть отвержден при давлении ниже атмосферного давления. Не ограничиваясь конкретной теорией, отверждение AML при давлении ниже атмосферного позволяет использовать повышенные температуры, способствующие более быстрому и почти полному превращению AML в MPL. Такая реакция может обеспечить формирование равномерного MPL, имеющего достаточную толщину для того, чтобы придать подложке стойкость к разрушительным процессам. Отверждение может быть осуществлено при давлениях ниже атмосферного или приблизительно от атмосферного давления до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па), альтернативно - приблизительно от 14 абс. фунтов на кв. дюйм (97 кПа) до 1,9×10-4 абс. фунтов на кв. дюйм (1,3 Па), альтернативно - приблизительно от 10 абс. фунтов на кв. дюйм (69 кПа) до 1,9×10-3 абс. фунтов на кв. дюйм (13 Па). В таких условиях формирование MPL, имеющего желательные свойства, может произойти в течение периода времени, составляющего приблизительно от 1 часа до 150 часов.
Согласно одному из вариантов покрытая AML подложка может быть отверждена в результате осуществления двустадийного процесса, включающего нагревание подложки с покрытием в течение первого периода времени при первой температуре и давлении с последующим нагреванием в течение второго периода времени при второй температуре и давлении, при этом вторая температура, давление или то и другое отличны от первой температуры и давления или того и другого. Не ограничиваясь конкретной теорией, второе нагревание подложки с покрытием способно снижать количество непрореагировавшего металла AML, остающегося после первого нагревания.
Согласно одному из вариантов AML, содержащий оксид олова, разлагаемое соединение олова и порошок металлического олова, может быть отвержден при высоких температурах и давлении, составляющих приблизительно от 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па) до 315 абс. фунтов на кв. дюйм (2172 кПа). Согласно следующему варианту температура может быть равна или составлять более приблизительно 1200°F (649°С), альтернативно - приблизительно от 1200°F (649°С) до 1400°F (760°С), альтернативно - приблизительно от 1300°F (704°С) до 1400°F (760°С). Отверждение может быть осуществлено при любом из вышеуказанных значений давления, таком как приблизительно от 315 абс. фунтов на кв. дюйм (2172 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па) или от 215 абс. фунтов на кв. дюйм (1482 кПа) до приблизительно 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па).
Согласно одному из вариантов подложка с покрытием может быть нагрета при первой температуре и давлении в течение указанного выше периода времени. После первого нагревания подложка с покрытием может быть нагрета при второй температуре, приблизительно выше, равной или ниже первой температуры. Второе нагревание может быть осуществлено при температурах, составляющих приблизительно от 600°F (316°С) до 1400°F (760°С), альтернативно - приблизительно от 650°F (343°С) до 1350°F (732°С), альтернативно - приблизительно от 700°F (371°С) до 1300°F (704°С). Согласно одному из вариантов второе нагревание может быть осуществлено при втором давлении, которое выше, равно или ниже первого давления. Второе нагревание может быть осуществлено при давлении, составляющем приблизительно от 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па) до 215 абс. фунтов на кв. дюйм (1480 кПа), альтернативно - приблизительно от 1,9×10-4 абс. фунтов на кв. дюйм (1,3 Па) до 165 абс. фунтов на кв. дюйм (1140 кПа), альтернативно - приблизительно от 1,9×10-3 абс. фунтов на кв. дюйм (13 Па) до 115 абс. фунтов на кв. дюйм (793 кПа). Второе нагревание может быть осуществлено в течение периода времени, составляющего приблизительно от 1 часа до 120 часов.
Согласно одному из вариантов AML может быть отвержден при восстановительных условиях. Отверждение AML при восстановительных условиях способно облегчить превращение AML в MPL. Подходящие восстановители зависят от содержащегося в AML металла и известны специалисту в данной области техники.
Согласно одному из вариантов AML, содержащий соединения олова, может быть отвержден в присутствии восстановительного газа. Восстановительный газ может представлять собой водород, оксид углерода, углеводороды или их сочетания. Согласно дальнейшему варианту водород, оксид углерода или углеводороды могут быть смешаны со вторым газом. Второй газ может представлять собой аргон, гелий, азот, любой инертный газ или их сочетания. Объемное процентное содержание восстановительного газа может составлять около 100 об.%, альтернативно - около 90 об.%, альтернативно - около 80 об.%, альтернативно - около 75 об.%, альтернативно - около 50 об.%, альтернативно - около 25 об.%, с балансом из второго газа или сочетания вторых газов.
Согласно одному из вариантов AML может быть обработан, в восстановительных условиях, водородом в присутствии или отсутствии углеводородов. Согласно одному из вариантов AML может быть отвержден в присутствии приблизительно 80 об.% водорода и приблизительно 20 об.% азота. Согласно следующему варианту AML может быть отвержден в присутствии приблизительно 75 об.% водорода и приблизительно 25 об.% азота.
Согласно одному из вариантов подложка может быть необязательно очищена, AML может быть нанесен на подложку, AML может быть подвергнут отверждению или дальнейшей обработке для формирования MPL, либо его сочетания могут быть нанесены в любом подходящем месте при помощи любого устройства или приспособления, способного обеспечить нужные температуры, давление и технологическую среду (такую как восстановительная атмосфера) в течение нужного периода времени. Согласно одному из вариантов AML, нанесенный на подложку, может быть отвержден в вакуумной печи, работающей в ранее описанных условиях.
Подложка может быть при необходимости подвергнута чистке, нанесению покрытия и обработке согласно приведенному здесь описанию на любой подходящей площадке. Согласно одному из вариантов необязательная очистка и нанесение покрытия на подложку и/или отверждение AML может быть осуществлено на рабочем участке реактора, дистальном или проксимальном к рабочей площадке реактора. Согласно одному из вариантов подложка может быть необязательно подвергнута очистке и нанесению покрытия, и/или AML может быть отвержден не на рабочей площадке реактора и/или ex situ от реакторной системы. Согласно одному из вариантов деталь реактора может быть транспортирована из производственного помещения для изготовления детали в помещение для очистки, нанесения покрытий или отверждения. Альтернативно, деталь реактора может быть необязательно подвергнута очистке и нанесению покрытия, и/или AML может быть отвержден в помещении для его изготовления, а затем транспортирован на участок для конечного монтажа. Альтернативно, деталь уже имеющейся реакторной системы может быть демонтирована, необязательно подвергнута очистке и нанесению покрытия с последующим отверждением AML. AML на демонтированную деталь может быть нанесен на участке, после чего деталь может быть транспортирована в устройство для отверждения, такое как большая коммерческая печь. Альтернативно, демонтированная деталь может быть транспортирована, а затем необязательно подвергнута очистке и нанесению покрытия, и/или AML может быть отвержден в другом производственном помещении.
Подложка с MPL может быть подвергнута дальнейшей обработке для удаления любого количества реакционно-способных металлов с поверхности подложки. Согласно одному из вариантов такой процесс включает контакт MPL с мобилизационным агентом с последующим процессом секвестрации для улавливания подвижного металла. Не ограничиваясь теорией, обработка реакционно-способных металлов мобилизационным агентом способна превратить металлы в более реакционно-способные или более мобильные формы, облегчая таким образом удаление при помощи секвестрации.
Используемый здесь термин “секвестрация” означает намеренное улавливание металлов или соединений металлов, образуемых из реакционно-способных металлов мобилизационным агентом для облегчения удаления. Секвестрация также означает сорбирование, взаимодействие или иное улавливание мобилизационного агента. Используемые термины “подвижные металлы” или “подвижное олово” означают реакционно-способные металлы после взаимодействия металлов с мобилизационным агентом. В целом, секвестрации подвергают как раз подвижные металлы и мобилизационный агент. Используемый здесь термин “реакционно-способные металлы”, такие как “реакционно-способное олово”, означает элементные металлы или соединения металлов, присутствующие в слоях MPL или на них, которые могут быть мобилизованы в условиях способа. Используемый здесь термин “реакционно-способные металлы” означает соединения металлов, мигрирующие при температурах, составляющих приблизительно от 200°F (93°С) до 1400°F (760°С), при контакте с мобилизационным агентом, и в результате приводящие к дезактивации катализатора или повреждению оборудования во время работы реакторной системы.
Согласно одному из вариантов реакционно-способное олово мобилизуют в условиях процесса, включающих приблизительно от 0,1 миллионной доли мас. (ррm) до 100 ррm HCl. Например, реакционно-способное олово может быть мобилизовано при использовании для каталитического реформинга галоидсодержащих катализаторов, которые могут включать хлор, в свежепокрытой оловом реакторной системе, на которую нанесены свежие слои MPL. При использовании в контексте реформирования термин “реакционно-способное олово” означает элементное олово, соединения олова, интерметаллические соединения олова, оловянные сплавы или их сочетания, мигрирующие при температурах, составляющих приблизительно от 200°F (93°С) до 1400°F (760°С), при контакте с мобилизационным агентом, и в результате приводящие к дезактивации катализатора во время операций реформинга или во время нагревания труб печи установки для реформинга. В других случаях присутствие реакционно-способных металлов зависит от конкретных металлов, мобилизационного агента, а также от происходящего в реакторе процесса и его технологических условий.
Секвестрация может быть осуществлена с использованием химических или физических стадий обработки или процессов. Секвестрованные металлы и мобилизационный агент могут быть концентрированы, восстановлены или удалены из реакторной системы. Согласно одному из вариантов подвижные металлы и мобилизационный агент могут быть секвестрованы путем их контакта с адсорбентом, взаимодействия с соединением, улавливающим подвижные металлы и мобилизационный агент, либо путем растворения, таким как промывание поверхностей подложки реакторной системы растворителем, и удаления растворенных подвижных металлов и мобилизационного агента.
Выбор сорбента зависит от конкретной формы мобильных металлов и его реакционной способности относительно конкретных мобильных металлов. Согласно одному из вариантов сорбент может представлять собой твердый или жидкий материал (адсорбент или абсорбент), улавливающий мобильные металлы. Подходящие жидкие сорбенты включают воду, жидкие металлы, такие как металлическое олово, каустическая сода и другие основные очищающие растворы. Твердые сорбенты эффективно улавливают подвижные металлы и мобилизационный агент в результате адсорбции или взаимодействия. Твердые сорбенты обычно легко используются, а затем легко удаляются из системы. Твердый сорбент может иметь большую площадь поверхности (например, более приблизительно 10 м2/г), высокий коэффициент адсорбции по отношению к подвижным металлам и мобилизационному агенту, либо может взаимодействовать с подвижными металлами и мобилизационным агентом с целью его улавливания. Твердый сорбент сохраняет свою физическую целостность во время данного процесса, таким образом поддерживая свое приемлемое сопротивление раздавливанию, стойкость к истиранию и подобному. Сорбенты могут также включать токарную стружку, такую как железная стружка, взаимодействующая с подвижным хлоридом олова. Согласно одному из вариантов сорбенты могут представлять собой глиноземы, глины, кремнеземы, кремнеземные глиноземы, активированный уголь, цеолиты или их сочетания. Согласно альтернативному варианту сорбент может представлять собой основный глинозем, такой как глиноземистый калий или глиноземный кальций.
Согласно одному из вариантов мобилизационный агент может представлять собой галоидсодержащее соединение. В данном описании термин “галоидсодержащее соединение” или “галоидсодержащий газ” включает, но не ограничивается ими, элементный галоид, галоидангидриды, галоидалкилы, ароматические галоиды, другие органические галоиды, включающие галоиды, содержащие кислород и азот, неорганические соли галоидов и галокарбонаты или их смеси. Может необязательно присутствовать вода. Согласно одному из вариантов в качестве мобилизационного агента может быть использована HCl. Затем выходящую HCl, остаточный галоидсодержащий газ (при его наличии) и подвижные металлы подвергают секвестрации. Галоидсодержащее соединение может присутствовать в количестве, составляющем приблизительно от 0,1 ppm до 1000 ppm, альтернативно - приблизительно от 1 ppm до 500 ppm, альтернативно - приблизительно от 10 ppm до 200 ppm.
Согласно одному из вариантов MPL подвергают воздействию мобилизационного агента при температуре, составляющей приблизительно от 200°F (93°С) до 1000°F (538°С), альтернативно - приблизительно от 250°F (121°С) до 950°F (510°С), альтернативно - приблизительно от 300°F (149°С) до 900°F (482°С), в течение периода времени, составляющего приблизительно от 1 часа до 200 часов. Секвестрация и другие способы удаления реакционно-способных материалов в MPL или на нем описаны в патентах США №№6551660 и 6419986, приводимых здесь в качестве ссылки.
Согласно одному из вариантов MPL может быть использован для изоляции подложки реактора или детали реактора от углеводородов. MPL, сформированный в соответствии с описанными методиками, может иметь высокую степень гомогенности с толщиной, достаточной для придания подложке стойкости к ранее описанным разрушительным процессам.
Слой MPL может включать промежуточный обедненный никелем связующий слой, прикрепляющий MPL к подложке. Согласно одному из вариантов MPL включает слой станнида, при этом связующий слой расположен между слоем станнида и подложкой. Как показано на ФИГ.2, слой станнида может быть обогащен никелем и содержать включения карбида, в то время как промежуточный, обедненный никелем связующий слой, может содержать включения станнида. Обогащенный никелем слой станнида “обогащен” по сравнению с обедненным никелем связующим слоем. Кроме того, обогащенный никелем слой станнида может содержать включения карбида, которые могут быть изолированы или могут представлять собой непрерывные удлиненные концы или выступающие части промежуточного, обедненного никелем связующего слоя, по мере того как они вытягиваются, по существу без разрывов, из упомянутого связующего слоя в упомянутый слой станнида, и включения станнида могут подобным образом содержать непрерывные удлиненные концы обогащенного никелем слоя станнида, выступающие в промежуточный обедненный никелем связующий слой. Граница между обедненным никелем связующим слоем и обогащенным никелем слоем станнида может быть неправильной, но по существу без разрывов. Уровень, до которого развиваются вышеупомянутые фазы, слои и включения, может зависеть от восстановительных условий и температуры обработки AML, а также периода времени, в течение которого происходит воздействие.
Согласно дальнейшим вариантам обедненный никелем связующий слой, содержащий включения станнида, включает приблизительно от 0,5 мас.% до 20 мас.%, альтернативно - приблизительно от 1 мас.% до 17 мас.%, альтернативно - приблизительно от 1,5 мас.% до 14 мас.%, элементного олова. Не ограничиваясь конкретной теорией, авторы полагают, что формирование части промежуточного, обедненного никелем связующего слоя, содержащего включения станнида, контролируется температурами и давлением отверждения, особенно условиями, объединяющими высокие температуры и низкое давление. Согласно некоторым вариантам температуры, необходимые для получения промежуточного, обедненного никелем связующего слоя, содержащего включения станнида, включают температуры, составляющие приблизительно от 1220°F до 1400°F (760°С), и давление, составляющее приблизительно от 315 абс. фунтов на кв. дюйм (2172 кПа) до 1 абс. фунта на кв. дюйм (0,05 Па).
Согласно одному из вариантов MPL включает слой станнида, связанный с металлической подложкой (например, сталь) через промежуточный, обедненный никелем связующий слой, содержащий включения станнида. Слой MPL может иметь общую толщину, составляющую приблизительно от 1 мкм до 150 мкм, альтернативно - приблизительно от 1 мкм до 100 мкм, альтернативно - приблизительно от 1 мкм до 50 мкм. Слой станнида может иметь толщину, составляющую приблизительно от 0,25 мкм до 100 мкм, альтернативно - приблизительно от 0,5 мкм до 75 мкм, альтернативно - приблизительно от 1 мкм до 50 мкм. Промежуточный, обедненный никелем связующий слой, содержащий включения станнида, имеет толщину, составляющую приблизительно от 1 до 100 мкм, альтернативно - приблизительно от 1 до 50 мкм, альтернативно - приблизительно от 1 до 10 мкм.
Согласно одному из вариантов AML/MPL может быть нанесен на поверхность подложки системы для каталитического реформинга с целью реформинга легких углеводородов, таких как нафта, до циклических и/или ароматических углеводородов. Сырье из нафты может представлять собой углеводороды с интервалом кипения, составляющим приблизительно от 70°F (21°С) до 450°F (232°С). Согласно одному из вариантов дополнительную обработку сырья осуществляют для получения сырья, по существу свободного от серы, азота, металлов и других известных каталитических ядов. Каталитические яды могут быть удалены вначале обработкой водой, а затем с использованием сорбентов для удаления оставшихся серных соединений.
В то время как каталитический реформинг обычно используют для конверсии нафты в ароматические вещества, другие виды сырья также могут быть подвергнуты обработке для получения обогащенного ароматическими веществами продукта. Следовательно, в то время как конверсия нафты представляет собой один вариант, установки для каталитического реформирования могут быть использованы для конверсии или ароматизации различных видов сырья, таких как насыщенные углеводороды, парафиновые углеводороды, разветвленные углеводороды, олефиновые углеводороды, ацетиленовые углеводороды, циклические углеводороды, циклические олефиновые углеводороды, их смеси и другие виды сырья, известные рядовому специалисту в данной области техники.
Примеры легких углеводородов включают, без ограничения, углеводороды, содержащие от 6 до 10 атомов углерода, такие как n-гексан, метилгептан, n-гептан, метилгексан, диметилпентан и n-октан. Примеры ацетиленовых углеводородов включают, без ограничения, углеводороды, содержащие от 6 до 10 атомов углерода, такие как гексин, гептин и октин. Примеры ациклических парафиновых углеводородов включают, без ограничения, углеводороды, содержащие от 6 до 10 атомов углерода, такие как метилциклопентан, циклогексан, метилциклогексан и диметилциклогексан. Типичные примеры циклических парафиновых углеводородов включают, без ограничения, углеводороды, содержащие от 6 до 10 атомов углерода, такие как метилциклопентен, циклогексен, метилциклогексен и диметилциклогексен.
Некоторые из других углеводородных реакций, происходящих во время операций реформинга, включают дегидрогенизацию циклогексанов до ароматических веществ, дегидроизомеризацию алкилциклопентанов до ароматических веществ и дегидроциклизацию ациклических углеводородов до ароматических веществ. Происходит также ряд других реакций, включающих деалкилирование алкилбензолов, изомеризацию парафинов, и реакции гидрокрекинга, приводящие к получению легких газообразных углеводородов, таких как метан, этан, пропан и бутан. Таким образом, используемый в данном способе реформинг означает обработку углеводородного сырья в результате использования одной или более реакций по производству ароматических веществ для получения обогащенного ароматическими веществами продукта (т.е. продукта, содержание ароматических веществ в котором превышает их содержание в сырье).
Рабочие интервалы для типичного процесса реформинга включают температуры впускного отверстия в реактор, составляющие приблизительно от 700°F (371°С) до 1300°F (704°С); давление в системе, составляющее приблизительно от 30 абс. фунтов на кв. дюйм (207 кПа) до 415 абс. фунта на кв. дюйм (2860 кПа); скорость рециркулирования водорода, достаточную для получения молярного отношения водорода к углеводороду в сырье до зоны реформинга реактора, составляющую приблизительно от 0,1 до 20; и объемную скорость прохождения жидкого углеводородного сырья над катализатором для реформинга, составляющую приблизительно от 0,1 час-1 до 10 час-1. Подходящие температуры для реформинга могут быть получены в результате предварительного нагревания сырья до высоких температур, составляющих приблизительно от 600°F (316°С) до 1800°F (982°С). Используемый здесь и в данной области техники термин “каталитическое реформирование” означает конверсию углеводородов над катализатором для реформинга при отсутствии добавляемой воды (например, содержании воды менее приблизительно 1000 м.д.). Данный процесс существенно отличается от реформирования с применением водяного пара, включающего добавление существенных количеств воды в виде пара, и наиболее часто используемого для получения синтез-газа из углеводородов, такого как метан.
Для получения подходящих температур в установке для реформинга часто возникает необходимость нагревания печных труб до высоких температур. Такие температуры могут часто варьироваться приблизительно от 600°F (316°С) до 1800°F (982°С), альтернативно - приблизительно от 850°F (454°С) до 1250°F (677°С), альтернативно - приблизительно от 900°F (482°С) до 1200°F (649°С).
В каталитическом реформинге может быть использован многофункциональный каталитический композит, содержащий металлический компонент гидрогенизации-дегидрогенизации или его смеси, выбранный из группы VIII периодической таблицы элементов (также известной как группы 8, 9 и 10 периодической системы IUPAC (Международный союз чистой и прикладной химии)), на пористой подложке из неорганического оксида (такой как связанные крупнопористые цеолитные подложки или подложки из кремнезема). Большая часть катализаторов для реформирования имеет вид сфер или цилиндров, имеющих средний диаметр частиц или средний диаметр поперечного сечения, составляющий приблизительно от 1/16 дюйма (1,6 мм) до 3/16 дюйма (4,8 мм). Каталитические композиты для каталитического реформинга описаны в патентах США №№5674376 и 5676821, приведенных здесь в качестве ссылки.
Описанные методики также могут быть использованы для осуществления реформинга в условиях с низким содержанием серы с использованием широкого ряда катализатора для реформинга. Такие катализаторы включают, но не ограничиваются ими, благородные металлы группы VIII на огнеупорных органических оксидах, такие как платина на кремнеземе, Pt/Sn на кремнеземе и Pt/Re на кремнеземе; благородные металлы группы VIII на крупнопористых цеолитах, такие как Pt, Pt/Sn и Pt/Re на крупнопористых цеолитах.
Согласно одному из вариантов катализатор может представлять собой чувствительный к сере катализатор, такой как крупнопористый цеолитный катализатор, содержащий по меньшей мере один щелочной или щелочноземельный металл, нагруженный по меньшей мере одним металлом группы VIII. В таком варианте углеводородное сырье может содержать менее приблизительно 100 частей на миллиард мас. (ppb) серы, альтернативно - менее приблизительно 50 ppb серы, и альтернативно - менее приблизительно 25 ppb серы. При необходимости для удаления небольших избытков серы может быть использована установка для сорбирования серы.
Согласно одному из вариантов катализатор согласно данному изобретению содержит крупнопористый цеолитный катализатор, включающий щелочной или щелочноземельный металл и нагруженный по меньшей мере одним металлом группы VIII. Согласно альтернативному варианту такой катализатор может быть использован для реформинга лигроинового сырья.
Используемый здесь термин “крупнопористый цеолит” означает цеолит, имеющий эффективный диаметр пор, составляющий приблизительно от 6 ангстрем (Å) до 15 Å. Крупнопористые кристаллические цеолиты, подходящие для использования в данном изобретении, включают, без ограничений, цеолит типа L, цеолит Х, цеолит Y, ZSM-5, морденит и роязит. Они имеют кажущийся размер пор, порядок которых составляет приблизительно от 7 Å до 9 Å. Согласно одному из вариантов цеолит может представлять собой цеолит типа L.
Состав цеолита типа L, выраженный в расчете на молярные отношения оксидов, может быть представлен следующей формулой:
(0,9-1,3)М2/nO:Al2O3(5,2-6,9)SiO2:yH2O
В вышеприведенной формуле M представляет катион, n представляет валентность М, а y может иметь любое значение от 0 приблизительно до 9. Цеолит L, его рентгенограмма, свойства и способы его получения описаны подробно в патенте США №3216789, содержание которого включено здесь посредством ссылки. Действительная формула может варьироваться без изменения кристаллической структуры. Согласно одному из вариантов молярное отношение кремния к алюминию (Si/Al) может варьироваться приблизительно от 1,0 до 3,5.
Химическая формула цеолита Y, выраженная в расчете на молярные отношения оксидов, может быть представлена следующим образом:
(0,7-1,1)Na2O:Al2O3:xSiO2:yH2O
В вышеприведенной формуле x представляет собой величину, большую чем приблизительно 3 и приблизительно до 6; y может иметь значение приблизительно до 9. Цеолит Y имеет характерную рентгенограмму своего порошка, которая может быть использована с вышеприведенной формулой для идентификации. Цеолит Y, его свойства и способы его получения описаны более подробно в патенте США №3130007, содержание которого включено здесь посредством ссылки.
Цеолит Х представляет собой синтетическое кристаллическое цеолитное молекулярное сито, которое может быть представлено формулой:
(0,7-1,1)М2/nO:Al2O3:(2,0-3,0)SiO2:yH2O
В вышеприведенной формуле M представляет металл, особенно щелочные и щелочноземельные металлы, n представляет валентность М, а y может иметь любое значение приблизительно до 8 в зависимости от идентичности М и степени гидратации кристаллического цеолита. Цеолит Х, его рентгенограмма, свойства и способы его получения описаны подробно в патенте США №2882244, содержание которого включено здесь посредством ссылки.
Щелочной или щелочноземельный металл может присутствовать в крупнопористом цеолите. Такой щелочноземельный металл может представлять собой калий, барий, стронций или кальций. Щелочноземельный металл может быть введен в цеолит путем синтеза, импрегнирования или ионного обмена.
Крупнопористые цеолитные катализаторы, используемые в данном изобретении, легируются одним или более металлами группы VIII, такими как никель, рутений, родий, палладий, иридий или платина. Согласно одному из вариантов металл группы VIII может представлять собой иридий либо, альтернативно, платину. Массовое процентное содержание платины в катализаторе может составлять приблизительно от 0,1 мас.% до 5 мас.%.
Металлы группы VIII вводят в крупнопористые цеолиты путем синтеза, импрегнирования или обмена в водном растворе или соответствующей соли. При необходимости введения в цеолит двух металлов группы VIII такая операция может быть осуществлена одновременно или последовательно.
Было установлено, что некоторые цеолитные катализаторы для реформинга в условиях реформинга выделяют газообразные галоидводороды, особенно во время начальных операций. Такие выделяющиеся газообразные галоидводороды, в свою очередь, способны образовывать водные галоидные растворы на холодильных участках технологического оборудования, таких как участки после реакторов. Альтернативно, водные галоиды могут образовываться во время запусков или остановок, когда такое расположенное после реакторов оборудование подвергается воздействию влаги. Любые участки аустенитной нержавеющей стали такого оборудования, вступающие в контакт с водным раствором галоида, могут подвергаться растрескиванию в результате коррозии под галоидным напряжением (HSCC). HSCC представляет собой уникальный вид коррозии в том отношении, что по существу не происходит потери общей массы металла до возникновения необходимости ремонта или замены.
Согласно одному из вариантов HSCC аустенитной нержавеющей стали может быть предотвращено в результате нанесения AML и формирования MPL. HSCC может произойти в том случае, когда аустенитная нержавеющая сталь вступает в контакт с водным галоидом при температурах, составляющих более приблизительно 120°F (49°С), альтернативно - приблизительно от 130°F (54°С) до 230°F (110°С), при одновременном воздействии растягивающего напряжения. Не ограничиваясь какой-либо теорией, авторы полагают, что трещины, вызываемые HSCC, развиваются в результате электрохимической диссоциации стального сплава в водном растворе галоида.
Известно что аустенитную нержавеющую сталь необходимо защищать от HSCC. Обычно при проектировании оборудования, предназначенного для использования в условиях HSCC, выбирают другой сорт стали или специальный сплав, стоимость которого может превышать стоимость аустенитной нержавеющей стали. Альтернативно, условия процесса могут быть иногда модифицированы таким образом, что HSCC не происходит, например, использование более низких температур или сушка технологических потоков. В других ситуациях, когда требуются или в высшей степени желательны свойства нержавеющей стали для предотвращения HSCC используют специальные средства. Согласно одному из вариантов на нержавеющую сталь может быть нанесен AML/MPL для предотвращения контакта стали с галоидной окружающей средой.
При помощи микроскопического анализа легко определить толщину описываемого здесь AML или MPL. Для облегчения измерения толщины покрытия могут быть получены образцы, соответствующие обрабатываемой подложке реактора. Они могут быть обработаны в таких же условиях, как и используемая в действительности обрабатываемая деталь реактора. Образцы могут быть использованы для определения толщины AML и получаемого из него MPL.
ПРИМЕРЫ
В примерах 1-13 на образцы из нержавеющей стали типа 347, площадь которых обычно составляет менее приблизительно 2 кв. дюймов, наносят состав для формирования на них AML. Состав покрытия включает около 32 мас.% металлического олова (размер частиц: 1-5 мкм) около 32% оксида олова (<325 меш (0,044 мм2)), около 16 мас.% октаноата олова с балансом из безводного изопропилового спирта. В некоторых случаях покрытие было нанесено на половину образца, для того чтобы определить миграцию MPL на часть образца без покрытия. Как указано в таблице I, покрытие отверждают в смеси водорода:аргона при молярном соотношении, составляющем около 75:25, в течение приблизительно 40 или 100 часов при заданных температурах и давлении. Во время данного процесса оловосодержащий AML формирует MPL, включающий станнид на поверхности образцов. Идентификацию сформировавшегося MPL осуществляют, закрепляя образец в эпоксидной смоле с последующим его измельчением и шлифовкой для исследования под фотографическим и сканирующим электронными микроскопами. Визуальное и микроскопическое исследование образца подтверждает формирование MPL, включающего станнид с характеристиками, указанными в таблице, строки 9 и 10.
Отверждение, осуществляемое при температуре, составляющей приблизительно от 1025°F (552°С), и давлении приблизительно 14,7 абс. фунтов на кв. дюйм (101 кПа), см. примеры 5 и 9, используют в качестве традиционных условий отверждения для сравнительных целей. В примерах 1, 3, 7, 10 и 12 отверждение, напротив, осуществляют при температуре, составляющей 1250°F (677°С). Фиг.2 представляет изображение СЭМ с обратным рассеянием MPL, полученного в примере 10. В некоторых случаях, см. примеры 2, 4 и 8, образцы с покрытием дополнительно обрабатывают хлоридом водорода в качестве мобилизационного агента.
В примерах 11 и 13 содержащий станнид MPL формируют после того, как образцы подвергают двустадийной процедуре отверждения, осуществляемой путем отверждения при первой температуре, составляющей приблизительно 1250°F (677°С), и первом давлении, составляющем приблизительно 3,1 абс. фунта на кв. дюйм (21 кПа), в течение приблизительно 40 часов; с последующим отверждением при второй температуре, составляющей приблизительно 1250°F (677°С), и первом давлении, составляющем приблизительно 0,2 абс. фунта на кв. дюйм (1,3 кПа), в течение приблизительно 10 часов. MPL, сформированные в результате двустадийного отверждения, примеры 11 и 13, толще, чем MPL, получаемый в результате осуществления одностадийного процесса (примеры 10 и 12, соответственно).

Полученные результаты показывают, что содержащие станнид MPL, сформированные приблизительно через 40 часов отверждения при температуре, составляющей приблизительно 1250°F (677°С), при атмосферном давлении и/или давлении ниже атмосферного, имеют большую толщину по сравнению со слоями, сформированными в примере 5 в условиях отверждения при температуре, составляющей приблизительно 1025°F (552°С), и атмосферном давлении. Кроме того, как показывает отсутствие небольших шариков из металлического олова на поверхности образца при сравнении с содержащим станнид MPL, сформированным в условиях отверждения из примера 5, содержащие станнид MPL, сформированные при повышенных температурах и давлении ниже атмосферного, могут содержать пониженное количество реакционно-способного олова.
Помимо представленных и описанных выше предпочтительных вариантов данного изобретения специалистом в данной области техники могут быть осуществлены его модификации без нарушения сущности и объема данного описания. Описанные здесь варианты являются всего лишь иллюстративными и не должны рассматриваться как ограничивающие. В рамках представленного здесь описания данного изобретения существует множество вариантов и модификаций. Использование термина “необязательно” относительно любого элемента формулы изобретения означает необходимость использования данного элемента или, напротив, отсутствие такой необходимости. Обе альтернативы входят в объем формулы изобретения. Подразумевается, что использование более широких терминов, таких как “содержит”, “включает”, “имеет” и т.д., обеспечивает поддержку более узких терминов, таких как “включающий”, “по существу включающий”, “по существу состоящий из” и т.д. При отсутствии иных указаний либо на основании простого значения фразы слово “или” имеет включающее значение. Прилагательные “первый”, “второй” и т.д. не должны рассматриваться как ограничивающие модифицированные предметы изобретения до конкретного порядка во времени, пространстве либо том и другом, если это не оговорено особо или следует из простого значения фразы.
Соответственно, объем защиты ограничивается не вышеприведенным описанием, а только лишь следующей формулой изобретения, при этом данный объем включает все эквиваленты предмета формулы изобретения. Каждый пункт формулы изобретения является составной частью описания в виде варианта осуществления настоящего изобретения. Таким образом, пункты формулы изобретения являются дальнейшим описанием и представляют собой дополнение к предпочтительным вариантам осуществления настоящего изобретения. Обсуждение здесь ссылок не означает известность настоящего изобретения, особенно тех ссылок, которые имеют более позднюю дату публикации, чем дата приоритета данной заявки. Описания всех упоминаемых патентов, патентных заявок и публикаций приведены здесь в качестве ссылок в том объеме, в котором они предоставляют иллюстративные, процедурные либо иные подробности, дополняющие изложенные здесь детали.
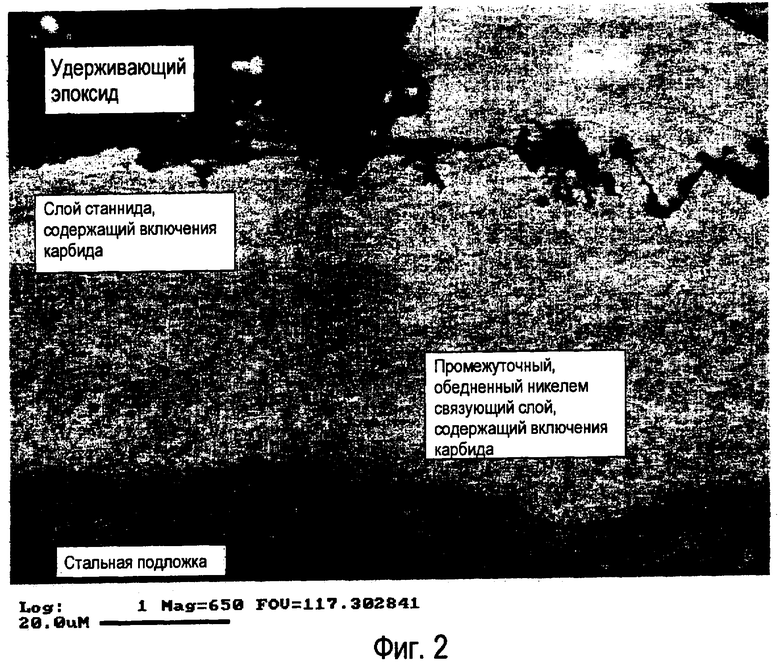
Изобретение относится к способам обработки деталей системы конверсии углеводородов и может быть использовано при обработке различных компонентов реакторных систем, например труб печей, корпусов реакторов и т.д. Согласно способу осуществляют нанесение на подложку слоя, содержащего по меньшей мере один металл для формирования на подложке нанесенного слоя и термическую обработку нанесенного слоя в восстановительной окружающей среде при давлении ниже атмосферного для формирования на подложке металлического защитного слоя. Технический результат - повышение защитных свойств детали с металлическим слоем. 7 н. и 35 з.п. ф-лы, 2 ил., 1 табл.
1. Способ обработки подложки детали системы конверсии углеводородов, включающий нанесение на подложку слоя, содержащего по меньшей мере один металл, для формирования на подложке нанесенного, в частности, металлического слоя и термическую обработку нанесенного слоя в восстановительной окружающей среде при давлении ниже атмосферного для формирования на подложке металлического защитного слоя.
2. Способ по п.1, в котором нанесенный слой термически обрабатывают под давлением, составляющим приблизительно от 14 абс. фунтов на кв. дюйм (97 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па).
3. Способ по п.1, в котором нанесенный слой термически обрабатывают при температуре, составляющей приблизительно от 600 до 1400°F (760°С).
4. Способ по п.1, в котором нанесенный слой включает олово, сурьму, висмут, кремний, свинец, ртуть, мышьяк, германий, индий, теллур, селен, таллий, медь, хром, латунь, интерметаллические сплавы или их сочетание.
5. Способ по п.1, в котором нанесенный слой имеет толщину, составляющую приблизительно от 1 мил (25 мкм) до 100 мил (2,5 мм).
6. Способ по п.1, в котором металлический защитный слой имеет толщину, составляющую приблизительно от 1 до 150 мкм.
7. Способ по п.1, дополнительно включающий контакт металлического защитного слоя с галоидсодержащим соединением с последующим процессом секвестрации.
8. Способ по п.1, в котором металлический защитный слой дополнительно включает обедненный никелем связующий слой.
9. Способ по п.8, в котором связующий слой включает станнид.
10. Способ по п.8, в котором связующий слой имеет толщину, составляющую приблизительно от 1 до 100 мкм.
11. Способ по п.8, в котором связующий слой включает приблизительно от 1 до 20% мас. элементного олова.
12. Способ по п.1, в котором подложка представляет собой несмонтированную деталь конструкции для системы конверсии углеводородов.
13. Способ по п.12, в котором несмонтированная деталь конструкции представляет собой несмонтированную деталь реакторной системы.
14. Способ по п.12, в котором нанесение слоя, содержащего по меньшей мере один металл, термическую обработку нанесенного слоя либо то и другое осуществляют на участке, не предназначенном для конечной сборки конструкции.
15. Способ по п.12, в котором несмонтированную деталь подвергают транспортировке до или после нанесения по меньшей мере одного слоя, содержащего по меньшей мере один металл, до или после термической обработки нанесенного слоя либо до или после дальнейшего контакта защитного металлического слоя с галоидсодержащим соединением с последующим процессом секвестрации.
16. Способ по п.12, в котором несмонтированную деталь удаляют из смонтированной конструкции до нанесения слоя, содержащего по меньшей мере один металл.
17. Способ по п.12, в котором несмонтированная деталь представляет собой запасную или заменяемую часть для конструкции.
18. Способ по п.13, в котором нанесение слоя, содержащего по меньшей мере один металл, на подложку несмонтированной детали реакторной системы требует более короткого простоя реакторной системы по сравнению с одинаковым в других отношениях способом, при котором слой по меньшей мере одного металла наносят на смонтированную подобную деталь реакторной системы.
19. Способ обработки подложки детали системы конверсии углеводородов, включающий нанесение слоя, содержащего по меньшей мере один металл, на подложку для формирования нанесенного слоя на подложке, термическую обработку нанесенного слоя в восстановительных условиях при первой температуре и первом давлении в течение первого периода времени и термическую обработку нанесенного слоя при второй температуре и втором давлении в течение второго периода времени, при этом нанесенный слой подвергают термической обработке в восстановительной окружающей среде, причем в результате термической обработки формируется металлический защитный слой на подложке.
20. Способ по п.19, в котором первая температура составляет приблизительно от 600 до 1400°F (760°C), а первое давление составляет приблизительно от 215 абс. фунтов на кв. дюйм (1480 кПа) до 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па).
21. Способ по п.19, в котором вторая температура составляет приблизительно от 600 до 1400°F (760°C), а второе давление составляет приблизительно от 1,9×10-5 абс. фунтов на кв. дюйм (0,13 Па) до 215 абс. фунтов на кв. дюйм (1480 кПа).
22. Способ по п.19, в котором первое давление, второе давление либо и то и другое ниже атмосферного.
23. Способ по п.19, дополнительно включающий контакт металлического защитного слоя с галоидсодержащим соединением с последующим процессом секвестрации.
24. Способ по п.19, в котором подложка представляет собой несмонтированную деталь, а нанесенный слой термически обрабатывают до монтажа несмонтированной детали в конструкции.
25. Способ по п.19, в котором металлический защитный слой дополнительно включает обедненный никелем связующий слой.
26. Способ по п.25, в котором связующий слой включает станнид.
27. Способ по п.25, в котором связующий слой имеет толщину, составляющую приблизительно от 1 до 100 мкм.
28. Способ по п.25, в котором связующий слой включает приблизительно от 1 до 20 мас.% элементного олова.
29. Способ обработки подложки детали системы конверсии углеводородов, включающий нанесение слоя, содержащего по меньшей мере один металл, на подложку для формирования нанесенного слоя на подложке с последующей термической обработкой нанесенного слоя в восстановительной окружающей среде при температуре более приблизительно 1200°F (649°C) для формирования металлического защитного слоя на подложке, причем нанесенный слой включает оксид олова, разлагающееся соединение олова и порошок металлического олова.
30. Способ по п.29, в котором нанесенный слой термически обрабатывают при температуре, составляющей приблизительно от 1200°F (649°C) до 1400°F (760°C) и давлении приблизительно от давления ниже атмосферного до приблизительно 315 абс. фунтов на кв. дюйм (2172 кПа).
31. Способ по п.29, в котором металлический защитный слой включает станнид.
32. Способ по п.31, в котором слой станнида имеет толщину, составляющую приблизительно от 0,25 до 100 мкм.
33. Способ по п.29, дополнительно включающий контакт металлического защитного слоя с галоидсодержащим соединением с последующим процессом секвестрации.
34. Способ по п.29, в котором подложка представляет собой несмонтированную деталь, а нанесенный слой термически обрабатывают до монтажа несмонтированной детали в конструкции.
35. Способ по п.29, в котором металлический защитный слой дополнительно включает обедненный никелем связующий слой.
36. Способ по п.35, в котором связующий слой включает станнид.
37. Способ по п.35, в котором связующий слой имеет толщину, составляющую приблизительно от 1 до 100 мкм.
38. Способ по п.35, в котором связующий слой включает приблизительно от 1 до 20 мас.% элементного олова.
39. Способ получения нефтехимического продукта путем конверсии углеводородов, включающий загрузку сырья в реактор, взаимодействие сырья в реакторе в присутствии катализатора, при этом реактор имеет металлический защитный слой, полученный способом по п.1.
40. Способ получения нефтехимического продукта путем конверсии углеводородов, включающий загрузку сырья в реактор, взаимодействие сырья в реакторе в присутствии катализатора, при этом реактор имеет металлический защитный слой, полученный способом по любому из пп.2-18.
41. Способ получения нефтехимического продукта путем конверсии углеводородов, включающий загрузку сырья в реактор, взаимодействие сырья в реакторе в присутствии катализатора, при этом реактор имеет металлический защитный слой, полученный способом по п.19.
42. Способ получения нефтехимического продукта путем конверсии углеводородов, включающий загрузку сырья в реактор, взаимодействие сырья в реакторе в присутствии катализатора, при этом реактор имеет металлический защитный слой, полученный способом по п.29.
| US 6419986 B1, 16.07.2002 | |||
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2000 |
|
RU2190691C2 |
| ХРОМ-КОБАЛЬТ-ИТТРИЕВЫЙ АЛЮМИНИД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2131947C1 |
| РЕАКТОР | 1991 |
|
RU2034643C1 |

