Область техники, к которой относится изобретение
В целом данное изобретение относится к способу осуществления процесса Фишера-Тропша при низком давлении для превращения монооксида углерода и водорода в дизельное топливо или смесь дизельного топлива.
Уровень техники
Процесс Фишера-Тропша (ФТ) для превращения монооксида углерода и водорода в жидкое моторное топливо и/или воск известен с 1920 года.
Во время Второй Мировой Войны синтетическое дизельное топливо производили в Германии путем газификации угля и получения смеси водорода и монооксида углерода в соотношении 1:1 для превращения ее в жидкое топливо. Позднее в Южной Африке из-за торговых санкций и нехватки природного газа был разработан способ газификации угля в синтез-газ и использования железного катализатора Фишера-Тропша в неподвижном слое. Железные катализаторы весьма активны в реакции конверсии водяного газа, в которой состав газа смещается от дефицита водорода до приближенного к оптимальному соотношению Н2/СО, равному примерно 2.0. После того, как были обнаружены большие запасы природного газа, для получения синтез-газа - сырья для реакторов ФТ со взвешенным слоем кобальтового или железного катализатора - начали применять установки парового и автотермального риформинга.
На заводах превращения газа в жидкость (GTL) приходится искать компромисс между выходом жидкого продукта и эксплуатационными и капитальными затратами. Например, если имеется рынок электроэнергии, то можно выбрать установку парового риформинга, т.к. эта технология дает большое количество тепла: из тепла топливного газа можно получать электроэнергию с помощью «экономайзера» и паровой турбины. Если важнее сохранение источника природного газа и низкие капитальные затраты, то предпочтительными являются автотермальные реформеры или реформеры неполного окисления.
Другим фактором при выборе наиболее подходящего типа реформера является природа подаваемого углеводородного сырья. Если газ обогащен СО2, это является преимуществом, т.к. необходимое соотношение Н2/СО можно обеспечить непосредственно в газе из установки риформинга, не удаляя избыточный водород, а часть СО2 превращать в СО, что увеличивает потенциальное количество жидких углеводородов, которые можно получить. Кроме того, уменьшается необходимый объем водяного пара, что также уменьшает технологические затраты энергии.
Рынок способов осуществления процесса Фишера-Тропша (ФТ) сконцентрирован на крупных заводах «мирового уровня» со скоростью подачи природного газа более 200 миллионов ст.куб.фут/сут. из-за значительной экономии при большом масштабе производства. Эти заводы работают при высоком давлении, примерно 450 фунт/кв. дюйм, и широко применяют рецикл отходящего газа в реактор ФТ. Например, на заводе Norsk Hydro кратность рециркуляции составляет примерно 3.0. При этом основное внимание уделяется достижению максимального выхода воска. С точки зрения состава продуктов эти крупные заводы ориентируются на максимальный выход восков ФТ, с тем чтобы минимизировать образование продуктов С1-С5. Затем воски подвергают гидрокрекингу и получают фракции первичного дизельного топлива и бензина. К сожалению, при этом образуются также легкие углеводороды. В установках риформинга обычно используют некоторые виды автотермального риформинга с кислородом, который получают из воздуха криогенным способом, который весьма дорог с точки зрения капитальных и эксплуатационных затрат. Масштабная экономика диктует применение высокого рабочего давления, кислородного риформинга природного газа, значительный рецикл отходящего газа в реактор ФТ для повышения конверсии синтез-газа, регулирование отвода тепла и гидрокрекинг получаемого воска. Проект экономичного завода ФТ для малотоннажного производства с мощностью менее 100 миллионов ст.куб.фут/сут. до сих пор не был разработан.
Синтезом Фишера-Тропша обычно называют каталитическое гидрирование монооксида углерода с образованием набора продуктов от метана до тяжелых углеводородов (до С80 и более), а также оксигенированных углеводородов. Получаемые высокомолекулярные углеводороды в первую очередь представляют собой нормальные парафины, которые нельзя напрямую использовать в качестве моторного топлива, т.к. они не пригодны для двигателей, работающих при низких температурах. После дальнейшей гидрообработки полученные углеводороды из синтеза Фишера-Тропша можно превратить в более ценные продукты, такие как дизельное топливо, реактивное топливо или керосин. Следовательно, желательно получать напрямую максимальное количество высокоценных жидких углеводородов, с тем чтобы не проводить дальнейшее разделение компонентов или гидрокрекинг.
В качестве катализаторов Фишера-Тропша используют каталитически активные элементы VIII группы, в частности железо, кобальт и никель; наиболее распространенные каталитические системы представляют собой кобальт/рутений. Кроме того, катализатор обычно содержит подложку или носитель, а также промотор, например рений.
Раскрытие изобретения
Согласно одному варианту изобретения предлагается способ осуществления процесса Фишера-Тропша (ФТ) в присутствии кобальтового катализатора с кристаллитами среднего диаметра более 16 нм. При этом получают жидкие углеводороды, содержащие менее 10 мас.% воска (>С23) и более 65% дизельного топлива (С9-23). В этом способе используют носитель катализатора ФТ, который выбирают из группы, состоящей из оксида алюминия, оксида циркония и оксида кремния. Кобальтовый катализатор содержит более 10 мас.% кобальта. Рабочее давление в предлагаемом способе осуществления процесса Фишера-Тропша может быть ниже 200 фунт/кв. дюйм (абс). При этом можно использовать промоторы, которые выбирают из группы, состоящей из рутения, рения, родия, никеля, циркония, титана и их смесей. Для уменьшения выхода бензиновой фракции проводят однократную дистилляцию. В способе используют реактор ФТ без рецикла отходящего газа. В способе используют также установку риформинга, в котором источником кислорода является воздух. Реактор может быть реактором ФТ с неподвижным слоем или реактором со взвешенным слоем катализатора.
Согласно другому варианту изобретения предлагается способ ФТ при давлении ниже 200 фунт/кв. дюйм (абс) с использованием воздушного автотермального реформера при конверсии СО по меньшей мере 65% и выходе дизельного топлива более 60 мас.% в однопроходном реакторе ФТ в присутствии кобальтового катализатора. Катализатор содержит металлический кобальт в количестве более 5 мас.% и рений в количестве менее 2 мас.% на носителе, который выбирают из группы, состоящей из оксида алюминия, оксида циркония и оксида кремния. Кобальтовый катализатор состоит из кристаллитов со средним диаметром более 16 нм. Носитель для катализаторов ФТ может представлять собой оксид алюминия. В данном способе для удаления водорода из подаваемого газа используют селективные мембраны или молекулярные сита. Альтернативно, содержание кобальта в катализаторе может быть более 6 мас.% и рабочее давление ниже 100 фунт/кв. дюйм (абс). Кроме того, реактор может включать промотор, который выбирают из группы, состоящей из рутения и рения и их смесей.
Согласно еще одному варианту изобретения предлагается способ ФТ, работающий при давлении ниже 200 фунт/кв. дюйм (абс), с использованием кислородной автотермальной установки риформинга при конверсии СО по меньшей мере 65% и выходе дизельного топлива более 60 мас.% в реакторе ФТ с применением кобальтового катализатора. Катализатор содержит металлический кобальт в количестве более 5 мас.% и рений менее 2 мас.% на носителе, который выбирают из группы, состоящей из оксида алюминия, оксида циркония и оксида кремния. Кобальтовый катализатор состоит из кристаллитов со средним диаметром более 16 нм. Носитель для катализатора ФТ может быть оксидом алюминия. В способе образуется отходящий газ установки риформинга, который частично возвращают в реформер. Для удаления водорода из исходного газа используют селективные мембраны или молекулярные сита. Альтернативно, содержание кобальта в катализаторе может быть более 6 мас.% и рабочее давление ниже 100 фунт/кв. дюйм (абс). Кроме того, реактор включает промотор, который выбирают из группы, состоящей из рутения или рения или их смесей.
Согласно еще одному варианту изобретения предлагается способ ФТ, работающий при давлении ниже 200 фунт/кв. дюйм (абс), с использованием кислородной установки парового риформинга при конверсии СО по меньшей мере 65% и выходе дизельного топлива более 60 мас.% в реакторе ФТ с кобальтовым катализатором, в котором металлический кобальт содержится в количестве более 5 мас.% и рений в количестве менее 2 мас.% на носителе, который выбирают из группы, состоящей из оксида алюминия, оксида циркония или оксида кремния или их смесей. Кобальтовый катализатор состоит из кристаллитов со средним диаметром более 16 нм. Носитель для катализатора ФТ может быть оксидом алюминия. Для удаления водорода из исходного газа используют селективные мембраны или молекулярные сита. В способе образуется отходящий газ установки риформинга, который частично или полностью сжигают для обеспечения теплом установки риформинга. Альтернативно, содержание кобальта в катализаторе может составлять более 6 мас.% и рабочее давление может быть ниже 100 фунт/кв. дюйм (абс). Кроме того, реактор содержит промотор, который выбирают из группы, состоящей из рутения или рения или их смесей.
Согласно еще одному варианту изобретения, предлагается способ ФТ, работающий при давлении ниже 200 фунт/кв. дюйм (абс), с использованием воздушной или кислородной установки риформинга неполного окисления при конверсии СО по меньшей мере 65% и выходе дизельного топлива более 60 мас.% в реакторе ФТ с кобальтовым катализатором, содержащим металлический кобальт в количестве более 5 мас.% и рений в количестве менее 2 мас.% на носителе катализатора ФТ, который выбирают из группы, состоящей из оксида алюминия, оксида циркония и оксида кремния. Кобальтовый катализатор состоит из кристаллитов со средним диаметром более 16 нм. Носитель для катализатора ФТ может быть оксидом алюминия. Для удаления водорода из исходного газа используют селективные мембраны или молекулярные сита. В способе образуется отходящий газ установки риформинга, который частично или полностью сжигают для снабжения теплом установки риформинга. Альтернативно, содержание кобальта в катализаторе может составлять более 6 мас.% и рабочее давление может быть ниже 100 фунт/кв. дюйм (абс). Кроме того, реактор содержит промотор, который выбирают из группы, состоящей из рутения или рения или их смесей.
Краткое описание чертежей
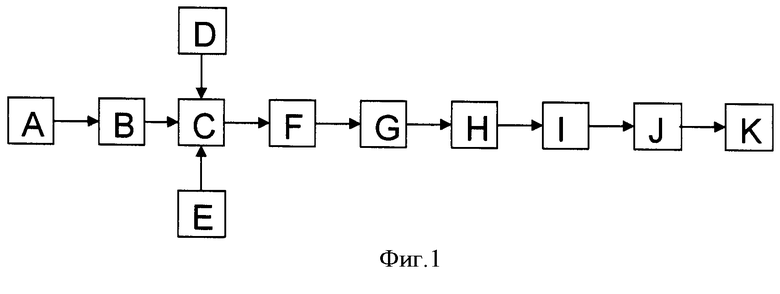
На фигуре 1 представлена блок-схема способа по одному из вариантов данного изобретения;
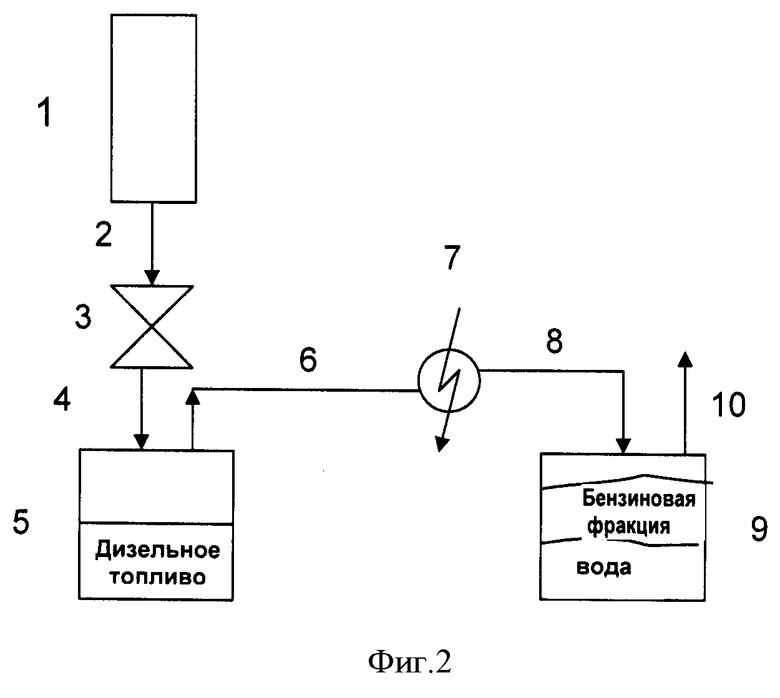
Фигура 2 представляет блок-схему однократного разделения бензиновой фракции и углеводородов дизельного топлива как последующей стадии синтеза Фишера-Тропша;
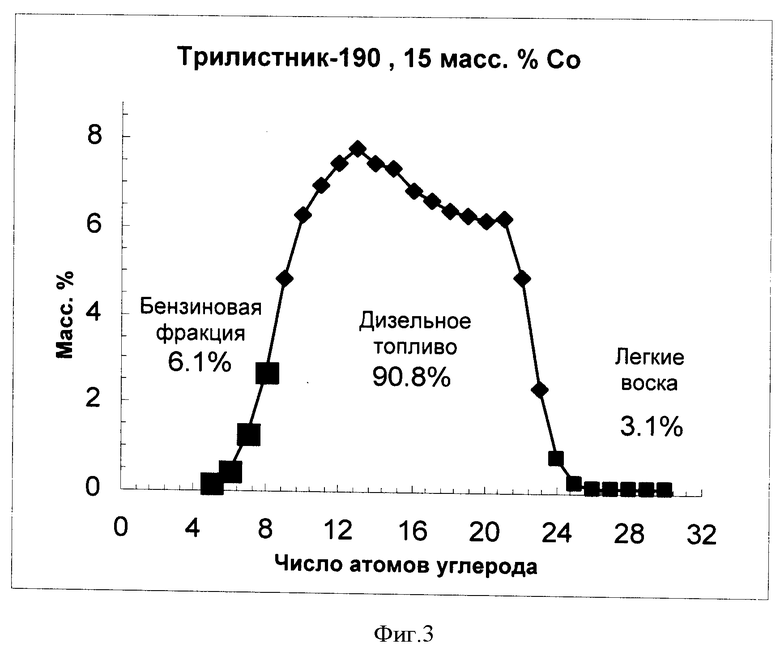
Фигура 3 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 3 (трилистники) при 190°С;
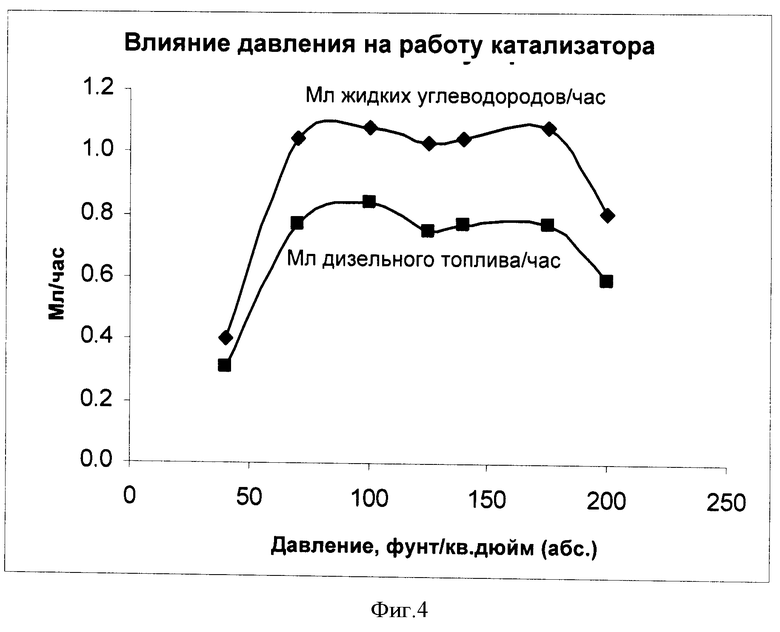
Фигура 4 представляет влияние давления на активность катализатора из примера 4;
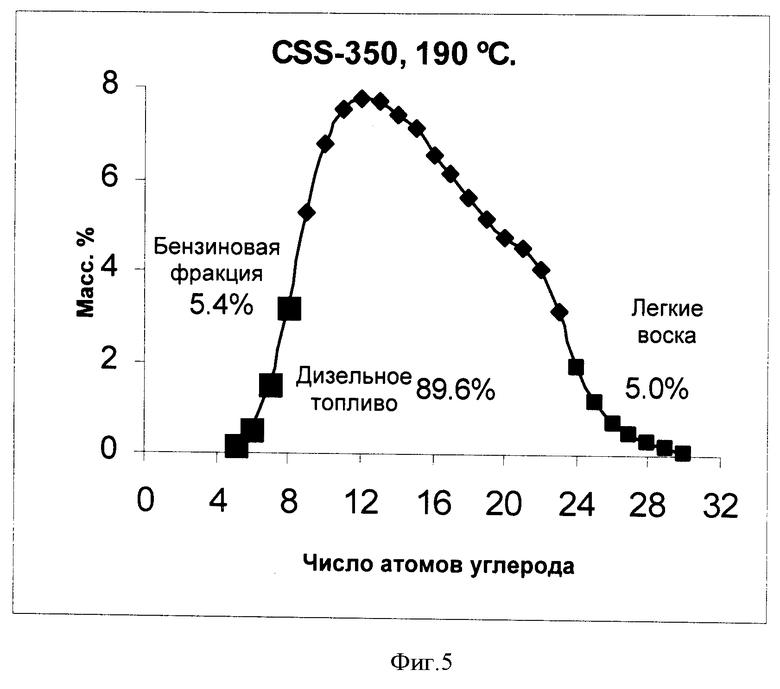
Фигура 5 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 7 при 190°С, 70 фунт/кв. дюйм (абс);
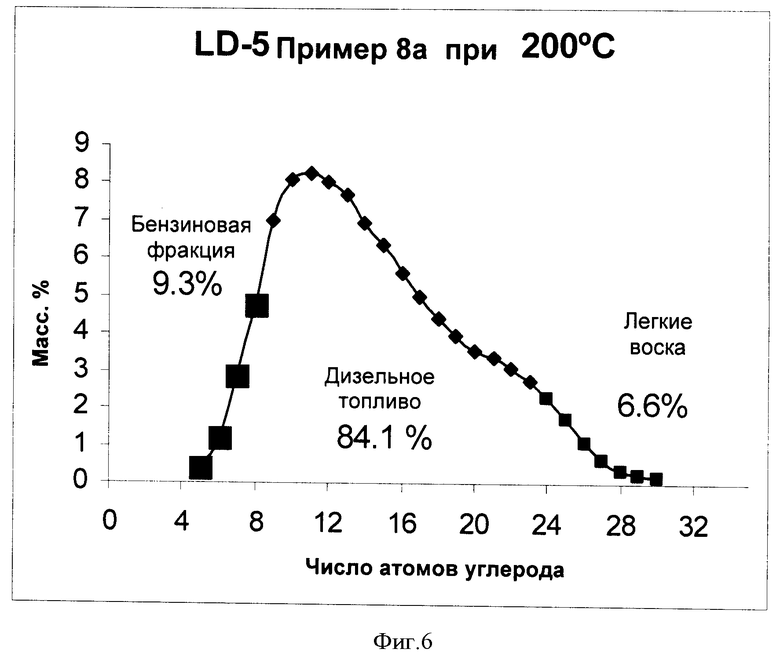
Фигура 6 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 8а (LD-5) при 200°С, 70 фунт/кв. дюйм (абс);
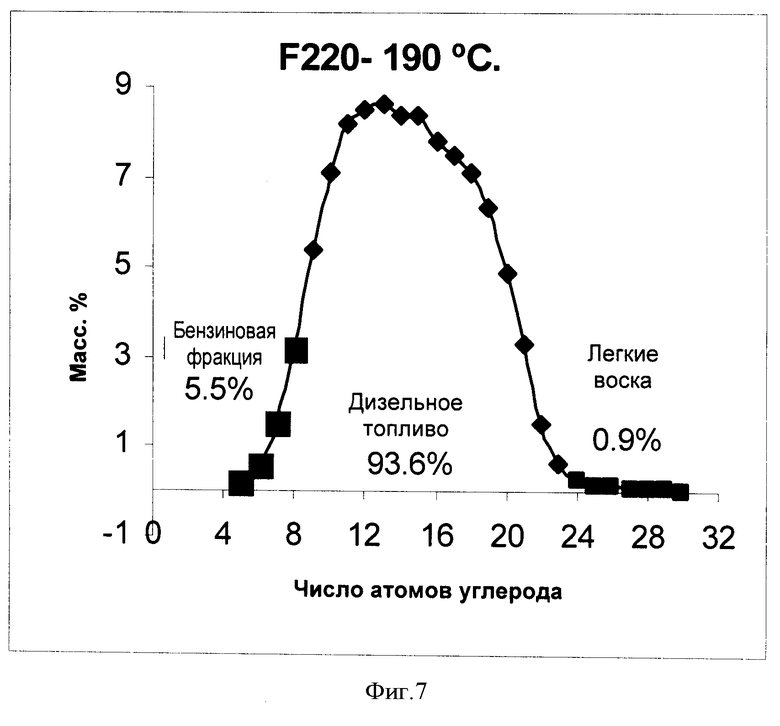
Фигура 7 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 9 (F-220) при 190°С, 70 фунт/кв. дюйм (абс);
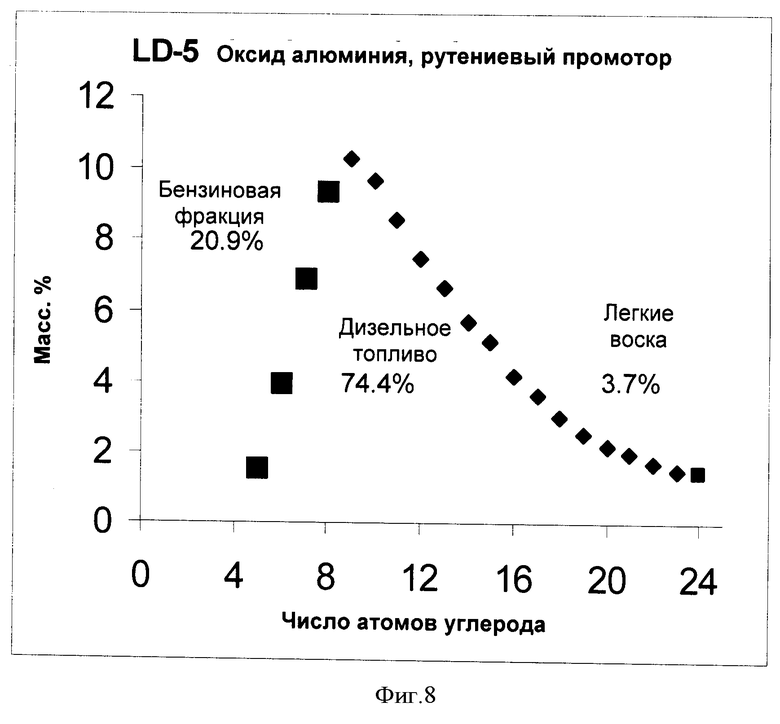
Фигура 8 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 10 с использованием рутениевого промотора;
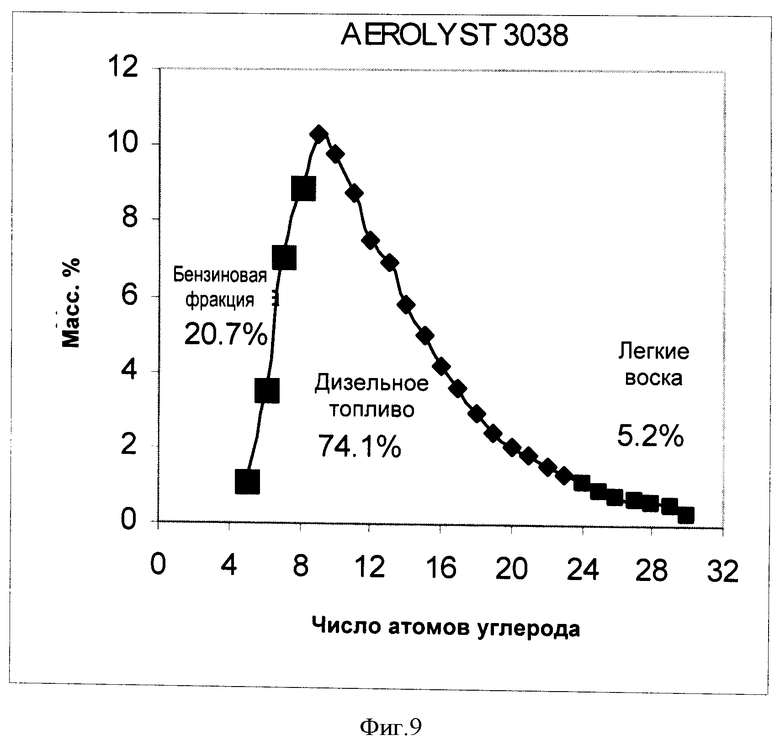
Фигура 9 представляет распределение углеводородов С5+ по числу атомов углерода для катализатора из примера 11 (оксид кремния Aerolyst 3038);
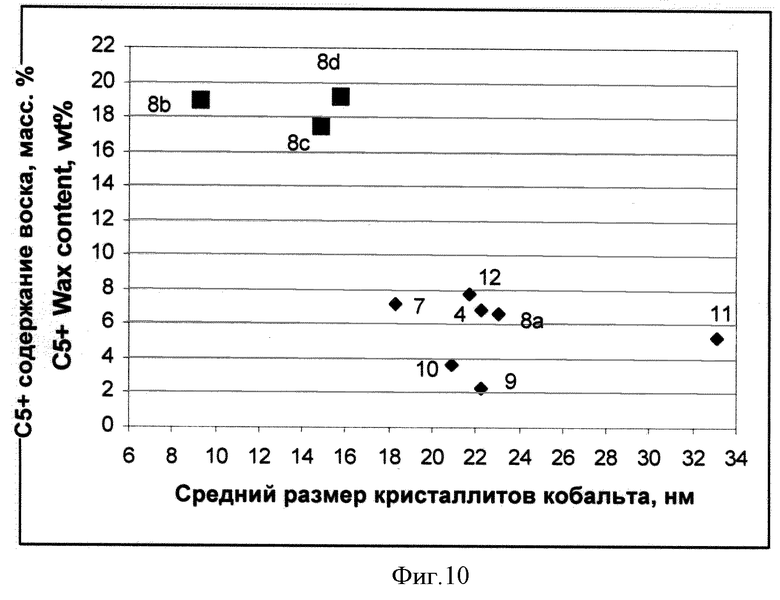
Фигура 10 представляет содержание воска в углеводородах С5+ способе ФТ в зависимости от размера кристаллитов кобальта в катализаторе; и
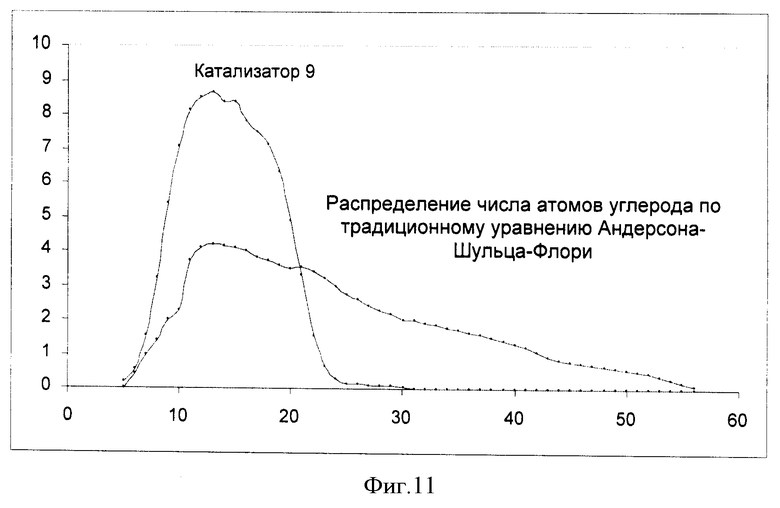
Фигура 11 представляет распределение углеводородов по числу атомов углерода, получаемое на катализаторе из примера 9 в сравнении с ожидаемой зависимостью для традиционного распределения Андерсона-Шульца-Флори.
* На всех фигурах с распределением углеводородов по числу атомов углерода бензиновая фракция обозначена большими квадратами, дизельное топливо ромбами и легкие воски малыми квадратами.
Осуществление изобретения
Введение
Активность нанесенных кобальтовых катализаторов в реакции Фишера-Тропша зависит от различных параметров, в том числе от размера и формы кристаллитов кобальта. Размер кристаллитов металлов определяет число активных центров, доступных для восстановления (диспергирования), и степень восстановления.
При некоторых условиях предварительной обработки и активации в результате сильного взаимодействия между металлическим кобальтом и оксидным носителем образуются нежелательные соединения кобальта с носителем, например, алюминат кобальта, который восстанавливается только при высоких температурах. Высокая температура восстановления может привести к спеканию кристаллитов кобальта и образованию более крупных кластеров металлического кобальта. Термообработка, природа предшественника металла и содержание металла, а также промоторы металла оказывают влияние на размер кристаллитов кобальта. При низком содержании металлического кобальта дисперсность металла велика и кристаллиты малы по размеру, но при этом усиливается взаимодействие металла с носителем, что обуславливает низкую степень восстановления и низкую активность катализатора.
Активность нанесенных кобальтовых катализаторов в гидрировании монооксида углерода возрастает пропорционально количеству доступных атомов кобальта. Поэтому увеличение дисперсности металлического кобальта, естественно, повышает каталитическую активность и селективность по углеводородам С5+. Однако малые кристаллиты кобальта сильно взаимодействуют с оксидным носителем и образуют невосстанавливаемые системы кобальт-носитель. Сильная корреляция между размером кристаллитов металлического кобальта и их способностью к восстановлению влияет на каталитическую активность, так что в результате могут образовываться нежелательные продукты реакции. В типичных условиях реакции Фишера-Тропша размеры кристаллитов кобальта в интервале (9-200 нм) и дисперсность в интервале (11-0.5%) оказывают слабое влияние на селективность по углеводородам С5+. Тем не менее, более мелкие кристаллиты кобальта заметно дезактивируются. В 2000 г.Barbie и др. изучили корреляцию между скоростью дезактивации и размером кристаллитов кобальта и обнаружили пик при 5.5 нм.
Варианты изобретения
Приведенные далее варианты изобретения относятся к способу осуществления процесса Фишера-Тропша при низком давлении и к катализатору, на котором достигается высокий выход дизельной фракции. Давление может быть ниже 200 фунт/кв. дюйм (абс). Катализатор представляет собой кобальт, нанесенный в количестве более 5 мас.% на гамма-оксид алюминия, необязательно вместе с рением или рутением в количестве 0.01-2 мас.%, и содержит кристаллиты со средним диаметром более 16 нм. Было установлено, что этот катализатор весьма эффективен при низких давлениях в конверсии синтез-газа в дизельное топливо с высоким выходом, причем жидкие углеводороды содержат менее 10 мас.% воска (>С23) более 65% дизельного топлива (С9-С23). Предлагаемые варианты особенно пригодны для конверсии при низком давлении газов, содержащих низкомолекулярные углеводороды, в жидкие продукты ФТ. Примеры включают биогаз с полигонов, попутный нефтяной газ и газ низкого давления с газовых месторождений со сброшенным давлением. Во всех случаях на традиционных заводах ФТ необходимо проводить многоступенчатое сжатие газа и воздуха. Высокая эффективность предлагаемого катализатора ФТ обеспечивает высокую конверсию СО и дает поток продуктов, содержащий до 90+мас.% дизельного топлива, за один проход. Благодаря использованию воздуха в установке риформинга природного газа получают синтез-газ, содержащий примерно 50% азота, что облегчает отвод тепла из термочувствительного реактора ФТ и увеличивает скорость газа и эффективность теплопередачи, так что рецикл газа становится ненужным. Бензиновую фракцию можно частично отделить от углеводородов путем малозатратной операции однократной дистилляции с получением более чистого дизельного топлива. Это обеспечивает также некоторое охлаждение продукта реакции. Получаемые жидкие углеводороды вполне пригодны для смешения с нефтяным дизельным топливом с целью повышения цетанового числа и уменьшения содержания серы.
Предлагаемые варианты можно использовать как на заводах мирового масштаба по превращению газа в жидкость, так и на небольших установках ФТ с производительностью менее 100 миллионов ст.куб.фут/сут. Что касается применения в отношении таких небольших установок ФТ, предлагаемые воплощения имеют целью оптимизировать экономику, с упором на упрощение технологии и минимизацию капитальных затрат, возможно, за счет эффективности. Ниже сопоставлены существующие технологии ФТ с предлагаемым вариантом для небольших установок ФТ:
Для обеспечения высокой конверсии в способе ФТ при подаче синтез-газа из кислородного реформера обычно поддерживали значительный рецикл отходящего газа с кратностью циркуляции 3.0 или выше в расчете на подачу свежего газа. Преимущество предлагаемого способа состоит в том, что подаваемый свежий газ разбавлен по монооксиду углерода, что уменьшает скорость отвода тепла из реактора ФТ, уменьшает возможность образования точек перегрева в реакторе и улучшает состав продуктов реакции. В отличие от этого рецикл отходящего газа требует больших капитальных затрат и энергии. Выделение кислорода из воздуха также весьма энергозатратно и стоит дорого.
В предлагаемом способе в реформер подают воздух, поэтому синтез-газ содержит примерно 50% инертного разбавителя - азота, что исключает необходимость рецикла отходящего газа и снижает требования к отводу тепла из реактора ФТ. В других случаях применения синтез-газа после продувки воздухом в способе ФТ достигали нужных высоких значений конверсии СО в сложных последовательных реакторах ФТ, что требует больших капитальных затрат и сложного управления. В предлагаемом способе высокая конверсия СО достигается в простом однопроходном реакторе при высоком выходе фракции дизельного топлива благодаря использованию специального катализатора, что более подробно рассмотрено ниже.
В одном варианте катализатор содержит носитель - оксид алюминия - при высокой концентрации кобальта и небольшой концентрации рения для облегчения восстановления катализатора. При высоких концентрациях кобальта увеличивается каталитическая активность и достигается высокая конверсия синтез-газа за один проход. Катализатор готовят таким образом, чтобы он содержал сравнительно крупные кристаллиты кобальта, что обеспечивает высокую селективность по дизельному топливу.
Теория Андерсона-Шульца-Флори предсказывает, что углеводороды ФТ содержат атомы углерода в широком диапазоне от 1 до 60, в то время как наиболее желательным продуктом является дизельное топливо (С9-С23, определение Chevron). Для уменьшения расходования СО на образование углеводородов C1-C5 общим подходом является стремление получить в реакторе ФТ как можно больше воска и затем, на отдельной стадии, провести гидрокрекинг воска с образованием в основном дизельного топлива и бензиновой фракции. Авторы неожиданно обнаружили, что предлагаемые способ и катализатор по предлагаемым вариантам позволяют получать дизельное топливо с высоким выходом (до 90 мас.%) непосредственно в реакторе ФТ, что избавляет от необходимости проведения дорогостоящего и сложного гидрокрекинга.
Благодаря возможности исключить очистку кислорода, сжатие до высокого давления, рецикл отходящего газа и гидрокрекинг данный способ можно экономично применять на установках меньшего масштаба, чем в предложенных ранее вариантах технологии ФТ.
На фигуре 1 приведена блок-схема способа ФТ по настоящему варианту, в котором буквы А-К означают следующее:
А - сырой газ, содержащий углеводороды
В - оборудование для переработки углеводородного газа
С - реформер
D - вода
Е - газ-окислитель F Холодильник G Сепаратор
Н - удаление водорода (необязательно)
I - реактор Фишера-Тропша
J - регулятор обратного давления
К - охлаждение и выделение продуктов (2 позиции)
Буквой А обозначено подаваемое углеводородное сырье. Его можно получить из различных источников: например, это может быть природный газ, биогаз с полигонов, попутный газ нефтепереработки и др. Давление газа для настоящего способа может варьироваться в широком интервале от атмосферного давления до 200 фунт/кв. дюйм (абс) или выше. В зависимости от источника давления и необходимого рабочего давления может потребоваться одностадийное или двухстадийное сжатие. Например, давление биогаза обычно близко к атмосферному и для перекачки газа в аппарат для сжигания используют воздуходувки. Попутный газ, который обычно сжигают, также следует сжать до нужного рабочего давления. Существует также много давно эксплуатируемых и почти исчерпанных месторождений природного газа со слишком низким давлением для того, чтобы перекачивать его по трубопроводам в качестве сырья для настоящего процесса. Давление в других источниках природного газа, которые могут быть удалены от имеющихся трубопроводов или не быть удалены, может быть таким же или выше необходимого рабочего давления для данного способа, и поэтому их также можно считать пригодными источниками. Другим кандидатом является природный газ, который содержит слишком много инертного компонента типа азота, что не соответствует условиям работы трубопроводов.
Буквой В обозначена аппаратура для обработки углеводородного газа. Газ необходимо очищать для удаления компонентов, которые могут нарушить работу установки риформинга или катализатора ФТ. Примеры включают ртуть, сероводород, силиконы и органические хлориды. Органические хлориды, которые могут присутствовать в биогазе, образуют в установке риформинга соляную кислоту, которая вызывает значительную коррозию. Силиконы образуют на катализаторе сплошную пленку из диоксида кремния, блокирующую поры. Сероводород является сильным ядом для катализатора ФТ, и обычно его удаляют до содержания 1.0 м.д. или менее. Для некоторых газов не нужна обработка (очистка).
Концентрация углеводородов в сырье определяет экономику процесса, поскольку из одного и того же количества сырья образуется меньше углеводородов. Тем не менее, данный способ может работать при концентрации метана 50% или ниже, например, при использовании биогаза. Могут существовать причины, по которым способ нужно применять даже при финансовых потерях; например, для решения проблемы парниковых газов или при выработке корпоративных стандартов по выхлопам. Способ может работать на сырье, содержащем только метан или жидкий природный газ, с помощью известных технологий риформинга. Присутствие диоксида углерода в сырье оказывает положительный эффект.
Буквой С обозначена установка риформинга, которая может быть нескольких типов в зависимости от состава сырья. Значительным преимуществом работы при низком давлении является пониженная скорость реакции Brouard и уменьшение образования металлической пыли.
Установки риформинга неполного окисления обычно работают при очень высоком давлении, например, 450 фунт/кв. дюйм (абс) или выше, которое не оптимально для процесса ФТ при низком давлении. Эта реакция энергетически не эффективна и легко может приводить к образованию сажи, однако она не требует воды и дает синтез-газ с соотношением Н2/СО, близким к 2.0, которое оптимально для катализаторов ФТ. Установки риформинга неполного окисления можно применять в настоящем способе.
Установки парового риформинга дороги по затратам и для максимальной эффективности крупных предприятий требуют отвода тепла топливного газа. Поскольку синтез-газ содержит инертный газ типа азота в сравнительно низкой концентрации, в реакторе ФТ трудно регулировать температуру, если не применять рециркуляцию части отходящего газа в реактор ФТ. Однако благодаря низкой концентрации инертного газа возможен рецикл части отходящего газа в боковую трубку реформера, через которую подается исходный природный газ, или в рубашку для подачи тепла. Имея в виду, что отходящий газ ФТ в любом случае следует сжигать перед продувкой, эту энергию можно использовать для производства электричества или еще лучше для снабжения теплом установки риформинга, которое иначе получают сжиганием природного газа. Для малых заводов ФТ установки риформинга с водяным паром являются хорошим выбором. Установки риформинга с водяным паром можно использовать в настоящем способе.
Автотермальный риформинг вполне эффективен при сравнительно умеренных капитальных затратах. При средних температурах и невысоких концентрациях водяного пара он превращает газообразное сырье с низким содержанием СO2 в не содержащий сажи синтез-газ с соотношением Н2/СO около 2.5, что ближе к нужному соотношению, чем в случае парового риформинга. Однако из многих источников природного газа все же необходимо удалять часть водорода. Если сырье содержит более примерно 33% СO2, как в случае биогаза, то соотношения Н2/СО, равного 2.0, можно достичь без потоков рецикла и потребление воды также можно уменьшить. Этот тип установки риформинга наиболее пригоден для предлагаемых способов ФТ при низком давлении.
Буквой D обозначена необязательная вода, которую подают в установку риформинга в виде водяного пара. Во всех технологиях риформинга за исключением неполного окисления необходима подача водяного пара.
Буквой Е обозначен газ-окислитель, который может быть воздухом, кислородом или воздухом, обогащенным кислородом.
Буквой F обозначен холодильник для снижения температуры на выходе из установки риформинга от выше 700°С до близкой к комнатной. Охлаждение можно проводить в несколько стадий, но предпочтительно делать это одностадийно. Охлаждать можно с помощью оболочечного, трубчатого, пластинчатого или рамочного теплообменников. Охлаждение можно совместить с использованием получаемой энергии для предварительного подогрева газа, подаваемого в установку риформинга, как это хорошо известно в промышленности. Другим способом охлаждения отходящего газа установки риформинга является непосредственная подача воды в поток, проходящий через воду в сосуде.
Буквой G обозначен сепаратор для отделения синтез-газа из установки риформинга от сконденсированной воды для минимизации количества воды, поступающей в последующую аппаратуру.
Буквой Н обозначено необязательное оборудование для удаления водорода, например, водород-селективные мембраны Prism™ от Air Products или мембраны Сynara от Natco.
Некоторые способы риформинга производят синтез-газ, чрезмерно обогащенный водородом, который приходится частично удалять для достижения оптимальной работы реактора ФТ. Идеальное соотношение Н2/СО составляет 2.0-2.1, в то время как в сыром синтез-газе это соотношение может быть 3.0 или выше. Высокая концентрация водорода приводит к повышенным потерям СО на образование метана вместо нужного моторного топлива или предшественника моторного топлива типа бензиновой фракции.
Буквой I обозначены типичные реакторы ФТ, которые являются реакторами с неподвижным слоем или барботажными реакторами со взвешенным слоем катализатора, и можно использовать оба типа таких реакторов. Однако на небольших установках предпочтительным является реактор с неподвижным слоем из-за простоты регулирования и легкости масштабирования.
Буквой J обозначен регулятор обратного давления, который поддерживает нужное давление в технологической схеме. Его можно поместить на другом месте в зависимости от места выделения продуктов и возможных способов частичного разделения продуктов.
Буквой К обозначено охлаждение продуктов реакции и их выделение. Продукты охлаждают обычно путем теплообмена с холодной водой и используют тепло для предварительно нагрева воды, используемой на установке ФТ. Разделение проводят в сепараторе для разделения масла и воды. Однако альтернативой является быстрое охлаждение реактора ФТ до указанного холодильника-сепаратора, как показано на фигуре 2. Это преследует две цели - во-первых, понизить температуру продуктов реакции и, во вторых, провести частичное отделение бензиновой фракции от полученных продуктов, обогатив оставшуюся жидкость компонентами дизельного топлива.
На фигуре 2 показана диаграмма способа с однократным разделением бензиновой фракции и дизельного топлива, в которой:
1 - реактор Фишера-Тропша с неподвижным слоем;
2 - смесь газов, воды, нефтяной фракции, дизельного топлива и легких восков при примерно 190-240°С и давлении выше атмосферного;
3 - клапан избыточного давления;
4 - поток 2 при пониженной температуре в результате расширения газа и при давлении 14.7 фунт/кв. дюйм (абс);
5 - испарительный сосуд;
6 - паровая фаза, которая состоит из потока 2 и не содержит дизельного топлива и легких восков;
7 - холодильник;
8 - поток 6 с бензиновой фракцией и водой в жидкой фазе;
9 - сосуд для хранения бензиновой фракции и воды;
10 - поток отходящего газа, состоящий в основном из инертных газов и легких углеводородов.
Поток продуктов реакции ФТ под номером 2 проходит через клапан избыточного давления 3 в испарительный сосуд 5. Инертные газы и низкокипящие углеводороды, вода и нефтяная фракция попадают в верхний погон по мере испарения из испарительного сосуда через холодильник 7. Дизельное топливо и легкие воски собирают в сосуде 5. Воду и бензиновую фракцию конденсируют в холодильнике 7 и собирают в сосуде 9. Оставшиеся газы выходят в верхнем погоне в потоке 10 и их обычно сжигают, иногда с выделением энергии, или используют для выработки электричества.
ПРИМЕРЫ
Использованные носители для катализаторов
Пример 1
Катализатор приготовили хорошо известным в данной области способом. Носителем для катализатора был экструдат оксида алюминия в виде трилистника от Sasol Germany GmbH (далее называемый «трилистник»). Экструдат имел размеры 1.67 мм в диаметре и 4.1 мм в длину. Носитель прокалили на воздухе при 500°С в течение 24 час. Смешанный раствор нитрата кобальта и рениевой кислоты добавили к носителю по влагоемкости; конечный катализатор содержал 5 мас.% металлического кобальта и 0.5 мас.% металлического рения (катализатор 1). Катализатор окисляли в три стадии:
Стадия 1: катализатор нагрели до 85°С и выдержали в течение 6 часов;
Стадия 2: температуру повысили до 100°С со скоростью 0.5°С в минуту и выдержали 4 часа;
Стадия 3: температуру повысили до 350°С со скоростью 0.3°С в минуту и выдержали 12 часов.
Скорость сушки влажного катализатора зависит от размера частиц катализатора. Более мелкие частицы высыхают значительно быстрее, чем более крупные, и размер кристаллов, образующихся в порах, зависит от скорости кристаллизации. Окисленный катализатор объемом 29 см3 загрузили в трубки с внешним диаметром 14 дюймов и кольцевым внешним пространством, через которое для регулирования температуры протекает вода под давлением, отводящая теплоту реакции. Реактор ФТ представляет собой трубчатый теплообменник, во внутренних трубках которого находится катализатор. Входящие газ и вода имеют заданную температуру для осуществления реакции. Восстановление катализатора проводят следующим образом:
Скорость потока газа-восстановителя (см3/мин)/Н2 в азоте (%)/температура (°С)/время (час):
1) 386/70/200/4, стадия предварительного нагрева;
2) 386/80/до 325/4, стадия медленного нагрева;
3) 386/80/325/30, стадия постоянной температуры.
В ходе катализа реакции Фишера-Тропша суммарная скорость потока газа в реактор ФТ определялась величиной GHSV в 1000 час 1. Состав газа отвечал составу газа воздушного автотермального реформера: 50% азота, 33.3% Н2 и 16.7% СО. Для уменьшения образования метана катализатор выдерживали при температуре реактора 170°С в течение первых 24 часов. По-видимому, этот способ приводит к карбонилированию поверхности кобальта и повышает активность катализатора ФТ. Конверсию СО и выход жидких продуктов определяли при разных температурах в интервале от 190 до 220°С.
Пример 2
В этом примере использовали такой же катализатор (катализатор 2), как в примере 1, за исключением того, что содержание металлического кобальта составляло 10 мас.%.
Пример 3
В этом примере использовали такой же катализатор (катализатор 3), как в примере 1, за исключением того, что содержание металлического кобальта составляло 15 мас.%.
Пример 4
В этом примере использовали такой же катализатор (катализатор 4), как в примере 1, за исключением того, что содержание металлического кобальта составляло 20 мас.%.
Пример 5
В этом примере использовали такой же катализатор (катализатор 5), как в примере 1, за исключением того, что содержание металлического кобальта составляло 26 мас.%.
Пример 6
В этом примере использовали такой же катализатор (катализатор 6), как в примере 1, за исключением того, что содержание металлического кобальта составляло 35 мас.%.
Пример 7
В этом примере использовали такой же катализатор (катализатор 7), как в примере 1, за исключением того, что носитель из оксида алюминия был марки CSS-350 от Alcoa и содержание кобальта составляло 20 мас.%. Носитель имел вид сферических частиц диаметром 1/16 дюйма.
Примеры 8а. 8b. 8с и 8d
В этом примере использовали такие же катализаторы (катализаторы 8а, 8b, 8с и 8d), как в примере 1, за исключением следующего: катализатор 8а был идентичен катализатору 1 за исключением того, что носителем был оксид алюминия марки LD-5 от Alcoa с содержанием кобальта 20 мас.%. Этот носитель представляет собой сферические частицы со средним размером частиц 1963 мкм. В примере 8а использована смесь частиц с разными размерами. Часть первоначальных частиц измельчили до более мелких частиц: катализаторы 8b, 8с и 8d приготовили из частиц диаметрами 214, 359 и 718 мкм соответственно. Содержание кобальта в примерах 8b, 8с и 8d было такое же, как в катализаторе 8а.
Пример 9
В этом примере использовали такой же катализатор (катализатор 9), как катализатор в примере 1, за исключением того, что носитель из оксида алюминия был марки F-220 от Alcoa с содержанием кобальта 20 мас.%. Носитель F-220 состоит из сферических частиц с ситовым распределением по размеру 7/14.
Пример 10
В этом примере использовали такой же катализатор (катализатор 10), как катализатор 4, за исключением того, что промотором был рутений, а не рений.
Пример 11
В этом примере использовали такой же катализатор (катализатор 11), как катализатор 3, за исключением того, что вместо оксида алюминия использовали оксид кремния - носитель Aerolyst 3038 от Degussa.
Пример 12
В этом примере использовали такой же катализатор (катализатор 12), как катализатор 8d, с тем же носителем, размерами частиц и содержанием катализатора за исключением того, что окисление протекало в два раза дольше, чем синтез катализатора. Температуру поддерживали в течение 12, 8 и 24 час в 3 стадии окисления соответственно, как описано для катализатора 1. Скорость окисления катализатора 12 с малыми частицами была снижена с целью получения более крупных кристаллитов кобальта (21.07 нм) в порах малых частиц носителя по сравнению с размерами кристаллитов, получаемых при более быстрой кристаллизации катализатора 8d (15.72). Использованный здесь способ регулирования скорости сушки и размеров кристаллитов кобальта в катализаторе не означает отказа от любого другого способа получения более крупных кристаллитов. Например, можно регулировать скорость сушки катализатора и, следовательно, размеры кристаллитов кобальта путем варьирования относительной влажности или давления в сушильной камере.
Характеризация катализаторов
Для указанных катализаторов определили средний размер кристаллитов (d(Co0), дисперсность (D%) и степень восстановления (DOR) на анализаторе ТПВ/ТРД Chembet 3000 (Quantachrome Instruments). Катализатор восстановили при 325°С в токе Н2 и рассчитали дисперсность кобальта в предположении, что одна молекула водорода приходится на два атома кобальта на поверхности. Определили хемосорбцию кислорода с помощью серии импульсов (O2/Не), подаваемых на катализатор при температуре 380°С после восстановления катализатора при 325°С. Определили количество молей поглощенного кислорода и рассчитали степень восстановления в предположении, что весь металлический кобальт был окислен в СO3О4. Размер кристаллитов кобальта рассчитывали по формуле:
d(Co0)=(96/D%)DOR
D%: Дисперсность
Оценка катализатора ФТ
(i) Влияние содержания кобальта
Влияние содержания Со на каталитическую активность изучено в примерах 1-6, и результаты показаны в таблице 2.
В каждом из примеров 1-6 проводили опыты при разных температурах и определили температуру, при которой получали наибольшее количество углеводородов. Очевидно, что 5% кобальта недостаточно для получения значительного количества жидких углеводородов: лучшей концентрацией была 20 мас.% Со, при которой получили 1.03 мл/час жидких углеводородов. Концентрация дизельной фракции в полученных углеводородах составляла 75.3-92.5% при содержании кобальта 10 мас.% или выше. Наиболее высокая скорость получения дизельного топлива (0.78 мл/час) была достигнута на носителе трилистнике при содержании кобальта 20% и давлении 70 фунт/кв. дюйм (абс).
Данные по активности катализатора 1 при 202.5°С приведены в таблице 8. Концентрация воска (>С23) в жидких углеводородах С5+ составила только 6.8%, а фракция дизельного топлива 73.5% (С9-С23). Было установлено, что на всех изученных катализаторах со средним диаметром кристаллитов более 16 нм получили менее 10 мас.% воска в составе углеводородов С5+, что позволяет применять продукт непосредственно в качестве дизельной топливной смеси.
На фигуре 3 показано распределение числа атомов углерода на катализаторе 3 (трилистник) в примере 3 при 190°С. Продукт реакции имеет очень узкое распределение углеводородов и в нем нет тяжелого воска. Выход дизельного топлива составил 90.8%, бензиновой фракции 6.1% и легких восков 3.1%. Цетановое число было весьма высоким и достигало 88. На всех графиках распределения по числу атомов углерода бензиновая фракция обозначена большими квадратами, дизельное топливо ромбами и легкие воски малыми квадратами.
Влияние давления
Катализатор 4 в примере 4 испытывали в стандартных условиях, как описано выше, при температуре 202.5°С и разных давлениях. Результаты, представленные в таблице 3 и на фигуре 4, показывают, что производительность катализатора по жидким углеводородам была значительной при низких давлениях, до 70 фунт/кв.дюйм (абс), а оптимальные результаты получены в интервале 70-175 фунт/кв.дюйм (абс). Предпочтительными являются давления 70-450 фунт/кв.дюйм (абс) и наиболее предпочтительными 70-175 фунт/кв.дюйм (абс). Выход фракции дизельного топлива в этом интервале давлений был практически постоянным на уровне 70.8-73.5 мас.%. Как показано в таблице 8, продукт, полученный на катализаторе 4 с 20 мас.% кобальта, средним размером кристаллитов 22.26 нм и фракцией С5+ с воском в количестве 6.8 мас.%, можно использовать в смеси для дизельного топлива.
Катализатор 7
Как видно в таблице 4, максимальная скорость получения дизельного топлива была достигнута при 215°С и 70 фунт/кв. дюйм (абс). По сравнению с катализатором 4 на катализаторе 7 скорость получения дизельного топлива при оптимальной температуре (215°С), была ниже, но при повышенном выходе фракции дизельного топлива. На фигуре 5 показано узкий диапазон распределения жидких продуктов по числу атомов углерода при 190°С, причем диапазон для дизельного топлива составил 89.6%. Цетановое число было равно 81. Однако, как показано в таблице 8, размер кристаллитов составил 18.2 6 нм, а фракция воска 7.2%, что позволяет использовать продукт в качестве дизельной топливной смеси.
Катализаторы 8а, 8b. 8 с и 8d
Результаты тестирования приведены в таблице 5. Установлено, что дисперсность металлического Со в катализаторах 8b, 8с и 8d выше, чем в катализаторе 8а. На катализаторах, содержащих кристаллиты Со0 со средними размерами менее 16 нм, в продуктах ФТ образуется большая фракция воска в количестве 17.6-19.3 мас.%, в то время как на катализаторе 8а и катализаторе 12, содержащих кристаллиты Со0 более 16 нм, в жидких продуктах С5+ образуется меньше воска на уровне 6.6 и 7.8 мас.% соответственно, что позволяет использовать продукт в смеси дизельного топлива. Отмечено, что катализаторы 8а и 12 содержат частицы разного размера, но выходы фракции воска на них одинаково низки. Это показывает, что параметром, регулирующим получение низких концентраций воска, является размер кристаллитов, а не размер частиц.
>С23)
*Не входят в настоящую заявку
Катализатор 9
Катализатор 9 протестировали при давлении 70 фунт/кв. дюйм (абс). Как показано в таблице 6 и на фигуре 7, полученные при 190°С углеводороды содержали 99.1% «бензиновой фракции плюс дизельное топливо». Количество самого дизельного топлива составило 93.6%. Получено очень мало воска. Цетановое число равно 81. Как показано в таблице 8, размер кристаллитов составил 22.22 нм и фракция воска 2.3%, что позволяет использовать получаемый продукт непосредственно в качестве дизельного топлива.
Катализатор 10
Данные таблицы 7 и фигуры 8 показывают, что использование рутениевого промотора в катализаторе вместо рениевого также приводит к узкому распределению углеводородов с выходом дизельного топлива 74.42% и суммарным цетановым числом 78. Как показано в таблице 8, размер кристаллитов составил 20.8 9 нм и содержание фракции воска 3.73%, что позволяет использовать продукт в смеси дизельного топлива.
Таблица 7. Работа катализатора 10 (промотор рутений, носитель оксид алюминия LD-5).
Катализатор 11
Скорость получения жидких углеводородов на катализаторе 11 составила 0.55 мл/час при 210°С. Кривая распределения числа атомов углерода, приведенная на фигуре 9, показала узкое распределение с большой долей фракции дизельного топлива. Как показано в таблице 8, кристаллиты имели размер 33.1 нм и фракция воска составила 5.2%, что позволяет использовать продукт в качестве дизельной топливной смеси, возможно, после отгона бензиновой фракции.
ник
350
3038
Тестирование катализаторов 1-12 (за исключением катализаторов 8b, c и d) показало, что узкое распределение углеводородов, в основном в области дизельной фракции, при низком содержании воска (<10 мас.%), достигается тогда, когда катализатор ФТ содержит кристаллиты кобальта размером более 16 нм, как показано на фигуре 10 (большие квадраты не являются частью этого варианта). В случае малых частиц катализатора (например, в катализаторе 12) для достижения нужного размера кристаллитов необходимо регулировать скорость кристаллизации На фигуре 11 этот результат сравнили с распределением по числу атомов углерода, ожидаемым по уравнению Андерсона-Шульца-Флори (А-S-F), основанным на длине углеродной цепи. Распределение A-S-F предполагает только 50 мас.% дизельной фракции, в то время как в предлагаемых вариантах получено>65 мас.%.
Жидкие углеводороды, получаемые на данных катализаторах, более ценны, чем продукты с широким распределением типа A-S-F, т.к. их можно применять непосредственно в качестве дизельной топливной смеси без гидрокрекинга, который обычно проводят для повышения цетанового числа и уменьшения содержания серы в нефтяном дизельном топливе. Поскольку в предлагаемом способе используется простая однопроходная технология, он требует сравнительно небольших капитальных затрат.
Хотя данное описание иллюстрирует предпочтительные варианты изобретения, следует понимать, что настоящее изобретение не ограничено этими конкретными вариантами. Специалисты в данной области увидят возможные вариации и модификации. Для полного описания изобретения и его перспектив следует обратиться к сущности изобретения и приложенной формуле вместе с описанием и рисунками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦЕРЕЗИНА | 2023 |
|
RU2823566C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ С-С ИЗ МОНООКСИДА УГЛЕРОДА И ВОДОРОДА | 2020 |
|
RU2732328C1 |
| СИСТЕМЫ И СПОСОБЫ ПОЛУЧЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ СВАЛОЧНЫХ ГАЗОВ | 2017 |
|
RU2747327C1 |
| РЕГУЛИРОВАНИЕ КИСЛОГО ГАЗА В ПРОЦЕССЕ ПРОИЗВОДСТВА ЖИДКОГО ТОПЛИВА | 2014 |
|
RU2670761C9 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ФИШЕРА-ТРОПША ДЛЯ СОСТАВЛЕНИЯ УГЛЕВОДОРОДНОГО ТОПЛИВА С ПРИМЕНЕНИЕМ УСЛОВИЙ GTL | 2013 |
|
RU2665691C2 |
| СПОСОБ ПОЛУЧЕНИЯ НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРА С ПОВЫШЕННОЙ ГИДРОТЕРМАЛЬНОЙ СТАБИЛЬНОСТЬЮ (ВАРИАНТЫ), КАТАЛИЗАТОР ДЛЯ СИНТЕЗА УГЛЕВОДОРОДОВ И СПОСОБ СИНТЕЗА УГЛЕВОДОРОДОВ ИЗ СИНТЕЗ-ГАЗА | 2003 |
|
RU2340394C2 |
| СПОСОБЫ И СИСТЕМЫ УСТРОЙСТВ ДЛЯ РИФОРМИНГА МЕТАНА И ЛЕГКИХ УГЛЕВОДОРОДОВ В ЖИДКИЕ УГЛЕВОДОРОДНЫЕ ТОПЛИВА | 2017 |
|
RU2742984C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ ИЗ ГАЗООБРАЗНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2003 |
|
RU2316530C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ ЖИДКИХ ТОПЛИВ ИЗ УГЛЕВОДОРОДНЫХ ГАЗОВ ПО МЕТОДУ ФИШЕРА-ТРОПША И КАТАЛИЗАТОРЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2444557C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКИХ УГЛЕВОДОРОДОВ С ПОМОЩЬЮ ПРОЦЕССА ФИШЕРА-ТРОПША, ИНТЕГРИРОВАННОГО В НЕФТЕПЕРЕРАБАТЫВАЮЩИЕ УСТАНОВКИ | 2019 |
|
RU2776173C1 |
Изобретение относится к вариантам способа осуществления процесса Фишера-Тропша для получения жидких углеводородов, содержащих в основном дизельное топливо или дизельную смесь, с получением жидкого углеводородного продукта, содержащего менее 10 мас.% воска (>С23) и более 65% дизельной фракции (С9-С23). Один из вариантов способа включает стадии: проведение операций при давлении ниже 200 фунт/кв. дюйм (абс); и использование кобальтового катализатора, включающего носитель катализатора Фишера-Тропша с кристаллитами металлического кобальта на нем, причем кристаллиты металлического кобальта имеют средний диаметр более 16 нм. Настоящее изобретение позволяет получать дизельную фракцию без дополнительной последующей обработки продукта. 5 н. и 33 з.п. ф-лы, 8 табл., 12 пр., 11 ил.
1. Способ осуществления процесса Фишера-Тропша для получения жидких углеводородов, содержащих в основном дизельное топливо или дизельную смесь, с получением жидкого углеводородного продукта, содержащего менее 10 мас. % воска (>С23) и более 65% дизельной фракции (С9-С23), включающий стадии:
проведение операций при давлении ниже 200 фунт/кв. дюйм (абс); и
использование кобальтового катализатора, включающего носитель катализатора Фишера-Тропша с кристаллитами металлического кобальта на нем, причем кристаллиты металлического кобальта имеют средний диаметр более 16 нм.
2. Способ по п. 1, в котором указанный носитель катализатора Фишера-Тропша выбирают из группы, состоящей из оксида алюминия, гамма-оксида алюминия, оксида циркония, оксида титана, оксида кремния и их смесей.
3. Способ по п. 1, в котором кобальтовый катализатор содержит металлический кобальт и содержание металлического кобальта в кобальтовом катализаторе составляет по меньшей мере 15 мас.%.
4. Способ по п. 1, в котором конверсия СО в подаваемом газе составляет по меньшей мере 60%.
5. Способ по любому из п.п. 1-4, в котором используют промотор и указанный промотор выбирают из группы, состоящей из рутения, рения, родия, никеля, циркония, титана и их смесей.
6. Способ по любому из пп. 1-4, в котором проводят однократную дистилляцию для уменьшения крекинга легких углеводородов, имеющих более низкую температуру кипения, чем дизельная фракция.
7. Способ по п. 1, в котором используют реактор Фишера-Тропша без рецикла отходящего газа.
8. Способ по любому из пп. 1-4 или 7, в котором используют установку риформинга с воздухом в качестве источника кислорода.
9. Способ по любому из пп. 1-4 или 7, в котором используемый в указанном способе реактор Фишера-Тропша представляет собой реактор Фишера-Тропша с неподвижным слоем или барботажный реактор Фишера-Тропша со взвешенным слоем катализатора.
10. Способ осуществления процесса Фишера-Тропша с проведением операций при давлении ниже 200 фунт/кв. дюйм (абс), с использованием воздушной автотермальной установки риформинга при конверсии СО по меньшей мере 60% и выходе дизельной фракции более 65 мас.% в однопроходном реакторе Фишера-Тропша, включающий стадию использования кобальтового катализатора, содержащего металлический кобальт в количестве по меньшей мере 15 мас. % и рений в количестве менее 2 мас. %, причем указанный кобальтовый катализатор включает материал носителя катализатора, который выбирают из группы, состоящей из оксида алюминия, оксида циркония, оксида кремния и их смесей, и содержит кристаллиты металлического кобальта на нем со средним диаметром более 16 нм.
11. Способ по п. 10, в котором носитель катализатора Фишера-Тропша представляет собой гамма-оксид алюминия.
12. Способ по п. 10, в котором для удаления водорода из исходного газа Фишера-Тропша применяют селективные мембраны или молекулярные сита.
13. Способ по п. 10, в котором рабочее давление составляет по меньшей мере 40 фунт/кв. дюйм (абс), а температура в реакторе Фишера-Тропша равна по меньшей мере 190°С.
14. Способ по п. 10, в котором рабочее давление составляет менее 100 фунт/кв. дюйм (абс).
15. Способ осуществления процесса Фишера-Тропша по п. 10, в котором указанный кобальтовый катализатор дополнительно содержит промотор, который выбирают из группы, состоящей из рутения, рения и их смесей.
16. Способ осуществления процесса Фишера-Тропша с конверсией СО по меньшей мере 60% и выходом дизельной фракции более 65 мас.% в реакторе Фишера-Тропша, включающий стадии:
проведение операций при давлении ниже 200 фунт/кв. дюйм (абс);
использование воздушного автотермальной установки риформинга; и
использование кобальтового катализатора с содержанием металлического кобальта по меньшей мере 15 мас. % и рения менее 2 мас. % на носителе катализатора Фишера-Тропша, который выбирают из группы, состоящей из оксида алюминия, оксида циркония, оксида кремния и их смесей, причем указанный кобальтовый катализатор находится в форме кристаллитов металлического кобальта со средним диаметром более 16 нм.
17. Способ по п. 16, в котором носитель катализатора Фишера-Тропша представляет собой оксид алюминия.
18. Способ по п. 16, в котором отходящие газы установки риформинга Фишера-Тропша частично возвращают на рецикл в установку риформинга.
19. Способ по п. 16, в котором для удаления водорода из исходного газа, подаваемого в реактор Фишера-Тропша, применяют селективные мембраны или молекулярные сита.
20. Способ по п. 16, в котором рабочее давление составляет по меньшей мере 40 фунт/кв. дюйм (абс), а температура в реакторе Фишера-Тропша равна по меньшей мере 190°С.
21. Способ по п. 16, в котором рабочее давление составляет не более 100 фунт/кв. дюйм (абс).
22. Способ осуществления процесса Фишера-Тропша по п. 16, в котором указанный реактор дополнительно включает промотор, который выбирают из группы, состоящей из рутения, рения и их смесей.
23. Способ осуществления процесса Фишера-Тропша в реакторе Фишера-Тропша, включающий стадии:
проведение операций при давлениях ниже 200 фунт/кв. дюйм (абс);
использование установки кислородного парового риформинга;
обеспечение конверсии СО по меньшей мере 60% и выхода дизельной фракции более 65 мас.%; и
использование кобальтового металлического катализатора с содержанием металлического кобальта по меньшей мере 15 мас. % и рения менее 2 мас. % на носителе катализатора Фишера-Тропша, который выбирают из группы, состоящей из оксида алюминия, оксида циркония, оксида кремния и их смесей, причем указанный носитель содержит кристаллиты металлического кобальта со средним диаметром более 16 нм.
24. Способ по п. 23, в котором носитель катализатора Фишера-Тропша представляет собой гамма-оксид алюминия.
25. Способ по любому из пп. 23, в котором для удаления водорода из подаваемого в реактор Фишера-Тропша исходного газа применяют селективные мембраны или молекулярные сита.
26. Способ по любому из пп. 23-25, в котором отходящий газ установки риформинга частично или полностью сжигают для получения тепла для установки риформинга.
27. Способ по любому из пп. 23-25, в котором рабочее давление составляет по меньшей мере 40 фунт/кв. дюйм (абс), а температура равна по меньшей мере 190°С.
28. Способ по любому из пп. 23-25, в котором рабочее давление составляет меньше 100 фунт/кв. дюйм (абс).
29. Способ осуществления процесса Фишера-Тропша по любому из пп. 23-25, в котором указанный реактор дополнительно включает промотор, который выбирают из группы, состоящей из рутения, рения и их смесей.
30. Способ осуществления процесса Фишера-Тропша с конверсией СО более 60 % и выходом дизельной фракции более 65 мас. %, включающий стадии:
проведение операций при давлении ниже 200 фунт/кв. дюйм (абс), использование установки риформинга с неполным окислением воздухом или кислородом; и
использование реактора Фишера-Тропша с кобальтовым катализатором, содержащим металлический кобальт в количестве более 15 мас. % и рений в количестве менее 2 мас. % на носителе катализатора Фишера-Тропша, который выбирают из группы, состоящей из оксида алюминия, оксида циркония и оксида кремния и их смесей, причем указанный кобальтовый катализатор находится в виде кристаллитов металла со средним диаметром более 16 нм.
31. Способ по п. 30, в котором носитель катализатора Фишера-Тропша представляет собой оксид алюминия.
32. Способ по пп. 30 или 31, в котором для удаления водорода из исходного газа, подаваемого в реактор Фишера-Тропша, применяют селективные мембраны или молекулярные сита.
33. Способ по п. 30, в котором рабочее давление составляет по меньшей мере 40 фунт/кв. дюйм (абс) и температура равна по меньшей мере 190°С.
34. Способ по п. 30, в котором рабочее давление составляет менее 100 фунт/кв. дюйм (абс).
35. Способ осуществления процесса Фишера-Тропша по п. 30, в котором указанный реактор дополнительно включает промотор, который выбирают из группы, состоящей из рутения, рения и их смесей.
36. Способ по любому из пп. 1, 10, 16, 23 или 30, в котором температура в реакторе Фишера-Тропша составляет, по меньшей мере, 190°С.
37. Способ по любому из пп. 1, 10, 16, 23 или 30, в котором температура в реакторе Фишера-Тропша составляет, по меньшей мере, 190°С, рабочее давление составляет по меньшей мере 40 фунт/кв. дюйм (абс), причем в способе используют промотор, который выбирают из группы, состоящей из рутения, рения, родия, никеля, циркония, титана и их смесей; и в котором конверсия СО превышает 65%.
38. Способ по п. 37, в котором конверсия СО превышает 65%.
| US 2007099797 A1, 18.11.2007 | |||
| Leendert Bezemer G ET AL, “COBALT PARTICLE SIZE EFFECTS IN THE FISCHER-TROPSCH REACTION STUDIED WITH CARBON NANOFIBER SUPPORTED CATALYSTS” Journal of the American Chemical Society, Vol:128, Page(s):3956 " 3964, 03.04.2006 | |||
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| US 2005119116 A1, 02.06.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ | 1997 |
|
RU2187486C2 |
| Приспособление к токарному, револьверному и т.п. станкам для нанесения делений на линейках или прямоугольных пластинах | 1926 |
|
SU5420A1 |

