Изобретение относится к области автоматического управления технологическими процессами электрической сварки.
Системы и устройства регулирования технологического процесса электросварки широко распространены в технике (см., например, Оборудование для дуговой сварки: Справочное пособие / Под. ред. В.В.Смирнова. - Л.: Энергоатомиздат, Ленингр. отд-ние, 1986. - С.255-258).
Известны также управляющие устройства и системы, обеспечивающие автоматическую стабилизацию напряжения электрической дуги в процессе непрерывного процесса электрической сварки изделий (см., например, Львов Н.С., Гладков Э.А. Автоматика и автоматизация сварочных процессов. Учеб. пособие для вузов по специальности «Оборудование и технология сварочного производства». - М.: Машиностроение, 1982. С.30-36).
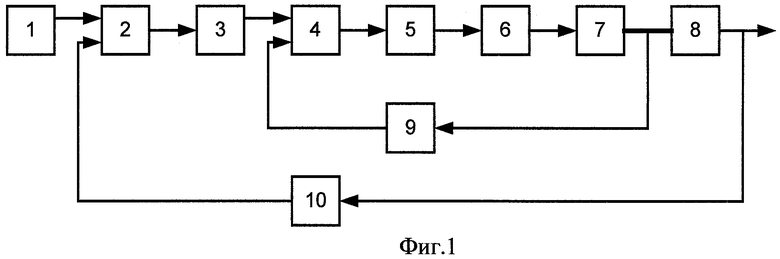
Наиболее близким по технической сути к заявляемому устройству является устройство управления длиной дуги в процессе аргонодуговой сварки, реализованное в установке типа УСК-22М (установка для аргонодуговой сварки кольцевых швов), функциональная схема которой приведена в технической документации «Установка для автоматической аргонодуговой сварки кольцевых швов». Модель УСК-22М. Руководство по эксплуатации 70216.089.06.00.000РЭ. Разраб. ОКБ ОАО «Электромеханика», 2000 г., и представлена на фиг.1. Подобная схема управления также описана в приведенной выше книге Львова Н.С. и Гладкова Э.А.
Устройство включает в себя следующие блоки: механизм вертикального перемещения электрода (горелки) 8, управляемый двигатель постоянного тока с независимым возбуждением 7, широтно-импульсный преобразователь 6, пропорционально-интегральный регулятор 5, два сумматора 2 и 4, пропорциональный регулятор 3, задатчик 1, датчик изменения скорости (тахогенератор) 9 и датчик измерения напряжения дуги 10.
Устройство содержит два контура регулирования (с двумя обратными связями - по скорости исполнительного двигателя и по напряжению дуги), косвенно измеряющего величину зазора между электродом (горелкой) и свариваемой деталью, который и определяет длину дуги.
Недостаток устройства регулирования, включающего широтно-импульсный преобразователь 6, пропорционально-интегральный регулятор 5, сумматоры 2 и 4, пропорциональный регулятор 3 и их соединения, входящие в состав системы-прототипа, в силу низкого быстродействия не позволяет получить высокое качество свариваемых изделий и заданную производительность оборудования в условиях различного рода возмущений (наличия изгибов, неровности поверхностей свариваемых изделий, овальностей (если свариваются трубы), люфтов в механизме перемещения электрода и возмущений иного порядка, которые всегда имеют место в реальности), приводящих к снижению качества сварки, а нередко и к срыву горения дуги. В режиме малых отклонений широтно-импульсный преобразователь 6 работает как усилитель и при действии возмущений не обеспечивает во многих случаях необходимую реакцию системы для их подавления.
Техническим результатом изобретения является упрощение устройства и повышение его быстродействия, что позволяет избежать срыва горения дуги в условиях различного рода неидеальностей (и, как следствие - повысить производительность труда, надежность устройства и качество свариваемых изделий).
Технический результат достигается тем, что в устройство для автоматического регулирования длины дуги при электросварке, содержащее механизм перемещения электрода, с встроенным в него управляемым электродвигателем, датчик скорости электродвигателя, задатчик, датчик длины дуги, сумматор, в котором первый и второй входы соединены с выходами датчика длины дуги и задатчика, введены суммирующее устройство, второй, третий и четвертый входы которого соединены соответственно с выходами задатчика, датчика длины дуги, датчика скорости и третьим входом сумматора, релейный регулятор с зоной нечувствительности, выход которого связан с первым входом суммирующего устройства, выход которого подключен ко входу электродвигателя.
Устройство изображено на фиг.2, где представлена его блок-схема,
Устройство содержит (фиг.2) механизм перемещения электрода 1, с встроенным в него управляемым электродвигателем 2, датчик скорости вращения вала электродвигателя 3, датчик измерения длины дуги 4, свариваемую деталь 5, суммирующее устройство 6, задатчик 8, сумматор 9.
Выход сумматора 9 соединен со входом релейного регулятора 7, выход которого подключен к первому входу суммирующего устройства 6, выход которого соединен со входом электродвигателя 2, связанного с механизмом перемещения электрода 1, датчик измерения длины дуги 4 соединен с вторым входом сумматора 9 и третьим входом суммирующего устройства 6, выход задатчика 8 соединен с первым входом первого сумматора 9 и вторым входом суммирующего устройства 6, четвертый вход которого подключен к выходу датчика скорости 3 и третьему входу сумматора 9. Подобное соединение элементов позволяет реализовать закон управления в устройстве следующим образом:

где M=x0-x1-k1·x2 - сигнал, реализующий функцию переключения релейного регулятора 7,
k1 - постоянный коэффициент, настраиваемый в сумматоре 9,
x1, x2 - выходные сигналы датчиков длины дуги 4 и скорости 3,
x0 - выходной сигнал задатчика (заданное конечное значение регулируемой координаты х1),
а - величина половины зоны нечувствительности релейного регулятора 7,
Sign - знаковая функция, равная +1 или -1 в зависимости от знака функции М,
В - величина управляющего воздействия («полка» реле) - сигнал с выхода релейного регулятора 7,
U1 - сигнал, формируемый в суммирующем устройстве 6 по закону
U1=k2·(х0-x1)-k3·x2, k2 и k3 - постоянные коэффициенты.
Сумматор 9 - стандартное устройство, реализованное на операционном усилителе типа ОР213 фирмы Analog Devices. В качестве датчика скорости использован тахогенератор, датчик измерения длины дуги 4 при испытаниях устройства заимствован и реализован точно так же, как и в установке УСК-22М. Это переменный резистор, подключенный к источнику тока сварочной установки. Напряжение, снимаемое с резистора, находится в линейной зависимости от длины дуги. Релейный регулятор с зоной нечувствительности 7 реализован с использованием твердотельного реле с зоной нечувствительности типа DO061B фирмы CRYDOM. Задатчик 9 - также стандартное устройство, выполненное в виде переменного резистора (так же, как в установке УСК-22М). Суммирующее устройство 6 реализовано на стандартных элементах ОР213 фирмы Analog Devices и ОРА544Т фирмы BURR-BROWN (мощный операционный усилитель). Механизм перемещения электрода 1 вместе с электродвигателем 2 и его приводом представлены и описаны в вышеприведенной литературе.
Заявляемое устройство, в отличие от прототипа, содержит релейный регулятор с зоной нечувствительности 7, на входе которого действует алгебраическая сумма трех сигналов - с задатчика 8, с датчика скорости 3 и датчика длины дуги 4, которые обеспечивают работу релейного регулятора 7 в скользящем режиме в момент зажигания дуги и его отключение в момент попадания сигнала х1 в зону нечувствительности регулятора 7.
Вся система обладает высоким быстродействием вследствие того, что выходной сигнал релейного регулятора, являющийся управляющим сигналом для электродвигателя 2, изменяется практически мгновенно, «скачком», и работает следующим образом.
В момент включения устройства на входе релейного регулятора 7 формируется сигнал M с выхода сумматора 9 (М=x0-x1-k1·х2, где x0, х1 и х2 - сигналы соответственно с задатчика 8, датчиков 3 и 4, действующие на входе сумматора 9), воздействующий на регулятор 7. Выходной сигнал регулятора 7 суммируется в устройстве 6 с сигналом U1=k2·(x0-x1)-k3·x2, формируемым в суммирующем устройстве 6, и воздействует на управляемый электродвигатель 2, который через механизм перемещения электрода 1 движет электрод к свариваемой детали 5. Коэффициент k1 настраивается в сумматоре 9 таким образом, чтобы в устройстве в момент начала горения дуги возникал скользящий режим движения. В результате механизм перемещения электрода 1 приближает электрод к детали 5, на так называемой «ползучей скорости», без перерегулирования, и останавливает его, когда сигнал М достигает значения зоны нечувствительности релейного регулятора 7. Релейный регулятор 7 отключается и на входе электродвигателя 2 через суммирующее устройство 6 теперь действует только сигнал U1, сформированный в процессе движения механизма перемещения электрода 1 к свариваемой детали 5. Этот сигнал обеспечивает сведение разности выходных сигналов с задатчика 8 и датчика измерения длины дуги 4 к нулю при действии «малых» возмущений (в зоне нечувствительности релейного регулятора 7). При изменении длины дуги за счет действия возмущений, превышающих зону нечувствительности релейного регулятора 7, последний своим выходным сигналом, воздействующим на электродвигатель 2, возвращает электрод (горелку) в исходное состояние максимально быстро, поскольку на входе электродвигателя скачком формируется предельно возможное входное воздействие. Далее цикл повторяется.
Предлагаемое устройство оказалось проще в технической реализации и настройке.
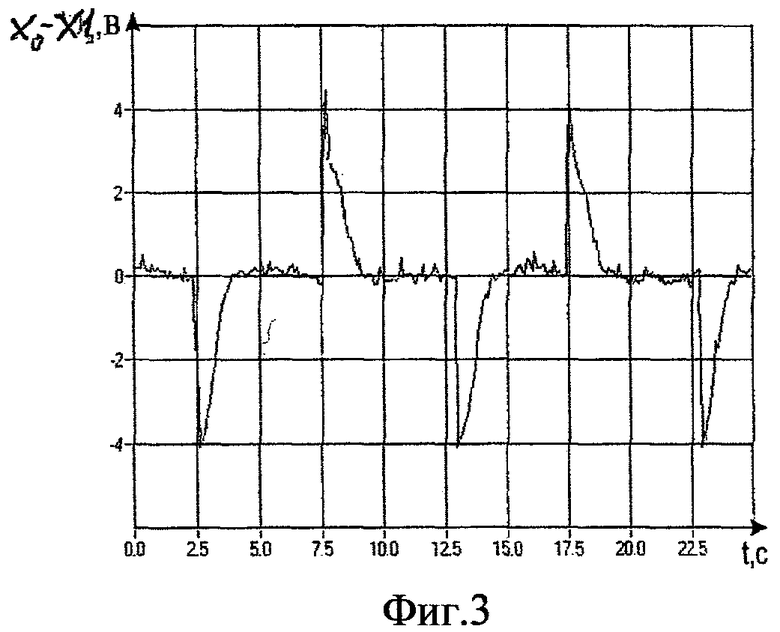
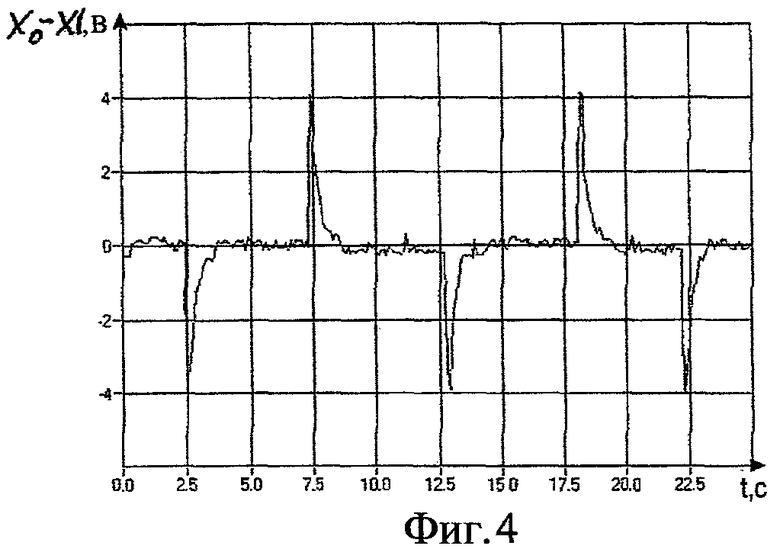
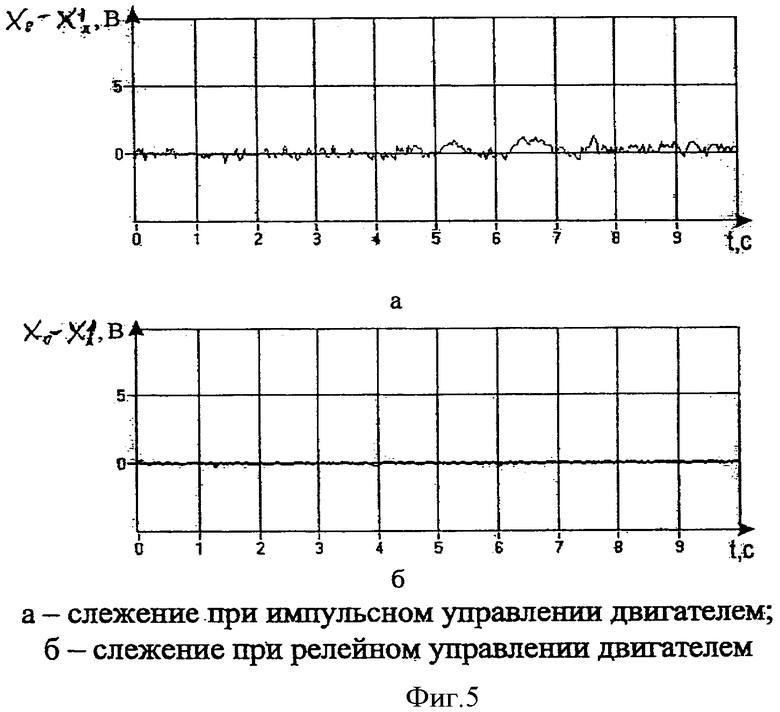
Устройство было изготовлено, испытано и исследовано на действующем оборудовании - Установке УСК-22М - на предприятии «Авиакор» (г.САМАРА, см. АКТ внедрения.). На фиг.3 и фиг.4 представлены осциллограммы переходных процессов в устройствах (соответственно существующего и предлагаемого) при прочих равных условиях при отработке возмущений одинаковой амплитуды. По оси абсцисс отложено время (масштаб 1/10), а по оси ординат - сигнал х1- с выхода датчика 4. Из осциллограмм видно, что время регулирования при использовании предложенного устройства значительно меньше (примерно на 1 сек). В установившемся режиме сварки точность стабилизации (удержания заданной длины дуги) значительно выше реально существующей системы (см. также осциллограммы на фиг.5). Последние осциллограммы сняты на скорости 3.5 мм/сек при сварке искривленных под углом 20° труб. В процессе испытаний срывов дуги не наблюдалось. Устройство находится в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор мощности дуговой электропечи | 1984 |
|
SU1264379A1 |
| Регулятор мощности дуговой электропечи | 1978 |
|
SU698174A1 |
| АДАПТИВНЫЙ РЕЛЕЙНЫЙ РЕГУЛЯТОР | 2005 |
|
RU2284561C1 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАМЕТРАМИ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2414048C1 |
| РЕГУЛЯТОР ПОЛОЖЕНИЯ ЭЛЕКТРОДА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ЭЛЕКТРОПЕЧИ | 2006 |
|
RU2334926C2 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Автоматический регулятор мощности дуговой электропечи | 1983 |
|
SU1103367A2 |
Изобретение относится к области автоматического управления технологическими процессами электрической сварки, а именно к устройству автоматического регулирования длины дуги при электросварке. Устройство содержит механизм перемещения электрода с встроенным в него управляемым электродвигателем, датчик (3) скорости электродвигателя, задатчик (8) длины дуги, сумматор (9), в котором первый и второй входы соединены с выходами датчика (4) длины дуги и задатчика (8), введены суммирующее устройство (6), второй - четвертый входы которого соединены соответственно с выходами задатчика (8), (4) длины дуги, датчика (3) скорости и третьим входом сумматора (9), релейный регулятор (7) с зоной нечувствительности, выход которого связан с первым входом суммирующего устройства (6), выход которого подключен ко входу электродвигателя. В результате достигается повышение быстродействия и упрощение устройства, повышение производительности труда. 5 ил.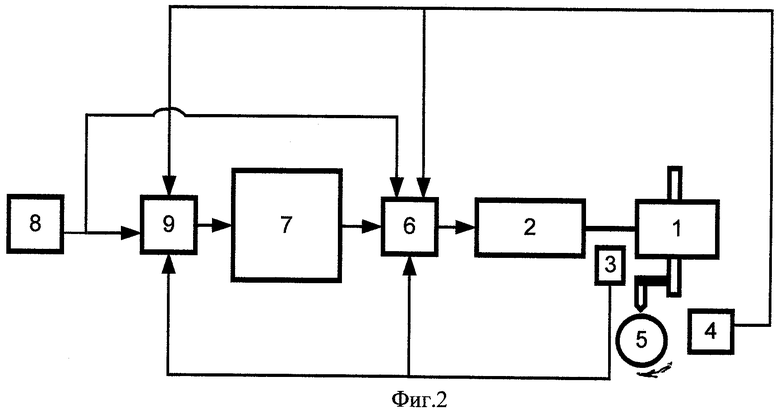
Устройство для автоматического регулирования длины дуги при электросварке, содержащее механизм перемещения электрода с встроенным в него управляемым электродвигателем, датчик скорости электродвигателя, задатчик и датчик длины дуги, сумматор, первый и второй входы которого соединены с выходами датчика длины дуги и задатчика, отличающееся тем, что в него введены суммирующее устройство, второй и третий входы которого соединены соответственно с выходами задатчика и датчика длины дуги, а четвертый вход связан с выходом датчика скорости и третьим входом сумматора, и релейный регулятор с зоной нечувствительности, вход которого подключен к выходу сумматора, а выход - к первому входу суммирующего устройства, выход которого соединен со входом электродвигателя.
| ЛЬВОВ Н.С | |||
| и др | |||
| Автоматика и автоматизация сварочных процессов, Учеб | |||
| пособие для вузов по специальности «Оборудование и технология сварочного производства» | |||
| - М.: Машиностроение, 1982, с.30-36 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2205730C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПЕРЕМЕННОГО ТОКА ПО ВЕЛИЧИНЕ НАПРЯЖЕНИЯ НА НЕЙ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1997 |
|
RU2113329C1 |
| JP 9271986 A, 21.10.1997 | |||
| 0 |
|
SU165501A1 | |
| JP 57081969 A, 22.05.1982 | |||
| US 4019016 A, 19.04.1977. | |||

