И ктбрутение относится к автомати- злпич сварочных процессов и может бьп ь ис11о: ьзовано при автоматической -поворотных изделий сложного ii;ioilinjiH.
Целью изобретения является повышение надежности работы устройства за счет исключения датчика углового положения сварочной ванны.
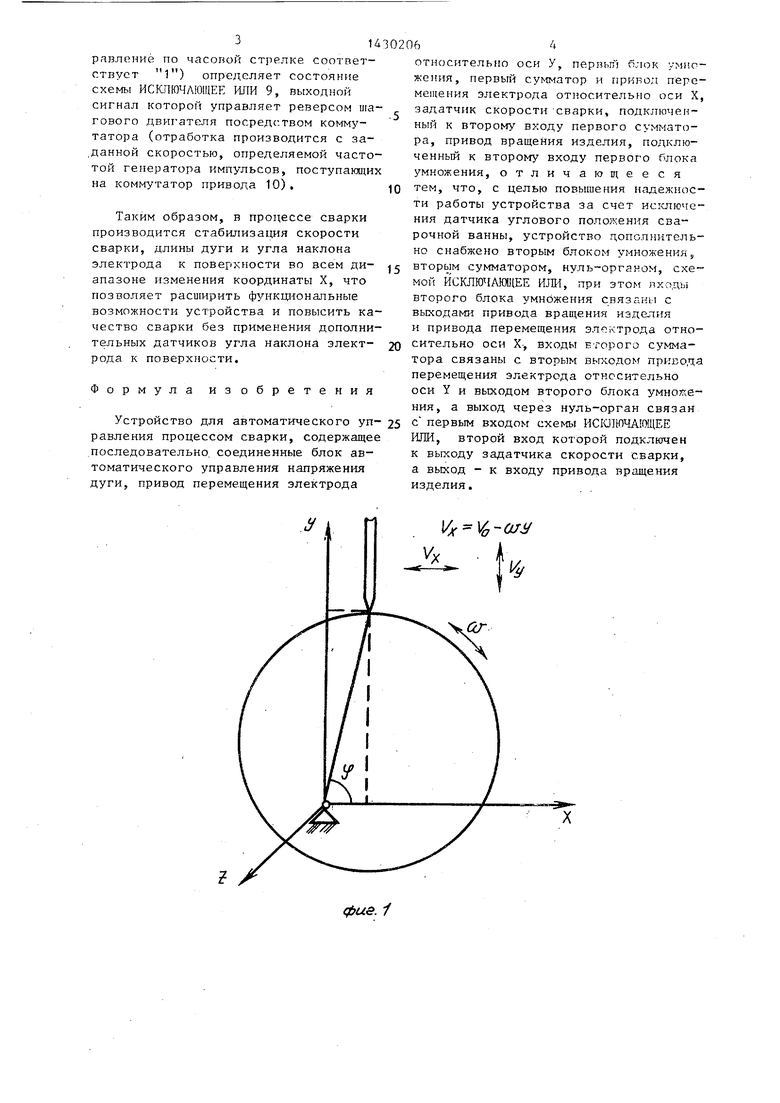
На фиг,1 дана схема взаимного перемещения электрода и изделия; на фиг ..2 - структурная блок-схема устройства .
Устройство содержит последователь- д чие сигнала
но соединенные блок 1 автоматического регулирования напряжения дуги (АРИД)5 привод 2 перемещения электрода относительно оси У, блок 3 умно
жения, сумматор А, привод 5 перемещения электрода относительно оси X, блок 6 ум}южения5 сумматор 7, нуль- орган 8, схему ИСКПЮЧАЩЕЕ ИЛИ 9, привод 10 вращения, выход которого Г1одключен к второму входу блока 3 умножения, задатчик 11 скорости сварки выход которого подключен к второму входу сумматора 4 и.второму входу схемы ИСКПЮЧАЩЕЕ ИЛИ 9. Второй вход блока 6 .умножения подключен к выходу ггривода 10 вращения, второй вход схем1,1 ИС1ШЮЧАЮ1ЦЕЕ ИЛИ 9 соедине с выходом задатчика 11 скорости сварки, второй вход сумматора 7 связан с вторым выходом привода 2 перемещения электрода.относительно оси У. Блок 1 АРНД выполнен в виде датчика и задатчика напряжения дуги, подключенных к входам дифференп,иального усилителя. Привод 2 содержит датчики перемещения и .скорости по оси У и имеет два соответствующих выхода. Привод 5 перемещения электрода относительно оси Х, следящий по скорости содержит датчик скорости и перемещения по оси Хо Привод 10 вращения .содержит датчик частоты вращения.
Устройство работает следующим образом.
В задатчике 11 скорости сварки устанавливают требуемые величину и нап равление скорости сварки V, после чего зажигают дугуо Система стабилизации длины дуги по напряжению, состоящая из блока 1 АРНД и привода 2 перемесцения электрода относительно оси У, осуществляет регулирование вертикального положения электрода относительно поверхности свариваемо
0
д чие сигнала
го изделия. Так как в исхолтном состоянии скорость вращения изделия и равна нулю, то электрод начинает движение со скоростью Vy Vg относительно изделия. В процессе движения электрода относительно оси X вследствие наличия кривизны профиля свариваемого изделия изменяются скорость вертикального перемещения электрода Уц и угол наклона электрода к поверхности. При угле наклона электрода к поверхности 90 при произвольной кри- йизне поверхности Vu -СОХ О, налиV -СОХ
О свидетельстг г
0
5
5
вует о том, что электрод идет в го, U. - глУ П - i
РУ, О - на спу-к - Знак перемещения электрода относительно контура определяет направления вращения О изделия. Пусть при обходе контура по часовой стрелке VP О, а положительное направление вращения С0 О - против часовой стрелки, знаку + соответствует сигнал 1, знаку - - сигнал О. При этом сигналы на входах и выходе схемхч ИСКЛЮЧАЮЩЕЕ РШИ 9 равны 1 при неравенстве входных сигналов и О при их равенстве.
Выходной сигнал схемьг ИСКЛЮЧАЮЩЕЕ 0 ИЛИ 9 поступает на вход управления реверсом коммутатора шагового двигателя привода 10 вращения. Привод 10 отрабатывает возмущение по углу наклона В процессе отработки приводом 10 возмущения по углу наклона электрода и приводом 2 - возмущения по длине дуги в блоке 3 умножения производится вычисление сигнала UY, который поступает на вход сумматора
4, где определяется величина (V - -coY), которая является величиной задания по скорости для привода 5 перемещения относительно оси X. В процессе отработки задания по скорости приводом 5 перемещения относительно оси X датчиком перемещения измеряется величина перемещения электрода по оси X, которая используется в блоке 6 умножения для вычисления составляющей скорости сзХ. Одновременно в сумматоре 7 вычисляется составляющая скорости вертикального перемещения электрода (V. -со Х), определяющая наличие отклонения электрода от нормали к поверхности. Выходной сигнал сумматора 7 поступает на вход нуль-органа 8, выходной сигнал котЬ- рого совместно с сигналом направления скорости сварки (положительное направление по часовой стрелке соответствует 1) определяет состояние схемы ИСКПЮЧЛЮЩЕЕ ИЛИ 9, выходной сигнал которой управляет реверсом шагового двит ателя посредством татора (отработка производится с за- .данной скоростью, определяемой частотой генератора импульсов, поступающих на коммутатор привода 10).
Таким образом, в процессе сварки производится стабилизация скорости сварки, длины дуги и угла наклона электрода к поверхности во всем диапазоне изменения координаты X, что позволяет расширить фупкщ ональные возможности устройства и повысить качество сварки без применения дополнительных датчиков угла наклона электрода к поверхности.
Формула изобретения
относительно оси У, перпьй блок уми.с- жения, первый суь1матор и привод перемещения электрода относительно оси X, задатчик скорости -сварки, подключенный к второму входу первого сумматора, привод вращения изделия, подключенный к второму входу первого блока умножения, отличающееся
тем, что, с целью повышения надежности работы устройства за счет исключения датчика углового положения сварочной ванны, устройство дополнительно снабжено вторым блоком умножения,
вторым сумматором, нуль-органом, схемой ЙСКЛЮЧАЩЕЕ ИЛИ, при этом лхпдь второго блока умножения связаны с выходами привода вращения изделия и привода перемещения элоктрода относительно оси Х-, входы нторого сумматора связаны с вторым выходом привода перемещения электрода относительно оси У и выходом второго блока умножения, а выход через нуль-орган связан
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Система управления сварочного робота | 1983 |
|
SU1134328A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |

Изобретение относится к машиностроению, а именно к .автоматизации сварочных процессов, и может быть использовано при сварке изделий сложного профиля. Устройство содержит привод поворота изделия, приводи перемещения электрода относительно осей X и У. Заданная скорость сварки отрабатывается взаимосвязанной работой приводов вращения изделия и перемещения зneкtpoдa относительно оси X. Привод перемещения электрода относительно оси У работает по сигналу автоматического регулятора напряжения дуги. Взаимосвязанная работа приводов, обеспечивающая горизонтальное положение сварочной ванны без использования датчика угла наклона, обеспечивается двумя блоками у 5ножения, двумя сумматорами, нуль-органом и схемой ИСКПЮ- ЧАЩЕЕ ИЛИ. 2 ил.§
Устройство для автоматического уп- 25с первым входом схемы ИСЮ1ЮЧАЮЩЕЕ
равления процессом сварки, содержащееИЛИ, второй вход которой подключен
последовательно, соединенные блок ав-к выходу задатчика скорости сварки,
тематического управления напряженияа выход - к входу привода вращения
дуги, привод перемещения электродаизделия.
фие. i
10
У
а/у
te-
Of
JL
X
Й/Х
| Устройство для автоматическойнаплавки сложных поверхностей | 1974 |
|
SU508352A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ГОРНЫХ ПОРОД | 1973 |
|
SU432290A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
