Область техники, к которой относится изобретение
Настоящее изобретение относится к аморфному сплаву и материалу с нанесенным на него покрытием из сплава и, более конкретно, к сплаву с стеклообразующей способностью и к металлическому материалу с нанесенным покрытием из сплава, обладающему высокой стойкостью к коррозии или высоким теплоотражением.
Уровень техники
Относящиеся к аморфным сплавам научные исследования последних лет были сосредоточены на попытках получения аморфных структур при малых скоростях охлаждения, т.е. так называемых объемных металлических стекол. До настоящего времени предлагали новые композиции сплавов, из которых образуются объемные металлические стекла, с использованием множества систем компонентов.
Inoue et al. из университета Тогоку, Япония, исследовали режущую кромку. Открытые с 1988 г. образующие объемные металлические стекла сплавы на основе Mg-La-(Ni,Cu), сплавы на основе лантанид-Al-переходный металл, сплавы на основе Zr-Al-переходный металл и сплавы на основе Pd-Cu-Ni-Р, раскрыты в публикации Akhisa Inoue и Akira Takeuchi, Materials Science and Engineering A, vol.375-377 (2004), стр.16-30.
За пределами Японии факт открытия образующих объемные металлические стекла сплавов на основе Hf-Cu-Ni-Al, сплавов на основе Ti-Ni-Cu и сплавов на основе Ca-Mg-Ag, указан у A.Revesez, J-L.Uriarte, D.Louzguine, A.Inoue, S.Surinach, M.D.Bsro, A.R.Yavari, Materials Science and Engineering A, v ol.375-377 (2004), стр.381-384; Tao Zhang, Akihisa Inoue, and Tsuyoshi Masumoto, Materials Science and Engineering A, vol.181/182 (1994), стр.1423-1426; и Oleg N. Senkov and L.Mike Scott, Materials Research Society Symposium Proceedings, v.806, morphous and Nanocrystalline Metals (2003), стр.145-150. Почти все полученные в настоящее время объемные металлические стекла относятся к одной из указанных выше систем компонентов.
Общими для всех этих сплавов особенностями является то, что элемент, присутствующий в наиболее высокой концентрации из всех образующих сплав элементов, имеет наибольший атомный радиус, элемент, присутствующий в следующей по величине концентрации, имеет наименьший атомный радиус, а остальные составляющие представлены элементами, имеющими промежуточные атомные радиусы, т.е. существует взаимозависимость между атомными радиусами и концентрациями составляющих сплав элементов.
Взаимозависимость между атомными радиусами и концентрациями составляющих сплав элементов раскрыта в патенте США №6623566, как правило, для отбора элементов со стеклообразующей способностью.
Иными словами, предложенные аморфные сплавы являются сплавами, для которых применяют известное открытие об использовании атомов, имеющих гигантские атомные радиусы (гигантских атомов), с целью увеличения разницы в атомных радиусах между составляющими сплавы элементами и, таким образом, улучшения стеклообразующей способности. Типичными примерами гигантских атомов являются атомы лантанидов, Са и т.д.
Объемные металлические стекла, которые не соответствуют названной взаимозависимости атомных радиусов и концентраций составляющих сплав элементов, были обнаружены для сплавов на основе Fe-B-Si-Nb, сплавов на основе Ni-Cr-P-B, сплавов на основе (Со,Cr,Ni)-(Mo,Nb)-(B,Р) и т.д.
Однако в этих сплавах использованы металлоидные элементы, такие как В, Si и Р. Будучи металлоидно-металлическими сплавами, они могут классифицироваться как сплавы, отличные от металло-металлических сплавов.
В настоящее время сплавы, в которых для получения объемных металлических стекол используют высокую стеклообразующую способность металлоидных элементов В, Si или Р, ограничены сплавами на основе элементов группы железа: Fe, Со и Ni.
Далее, с другой стороны, как исключение из правила выбора элементов, раскрытых в патенте США №6623566, в японской патентной публикации (А) №2002-256401 раскрыты аморфные сплавы на основе Cu. Cu, которая имеет относительно небольшой атомный радиус (0,12780 нм) среди группы металлических элементов, имеющих малые атомные радиусы, сильно отличается по своему атомному радиусу от других элементов и облегчает составление сплава со стеклообразующей способностью.
Таким образом, можно говорить о том, что Сu является элементом, относительно легко образующим объемные металлические стекла. Однако до настоящего времени объемные металлические стекла на основе Сu, как это описано в японской патентной публикации (А) №2002-256401, являются системами компонентов, в которых использованы Zr, Hf или другие дорогостоящие элементы. Было бы желательно иметь аморфные системы компонентов, в которых бы использовались менее дорогие составляющие сплав элементы.
Судя по известным к настоящему времени комбинациям элементов аморфных сплавов, элементы, при использовании которых в качестве базовых элементов особенно трудно получать объемные металлические стекла, являются металлическими элементами, которые принадлежат к группе элементов с малыми атомными радиусами и имеют относительно большие атомные радиусы в самой группе элементов с малыми атомными радиусами. Такого рода элементам соответствуют Al и Zn.
Что касается сплавов на основе Al, у М. Gogebakan, Journal of Light Metals, vol.2 (2002), стр.271-275 и Limin Wang, Liqun Ma, Hisamichi Kimura, Akihisa Inoue, Materials Letters, vol.52 (2002), стр.47-52 в качестве аморфных сплавов описаны сплавы на основе Al-Y-Ni, сплавы на основе Al-Zr-(Fe,Co,Ni)- и т.д.
Однако эти сплавы не отличаются высокой стеклообразующей способностью. Объемные металлические стекла получить все еще не удалось. Что же касается сплавов на основе Zn, сообщения об аморфных сплавах до сих пор были редкими.
Оба элемента, Al и Zn, обладают большими атомными радиусами в группе элементов с малыми атомными радиусами и, кроме того, они имеют по сравнению с другими металлами относительно низкие точки плавления.
Существует традиционное представление о том, что «в композиции вблизи эвтектической точки с глубоким перепадом температур стеклообразующая способность повышается». Если точка плавления базового элемента низка, в композиции с высокой концентрацией низкоплавкого элемента образование глубокой эвтектической точки затруднено.
В действительности, в композициях с высокими концентрациями Al или Zn почти отсутствуют эвтектические композиции с глубокими перепадами. Это также является и причиной трудности улучшения стеклообразующей способности в сплавах на основе Al и в сплавах на основе Zn.
Например, в японской патентной публикации (А) №5-70877 раскрыт высокопрочный, обладающий высокой ударной вязкостью материал сплава на основе алюминия и способ его получения, но раскрытый в этом патентном документе алюминиевый сплав обладает низкой стеклообразующей способностью. Даже при использовании для литья под высоким давлением медной литейной формы аморфная фаза может быть получена лишь на части поверхностного слоя.
Иными словами, о раскрытом в указанном выше патентном документе алюминиевом сплаве нельзя говорить как об объемном металлическом стекле.
В японской патентной публикации (А) №7-113101 раскрыт способ получения экструдированного материала из аморфного порошка сплава на основе Al, получаемого механическим проглаживанием. При использовании этого способа в процессе горячего экструдирования рабочая температура в конце процесса превышает температуру кристаллизации, вследствие чего для производства объемного металлического стекла на основе Al этот способ применен быть не может.
В японской патентной публикации (А) №7-216407 раскрыт способ, в котором применен метод с использованием газораспылителя с целью производства аморфного порошка сплава на основе А1, включающего аморфную фазу, которым затем заполняют форму и поднимают температуру до значения температуры кристаллизации, получая в результате этого пластично обработанный мелкокристаллический материал.
Однако, если попытаться усовершенствовать этот способ и получать объемное металлическое стекло при подъеме температуры до температуры кристаллизации или ниже, то трудно предположить, что заполняющие форму частицы порошка могут слипнуться и соединиться одна с другой при температуре кристаллизации или ниже.
До настоящего времени получить этим путем высокую стеклообразующую способность для сплавов на основе Al было невозможно, вследствие чего аморфные сплавы на основе Al могли получать только в виде порошков или частей поверхностного слоя отливок.
В части аморфных сплавов на основе Zn, в японской патентной публикации (А) №2005-126795 раскрыт способ получения аморфной покровной пленки на основе Zn при использовании газопламенного напыления.
В этом способе использован сплав на основе Zn, содержащий от 2 до 5 вес.% Mg, который быстро охлаждают со скоростью 105°С/сек или быстрее, получая в результате аморфную покровную пленку на основе Zn.
Этот способ является изобретением, которое компенсирует низкий уровень стеклообразующей способности сплава на основе Zn, получаемого способом высокоскоростного охлаждения, называемым «газопламенным напылением».
Способ газопламенного напыления используют для образования локальных покровных пленок или образования покровных пленок малых объектов, но производительность этого способа невелика, из-за чего такой способ производства не походит для массового производства или производства объемных деталей.
В японской патентной публикации (А) №2005-60805 раскрыты аморфные сплавы, состоящие из сплавов на основе Fe, сплавов на основе Со и сплавов на основе Ni, включающих в качестве селективно добавляемого элемента Zn в количестве до 20 ат.%.
Указанный аморфный сплав является пленкообразным сплавным материалом, включающим аморфную фазу, который получают путем высокоскоростного соударения с какой-либо подложкой частиц аморфного сплава, имеющего объемную фракцию аморфного сплава, используемых в качестве какого-либо материала, следует выдерживать в пределах не выше 20 ат.%.
Далее в японской патентной публикации (А) №2006-2252 в качестве аморфного сплава на основе магния раскрыт сплав, содержащий Zn до 30 ат.%. В японской патентной публикации (А) №2004-149914 раскрыт сплав, состоящий из объемного металлического стекла на основе Zr/Hf и т.д. и включающий Zn в качестве селективного элемента в количестве от 5 до 15 ат.%.
Однако все эти аморфные сплавы имеют низкую концентрацию Zn. До сих пор не существовало объемного металлического стекла, о котором можно было говорить, что оно является стеклом на основе Zn.
В настоящее время проблемой производства объемных металлических стекол на основе Al и аморфных сплавов на основе Zn является отсутствие способа составления композиции сплава с стеклообразующей способностью при использовании в качестве основы Al и/или Zn.
В случае получения композиции сплава с стеклообразующей способностью можно будет получить объемное металлическое стекло в аморфном сплаве на основе Al, получение которого ранее было невозможно, а использование аморфных сплавов приведет к дальнейшему прогрессу.
Наконец, если могут быть получены никогда ранее не получаемые аморфные сплавы на основе Zn, можно рассчитывать не только на их применение при нанесении покрытий методом горячего погружения, но также и на широкий ряд новых применений.
Раскрытие изобретения
Целями настоящего изобретения является создание композиции сплава с стеклообразующей способностью на основе металлического элемента, имеющего малый атомный радиус, из которого, как традиционно полагали ранее, трудно получить аморфный сплав, и создание металлического материала с нанесенным на него покрытием из сплава, с использованием для этого указанной композиции сплава, в результате чего образуется слой аморфного покрытия.
Авторы изобретения установили, что, классифицируя элементы по их атомному радиусу на три группы элементов, подбирая из этих групп элементов комбинацию, дающую отрицательную энтальпию образования жидкости из элементов и образуя сплав никогда ранее не предлагаемого состава, можно получить повышенную стеклообразующую способность.
Авторы изобретения установили, что существуют комбинации специфических элементов, способные повышать стеклообразующую способность, и пределы составов этих комбинаций в системах компонентов на их основе, выраженные в вес. %, причем металлические элементы имеют небольшие атомные радиусы, хотя ранее обычно считали, что из этих элементов трудно получить аморфный сплав.
Настоящее изобретение было выполнено на основе указанного выше исследования, и суть его состоит в следующем:
изобретатели подбирали содержание используемого в качестве основы металлического элемента в мас.%, но, т.к. составы аморфных сплавов обычно выражают в ат.%, то составы аморфных сплавов настоящего изобретения также выражены в ат.%. Таким образом, базовый металлический элемент, выраженный в мас.%, не обязательно является основой даже в ат.%.
(1) Сплав с стеклообразующей способностью, образуемый подборкой по меньшей мере одного элемента для каждой группы элементов А с атомным радиусом менее 0,145 нм, группы элементов В с атомным радиусом от 0,145 нм до менее чем 0,17 нм и группы элементов С с атомным радиусом 0,17 нм или более,
который отличается тем, что
общее содержание элементов, относящихся к группе элементов А, составляет от 20 до 85 ат.%, общее содержание элементов, относящихся к группе элементов В, составляет от 10 до 79,7 ат.% и общее содержание элементов, относящихся к группе элементов С, составляет от 0,3 до 15 ат.%,
при обозначении элементов с наибольшими содержаниями в группе элементов А, группе элементов В и группе элементов С как, соответственно, «элемент а», «элемент b» и «элемент с» доля элемента а в группе элементов А составляет 70 ат.% или более, доля элемента b в группе элементов В составляет 70 ат.% или более и доля элемента с в группе элементов С составляет 70 ат.% или более, и
энтальпия образования жидкости между любыми двумя элементами, выбираемыми из элемента а, элемента b и элемента с, является отрицательной.
(2) Сплав с стеклообразующей способностью, как он определен в (1), отличающийся тем, что указанным элементом а является Zn.
(3) Сплав с стеклообразующей способностью, как он определен в (1), отличающийся тем, что указанным элементом а является Zn или Al, указанным элементом b является Mg и указанным элементом с является Са.
(4) Сплав с стеклообразующей способностью, как он определен в (3), отличающийся тем, что содержание указанного Zn или Al (элемент а) составляет от более чем 30 до 85 ат.%, Mg (элемент b) от 10 до менее чем 69,7 ат.% и Са (элемент с) от 0,3 до 15 ат.%.
(5) Сплав с стеклообразующей способностью, как он определен в (3), отличающийся тем, что содержание указанного Zn или Al (элемент а) составляет от 40 до 64,7 ат.%, Mg (элемент b) от более чем 35 до 59,7 ат.% и Са (элемент с) от 0,3 до 15 ат.%.
(6) Сплав с стеклообразующей способностью, как он определен в (3), отличающийся тем, что содержание указанного Zn или Al (элемент а) составляет от 40 до 85 ат.%, Mg (элемент b) от 10 до 55 ат.% и С а (элемент с) от 2 до 15 ат.%.
(7) Сплав с стеклообразующей способностью, как определен в (3), отличающийся тем, что содержание указанного Zn или Al (элемент а) составляет от 40 до 70 ат.%, Mg (элемент b) от 20 до 55 ат.% и Са (элемент с) от 2 до 15 ат.%.
(8) Сплав с стеклообразующей способностью, как он определен в (3), отличающийся тем, что содержание указанного Zn или Al (элемент а) составляет от 40 до менее чем 63 ат. %, Mg (элемент b) от более чем 35 до 55 ат. % и Са (элемент с) от 2 до 15 ат. %.
(9) Сплав с стеклообразующей способностью, как он определен в любом из (1)-(8), отличающийся тем, что указанным элементом а является Zn, а элементом а' со вторым по наибольшему содержанию после Zn (элемента а) является Al.
(10) Сплав с стеклообразующей способностью, как определен в (9), отличающийся тем, что содержание указанного Zn (элемент а) и Al (элемент а') составляет суммарно от 20 до 30 ат.%, Mg (элемент b) от 67,5 до 79,7 ат.% и Са (элемент с) от 0,3 до 2,5 ат.%.
(11) Сплав с высокой стеклообразующей способностью, как он определен в любом из (1)-(10), отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
(12) Сплав с стеклообразующей способностью, как определен в любом из (1)-(11), отличающийся тем, что указанным сплавом является сплав, предназначенный для нанесения покрытия.
(13) Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, как он определен в (12), причем этот металлический материал с нанесенным на него покрытием из сплава отличается тем, что в указанном слое покрытия объемную фракцию 5% или более занимает аморфная фаза.
(14) Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, как он определен в (12), причем этот металлический материал с нанесенным на него покрытием из сплава отличается тем, что в указанном слое покрытия объемную фракцию 50% или более занимает аморфная фаза.
(15) Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, как он определен в (12), причем этот металлический материал с нанесенным на него покрытием из сплава отличается тем, что поверхностный слой указанного слоя покрытия состоит из аморфной монофазы.
При приготовлении сплава с помощью композиции настоящего изобретения (сплава изобретения) можно получать объемное металлическое стекло или аморфный сплав в какой-либо сплавной системе, из которой ранее невозможно было получить объемную аморфную или аморфную структуру.
До настоящего времени, даже если удавалось получить аморфную структуру с использованием сплава с стеклообразующей способностью, эта структура ограничивалась порошком, тонкой полоской или какой-либо другой подобного рода формой. Объемное металлическое стекло получить не удавалось. Согласно настоящему изобретению может быть получен сплав с стеклообразующей способностью.
Например, становится возможным производить объемное металлическое стекло методом литья под высоким давлением с использованием металлической литейной формы, характеризующейся производительностью и позволяющей производить объемный фасонный сплав.
Кроме того, согласно настоящему изобретению, становится возможным производить аморфный сплав даже в системе компонентов, из которой, как считалось ранее, получение объемной структуры затруднено.
Краткое описание чертежей
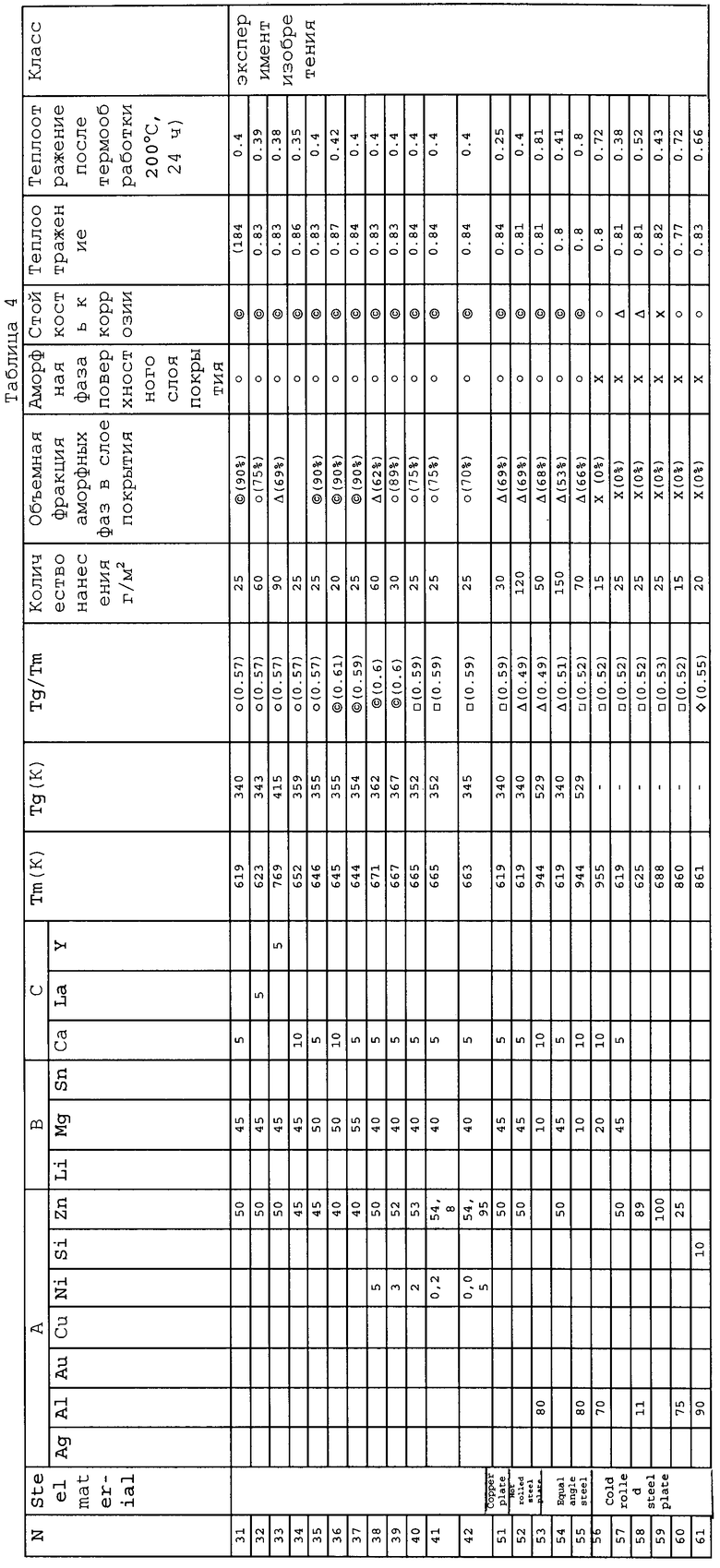
Фиг.1 - рентгенограмма охлажденного в печи Zn-сплава с 45 ат.% Mg и 5 ат.% Са;
фиг.2 - рентгенограмма образца тонкой полосы Zn-сплава с 45 ат.% Mg и 5 ат.% Са, полученной методом однократной прокатки;
фиг.3 - рентгенограмма образца тонкой полосы Zn-сплава с 50 ат.% Mg и 5 ат.% Са, полученной методом прокатки за один проход;
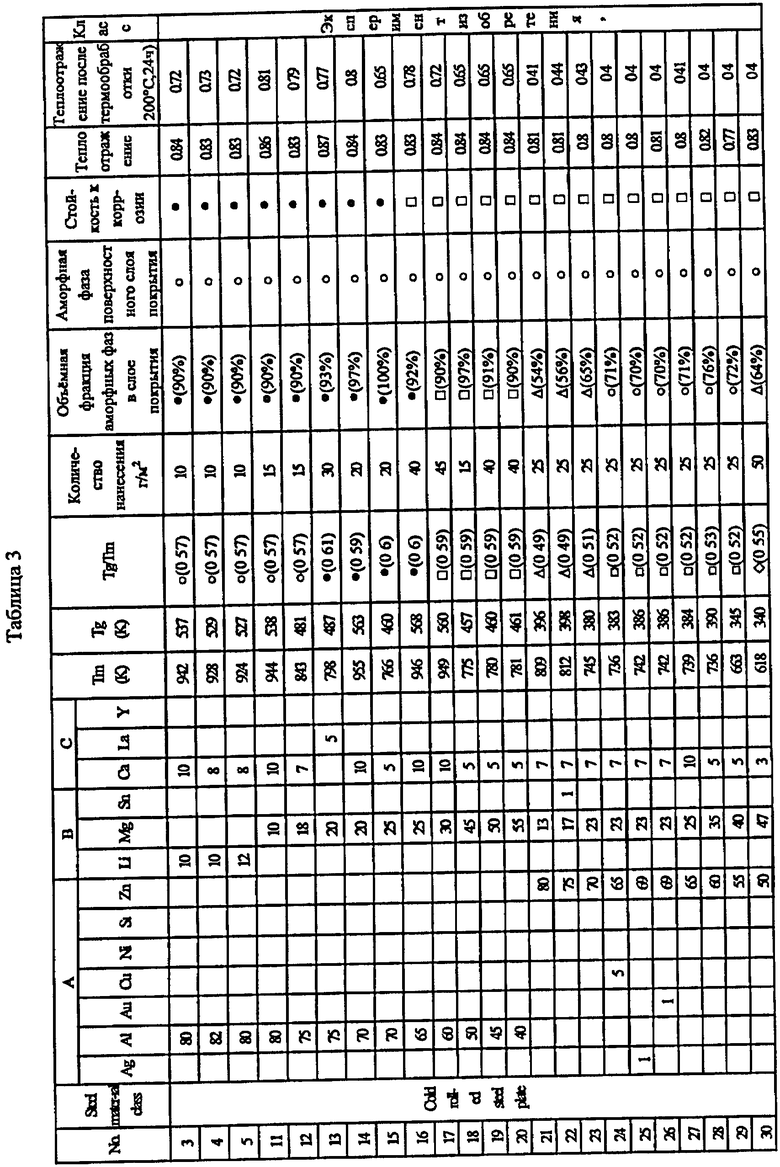
фиг.4 - рентгенограмма поверхностных слоев покрытия стальной плиты из стали с покрытием №35 из таблицы 2;
фиг.5 - рентгенограмма поверхностных слоев покрытия стальной плиты с покрытиями №62-65 из таблицы 6;
фиг.6 - рентгенограмма сплавов №(1)-(10) из таблицы 74;
фиг.7 - рентгенограмма сплава №(11) из таблицы 8.
Осуществление изобретения
С целью получения аморфного сплава на основе (в мас.%) металлического элемента, имеющего малый атомный радиус, авторы изобретения произвели переоценку известных данных с тем, чтобы найти составы сплавов со способностью к образованию аморфности и изучили различные комбинации металлических элементов.
В итоге авторы изобретения независимым образом пришли к подборке составляющих сплав элементов и к правилу, согласно которому композиции связаны с составами сплавов, обладающих стеклообразующей способностью.
При обсуждении стеклообразующей способности, как правило, принимают во внимание атомные радиусы составляющих сплав элементов и энтальпию образования жидкости для комбинаций элементов.
В настоящем изобретении в качестве атомных радиусов использованы значения, приведенные в патенте США №6623566, а в качестве энтальпий образования жидкости значения, приведенные в CALPHAD, vol.1, №4, стр.341-359 (1977), Pergamon Press (Appendix: стр.353-359). Для лантанидных элементов, не приведенных в указанном приложении (от Се до Lu), значения для La, Y и Sc приведены в Appendix (стр.358).
Энтальпия образования жидкости означает энергию системы при образовании жидкости и поэтому отрицательный знак и большое абсолютное значение означает низкую энергию системы при образовании жидкости и устойчивость жидкого состояния. Иными словами, когда сплав характеризуется отрицательной и большой по абсолютному значению энтальпией образования жидкости, это означает, что даже в случае падения температуры жидкое состояние будет устойчивым.
Аморфное состояние представляет собой структуру, получаемую при замораживании атомной структуры жидкости. Сплав с отрицательной и большой по абсолютному значению энтальпией находится в устойчивом жидком состоянии при снижении температуры до определенного значения и, таким образом, является сплавом с стеклообразующей способностью.
В результате этого энтальпия образования жидкости удобна для оценки стеклообразующей способности, но экспериментальные данные, касающиеся энтальпии образования жидкости, ограничены. Проблема также заключается в том, что каждый экспериментатор пользуется своим собственным методом измерения, температурой измерения и оценкой погрешности.
С другой стороны, энтальпия образования жидкости была теоретически рассчитана группой Miedema для большинства комбинаций двойных сплавов периодической таблицы (CALPHAD, vol.1, №4, стр.341-359 (см. 1977), Pergamon Press). При использовании этих рассчитанных значений в качестве базы данных можно получать энтальпии образования жидкости, оцениваемые с той же точностью для большого числа систем сплавов. В настоящем изобретении также использованы эти значения.
Далее подробно описаны общее для настоящего изобретения правило и характерные особенности сплавов с стеклообразующей способностью, приготовленных согласно этому правилу.
Заметим, что стеклообразующая способность отдельных сплавных композиций иногда дискуссионна, но стеклообразующую способность сплавов легко подтвердить с помощью дифференциального сканирующего калориметра (DSC).
Чтобы подтвердить стеклообразующую способность сплава, для приготовления аморфного сплава может быть применен метод однократной прокатки и может быть измерено отношение Tg/Tm (Tg - температура стеклования сплава (в градусах K) и Tm - температура плавления сплава (K).
Чем больше отношение Tg/Tm (отношение абсолютных температур), тем выше стеклообразующая способность. Если отношение Tg/Tm равно 0,56 или более, для изготовления объемного металлического стекла может быть использовано литье под высоким давлением с применением медной литейной формы.
При получении аморфного сплава для повышения стеклообразующей способности разница в атомных радиусах составляющих сплав элементов способствует повышению энергии напряжения в сплаве и затрудняет движение атомов в жидкости. По этой причине смешение трех или более типов элементов с большой разницей в атомных радиусах представляет собой распространенную практику. Настоящее изобретение также использует эту практику.
Элементы классифицируют на группу элементов А с атомными радиусами менее 0,145 нм (малый атомный радиус), группу элементов В с атомными радиусами от 0,145 до менее чем 0,17 нм (средний атомный радиус) и группу элементов С с атомными радиусами 0,17 нм или более (большой атомный радиус).
Целью настоящего изобретения является разработка способа составления композиции сплава со стеклообразующей способностью на основе атома с низкой стеклообразующей способностью и с малым атомным радиусом.
В качестве атома с малым атомным радиусом, который было бы желательно использовать как основу, прежде всего выбирают элементы, имеющие атомный радиус менее 0,145 нм и определяемыми в настоящем изобретении как элементы с малым атомным радиусом. Группа элементов с малыми атомными радиусами составляет «группу элементов А».
Кроме Be группа элементов А включает элементы групп V-XI периодов IV, V и VI, Al, Zn, Ga или другие металлические элементы, В, С, Si, Р и элементы групп IV-XVI периода IV.
Авторами изобретения были изучены составы сплавов на основе элементов группы А, имеющих высокую стеклообразующую способность, в результате чего было установлено, что выбирая пограничное значение атомных радиусов между группой элементов В со средними атомными радиусами и группой элементов С с большими атомными радиусами, равным 0,17 нм, и объединяя с элементами группы элементов А элементы группы элементов В и элементы группы элементов С, можно получить композицию сплава с высокой стеклообразующей способностью.
По этой причине пограничное значение для разграничения группы элементов В и группы элементов С по атомному радиусу было выбрано равным 0,17 нм.
Заметим, что, как раскрыто в патенте США №6623566, от In (0,1659) до Yb (0,17 нм) атомный радиус меняется в большей степени, чем между другими элементами. Исходя, в частности, из этого, изобретатели посчитали, что разграничение групп элементов при 0,17 нм должно быть оптимальным.
В результате такой классификации группа элементов В включает в себя Li, Mg, Sc, группу элементов IV, Pr, Nd, Pm и Tm из лантанидных элементов, группы XII-XVI элементов V периода, Bi и Ро.
Группа элементов С включает в себя Na, K, Rb, Cs, Са, Sr, Ва, Y, La, Се и другие лантанидные элементы, не входящие в группу элементов В, Тl и Рb.
Элементы, относящиеся к группе элементов А, определены как «элементы группы А» и, аналогичным образом, элементы, относящиеся к группе элементов В и к группе элементов С определены как «элементы группы В» и «элементы группы С». В сплаве настоящего изобретения для образования сплава выбирают из каждой группы элементов А, группы элементов В и группы элементов С по одному или более элементов.
Традиционным правилом при выборе элементов является составление композиции из компонентов с использованием в качестве основы составляющих сплав элементов группы элементов, имеющих наибольшие атомные радиусы. В противоположность этому, правило выбора элементов в настоящем изобретении отличается тем, что для получения объемного металлического стекла это правило позволяет составлять композицию из компонентов на основе (в мас.%) группы элементов, имеющих наименьшие атомные радиусы.
Как уже говорилось выше, изобретатели подбирали содержание используемого в качестве основы металлического элемента в мас.%, но состав аморфного сплава обычно выражали в ат.%. Поэтому ниже состав аморфного сплава будет выражаться в ат.%.
Для того, чтобы надежно обеспечить высокую стеклообразующую способность, приготовляют базовый состав аморфного сплава настоящего изобретения (сплава изобретения) с суммарным содержанием элементов группы А от 20 до 85 ат.%, суммарным содержанием элементов группы В от 10 до 79,7 ат.% и суммарным содержанием элементов группы С от 0,3 до 15 ат.%.
Элементы группы А являются металлическими элементами, образующими основу (в мас.%). Если использовать ат.%, их требуется 20 ат.% или более. Однако, если их больше 85 ат.%, стеклообразующая способность сплава заметно падает, вследствие чего устанавливается верхний предел, равный 85 ат.%.
Содержание (суммарное) элементов группы В и содержание (суммарное) элементов группы С для обеспечения требуемой стеклообразующей способности выбирают в пределах от 10 до 79,7 ат.% и от 0,3 до 15 ат.% по отношению к содержанию (суммарному) элементов группы А.
Иными словами, если либо содержание элементов группы А, либо содержание элементов группы В, либо содержание элементов группы С окажется вне пределов указанного состава, баланс содержания элементов между группами будет утрачен и стеклообразующая способность снизится.
При этом, если обозначить элементы с наибольшим содержанием среди элементов группы А, элементов группы В и элементов группы С (главных элементов) как «элемент а», «элемент b» и «элемент с», отношение содержания элемента а к суммарному содержанию элементов группы А, отношение содержания элемента b к суммарному содержанию элементов группы В и отношение содержания элемента с к суммарному содержанию элементов группы С во всех случаях делают равными 70 ат. % или более.
Если доля элемента а, элемента b и/или элемента с в группе элементов становится меньше 70 ат. %, нельзя будет пренебрегать влиянием не являющихся главными элементов в группе элементов на стеклообразующую способность.
Например, если доля элементов, не являющихся главными в группе элементов, становится равной 30 ат.% или более, легко происходит осаждение индивидуальных металлических компонентов или осаждение вновь образующихся интерметаллических соединений. Если происходит такое осаждение, стеклообразующая способность сплава ухудшается.
С точки зрения обеспечения устойчивой стеклообразующей способности, предпочтительно, чтобы доли элемента а, элемента b и элемента с в соответствующих группах элементов составляли 85 ат.% или выше и, более предпочтительно, 90 ат.% или выше.
При этом во всех комбинациях двух элементов, выбираемых из элемента а, элемента b и элемента c, энтальпия образования жидкости должна быть отрицательной. Если хотя бы одна из комбинаций элемента a, элемента b и элемента с из всех комбинаций элементов является комбинацией с положительной энтальпией образования жидкости, стеклообразующая способность ухудшится.
Аморфный сплав можно получать путем выбора в настоящем изобретении Zn или Al в качестве элемента а и выбора элемента b и элемента с из указанной выше группы элементов В и группы элементов С.
С точки зрения повышения стойкости к коррозии сплава при сохранении стеклообразующей способности предпочтителен выбор в качестве элемента b и элемента с Mg и Са, но содержания Mg и Са должны несколько отличаться в зависимости от содержания Zn или Al (элемента а) в пределах от 10 до 79,7 ат. % и в пределах от 0,3 до 15 ат.%.
Отметим, что если даже элемент а является основой по мас.%, содержание Mg иногда превышает содержание элемента а по ат.%.
Zn или Al (элемент а) преимущественно содержится в количестве сверх 30 ат.% с целью обеспечения устойчивой стеклообразующей способности. Если количество Zn или Al (элемент a) составляет от более чем 30 до 85 ат.%, количество Mg (элемента b) преимущественно составляет от менее чем 10 до 69,7 ат.% и Са (элемента с) преимущественно от 0,3 до 15 ат.%.
Количество Zn или Al (элемента а) составляет, более предпочтительно, от 40 до менее чем 64,7 ат.%, но в данном случае количество Mg (элемента b) составляет от более чем 35 до 59,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%.
Са оказывает относительно большое влияние на стеклообразующую способность, вследствие чего Са (элемент с) берут преимущественно в количестве от 2 до 15 ат.%.
При выборе количества Са (элемента с) от 2 до 15 ат.% количество Zn или Al (элемента а) составляет преимущественно от 40 до 85 ат.% и Mg (элемента b) преимущественно от 10 до 55 ат.%.
При выборе количества Са (элемента с) от 2 до 15 ат.% количество Zn или Al (элемента а) составляет, более предпочтительно, от 40 до 70 ат.%, но в данном случае количество Mg (элемента b) составляет преимущественно от 20 до 55 ат.%.
При выборе количества Са (элемента с) от 2 до 15 ат.% количество Zn или Al (элемента а) составляет, более предпочтительно, от 40 до менее чем 63 ат.%. В данном случае количество Mg (элемента b) составляет от более чем 35 до 55 ат.%.
Даже если выбрать Zn в качестве элемента а и Al в качестве элемента а' следующего после Zn (элемента а) по содержанию, повышенная стеклообразующая способность может быть обеспечена.
Zn и Al относительно близки между собой в отношении точки плавления и атомного радиуса, благодаря чему с Zn и Al в сплаве изобретения можно оперировать совместно.
Кроме того, Zn и Al совершенно не образуют на диаграмме равновесия для элементов Zn и Al высокоплавкого интерметаллического соединения. Благодаря этому при плавлении сплава не происходит повышения точки плавления и не образуется никакого покрывающего поверхность расплавленного металла вещества типа окалины.
Кроме того, в случае сплава, имеющего в своей основе Zn, добавление небольшого количества Al понижает точку плавления самого сплава. Если только не производить мгновенное охлаждение сплава до температуры стеклования, то для сплава, предназначенного для образования аморфной фазы, снижение точки плавления будет предпочтительным с точки зрения повышения стеклообразующей способности.
Однако, как следует из диаграммы равновесия Al-Zn, существует оптимальное значения количества добавленного Al. Доля Zn в суммарном количестве Zn и Al составляет преимущественно 70% или больше и, более предпочтительно, 80% или больше.
В этом случае предпочтительно выбирать суммарное количество Zn (элемента а) и Al (элемента а') равным от 30 до 85 ат.%, количество Mg от 10 до менее чем 69,7 ат. % и количество Са от 0,3 до 15 ат.%.
Более предпочтительно суммарное количество Zn (элемента а) и Al (элемента а') составляет от 40 до менее чем 64,7 ат.%, но в этом случае количество Mg делают равным от более чем 35 до 59,7 ат.% при количестве Са от 0,3 до 15 ат.%.
Са обладает относительно высокой стеклообразующей способностью и поэтому предпочтительно количество Са (элемента с) составляет от 2 до 15 ат.%.
При содержании Са (элемента с) от 2 до 15 ат.% предпочтительно суммарное количество Zn (элемента а) и Al (элемента а') составляет от 40 до менее чем 85 ат.%, а количество Mg (элемента b) составляет предпочтительно от 10 до 55 ат.%.
При содержании Са (элемента с) от 2 до 15 ат.% более предпочтительно суммарное количество Zn (элемента а) и Al (элемента а') составляет от 40 до менее чем 70 ат.%. В этом случае предпочтительно количество Mg (элемента b) составляет от 20 до 55 ат.%.
При содержании Са (элемента с) от 2 до 15 ат.% более предпочтительно суммарное количество Zn (элемента а) и Al (элемента а') составляет от 40 до менее чем 63 ат.%. В этом случае предпочтительно, чтобы количество Mg (элемента b) составляло от 35 до 55 ат.%.
Наконец, предпочтителен выбор суммарного количества Zn (элемента а) и Al (элемента а') от 20 до 30 ат.%, количества Mg от 67,5 до 79,7 ат.% и Са от 0,3 до 2,5 ат.%.
Ниже объясняется причина выбора низкой концентрации Са в пределах указанного выше состава.
Причина того, почему стеклообразующая способность возрастает в составах настоящего изобретения не всегда ясна, но авторы изобретения установили, что в пределах состава настоящего изобретения легко образуется устойчивое трехкомпонентное интерметаллическое соединение, состоящее из элемента а, элемента b и элемента с.
Из практики известно, что, когда между образующими сплав элементами образуется устойчивое интерметаллическое соединение и обусловленное образованием интерметаллического соединения изменение энтальпии велико, стеклообразующая способность повышается.
Отсюда становится совершенно понятно, что образование трехкомпонентного интерметаллического соединения могло бы играть определенную роль в улучшении стеклообразующей способности.
В композиции с низкой стеклообразующей способностью вне пределов состава настоящего изобретения преимущественно образуются двойные интерметаллические соединения, состоящие из комбинаций двух типов элементов: из элемента а, элемента b и элемента c.
Отсюда авторами изобретения был сделан вывод о том, что существует большая вероятность того, что состав, преимущественно образующий трехкомпонентное интерметаллическое соединение, повышает стеклообразующую способность.
Кроме того, даже в случае двойных интерметаллических соединений интерметаллические соединения, состоящие из предельно большого числа атомов и имеющие усложненные кристаллические структуры, например Mg51Zn20, Mg17Al12 и т.п. способствуют улучшению стеклообразующей способности.
Наряду с названными группами элементов, не выходя за пределы 30 ат.% от суммы содержаний групп элементов, может быть также добавлен элемент, отличный от элемента a, элемента b и элемента с. Добавленный элемент становится препятствием, затрудняющим движение атомов в расплавленном сплаве во время плавления сплава, проявляет эффект повышения энергии напряжения в сплаве в процессе затвердевания и в некоторой степени повышает стеклообразующую способность.
Согласно традиционным представлениям, даже среди элементов группы А Al и Zn затрудняют составление композиции сплава со стеклообразующей способностью и затрудняют получение объемного металлического стекла или аморфного сплава на основе Al или Zn.
Однако если составлять композицию сплава, выбирая в качестве элемента а Al или Zn согласно правилу настоящего изобретения, можно образовать объемное металлическое стекло или аморфную структуру даже для сплава с высокой концентрацией Al или Zn. Это было установлено авторами изобретения в процессе научных исследований.
Однако применение правила настоящего изобретения к системе Al-Mg-(Ca,La,Y) требует осторожности. В случае сплава, образованного путем выбора Al в качестве элемента а, Mg в качестве элемента b и Са, La или Y в качестве элемента с, вблизи температуры плавления от 500°С до 800°С происходит сильное пузырение.
В частности, если в состав сплава включен La или Y, пузырение является сильным, а вязкость высокой, в результате чего операции расплавления и отверждения сплава затрудняются.
Причина названного пузырения неясна, но предполагают, что оно связано с тем, что точка плавления Al близка к точкам воспламенения Mg или Са, La и Y.
В случае расплавления с последующим охлаждением сплава на основе Al-Mg-(Ca, La, Y), увеличивается время, в течение которого сплав проходит через область температур от 500°С до 800°С, и увеличивается объем пузырения. При температуре от 500°С до 800°С этот сплав оказывается в полурасплавленном состоянии при высокой вязкости, по причине чего образующийся газ не выходит наружу, соответственно увеличивается объем и в результате образуется пенный материал с закрытыми порами.
Из-за образования пор этот сплав становится неоднородным по теплопроводности. Даже если стеклообразующая способность высока, полагают, что объемная фракция аморфной фазы мала.
Следовательно, при использовании этих сплавов для изготовления аморфного сплава, чтобы подавить образование пор, необходима высокая скорость охлаждения. Например, для подавления пузырения сплав охлаждают в форме ленты.
Если толщину доводят до 50 мкм или меньше, получают достаточную скорость охлаждения и легко получают аморфную тонкую полосу. Кроме того, для подавления пузырения можно образовывать тонкую пленку, благодаря чему этот сплав может найти применение в качестве покрытия.
В дополнение к этому, при использовании литья под высоким давлением можно производить объемную аморфную структуру без пор до толщины приблизительно 1 мм.
В случае Zn пузырение невозможно. Как полагают, это обусловлено тем фактом, что Zn имеет точку плавления, равную 410°С, и низкую вязкость при температуре от 500°С до 800°С. Кроме того, полагают, что Zn повышает температуру воспламенения Mg или Са. По этой причине сплав настоящего изобретения не способен воспламеняться при температуре ниже температуры плавления.
Аморфный сплав настоящего изобретения, в котором в качестве элемента а выбирают Аl или Zn, в качестве элемента b выбирают Mg и в качестве элемента с выбирают Са, может в достаточной степени обеспечить стеклообразующую способность даже без использования Y, La или другого дорогостоящего редкоземельного элемента. По этой причине аморфный сплав настоящего изобретения предпочтителен как из экономических, так и из производственных соображений.
В случае сплава на основе Zn добавлением Mg или Са можно улучшить стеклообразующую способность, повышая при этом стойкость к коррозии, по причине чего добавление Mg и/или Са является полезным.
В случае сплава на основе Al-Mg-Ca и сплава на основе Zn-Mg-Ca настоящего изобретения при выборе содержания А1 или Zn от более чем 30 до 85 ат.%, содержания Mg от 10 до менее чем 69,7 ат.% и содержания Са от 0,3 до 15 ат.% можно получить намного более высокую стеклообразующую способность.
В случае системы Zn-Mg-Ca при равновесном состоянии указанных выше пределов состава образуется Ca2Mg5Zn13 (трехкомпонентное интерметаллическое соединение) в виде фракции, составляющей 80 об.% или более, и при этом стеклообразующая способность становится исключительно высокой.
Однако в композиции вне указанных выше пределов образуется MgZn2 или другое двойное интерметаллическое соединение, или же образуется твердая металлическая фаза Mg или Zn в виде фракции, составляющей 20 об.% или более, и при этом стеклообразующая способность становится довольно низкой.
В пределах состава, где суммарное количество Zn (элемента а) и Al (элемента a') составляет от 20 до 30 ат.%, количество Mg от 67,5 до 79,7 ат.%, и Са от 0,3 до 2,5 ат.%, если скорость охлаждения относительно велика, образуется Mg51Zn20.
Отметим, что относительно большая скорость охлаждения не означает метод быстрого охлаждения типа того, который имеет место при однократной прокатке, а означает, например, скорость охлаждения, достигаемую при погружении малого количества расплавленного металла в воду с целью быстрого охлаждения.
В частности, указанное выше интерметаллическое соединение легко образуется при содержании Zn около 28 ат.% и Mg 72 ат.%.
Если концентрация Са низка, это интерметаллическое соединение образуется легко, но когда концентрация Са высока, смесевое отношение становится несбалансированным и образование интерметаллического соединения затрудняется, вследствие чего устанавливают верхний предел концентрации Са, равный 2,5 ат.%.
Авторы изобретения исходили из того, что, если концентрация Са низка, атомы Са заполняют полости, образующиеся в регулярных икосаэдрических структурах, и в результате этого, двойные интерметаллические соединения, вероятно, выполняют ту же роль, как и трехкомпонентные интерметаллические соединения.
При производстве аморфного сплава методом отверждения быстрым охлаждением точка плавления и вязкость сплава являются преимущественно низкими. Точка плавления и вязкость взаимно связаны. Если сравнивать вязкости расплавленных сплавов при одной и той же температуре расплавления, сплавы с низкими точками плавления являются, как правило, менее вязкими.
В случае высокой вязкости при использовании метода однократной прокатки для производства тонкой аморфной полосы происходит забивка сопла. Недостаточное заполнение и другие дефекты возникают даже при литье под высоким давлением.
В случае системы Zn-Mg-Ca состав сплава настоящего изобретения преимущественно дополнительно ограничен (а) выбором количества Zn (элемента а) от более чем 30 до 85 ат.%, Mg (элемента b) от 10 до менее чем 69,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (b) выбором количества Zn (элемента а) от 40 до менее чем 64,7 ат.%, Mg (элемента b) от более чем 35 до 59,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (с) выбором количества Zn (элемента а) от 40 до 85 ат.%, Mg (элемента b) от более чем 10 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%; (d) выбором количества Zn (элемента а) от 40 до 70 ат.%, Mg (элемента b) от 20 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%; или (е) выбором количества Zn (элемента а) от 40 до менее чем 63 ат.%, Mg (элемента b) от более чем 35 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%.
Благодаря этому ограничению становится возможным производить сплав, имеющий низкую точку плавления, низкую вязкость даже при температуре расплавления, близкой к 550°С, и имеющий состав, благоприятный для получения аморфной структуры.
Кроме того, сплав на основе Zn-Mg-Ca при указанных пределах состава обладает относительно стеклообразующей способностью и позволяет легко получать аморфную фазу.
Далее сплав в указанных пределах состава имеет точку плавления около 520°С или ниже, которая ниже точки воспламенения Mg (точка воспламенения Mg в этом составе близка к 570°С по причине включения Zn и Са), благодаря чему сплав можно расплавлять, не беспокоясь о точке воспламенения. Это, следовательно, является преимуществом данного сплава.
B указанных выше пределах состава в состоянии равновесия наряду с Ca2Mg5Zn13 образуются Zn13Mg7 и Mg. Авторы изобретения полагают, что тот факт, что эти продукты образуют эвтектические кристаллы, является фактором для поддержания низкой точки плавления и повышения стеклообразующей способности.
В случае системы Al-Mg-Ca, так же как и в случае системы Zn-Mg-Ca, состав сплава настоящего изобретения преимущественно дополнительно ограничен (а) выбором количества Al (элемента а) от более чем 30 до 85 ат.%, Mg (элемента b) от 10 до менее чем 69,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (b) выбором количества Al (элемента а) от 40 до менее чем 64,7 ат.%, Mg (элемента b) от более чем 35 до 59,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (с) выбором количества Al (элемента а) от 40 до 85 ат.%, Mg (элемента b) от более чем 10 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%; (d) выбором количества Al (элемента а) от 40 до 70 ат. %, Mg (элемента b) от 20 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%; или (е) выбором количества Al (элемента а) от 40 до менее чем 63 ат.%, Mg (элемента b) от более чем 35 до 55 ат.% и Са (элемента с) от 2 до 15 ат.%.
Благодаря этому ограничению становится возможным производить сплав, имеющий низкую точку плавления, низкую вязкость даже при температуре расплавления, близкой к 600°С, и имеющий состав, благоприятный для получения аморфной структуры.
Полагают, что при указанной выше низкой точке плавления ей сильно способствует образование Mg17Al12, состоящего из Mg и Al (точка плавления 460°С).
В системе Al-Mg-Ca пузырение становится проблемой, но если состав сплава ограничен указанными выше пределами, имеется возможность сократить время прохождения через температурную область пузырения в процессе отверждения, благодаря чему можно относительно легко отливать аморфный сплав, подавляя при этом пузырение. Это является преимуществом при производстве аморфного сплава.
В случае системы (Zn+Al)-Mg-Ca (при этом, однако, количество Zn > количества Al) так же, как и указывалось выше, состав сплава настоящего изобретения ограничен (а) выбором количества Zn (элемента а)+Al (элемента а') от более чем 30 до 85 ат.%, Mg (элемента b) от 10 до менее чем 69,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (b) выбором количества Zn (элемента а)+Al (элемента a') от 40 до менее чем 64,7 ат.%, Mg (элемента b) от более чем 35 до 59,7 ат.% и Са (элемента с) от 0,3 до 15 ат.%; (с) выбором количества Al (элемента а) от 40 до 85 ат.%, Mg (элемента b) от более чем 10 до 55 ат.% и Са (элемент с) от 2 до 15 ат.%; (d) выбором количества Al (элемента а) от 40 до 70 ат.%, Mg (элемента b) от 20 до 55 ат.% и Ca (элемент с) от 2 до 15 ат.%; или (е) выбором количества Al (элемента a) от 40 до менее чем 63 ат.%, Mg (элемент b) от более чем 35 до 55 ат.% и Ca (элемента с) от 2 до 15 ат.%.
Далее, с другой стороны, в системе (Zn+Al)-Mg-Ca (где количество Zn > количества Al) состав сплава настоящего изобретения ограничен (f) выбором количества Zn (элемента а)+Al (элемента а') от 20 до 30 ат.%, Mg (элемента b) от 67,5 до менее чем 79,7 ат.% и Са (элемента с) от 0,3 до 2,5 ат.%.
Благодаря этим ограничениям становится возможным производить сплав, имеющий низкую точку плавления, имеющий низкую вязкость даже при температуре расплавления, близкой к 550°С, и имеющий состав, благоприятный для получения аморфной структуры.
Кроме того, стеклообразующая способность сплава на основе Al-Mg-Ca, сплава на основе Zn-Mg-Ca и сплава на основе (Zn+Al)-Mg-Ca настоящего изобретения улучшается при включении в качестве части элементов группы А по меньшей мере одного из элементов: Au, Ag, Cu и Ni в количестве от 0,1 до 7 ат.%.
При содержании указанных элементов менее 1 ат.% по отношению ко всей композиции эффект улучшения стеклообразующей способности отсутствует. В наибольшей степени стеклообразующая способность улучшается при содержании указанных элементов от 3 до 4 ат.%.
Однако если их содержание превышает 7 ат.%, происходит осаждение индивидуальных металлических компонентов, либо же преимущественно осаждаются двойные интерметаллические соединения, включающие добавленные атомы, в результате чего стеклообразующая способность становится крайне низкой.
Сплавом настоящего изобретения является сплав с стеклообразующей способностью, для легкого получения которого может быть использован метод быстрого охлаждения жидкости.
Таким образом, из применяемых в настоящем изобретении производственных способов, включающих подъем температуры сплава до точки плавления с целью достижения расплавленного состояния с последующим получением твердого продукта (способы литья в широком смысле), метод однократной прокатки и способ литья под высоким давлением или способ литья с использованием медной литейной формы определены как способы быстрого охлаждения жидкости.
Методы быстрого охлаждения жидкости в широком смысле включают в себя почти все методы литья, но из них метод однократной прокатки и литье под высоким давлением являются производственными способами, позволяющими массовое производство продукции.
Однако скорость охлаждения в этих способах производства ниже при сравнении с распылительным методом или методом поршень - наковальня и т.д., по причине чего эти способы являются способами производства, требующими относительной стеклообразующей способности.
Сплав настоящего изобретения позволяет, по крайней мере, производить тонкую аморфную полосу способом однократной прокатки. В прошлом при использовании сплава, позволяющего производить тонкую аморфную полосу с помощью способа однократной прокатки, было возможно изготовлять объемное металлическое стекло с помощью литья под высоким давлением при использовании медной литейной формы.
Одним из вариантов осуществления настоящего изобретения является металлический материал с покрытием из аморфного сплава, содержащего аморфную фазу. В качестве металлического материала с покрытием из сплава стальной материал с покрытием из сплава на основе Zn или на основе Al имеет широкое применение в автомобилях, в бытовых электроприборах, строительных материалах, в гражданском строительстве и других областях, но до настоящего времени было трудно получать сплав с составом, позволяющим улучшать стеклообразующую способность у сплавов на основе Zn или сплавов на основе Al. По этой причине среди покрытий из сплавов никогда не существовало покрытия, имеющего аморфную фазу.
Согласно настоящему изобретению, в сплавах на основе Zn и сплавах на основе Al можно получать сплав с составом, обладающим стеклообразующей способностью, благодаря чему имеется возможность производить металлический материал с покрытием из сплава на основе Zn и на основе Al, включающим аморфную фазу.
В качестве способа производства металлического материала с покрытием из аморфного сплава пригодны способ электролитического нанесения покрытия, метод газопламенного напыления, метод осаждения из газовой фазы, нанесение покрытия методом горячего погружения и т.д. Однако в сплаве изобретения использованы по меньшей мере три типа элементов, а поэтому, если принять во внимание преимущественное осаждение элементов и т.д., то в способе электролитического нанесения покрытия для получения заданного состава постоянным во времени трудно выдерживать условия ванны. Следовательно, способ электролитического нанесения покрытия является способом нанесения покрытия, имеющим проблемы, связанные со стабильностью производства.
Метод газопламенного напыления и метод осаждения из газовой фазы являются по своей природе методами, обеспечивающими высокие скорости охлаждения, но их непрерывное проведение является дорогостоящим, по причине чего эти методы не пригодны для массового производства.
В методе газопламенного напыления или в методе осаждения из газовой фазы, если повысить температуру подложки в такой степени, чтобы улучшить адгезию покровного слоя, скорость охлаждения становится относительно низкой. Однако, если использовать сплав изобретения с стеклообразующей способностью, можно легко образовывать аморфную фазу, не ограничиваясь условиями пленкообразования.
В отличие от этих методов нанесение покрытия методом горячего погружения является способом, в котором трудно получить высокую скорость охлаждения, но производительность при этом является исключительно высокой, в связи с чем этот способ является оптимальным для получения металлического материала с покрытием из аморфного сплава при использовании сплава, обеспечивающего высокую стеклообразующую способность, согласно настоящему изобретению.
При этом сплав настоящего изобретения имеет точку плавления от 350 до 800°С, благодаря чему предпочтительным является нанесение покрытия методом горячего погружения.
При применении для получения металлического материала с покрытием из аморфного сплава настоящего изобретения нанесения покрытия методом горячего погружения, можно использовать сендзимировский метод, метод флюсования, метод предварительного нанесения покрытия или любой другой способ нанесения покрытия методом горячего погружения.
Что касается, в частности, сплавов настоящего изобретения, при нанесении в качестве покрытия сплава, обладающего относительно низкой стеклообразующей способностью, чтобы получить большее количество (преимущественно 50% или более по объему) аморфной фракции, следует уменьшать толщину покрытия.
При обычном способе охлаждения чем ближе к поверхности, тем выше скорость охлаждения, и следовательно, если уменьшать толщину покрытия, то объемная фракция аморфной фазы будет увеличиваться.
При нанесении в качестве покрытия сплава, обладающего относительно низкой стеклообразующей способностью, сразу после нанесения покрытия для охлаждения слоя покрытия используют низкотемпературный (-150°С) газообразный азот, полученный сразу же после испарения жидкого азота.
Кроме того, слой покрытия можно непосредственно погружать в жидкий азот для дополнительного повышения скорости охлаждения в процессе охлаждения.
Металл подложки металлического материала с покрытием сплава настоящего изобретения не ограничен каким-либо конкретным металлом, но при применении нанесения покрытия методом горячего погружения с целью нанесения в качестве покрытия сплава изобретения необходим металл с точкой плавления более высокой по сравнению с точкой плавления сплава покрытия.
При использовании металла, образующего на поверхности оксидную пленку, которая исключительно устойчива и мало реакционноспособна по отношению к служащему ей подложкой (например подложкой на основе Al-Mg-Ca) металлу покрытия, в некоторых случаях необходимо применение способа нанесения предварительного покрытия и т.д.
При выборе стали в качестве подложки металлического материала с покрытием из сплава настоящего изобретения тип стали, по существу, не ограничен. Могут быть использованы полностью раскисленная сталь, сверхнизкоуглеродистая сталь, высокоуглеродистая сталь, различные высокопрочные стали, Ni, Cr-содержащие стали и т.д.
Способ производства стали, способ горячей прокатки, способ травления, способ холодной прокатки или какая-либо другая предварительная обработка стального материала в особой степени не ограничены.
С точки зрения легкости нанесения покрытия методом горячего погружения, экономичности материала и т.д., сталь является наиболее предпочтительным материалом, используемым в качестве подложки настоящего изобретения.
При выборе меди в качестве подложки материала с покрытием из сплава настоящего изобретения нецелесообразно выбирать в качестве металла покрытия сплав на основе Al, поскольку точки плавления медного материала и сплава на основе Al близки.
При нанесении на медный материал в качестве покрытия сплава на основе Zn легко образуется фаза интерметаллического соединения с медью, по причине чего время погружения в ванну для нанесений покрытий выбирают преимущественно равным 3 сек или меньше.
Объем аморфной фазы в слое покрытия можно измерять путем разрезки металлического материала с покрытием перпендикулярно поверхности, полировки и травления поперечного сечения и последующего визуального исследования поперечного сечения слоя покрытия с помощью оптического микроскопа.
На участках аморфной фазы никакой структуры не наблюдается даже в случае травления, в то время как на участках кристаллической фазы наблюдаются структуры, обусловленные границами зерен кристаллов, субграницами и отложениями и т.п.
По этой причине имеется возможность проводить четкое разграничение между участками аморфной фазы и участками кристаллической фазы, после чего возможно производить пересчет на объемные фракции методом отрезков прямых или с помощью анализа изображений.
Когда структура слишком тонка и измерение с помощью оптического микроскопа является затруднительным, приготовляют тонкий срез из поперечного сечения слоя покрытия и исследуют с помощью трансмиссионного электронного микроскопа, после чего производят измерения аналогичным образом.
В случае трансмиссионного электронного микроскопа имеется возможность подтвердить аморфную структуру на основании ореольного рисунка изображения дифракции электронного пучка в области, где не наблюдается структура.
При исследовании с помощью оптического микроскопа, когда структура не наблюдается на всей поверхности или даже когда структура не наблюдается на отдельных участках и имеется подозрение на крупные ненапряженные зерна кристаллов, предпочтительно получить тонкие срезы для электронного микроскопа и, подтвердив, что изображение дифракции электронного пучка не содержит дифракционных пятен и представляет ореольный рисунок, сделать вывод о том, что структура представляет собой аморфную фазу.
Чтобы получить объемную фракцию как с помощью оптического микроскопа, так и электронного микроскопа, предпочтительно исследовать 10 или более разных полей, найти доли площадей с помощью компьютерной обработки изображения и получить среднее для пересчета на объемную фракцию.
Слои покрытия из сплава в пределах состава настоящего изобретения проявляют такую же или более высокую стойкость к коррозии, как и стальной плиты, оцинкованной методом горячего погружения.
При одном и том же составе компонентов покрытие из аморфного сплава обладает более высокой стойкостью к коррозии по сравнению с покрытием из кристаллического сплава. При включении аморфной фазы в слой покрытия в объемной доле 5% или более стойкость к коррозии покрытия улучшается.
Этот эффект улучшения стойкости к коррозии может быть подтвержден циклическим испытанием на коррозию, электрохимическими измерениями и т.д. Например, авторы изобретения оценивали стойкость к коррозии реальной окружающей среды с помощью циклического испытания на коррозию (JASO М 609-91, цикл 8 час, отношение влажное время/сухое время 1:1, но при использовании в качестве соленой воды 0,5%-ного солевого раствора) и в результате установили, что стальная плита с покрытием, содержащим 5% или более аморфной фазы, характеризуется меньшими потерями на коррозию по сравнению с покрытием из кристаллического сплава с тем же составом компонентов.
Далее, при электрохимическом измерении (в 0,5%-ном растворе NaCl по отношению к Ag/AgCl) присутствие аморфной фазы в слое покрытия приводит к «благородному» коррозионному потенциалу в случае сплавного покрытия того же состава, но только кристаллической фазы. При этом вблизи коррозионного потенциала происходит уменьшение плотности коррозионного тока.
Влияние аморфной фазы на стойкость к коррозии выглядит очень заметным, когда аморфная фаза присутствует в объемной доле 50% или больше.
Полагают, что это обусловлено отсутствием границ кристаллических зерен, образующих начальные центры коррозии, а также тем, что Mg, Ca и другие повышающие коррозионную стойкость компоненты неравномерно распределены в слое покрытия.
В кристаллическом покрытии интерметаллические соединения разного состава, фазы индивидуальных металлов, фазы сплавов и т.д. образованы в слое покрытия и образуют, таким образом, соединительные ячейки, которые усиливают коррозию.
Однако в исходном покрытии из аморфного сплава интерметаллические соединения отсутствуют, а другая кристаллическая фаза и составляющие сплав элементы равномерно распределены в слое покрытия, в результате чего названное выше усиление коррозии не происходит.
Эффект повышения стойкости к коррозии аморфной фазой обычно прекрасно наблюдается в сплаве на основе Zn. В случае Zn ограничения твердого раствора по Mg, Ca или другим добавочным элементам, повышающим стойкость к коррозии, невелики и даже при их добавлении в малом количестве в конце концов легко образуется интерметаллическое соединение.
С другой стороны, в случае сплава на основе Al этот сплав обладает вначале более высокой стойкостью к коррозии по сравнению со сплавом на основе Zn. Пределы растворимости Mg, Ca и т.д. являются большими, по причине чего интерметаллическое соединение образуется с трудом.
В покрытии из аморфного сплава, если поверхностный слой (слой на глубину 2 мкм от поверхности слоя покрытия) полностью превращается в аморфную фазу, не содержащую кристаллической фазы, стойкость к коррозии существенно повышается, и кроме того, исчезают тонкие, обусловленные кристаллической фазой проекции на поверхности.
В результате всего этого становится возможным получение имеющего покрытие металлического материала с большой отражательной поверхностью, в которой поверхностные проекции уровня, относящегося к отражению электромагнитных волн, сглажены. Этот обладающий высокой отражательной способностью металлический материал с нанесенным покрытием особенно полезен в качестве теплоотражающего материала.
Для подтверждения существования аморфной фазы поверхностного слоя подходит метод дифракции рентгеновских лучей в тонких пленках, в котором рентгеновские лучи направляют на поверхность покрытия под малым углом и измеряют дифрагированные рентгеновские лучи с помощью коллимирующей оптической системы.
В настоящем изобретении «покрытие», для которого обусловленные кристаллической фазой дифракционные пики не могут детектироваться при использовании Kα-рентгеновских лучей меди при угле падения 1°, определяется как «покрытие» аморфной монофазы поверхностного слоя. Тепловое отражение металлического материала, имеющего такое «покрытие», становится на уровень выше, чем у металлического материала с покрытием, имеющим кристаллическую фазу.
Отметим, что «обусловленные кристаллической фазой дифракционные пики» означают дифракционные пики значительно более высокие по интенсивности рентгеновских лучей по отношению к фоновому уровню и не уширенные. Например, это выражение указывает на пик, имеющий высоту, составляющую 50% или более от фоновой интенсивности, и имеющий полуширину пика 1° или меньше.
Дополнительные детали изобретения продемонстрированы с помощью примеров.
Пример 1
Zn, Mg и Са-металлические реагенты (чистота 99,9 мас.% или более) смешивают и расплавляют с помощью высокочастотной индукционной нагревательной печи в атмосфере аргона при 600°С, после чего печь охлаждают, получая охлажденный в печи сплав с химическим составом: 50 ат.% Zn, 45 ат.% Mg и 5 ат.% Са.
Этот охлажденный в печи сплав имел рентгенограмму, показанную на фиг.1. С этим составом в качестве равновесной фазы образуется интерметаллическое соединение Ca2Mg5Zn13.
Сплав указанного состава использовали для изготовления образца тонкой полосы способом однократной прокатки. Образец тонкой полосы изготовляли с использованием устройства для однократной прокатки Nisshin Giken (RQ-1).
Кварцевый тигель, имеющий щелевидное отверстие (0,6 мм × 20 мм) на своем нижнем торце, загружают сплавом до 0,1 кг и нагревают. Выдерживают сплав в течение 5 мин при температуре на 100°С выше точки плавления 346°С (619K), после чего расплавленный сплав выпрыскивают на Сu валок (диаметр валка 300 мм), вращаемый с окружной скоростью 50 м/сек при давлении 0,03 МПа.
Расстояние между отверстием и поверхностью валка в момент выпрыскивания равно 0,2 мм. Полученный образец тонкой полосы имел ширину от 3 до 10 мм, длину от 50 до 100 мм и толщину от примерно 10 до 20 мкм.
Полученный образец тонкой полосы характеризуется рентгенограммой, полученный методом дифракции рентгеновских лучей в тонких пленках, как показано на фиг.2. Как показано на фиг.2, пик кристаллической фазы отсутствует, и детектируется ореольный рисунок, характерный для аморфной фазы.
Пример 2
Zn, Al, Mg и Са-металлические реагенты (чистота 99,9 мас.% или более) смешивают и расплавляют с помощью высокочастотной индукционной нагревательной печи в атмосфере аргона при 600°С, после чего печь охлаждают, получая охлажденный в печи сплав с химическим составом: 45 ат.% Zn, 50 ат.% Mg и 5 ат.% Са.
Этот сплав использовали для изготовления образца тонкой полосы способом однократной прокатки. Для изготовления образца тонкой полосы использовали устройства для однократной прокатки (RQ-1), изготовленного фирмой Nisshin Giken.
В кварцевый тигель, имеющий щелевидное отверстие (0,6 мм × 20 мм) на своем переднем торце, загружают 0,1 кг сплава и нагревают. Выдерживают сплав в течение 5 мин при температуре на 100°С выше точки плавления 373°С (646 K). Расплавленный сплав выпрыскивают при давлении 0,03 МПа на Сu валок (диаметр валка 300 мм), вращаемый с окружной скоростью 50 м/сек.
Расстояние между отверстием и поверхностью валка в момент выпрыскивания равно 0,2 мм. Полученный образец тонкой полосы имел ширину от 3 до 10 мм, длину от 50 до 100 мм и толщину от примерно 10 до 20 мкм.
Рентгенограмма полученного образца тонкой полосы, полученная методом дифракции рентгеновских лучей в тонких пленках, показана на фиг.3. Как показано на фиг.3, пик кристаллической фазы отсутствует, и детектируется ореольный рисунок, характерный для аморфной фазы.
Пример 3
Разные металлы (чистота 99,9 мас.% или более) смешивают в заданных количествах и расплавляют с помощью высокочастотной индукционной нагревательной печи в атмосфере аргона при температуре от 600 до 1100°С, после чего печь охлаждают, получая сплавы с химическими составами №1-48, показанными в таблице 1 и таблице 2 (продолжении таблицы 1).
Химические составы разных сплавов были определены методом спектрометрии IСР (индуктивно связанной плазмы) с использованием раствора, растворяющего отходы обработки сплавов. Для производства аморфных образцов сплавов вышеуказанного химического состава был использован метод однократной прокатки.
При использовании того же устройства, которое было использовано в примере 1, кварцевые тигли, имеющие щелевидные отверстия (0,6 мм × 20 мм) на передних торцах, загружают этими сплавами в количествах 0,1 кг. Выдерживают сплавы в течение нескольких минут при температурах на 80-200°С выше точек плавления (Тm). Расплавленный сплав выпрыскивают при давлениях от 0,02 до 0,03 МПа на Сu валки (диаметры валков 300 мм), вращаемые с окружными скоростями 50 м/сек.
Расстояния между отверстиями и поверхностями валков в момент выпрыскивания равны 0,2 мм. Полученные аморфные тонкие полосы имели ширину от 3 до 10 мм, длину от 50 до 100 мм и толщину от примерно 10 до 20 мкм. Из этих полос были изготовлены образцы.
мер
Полученные образцы тонких полос были использованы для получения рентгенограмм методом дифракции рентгеновских лучей. В сплавах с составом настоящего изобретения, т.е. №1-42, не детектировались дифракционные пики, обусловленные кристаллическими фазами. Детектированы были только ореольные рисунки, обусловленные аморфными фазами.
С другой стороны, в составах №43-48, не входящих в пределы состава сплава настоящего изобретения, были детектированы широкие дифракционные пики, указывающие на оставшиеся кристаллические фазы. Было выяснено, что даже при изготовлении образцов тонких полос способом однократной прокатки способность оставшихся кристаллических фаз образовывать аморфность была низкой.
Эти образцы тонких полос были погружены в смолу, отполированы наждачной бумагой, затем мягким полировальным средством и протравлены. Для измерения площадей кристаллических фаз поперечных сечений образцов тонких полос был использован оптический микроскоп.
В составах №43, 45 и 46 аморфные фазы детектировались, но объемные доли аморфности составляли менее 50%. В то же время составы №44, 47 и 48 были полностью кристаллическими.
С целью измерения отношения Tg/Tm брали по 5 мг срезанных кусочков образцов тонких полос и анализировали с помощью дифференциального сканирующего калориметра (DSC). При этом использовали скорость подъема температуры 40°С/мин.
В таблице 1 и таблице 2 образцы с отношением Tg/Tm меньшим 0.49 обозначены как "x", с отношением от 0.49 до 0.52 как "Δ", с отношением от 0.52 до 0.54 как "□", с отношением от 0.54 до 0.56 как "◊", с отношением от 0.56 до 0.58 как "○" и с отношением 0.58 или более как "◎".
Из приготовленных сплавов сплавы с отношением Tg/Tm, равным 0,56 или более (№1-20), были использованы для изготовления быстро охлажденных отвержденных образцов с использованием медной литейной формы и литья под высоким давлением. Эти образцы были изготовлены путем выдерживания сплавов в течение нескольких минут при температурах на 30-100°С выше точки плавления и выпрыскивания их под давлением 0,07 МПа. Полученные быстро охлажденные отвержденные образцы имели размер 30×30 мм и толщину 2 мм.
Эти отвержденные образцы были использованы для рентгеноструктурного анализа в виде пластинок, в результате которого было подтверждено, что поверхностные слои отвержденных кусков были полностью аморфными.
Изготовленные отвержденные образцы толщиной 2 мм разрезали по центру, полировали наждачной бумагой, затем мягким полировальным средством и затем протравливали. Для измерения площадей кристаллических фаз поперечных сечений отвержденных кусков был использован оптический микроскоп.
Среди сплавов с низкой способностью образования аморфности были такие, у которых кристаллическая фаза детектировалась в центрах поперечных сечений отвержденных образцов.
В случае сплавов на основе Al сплавы с отношением Tg/Tm 0,6 или более обнаружили почти полностью аморфные монофазы. В сплавах с отношением Tg/Tm менее 0,58, когда эти отношения уменьшались, пропорция кристаллической фазы в площади поперечного сечения повышалась.
Если отношения Tg/Tm различаются на 0,01, объемные аморфные фракции в площади поперечного сечения различаются приблизительно на 3-5%.
В таблице 1 и таблице 2 образцы с объемной фракцией от 50 до 70% обозначены как "Δ", от 70 до 90% как "○" и 90% или более как "◎".
Все сплавы примеров изобретения обладали более высокой стеклообразующей способностью по сравнению со сплавами сравнительных примеров. Кроме того, в случае сплавов на основе Zn или Al настоящего изобретения использование Mg и Са позволяет придать способность образования аморфности и приводит к образованию аморфных сплавов вне зависимости от наличия редкоземельных элементов. Отсутствие любых редкоземельных элементов позволяет снизить стоимость сплавов.
Из этих сплавов сплавы, содержащие Zn или Al в количествах от 20 до 85 ат.%, Mg в количествах от 10 до 79,7 ат.% и Са в количествах от 0,3 до 15 ат.%, имеют более высокие отношения Tg/Tm и более высокую способность образования аморфности по сравнению со сплавами на основе Zn-Mg-Ca или Al-Mg-Ca вне указанных пределов состава.
Сплавы, к которым добавлены Au, Ag, Cu, Ni и т.д. в количествах от 0,1 до 7 ат.% обладают еще более высокими отношениями Tg/Tm и более высокой способностью образования аморфности по сравнению со сплавами, к которым они не добавлены.
Пример 4
Сплавы составов, обозначенных №3-5 и 11-42 в таблице 1 и таблице 2 и №51-61 в таблице 3 и таблице 4, были нанесены на металлические материалы методом горячего погружения.
Металлические материалы, использованные в качестве подложки для нанесения покрытий, представляли собой холоднокатаную стальную плиту толщиной 0,8 мм, медную плиту толщиной 0,5 мм, равнополочную угловую сталь толщиной 10 мм и длиной боковины 10 см и горячекатаную стальную плиту толщиной 10 мм.
Для использования в качестве подложек для нанесения покрытий холоднокатаная стальная плита и медная стальная плита были разрезаны в продольном направлении на образцы размером 10×10 см, равнополочная угловая сталь была разрезана в продольном направлении на 10-см образцы, а горячекатаная стальная плита была разрезана на квадраты 10×10 см.
Составы №56-61 являются сравнительными примерами, которыми являются стальная плита с нанесенным полностью кристаллическим покрытием: Al - 20 ат.% Mg - 10 ат.% Са (№56), стальная плита с покрытием: Zn - 45 ат.% Mg - 5 ат.% Са (№57), стальная плита с покрытием: Zn - 11 ат.% Al (№58), оцинкованная стальная плита (№59), стальная плита с покрытием: Al - 25 ат.% Zn (№60) и стальная плита с покрытием: Al - 10 ат.% Si (№61).
Холоднокатаная стальная плита и медная плита были подвергнуты обезжириванию, после чего на них было нанесено покрытие с помощью устройства для периодического нанесения покрытий методом горячего погружения фирмы Rhesa. Холоднокатаная стальная плита была подвергнута отжигу при точке росы - 60°С в атмосфере N2-5% H2 при 800°С в течение 60 сек.
После отжига плиту охлаждали до температуры ванны и погружали в ванну. Температуру медной плиты поднимали в атмосфере N2-5% H2 до температуры ванны и сразу же погружали в ванну.
Температуру ванн для нанесения покрытий стандартизировали до точки плавления сплава покрытия плюс 50°С в зависимости от состава сплава покрытия. Для корректировки масс покрытий использовали продувку воздухом, после чего устанавливали температуру начала охлаждения, равной точке плавления от +1°С до +10°С и затем плиты охлаждали низкотемпературным газообразным азотом (-150°С). Объемные аморфные фракции менялись в соответствии с составами покрытий и массами покрытий.
Вслед за этим металлические материалы с нанесенными покрытиями сравнительных примеров, состоящие из сплавов, имеющих составы настоящего изобретения, но состоящие из кристаллических фаз (№56, 57) продували воздухом и сушили на воздухе.
Равнополочную угловую сталь и горячекатаную стальную плиту обезжиривали, протравливали серной кислотой и затем наносили покрытие методом горячего погружения с использованием тигельной печи и метода флюсования. Сразу же после нанесения покрытия указанные материалы охлаждали жидким азотом.
При нанесении покрытия на основе Al методом горячего погружения вначале проводили нанесение покрытия с использованием ванны Zn - 0,2% Al с использованием обычного метода флюсования, после чего ванну с целевым составом использовали для второго нанесения покрытия.
В этом случае количество осажденного покрытия должно быть суммой количеств первого и второго нанесения покрытий, но часть первого покрытия растворяется во время второго нанесения покрытия, вследствие чего количество нанесенного покрытия составляло суммарное количество присутствующего в конечном итоге на подложке покрытия.
Указанные металлические материалы с покрытиями из сплава были использованы для описанного ниже оценочного испытания. Количество нанесенного покрытия измеряли по потере массы при растворении слоя покрытия в кислоте. Компоненты сплава в покрытии анализировали методом спектроскопии IСР (индуктивно связанной плазмы) с использованием растворов, растворяющих отходы обработки сплавов.
Однако при нанесении покрытия методом горячего погружения слой сплава быстро нарастает, в результате чего слой покрытия растворяли отдельно в процессе травления в течение времени, составляющем 80% от времени травления, необходимого для измерения количества нанесенного покрытия, с целью получения образца для анализа состава нанесенного поверхностного слоя.
В результате этого в использованных составе сплава и составе покрытия ошибка измерения была в пределах 0,5 ат.%. Это могло бы подтвердить, что в составе отклонений не было.
С целью определения аморфной объемной фракции слоя покрытия были взяты два тонких среза для трансмиссионного электронного микроскопа для каждого из положений по толщине слоя покрытия испытуемого образца, разделенного на пять равных частей. Был использован анализ изображений с помощью компьютера с целью измерения долей площадей аморфных участков в каждом из полей и среднее значение долей площадей аморфных участков во всех полях было использовано в качестве аморфной объемной фракции.
При нанесении покрытия путем одного и того же количества осажденного покрытия, если отношение Tg/Tm отличается на 0,01, аморфная объемная фракция будет отличаться на 3-5%.
В таблице 3 и таблице 4 образец с аморфной объемной фракцией слоя покрытия меньшей 50% обозначен символом "x", с 50-70% обозначен символом "Δ", с 70-90% обозначен символом "○" и с 90% или более обозначен символом "◎".
Об образовании аморфной фазы на поверхностном слое слоя покрытия судили по рентгенограмме, полученной под углом падения 1° с помощью устройства для дифракции рентгеновских лучей в тонких пленках параллельной оптической системы с использованием Kα-рентгеновских лучей Cu, наблюдая присутствие дифракционного пика, обусловленного кристаллической фазой.
Рентгенограмма поверхностного слоя покрытия стальной плиты №35 с нанесенным покрытием из таблицы 2 показана на фиг.4. Как следует из фиг.4, аморфная фаза поверхностного слоя слоя покрытия является причиной исчезновения пика кристаллической фазы и при этом детектируется ореольный рисунок, характерный для аморфной фазы.
Пик с высотой, составляющей 50% или более от интенсивности фона, и имеющей значение полуширины 1° или меньше определяют как дифракционный пик, обусловленный кристаллической фазой. Образец, в котором не детектировался дифракционный пик, обусловленный кристаллической фазой, рассматривали как имеющий полностью аморфный поверхностный слой и обозначали символом "о", а как образец с детектируемым дифракционным пиком, обусловленным кристаллической фазой, рассматривали как имеющий на поверхностном слое кристаллическую фазу и обозначали символом "x".
Испытание на коррозию проводили на основе теста с распылением соли (SST), описанного в JIS-Z-2371.
Определены потери от коррозии после проведения теста с соленой водой (концентрация 10 г/л) в течение 3000 час. Образец с потерями от коррозии менее 2 г/м2 обозначены символом "◎", от 2 до 5 г/м2 символом "○" и 5 г/м2 или более символом "x".
Кроме этого для всех образцов было измерено теплоотражение. Теплоотражение слоев покрытия измеряли с использованием прибора для измерения теплоотражения.
Этот измерительный прибор состоит из светопроектора, в котором в качестве источника света использована лампа дневного света (150 Вт, 17 в, изготовлена Philips Japan), интегрирующая сфера ИК-диапазона (диаметр 51 см, внутренняя металлическая диффузионная поверхность, изготовлена фирмой Labshere) и опытный радиометр с термоэлементом (MIR-10000, изготовлен фирмой Mitsubishi Yuka) в качестве датчика.
«Интегрирующая сфера ИК-диапазона» представляет собой устройство, состоящее из сферы с нанесенным на внутреннюю поверхность золотом, что создает высокоотражающую диффузионную поверхность, на которой имеется входное отверстие для света и смотровое отверстие.
Излучаемый лампой искусственный солнечный свет концентрируется вогнутым зеркалом и излучается в направлении образца в интегрирующей сфере. Отражение на поверхности образца происходит во всех направлениях, но концентрируется на радиометре путем множественной диффузии и отражения внутри интегрирующей сферы. Выходное напряжение радиометра пропорционально интенсивности всего отраженного света.
Измеряют выходное прямоточное напряжение Vo радиометра в период времени, когда он не излучает свет. Вначале свет направляют на зеркало (ϕ 65 мм) с осажденным на него из паровой фазы золотом, где теплоотражение зеркала принято за 1, и измеряют выходное напряжение Vm радиометра. После этого измеряют выходное напряжение Vs радиометра при облучении светом образца покрытия (ϕ 65 мм).
Используя измеренные значения Vo, Vm и Vs, определяют теплоотражение r с помощью уравнения r=(Vs-Vo)/(Vm-Vo). Для каждого образца проводят 10 или более измерений и используют среднее значение в качестве теплоотражения этого образца. Результаты измерений приведены в таблице 3 и таблице 4.
Далее каждый образец подвергают в течение 24 час термообработке в атмосфере аргона при 200°С и вновь измеряют теплоотражение. Результаты также приведены в таблице 3 и таблице 4.
Стойкость к коррозии металлического материала с нанесенным покрытием благодаря сплаву, имеющего состав настоящего изобретения, оказалась выше во всех случаях по сравнению с металлическими материалами сравнения. Кроме того, металлический материал настоящего изобретения на основе Zn имеет более высокое теплоотражение по сравнению с металлическим материалом сравнения на основе Zn, а металлический материал настоящего изобретения на основе Al имеет более высокое теплоотражение по сравнению с металлическим материалом сравнения на основе Al.
В частности, металлический материал настоящего изобретения на основе Al может обеспечивать высокое теплоотражение даже после термообработки.
Пример 5
Использованы и нанесены методом горячего погружения сплавы №27-31, 35 и 37. После нанесения методом горячего погружения их охлаждали испаренным жидким азотом, получая стальные плиты с покрытием, имеющим разные объемные фракции аморфных фаз. При изготовлении стальных плит с кристаллическим покрытием достаточно нанесения покрытия методом горячего погружения с последующим охлаждением на воздухе.
Объемная доля аморфной фазы может быть доведена до нужного значения путем погружения стальных плит в ванну для нанесения покрытий с последующим подъемом стальных плит и доведением температуры плиты до значения, при котором начинали охлаждение испаренным жидким азотом.
Иными словами, при доведении температуры плиты до значения, при котором начинали охлаждение испаренным жидким азотом (до температуры на 1-10°С ниже точки плавления ванны для нанесения покрытия), часть слоя покрытия кристаллизуется, а остальная часть поддерживается в переохлажденном состоянии.
Если проводить охлаждение испаренным жидким азотом в этом полукристаллическом состоянии, часть в переохлажденном состоянии непосредственно переходит в аморфную фазу. Объем кристаллизации увеличивается с понижением температуры начала охлаждения и становится тем большим, чем дольше выдержка при этой температуре.
Стальные плиты с покрытиями, имеющими разные объемные фракции аморфных фаз, были изготовлены при регулировании температуры начала охлаждения и времени выдержки.
Изготовленные стальные плиты с покрытиями подвергали циклическому испытанию на коррозию. Испытание на коррозию состояло из 21 цикла по методу, основанному на автомобильных стандартах (JASO М 609-91, 8 час, отношение влажное время/сухое время=1:1).
Однако при этом в качестве соленой воды использовали 0,5%-ный солевой раствор. Стойкость к коррозии оценивали по уменьшению толщины слоя коррозии, рассчитанной на основании плотности и потери массы после коррозии.
Уменьшение толщины слоя коррозии менее 1 мкм оценивали как "◎ (отличное), от 1 до 2 мкм как "○" (хорошее), от 2 до 4 мкм как "◊" (удовлетворительное) и 4 мкм или более как "х" (плохое). В таблице 5 указана стойкость к коррозии стальных плит с покрытиями из сплавов.
Как следует из таблицы 5, стальная плита с покрытием, содержащим аморфную фазу в слое покрытия в объемной доле 5% или более, превосходит по стойкости к коррозии стальную плиту с покрытием, имеющим кристаллический слой покрытия с тем же составом компонентов. При этом стальная плита с покрытием, содержащим аморфную фазу в слое покрытия в объемной доле 5% или более, обладает еще более высокой стойкостью к коррозии.
Пример 6
Холоднокатаные стальные плиты толщиной 0,8 мм (подложки) погружали в ванны с составами покрытий, указанных в таблице 6, с целью получения стальных плит с обработанной поверхностью.
Mg, Zn, Ca и другие необходимые составляющие сплав элементы регулировали до заданных составов, после чего для их расплавления в атмосфере азота и получения сплавов использовали высокочастотную индукционную печь.
Из каждого из приготовленных сплавов удаляли обрезочные отходы, которые затем растворяли в кислоте. Раствор анализировали методом спектроскопии IСР (индуктивно связанной плазмы) с целью подтверждения того, что приготовленный сплав соответствует составу, указанному в таблице 6. Этот сплав использовали в качестве ванны для нанесения покрытий.
Холоднокатаные стальные плиты толщиной 0,8 мм разрезали на образцы размером 10×10 см, на которые затем наносили покрытия с использованием устройства для периодического нанесения покрытия методом горячего погружения, изготовленного фирмой Rhesca. Температура ванны для нанесения покрытия была равной 500°С. Затем применяли продувку воздухом, чтобы скорректировать массы покрытия и после этого образцы погружали в воду при 0°С.
Об образовании аморфной фазы в поверхностном слое слоя покрытия судили с помощью устройства для дифракции рентгеновских лучей с использованием Кα-рентгеновских лучей Cu для получения рентгенограммы и выявления наличия ореольного рисунка.
В случае стальных плит, предпочтительно имеющих аморфные фазы, с целью количественного определения объемной фракции аморфной фазы стальной материал с покрытием разрезали вдоль поперечного сечения, затем полировали и протравливали, после чего поверхность слоя покрытия исследовали с помощью оптического микроскопа (Х1000).
Пропорции площадей аморфной фазы определяли методом обработки изображений с помощью компьютера на 10 или более разных полях и усредняли, получая объемную фракцию.
Изготовленную стальную плиту с покрытием подвергали циклическому испытанию на коррозию. Испытание на коррозию состояло из 21 циклов по методу, основанному на автомобильных стандартах (JASO М 609-91, 8 час, отношение влажное время/сухое время = 1:1). Однако при этом в качестве соленой воды использовали 0,5%-ный солевой раствор. Стойкость к коррозии оценивали по уменьшению толщины слоя коррозии, рассчитанной на основании плотности и потери массы после коррозии.
Уменьшение толщины слоя коррозии менее 1 мкм оценивали как "◎" (отличное), от 1 до 2 мкм как "○" (хорошее), от 2 до 4 мкм как "◊" (удовлетворительное) и 4 мкм или более как "x" (плохое). В таблице 6 указана стойкость к коррозии стальных плит с покрытиями из сплавов.
На фиг.5 представлены рентгенограммы поверхностных слоев покрытий №62-64 в таблице 6. В каждой из рентгенограмм выявляли ореольный рисунок, указывающий на существование аморфной фазы.
Пример 7
Zn, Al, Mg и Са-металлические реагенты (чистота 99,9 мас.% или более) смешивают и расплавляют с помощью высокочастотной индукционной нагревательной печи в атмосфере аргона при 600°С, после чего печь охлаждают, получая сплавы составов, в таблице 7.
Эти сплавы переплавляли в атмосфере воздуха, после чего по 1 мл сплава сливали и погружали в 10-л резервуар с водой.
Образовавшиеся фазы быстро охлажденных поверхностей сплавов идентифицировали методом дифракции рентгеновских лучей. На фиг.6 показаны рентгенограммы. В зависимости от разницы в толщине и скорости охлаждения, оказались примешанными определенные количества кристаллических фаз, но в каждом случае детектировался ореольный рисунок. Отметим, что (1)-(10) на фиг.6 соответствуют №(1)-(10) в таблице 7.
Пример 8
Zn, Al, Mg и Са-металлические реагенты (чистота 99,9 мас.% или более) смешивают и расплавляют с помощью высокочастотной индукционной нагревательной печи в атмосфере аргона при 600°С, после чего печь охлаждают, получая сплавы составов, указанных в таблице 8. Эти сплавы использовали в качестве сплавов для нанесения покрытия.
Холоднокатаные стальные плиты толщиной 0,8 мм разрезали на образцы размером 10×10 см, на которые затем наносили покрытия с использованием испытательного устройства для периодического нанесения покрытия методом горячего погружения, изготовленного фирмой Rhesca. Температура ванны для нанесения покрытия равна 500°С. Затем применяли продувку воздухом с целью корректировки количества осажденного покрытия и после этого образцы погружали в воду при 0°С.
Фазу, образующуюся на поверхностном слое слоя покрытия, анализировали по рентгенограмме, получаемой с помощью устройства для дифракции рентгеновских лучей с использованием Kα-рентгеновских лучей Cu. Для подтверждения присутствия аморфной фазы стальной материал с покрытием разрезали вдоль его поперечного сечения, затем полировали и протравливали, после чего слой покрытия исследовали по поверхности с помощью оптического микроскопа (X1000).
Для определения аморфной объемной фракции слоя покрытия брали два среза для трансмиссионного электронного микроскопа с каждого из положений по толщине слоя покрытия испытуемого образца, разделенного на пять равных частей. Для измерения долей поверхности аморфных участков каждого из полей использовали анализ изображений с помощью компьютера, а среднее значение долей поверхности аморфных участков на всех полях принимали за аморфную объемную фракцию.
Изготовленные стальные плиты с покрытиями подвергали циклическому испытанию на коррозию. Испытание на коррозию состояло из 21 цикла по методу на основе автомобильных стандартов (JASO М 609-91, 8 час, отношение влажное время/сухое время = 1:1). Однако при этом в качестве соленой воды использовали 0,5%-ный солевой раствор. Стойкость к коррозии оценивали по уменьшению толщины слоя коррозии, рассчитанной на основании плотности и потери массы после коррозии.
Образцы с уменьшением толщины слоя коррозии менее 1 мкм оценивали как "◎", от 1 до 2 мкм как "○", от 2 до 4 мкм как "◊" и 4 мкм или более как "х". В таблице 5 указана стойкость к коррозии изготовленных стальных плит с покрытиями из сплавов.
На фиг.7 представлена рентгенограмма образца №(11) из таблицы 8. Из этой фигуры можно сделать вывод, что слой покрытия содержит Mg51Zn20 (образующийся в процессе охлаждения водой).
При приготовлении сплава (сплава изобретения) с составом настоящего изобретения объемное металлическое стекло или аморфный сплав могут быть получены из сплава такого состава, при использовании которого объемное металлическое стекло или аморфный сплав в прошлом получить было невозможно.
До настоящего времени при работе со сплавами, обладающими низкой способностью образования аморфности, даже если аморфные фазы могли быть получены, формы сплавов ограничивались порошками или тонкими полосками и т.п. Объемное металлическое стекло изготовить было невозможно.
Использование сплава изобретения позволяет получать сплав с стеклообразующей способностью, в результате чего становится возможным производство объемного металлического стекла с помощью высокопроизводительного литья под высоким давлением при использовании металлической литейной формы, что делает возможным производство объемных форм.
Согласно настоящему изобретению, как об этом говорилось выше, производство объемного металлического стекла является возможным. Кроме того, аморфная фаза может быть образована даже в системах компонентов, в которых, как считалось ранее, аморфную фазу получить трудно. Таким образом, настоящее изобретение расширяет применение аморфных фаз и существенным образом способствует развитию промышленности.
Например, даже в покрытии из Al сплава, в покрытии из Zn сплава и, кроме того, в покрытии из Al+Zn сплава, для которых образование аморфной фазы в прошлом путем нанесения покрытия методом горячего погружения было невозможным, компоненты сплава настоящего изобретения делают возможным образование слоя покрытия из аморфного сплава даже при нанесении покрытия методом горячего погружения.
Сплав покрытия настоящего изобретения при том же количестве нанесения превосходит в отношении стойкости к коррозии даже стальную плиту, оцинкованную методом горячего погружения. Кроме того, покрытие из аморфного сплава с тем же самым количеством нанесения превосходит в отношении стойкости к коррозии даже покрытие из кристаллического сплава.
Сплав покрытия настоящего изобретения может найти широкое применение для автомобилей, в административном и жилом строительстве и т.д. Этот сплав увеличивает срок службы конструкционных элементов и способствует эффективному использованию ресурсов, уменьшению нагрузки на окружающую среду, снижению трудовых затрат и стоимости технического обслуживания и т.д. Таким образом, настоящее изобретение вносит значительный вклад в рост промышленности.
Наряду с этим покрытие из аморфного сплава обладает более гладкой поверхностью и характеризуется более высокими тепло- и светоотражением по сравнению с кристаллическим покрытием. При использовании этого покрытия для кровли и боковой облицовки высокий уровень теплоотражения покрытия предотвращает повышение температуры поверхности, что может снизить повышение температуры внутри помещения, что, в свою очередь, может способствовать уменьшению объема изоляции и сбережению энергии.
Покрытие из аморфного сплава настоящего изобретения может, кроме того, найти широкое применение для отражательных пластин электронагревателей, отражательных пластин сверхъярких осветителей и других элементов, от которых требуется высокая отражаемость. Благодаря повышению отражаемости и созданию более дешевых, чем ранее отражающих материалов настоящее изобретение существенным образом способствует развитию промышленности.
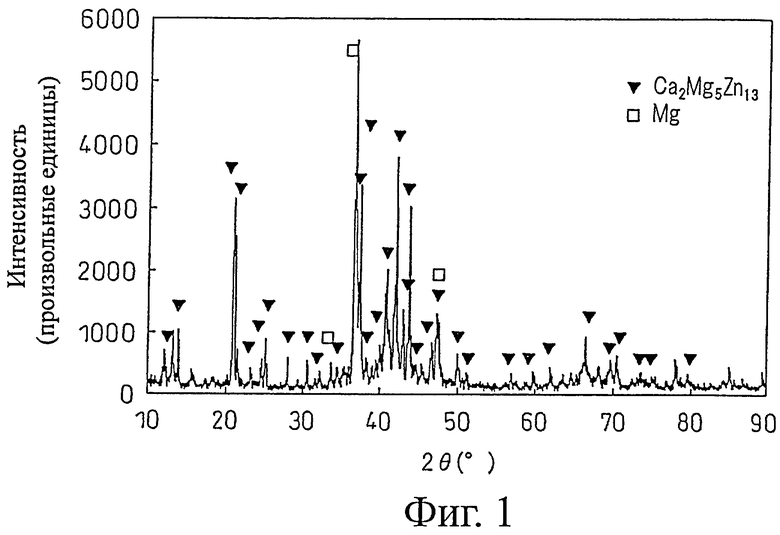
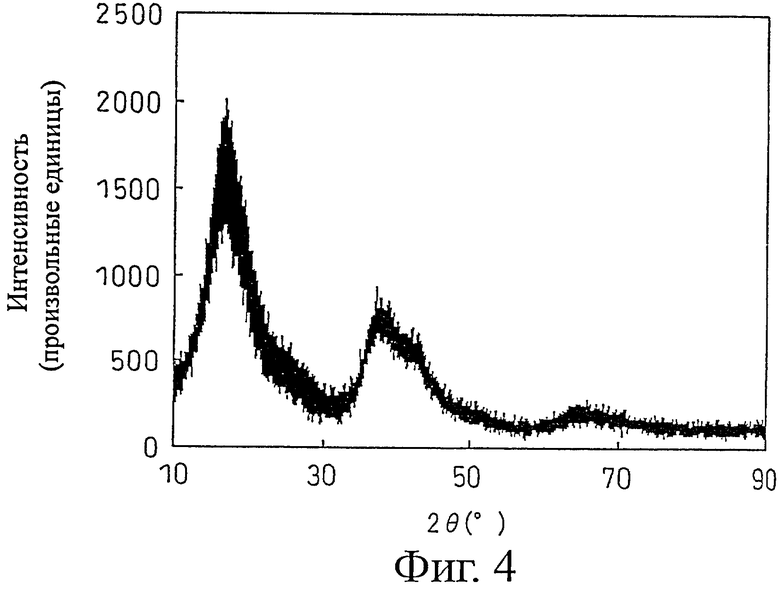
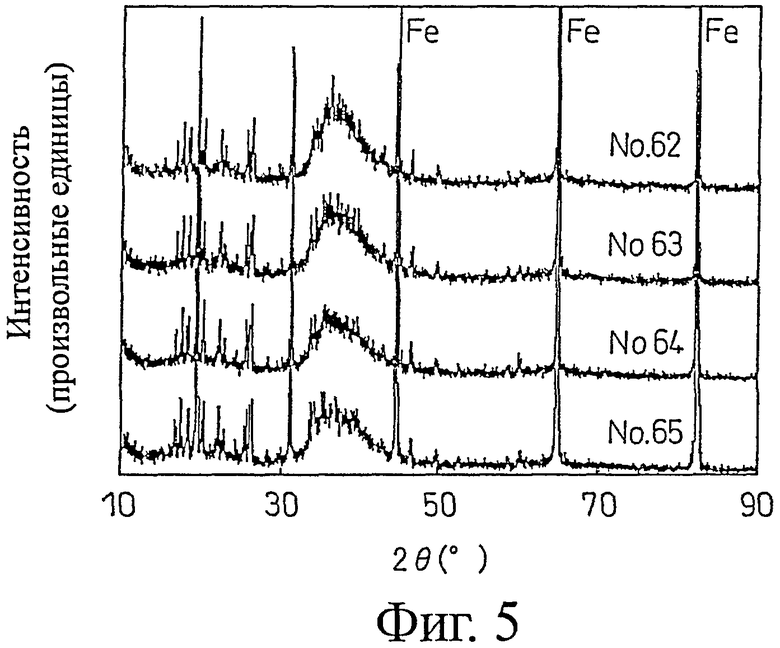
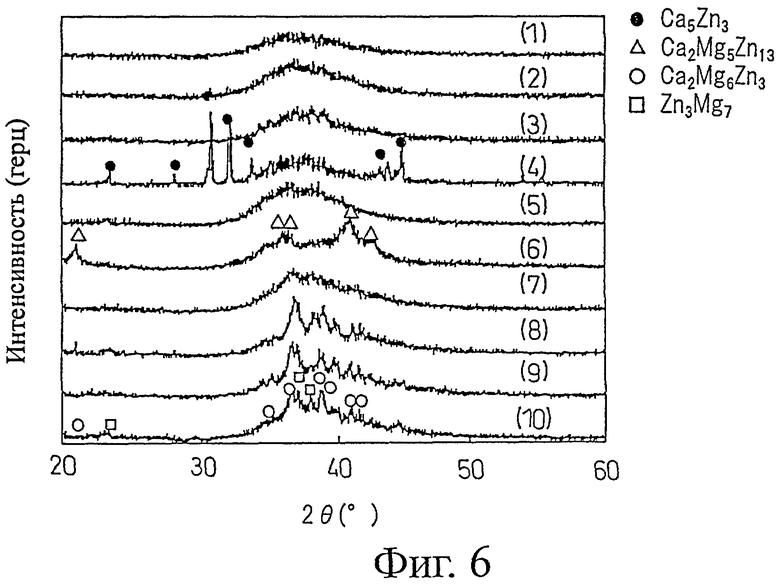
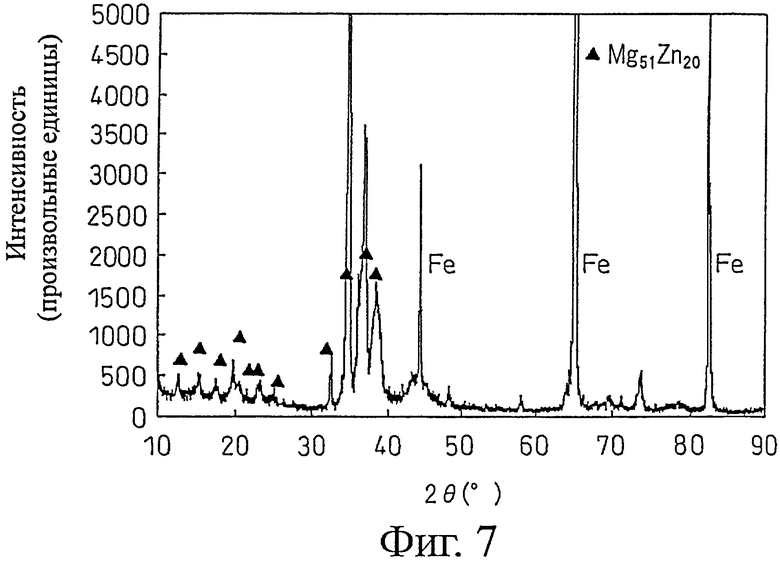
Изобретение относится к области металлургии, в частности к аморфным сплавам и материалам с нанесенным покрытием из сплава с высокой стеклообразующей способностью. Заявлены металлические материалы с нанесенным на него покрытием из сплава, имеющие по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, образованный из по меньшей мере одного элемента из каждой группы элементов А с атомным радиусом менее 0,145 нм, из группы элементов В с атомным радиусом от 0,145 нм до менее чем 0,17 нм и из группы элементов С с атомным радиусом 0,17 нм или более. Общее содержание элементов из группы элементов А составляет от 20 до 85 ат.%, из группы элементов В - от 10 до 79,7 ат.% и из группы элементов С - от 0,3 до 15 ат.%. Доля элемента а в группе элементов А - 70 ат.% или более, доля элемента b в группе элементов В - 70 ат.% или более и доля элемента с в группе элементов С - 70 ат.% или более, где элемент а, элемент b и элемент с - элементы с наибольшими содержаниями в группах элементов А, В и С соответственно и энтальпия образования жидкости между любыми двумя элементами, выбираемыми из элементов a, b и с, является отрицательной. В слое покрытия объемную фракцию 5% или более занимает аморфная фаза. Поверхностный слой указанного слоя покрытия может состоять из монофазы аморфной фазы. Материалы характеризуются высокой стойкостью к коррозии или высоким теплоотражением. 3 н. и 33 з.п. ф-лы, 7 ил., 8 табл.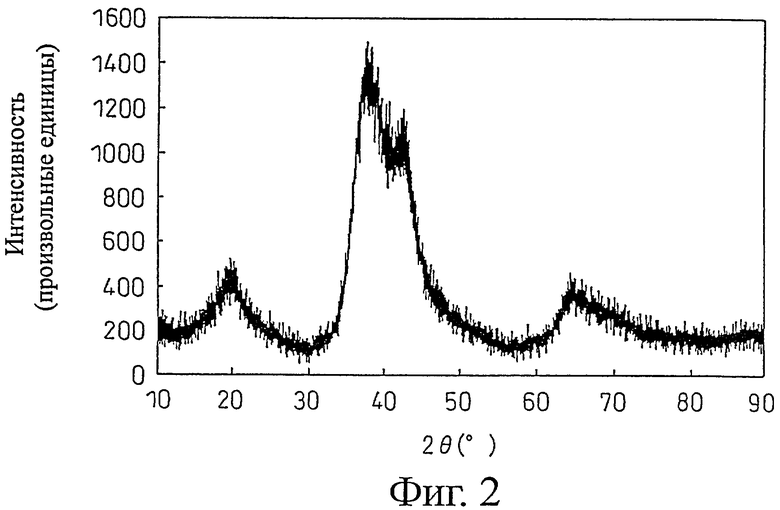
1. Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, образованный из по меньшей мере одного элемента из каждой группы элементов А с атомным радиусом менее 0,145 нм, из группы элементов В с атомным радиусом от 0,145 нм до менее чем 0,17 нм и из группы элементов С с атомным радиусом 0,17 нм или более, отличающийся тем, что общее содержание элементов, относящихся к группе элементов А, составляет от 20 до 85 ат.%, общее содержание элементов, относящихся к группе элементов В, составляет от 10 до 79,7 ат.% и общее содержание элементов, относящихся к группе элементов С, составляет от 0,3 до 15 ат.%, причем доля элемента а в группе элементов А составляет 70 ат.% или более, доля элемента b в группе элементов В 70 ат.% или более и доля элемента с в группе элементов С 70 ат.% или более, где элемент а, элемент b и элемент с означают элементы с наибольшими содержаниями в группе элементов А, группе элементов В и группе элементов С, соответственно и энтальпия образования жидкости между любыми двумя элементами, выбираемыми из элемента а, элемента b и элемента с, является отрицательной, причем в указанном слое покрытия объемную фракцию 5% или более занимает аморфная фаза.
2. Металлический материал по п.1, отличающийся тем, что указанным элементом а является Zn.
3. Металлический материал по п.1, отличающийся тем, что указанным элементом а является Zn, указанным элементом b является Mg и указанным элементом с является Са.
4. Металлический материал по п.3, отличающийся тем, что содержание Zn составляет от более чем 30 до 85 ат.%, Mg от 10 до менее чем 69,7 ат.% и Са от 0,3 до 15 ат.%.
5. Металлический материал по п.3, отличающийся тем, что содержание Zn составляет от 40 до 64,7 ат.%, Mg от более чем 35 до 59,7 ат.% и Са от 0,3 до 15 ат.%.
6. Металлический материал по п.3, отличающийся тем, что содержание Zn составляет от 40 до 85 ат.%, Mg от 10 до 55 ат.% и Са от 2 до 15 ат.%.
7. Металлический материал по п.3, отличающийся тем, что содержание Zn составляет от 40 до 70 ат.%, Mg от 20 до 55 ат.% и Са от 2 до 15 ат.%.
8. Металлический материал по п.3, отличающийся тем, что содержание Zn составляет от 40 до менее чем 63 ат.%, Mg от более чем 35 до 55 ат.% и Са от 2 до 15 ат.%.
9. Металлический материал по любому из пп.1-8, отличающийся тем, что указанным элементом а является Zn, а элементом а' со вторым по величине содержанием после Zn является Al.
10. Металлический материал по п.9, отличающийся тем, что суммарное содержание Zn и Al составляет от 20 до 30 ат.%, Mg от 67,5 до 79,7 ат.% и Са от 0,3 до 2,5 ат.%.
11. Металлический материал по любому из пп.1-8 или 10, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
12. Металлический материал по п.9, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
13. Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, образованный из по меньшей мере одного элемента из каждой группы элементов А с атомным радиусом менее 0,145 нм, из группы элементов В с атомным радиусом от 0,145 нм до менее чем 0,17 нм и из группы элементов С с атомным радиусом 0,17 нм или более, отличающийся тем, что общее содержание элементов, относящихся к группе элементов А, составляет от 20 до 85 ат.%, общее содержание элементов, относящихся к группе элементов В, составляет от 10 до 79,7 ат.% и общее содержание элементов, относящихся к группе элементов С, составляет от 0,3 до 15 ат.%, причем доля элемента а в группе элементов А составляет 70 ат.% или более, доля элемента b в группе элементов В 70 ат.% или более и доля элемента с в группе элементов С 70 ат.% или более, где элемент а, элемент b и элемент с означают элементы с наибольшими содержаниями в группе элементов А, группе элементов В и группе элементов С, соответственно и энтальпия образования жидкости между любыми двумя элементами, выбираемыми из элемента а, элемента b и элемента с, является отрицательной, причем в указанном слое покрытия объемную фракцию 50% или более занимает аморфная фаза.
14. Металлический материал по п.13, отличающийся тем, что указанным элементом а является Zn.
15. Металлический материал по п.13, отличающийся тем, что указанным элементом а является Zn, указанным элементом b является Mg и указанным элементом с является Са.
16. Металлический материал по п.15, отличающийся тем, что содержание Zn составляет от более чем 30 до 85 ат.%, Mg от 10 до менее чем 69,7 ат.% и Са от 0,3 до 15 ат.%.
17. Металлический материал по п.15, отличающийся тем, что содержание Zn составляет от 40 до 64,7 ат.%, Mg от более чем 35 до 59,7 ат.% и Са от 0,3 до 15 ат.%.
18. Металлический материал по п.15, отличающийся тем, что содержание Zn составляет от 40 до 85 ат.%, Mg от 10 до 55 ат.% и Са от 2 до 15 ат.%.
19. Металлический материал по п.15, отличающийся тем, что содержание Zn составляет от 40 до 70 ат.%, Mg от 20 до 55 ат.% и Са от 2 до 15 ат.%.
20. Металлический материал по п.15, отличающийся тем, что содержание Zn составляет от 40 до менее чем 63 ат.%, Mg от более чем 35 до 55 ат.% и Са от 2 до 15 ат.%.
21. Металлический материал по любому из пп.13-20, отличающийся тем, что указанным элементом а является Zn, а элементом а' со вторым по величине содержанием после Zn является Al.
22. Металлический материал по п.21, отличающийся тем, что суммарное содержание Zn и Al составляет от 20 до 30 ат.%, Mg от 67,5 до 79,7 ат.% и Са от 0,3 до 2,5 ат.%.
23. Металлический материал по любому из пп.13-20 или 22, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
24. Металлический материал по п.21, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
25. Металлический материал с нанесенным на него покрытием из сплава, имеющий по меньшей мере на части своей поверхности в качестве слоя покрытия сплав с стеклообразующей способностью, образованный из по меньшей мере одного элемента из каждой группы элементов А с атомным радиусом менее 0,145 нм, из группы элементов В с атомным радиусом от 0,145 нм до менее чем 0,17 нм и из группы элементов С с атомным радиусом 0,17 нм или более, отличающийся тем, что общее содержание элементов, относящихся к группе элементов А, составляет от 20 до 85 ат.%, общее содержание элементов, относящихся к группе элементов В, составляет от 10 до 79,7 ат.% и общее содержание элементов, относящихся к группе элементов С, составляет от 0,3 до 15 ат.%, причем доля элемента а в группе элементов А составляет 70 ат.% или более, доля элемента b в группе элементов В 70 ат.% или более и доля элемента с в группе элементов С 70 ат.% или более, где элемент а, элемент b и элемент с означают элементы с наибольшими содержаниями в группе элементов А, группе элементов В и группе элементов С, соответственно и энтальпия образования жидкости между любыми двумя элементами, выбираемыми из элемента а, элемента b и элемента с, является отрицательной, причем поверхностный слой указанного слоя покрытия состоит из монофазы аморфной фазы.
26. Металлический материал по п.25, отличающийся тем, что указанным элементом а является Zn.
27. Металлический материал по п.25, отличающийся тем, что указанным элементом а является Zn, указанным элементом b является Mg и указанным элементом с является Са.
28. Металлический материал по п.27, отличающийся тем, что содержание Zn составляет от более чем 30 до 85 ат.%, Mg от 10 до менее чем 69,7 ат.% и Са от 0,3 до 15 ат.%.
29. Металлический материал по п.27, отличающийся тем, что содержание Zn составляет от 40 до 64,7 ат.%, Mg от более чем 35 до 59,7 ат.% и Са от 0,3 до 15 ат.%.
30. Металлический материал по п.27, отличающийся тем, что содержание Zn составляет от 40 до 85 ат.%, Mg от 10 до 55 ат.% и Са от 2 до 15 ат.%.
31. Металлический материал по п.27, отличающийся тем, что содержание Zn составляет от 40 до 70 ат.%, Mg от 20 до 55 ат.% и Са от 2 до 15 ат.%.
32. Металлический материал по п.27, отличающийся тем, что содержание Zn составляет от 40 до менее чем 63 ат.%, Mg от более чем 35 до 55 ат.% и Са от 2 до 15 ат.%.
33. Металлический материал по любому из пп.25-32, отличающийся тем, что указанным элементом а является Zn, а элементом а' со вторым по величине содержанием после Zn является Al.
34. Металлический материал по п.33, отличающийся тем, что суммарное содержание Zn и Al составляет от 20 до 30 ат.%, Mg от 67,5 до 79,7 ат.% и Са от 0,3 до 2,5 ат.%.
35. Металлический материал по любому из пп.25-32 или 34, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
36. Металлический материал по п.33, отличающийся тем, что он дополнительно содержит в качестве элементов указанной группы элементов А один или более элементов, выбранных из Au, Ag, Cu и Ni в суммарном количестве от 0,1 до 7 ат.%.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 2003 |
|
RU2236325C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ СИСТЕМЫ ИНЕРЦИОННЫХ МАСС С ВАЛОМ | 1991 |
|
RU2037686C1 |
| JP 6184712 А, 05.07.1994 | |||
| US 5320688 А, 14.06.1994. | |||

