Изобретение относится к области сварочного производства, в частности к способу сварки трением перемешиванием алюминиевых и медных сплавов.
Известен способ сварки трением с перемешиванием [RU№2357843 от 25.07.2007], включающий сборку свариваемых элементов и последующую сварку посредством вращения сварочного инструмента со сменным пальцем, при этом вращение инструмента осуществляют в направлении, противоположном углу отклонения канавок, выполненных на сменном пальце, благодаря чему обеспечивается перемещение пластифицированного металла сверху вниз для создания дополнительного прессующего давления металла в зоне шва.
Известен способ сварки трением с перемешиванием [RU№2714008 от 19.03.2019] алюминиевых конструкций из листовых деталей, включающий их установку и закрепление с последующей сваркой, при этом свариваемые детали закрепляют на жёсткой подложке из пластины, выполненной из материала с более низким коэффициентом теплопроводности, чем свариваемые материалы.
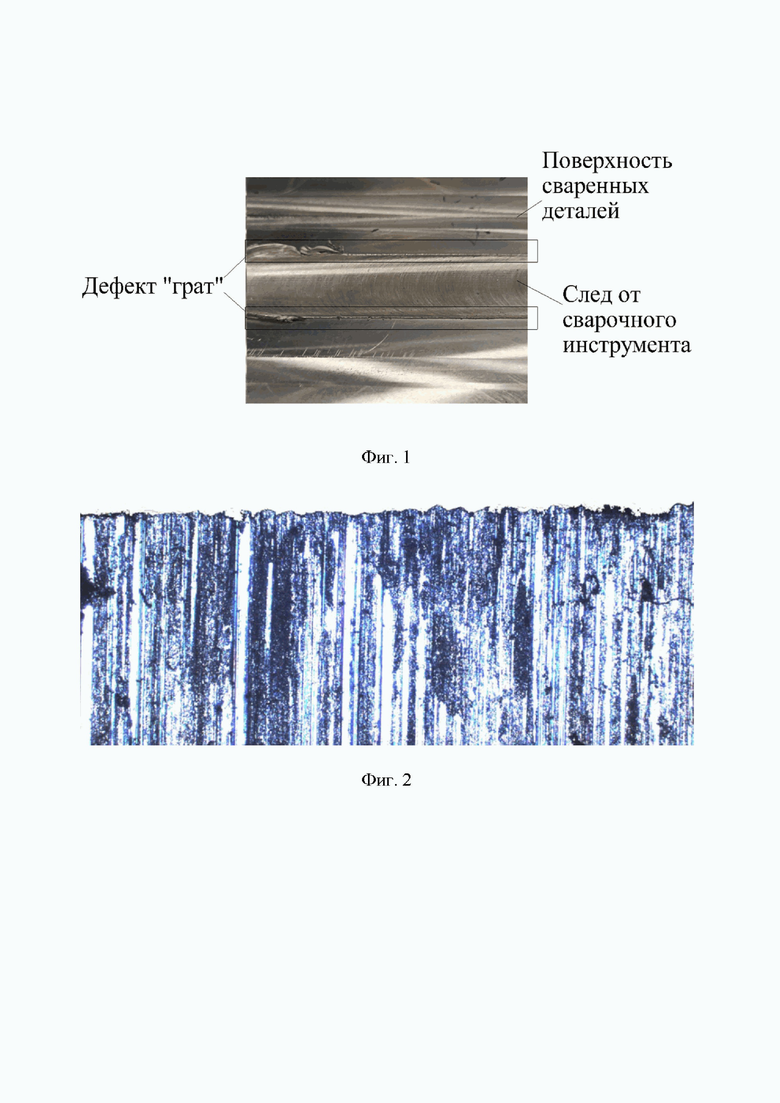
Существенным недостатком указанных способов является то, что после сварки появляется дефект «грат» (фиг. 1). Данный дефект подлежит удалению при помощи последующей зачистки. Кроме того, в процессе сварки, вследствие контакта вращающегося буртика с поверхностью свариваемых деталей, происходит формирование поверхности с низким значением шероховатости, имеющей характерные для сварки трением с перемешиванием неровности (фиг. 1, фиг. 2). Следы после прохода сварочного инструмента не являются значительным дефектом, однако на ответственных конструкциях авиа- и ракетостроительной отрасли они подлежат удалению при помощи последующей зачистки шлифованием или фрезерованием.
Техническим результатом предлагаемого изобретения является создание способа сварки трением с перемешиванием, обеспечивающего одновременную вместе со сваркой фрезерную зачистку для удаления вышеуказанных дефектов, что позволит объединить операцию сварки и зачистки в одну, и значительно сократить время на изготовление сварных изделий.
Технический результат достигается тем, что в предлагаемом способе сварки трением с перемешиванием, включающем в себя установку деталей на подложку и их закрепление, сначала устанавливают фрезерную насадку, на которой закреплены режущие пластины, на инструмент для сварки, предварительно определив необходимую высоту установки относительно буртика инструмента, а затем производят сварку с одновременной фрезерной зачисткой.
На Фиг. 1 изображен внешний вид сварного шва без зачистки. Показан дефект «грат» и след от сварочного инструмента.
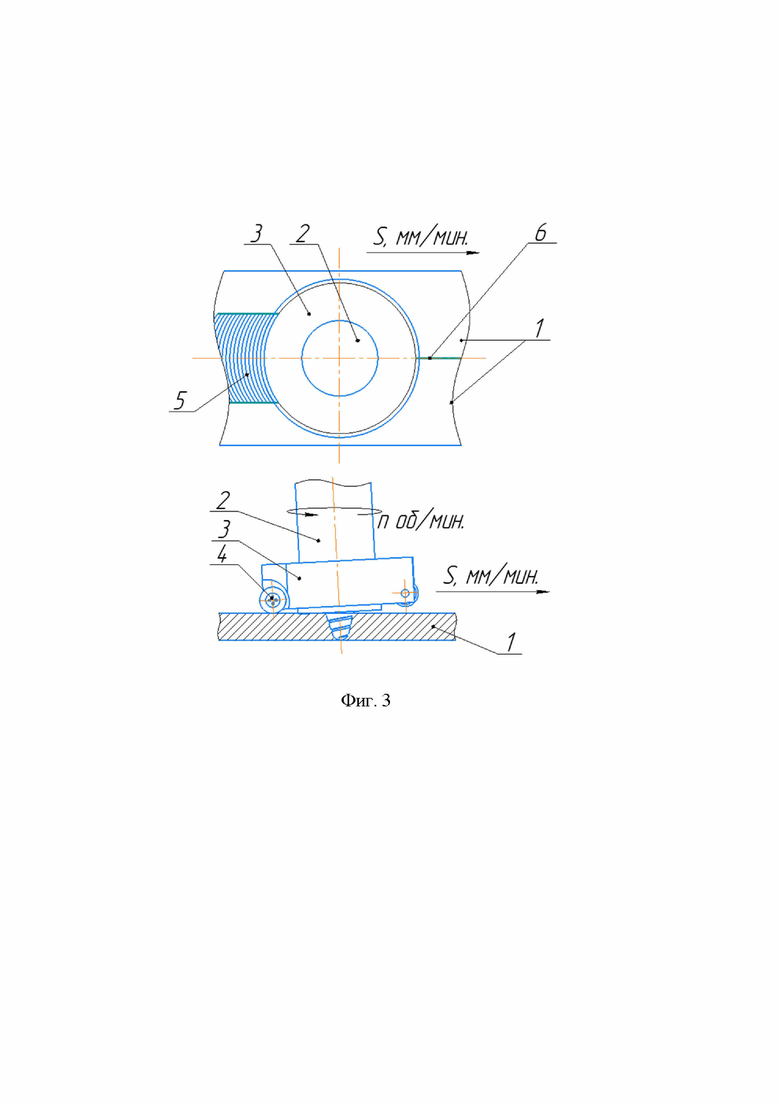
На Фиг. 2 показан разрез сваренных изделий в плоскости их стыка, на котором видно рельеф следа от сварочного инструмента.
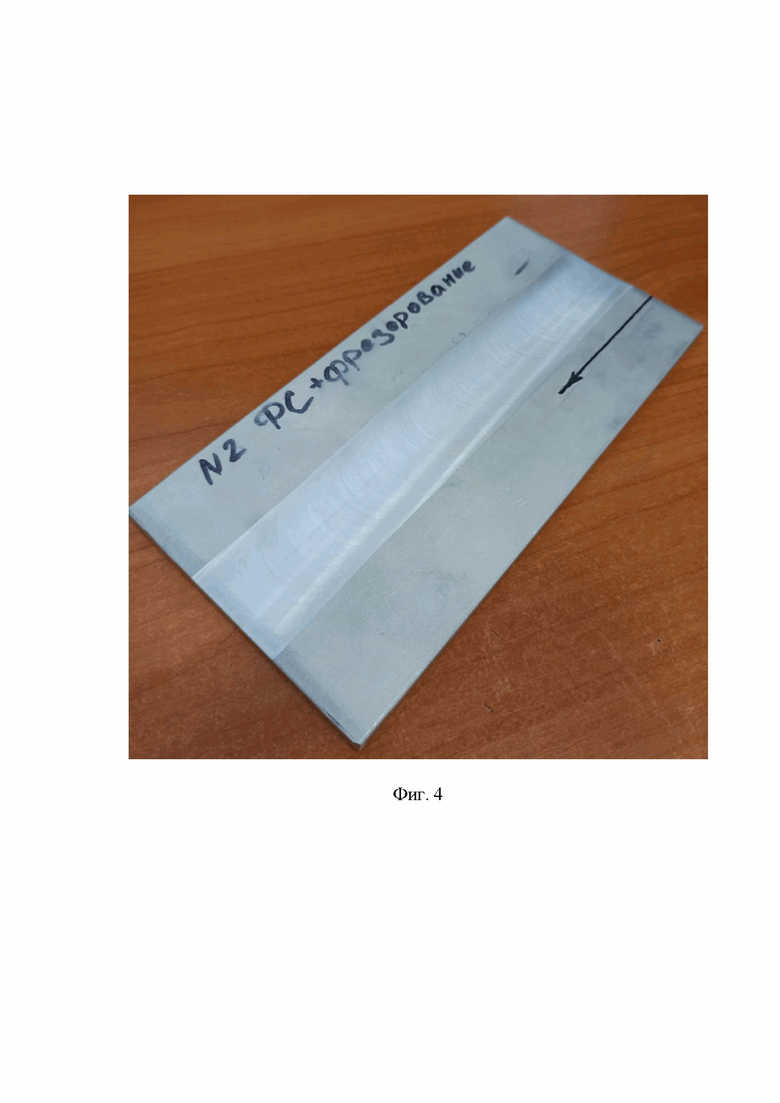
На Фиг. 3 показана схема способа сварки трением с перемешиванием с использованием фрезерной насадки.
На Фиг. 4 показан вид полученного с использованием заявляемого способа сварного изделия.
Пример осуществления предлагаемого изобретения.
На фиг. 3 изображена схема способа сварки с использованием фрезерной насадки. В качестве свариваемых деталей использовали листы толщиной 7.6 мм из сплава АМГ6. Две пластины 1 размером 300х50 мм были установлены на жёсткой подложке станка для сварки трением с перемешиванием и закреплены прихватами сверху. Перед сваркой на инструменте для сварки 2 были изготовлены лыски для фиксации фрезерной насадки 3, на которой установлены режущие пластины для обработки алюминиевых сплавов 4. Высота насадки 3 относительно буртика определялась таким образом, чтобы при заглублении инструмента для сварки 1 на рабочую глубину, режущие пластины 4 на фрезерной насадке формировали зону зачистки 5 шириной 30 мм. При определении высоты насадки 3 относительно буртика учитывался выбранный наклон инструмента для сварки 1 - 2°. После установки фрезерной насадки 2 на инструмент для сварки 1 и закрепления инструмента с насадкой в шпинделе станка, было включено вращение инструмента с заданной частотой вращения n, об/мин. Далее инструмент 1 погружался в стык 6 между пластинами 1 на рабочую глубину. После погружения, вращающийся инструмент 2 двигался вдоль стыка свариваемых деталей 6, при этом установленная на инструменте фрезерная насадка 3 вращалась вместе с инструментом 2, а режущие пластины 4 осуществляли одновременную фрезерную зачистку сразу за инструментом 2, формируя зону зачистки 5. После окончания сварки, движение инструмента было остановлено, инструмент поднят из металла и выключено вращение. От полученной сварной пластины были отрезаны участки начала и конца шва. Изготовленная с применением заявляемого способа деталь представлена на фиг. 4.
Для сравнения производительности использования заявляемого способа был проведён аналогичный описанному выше эксперимент, но без использования фрезерной насадки. После сварки на поверхности свариваемых деталей образовался дефект «грат» и следы движения сварочного инструмента. Затем, для фрезерной зачистки производилась замена сварочного инструмента на фрезу в шпинделе станка. Далее производилось фрезерование. После фрезерования фрезу заменили на сварочный инструмент для изготовления следующих изделий. Таким образом, в технологический процесс изготовления сварных изделий добавилось время на две переналадки станка, две смены инструмента и время резания, что привело к значительному снижению производительности.
Использование заявляемого способа позволило значительно снизить время на изготовление сварного изделия из алюминиевого сплава, полученного сваркой трением с перемешиванием. Предложенный способ может быть использован для изготовления различных конструкций для авиа- и ракетостроительной отрасли, в частности для изготовления топливных баков ракет-носителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ СВАРКИ | 2007 |
|
RU2357843C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ сварки трением с перемешиванием | 2018 |
|
RU2697548C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2017 |
|
RU2677559C1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
Изобретение относится к области сварочного производства. Способ может быть использован для изготовления сваркой трением с перемешиванием конструкций из алюминиевых или медных сплавов, в частности для изготовления топливных баков ракет-носителей. На инструменте для сварки трением с перемешиванием предварительно фиксируют фрезерную насадку с закрепленными на ней режущими пластинами. Производят соединение деталей сваркой с одновременной зачисткой поверхности деталей в зоне сварного шва посредством вращающейся фрезерной насадки при заглублении упомянутого инструмента для сварки. Предварительно определяют высоту фиксации насадки относительно буртика инструмента для сварки из условия получения зоны зачистки, глубина и ширина которой обеспечивает отсутствие на поверхности деталей дефектов и следов от сварочного инструмента. Использование заявляемого способа позволяет снизить время на изготовление сварного изделия из алюминиевого сплава, полученного сваркой трением с перемешиванием. 4 ил., 1 пр.
Способ изготовления сваркой трением с перемешиванием конструкций из листов алюминиевых или медных сплавов, включающий закрепление свариваемых деталей и их соединение сваркой, отличающийся тем, что на инструменте для сварки трением с перемешиванием предварительно фиксируют фрезерную насадку с закрепленными на ней режущими пластинами, а соединение сваркой производят с одновременной зачисткой поверхности деталей в зоне сварного шва посредством вращающейся фрезерной насадки при заглублении упомянутого инструмента для сварки, при этом предварительно определяют высоту фиксации насадки относительно буртика инструмента для сварки из условия получения зоны зачистки, глубина и ширина которой обеспечивает отсутствие на поверхности деталей дефектов и следов от сварочного инструмента.
| RU 2714008 С1, 11.02.2020 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ДЛЯ ВЫСОКОПРОЧНОЙ ТОНКОЛИСТОВОЙ ИЛИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2637546C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |
| WO 2013150801 A1, 10.10.2013. | |||

