Изобретение относится к способам выполнения конструкции дверей с противоударными устройствами, закрепляемыми преимущественно контактной сваркой на внутренней панели металлической двери легкового автомобиля.
За отдаленный аналог принята конструкция RU 2326770.
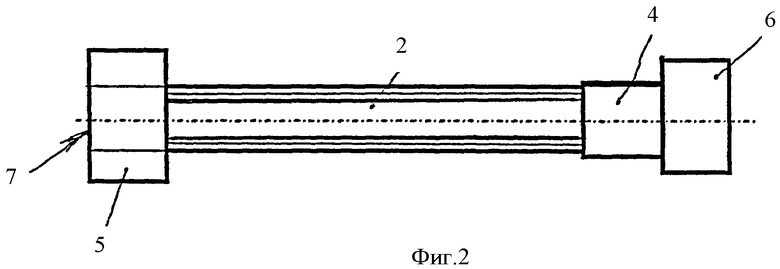
Способ изготовления противоударного устройства, закрепляемого на внутренней поверхности двери легкового автомобиля, содержащий операции, по которым изготавливают металлическую упругую пластину в виде конструкции противоударного устройства, содержащую продольную выемку и элементы для закрепления ее на внутренней панели металлической двери легкового автомобиля, отличающийся тем, что, противоударное устройство (1) изготавливают из листового профиля (2), к которому прикрепляют сваркой по торцам опорные корпусные площадки (3 и 4), причем первой корпусной площадкой (3) огибают сверху наружный контур изготовленного из листа профиля и замыкают его со стороны торца (7) плоским основанием (5), а с другого торца (8) изготовленный из листа профиль соединяют с предварительно отформованной из листа корпусной площадкой в виде глухой коробки (4), состоящей из сдвоенного основания (6), сдвоенное основание смещают параллельно и выше плоского основания (5) первой корпусной площадки на величину, необходимую для монтажа и приварки к внутренней панели металлической двери, после чего осуществляют контроль свариваемых соединений.
Описание способа.
Способ изготовления противоударного устройства, закрепляемого на внутренней поверхности двери легкового автомобиля, содержащий операции, по которым изготавливают металлическую упругую пластину в виде конструкции противоударного устройства, содержащую продольную выемку и элементы для закрепления ее на внутренней панели металлической двери легкового автомобиля, отличающийся тем, что:
- противоударное устройство (1) изготавливают из листового профиля (2), к которому прикрепляют сваркой по торцам опорные корпусные площадки (3 и 4);
- первой корпусной площадкой (3) огибают сверху наружный контур изготовленного из листа профиля и замыкают его со стороны торца (7) плоским основанием (5);
- с другого торца (8), изготовленный из листа профиль соединяют с предварительно отформованной из листа корпусной площадкой в виде глухой коробки (4), состоящей из сдвоенного основания (6);
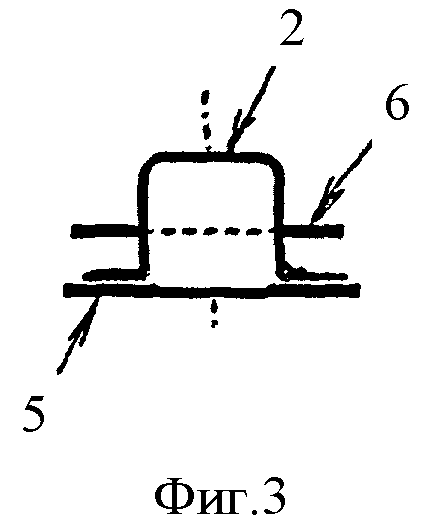
- сдвоенное основание смещают параллельно и выше плоского основания (5) первой корпусной площадки на величину, необходимую для монтажа и приварки к внутренней панели металлической двери;
- осуществляют контроль свариваемых соединений.
Пример выполнения способа.
Способ изготовления противоударного устройства, закрепляемого на внутренней поверхности двери легкового автомобиля, содержащий операции, по которым изготавливают металлическую упругую пластину в виде конструкции противоударного устройства, содержащую продольную выемку и элементы для закрепления ее на внутренней панели металлической двери легкового автомобиля, выполняют таким образом, что:
1) противоударное устройство (1) изготавливают из листового профиля (2), к которому прикрепляют сваркой по торцам опорные корпусные площадки (3 и 4);
2) первой корпусной площадкой (3) огибают сверху наружный контур изготовленного из листа профиля и замыкают его со стороны торца (7) плоским основанием (5);
3) с другого торца (8) изготовленный из листа профиль соединяют с предварительно отформованной из листа корпусной площадкой в виде глухой коробки (4), состоящей из сдвоенного основания (6);
4) сдвоенное основание смещают параллельно и выше плоского основания (5) первой корпусной площадки на величину, необходимую для монтажа и приварки к внутренней панели металлической двери;
5) осуществляют контроль свариваемых соединений.
Промышленная применимость.
Листовой профиль при штамповке или ковке менее изнашивают прессовое оборудование, нежели штамповка из полосы или подобных объемов металла, отчего процесс изготовления противоударных устроств намного экономичнее использовать при холодной штамповке или незначительном нагреве пресс-форм, т.е. переходной фазы перлита в аустенит.
Экономическая эффективность процесса заключается в возможности более продолжительной работы форм штампов, за счет меньших усилий изгибающих моментов для формообразования листового материала.
Графические обозначения: фиг.1 - профильная проекция; фиг.2 - вид в плане; фиг.3 - вид с торца.
Цифровые обозначения графических фигур: противоударное устройство 1; листовой профиль (2); опорные корпусные площадки (3 и 4); плоское основание (5); сдвоенное основание (6); торцы (7 и 8).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2011 |
|
RU2495763C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТИВОУДАРНОЙ ОПОРЫ ДВЕРИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2012 |
|
RU2495764C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2501669C2 |
| РАМНАЯ КОНСТРУКЦИЯ ДЛЯ АВТОМОБИЛЯ | 2009 |
|
RU2481991C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СВАРНОЙ ЗАГОТОВКИ ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ АВТОМОБИЛЯ | 2011 |
|
RU2500514C2 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| ЛИСТОВАЯ СВАРНАЯ ЗАГОТОВКА ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ КУЗОВА АВТОМОБИЛЯ | 2011 |
|
RU2500515C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ | 2014 |
|
RU2598064C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ СВАРНОЙ ЗАГОТОВКИ | 2013 |
|
RU2578877C2 |
Изобретение относится к области машиностроения, а именно к способу изготовления противоударного устройства, закрепляемого на металлической двери легкового автомобиля. Способ содержит операции, согласно которым изготавливают металлическую упругую пластину в виде конструкции противоударного устройства, содержащего продольную выемку и элементы крепления для закрепления на внутренней панели металлической двери легкового автомобиля. Противоударное устройство изготавливают из листового профиля, к которому прикрепляют сваркой по торцам опорные корпусные площадки. Первой корпусной площадкой огибают сверху наружный контур изготовленного из листа профиля и замыкают его со стороны торца плоским основанием. С другого торца изготовленный из листа профиль соединяют с предварительно отформованной из листа корпусной площадкой в виде глухой коробки, состоящей из сдвоенного основания. Сдвоенное основание смещают параллельно и выше плоского основания первой корпусной площадки на величину, необходимую для монтажа и приварки к внутренней панели металлической двери. Осуществляют контроль свариваемых соединений. Достигается повышение безопасности пассажиров транспортного средства при столкновении. 3 ил.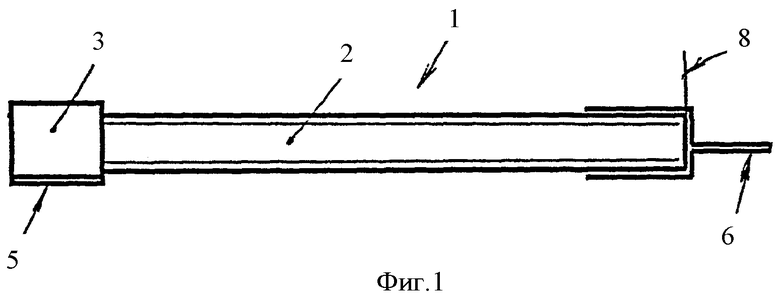
Способ изготовления противоударного устройства, закрепляемого на металлической двери легкового автомобиля, содержащий операции, по которым изготавливают металлическую упругую пластину в виде конструкции противоударного устройства, содержащего продольную выемку и элементы крепления для закрепления на внутренней панели металлической двери легкового автомобиля, отличающийся тем, что противоударное устройство изготавливают из листового профиля, к которому прикрепляют сваркой по торцам опорные корпусные площадки, причем первой корпусной площадкой огибают сверху наружный контур изготовленного из листа профиля и замыкают его со стороны торца плоским основанием, а с другого торца изготовленный из листа профиль соединяют с предварительно отформованной из листа корпусной площадкой в виде глухой коробки, состоящей из сдвоенного основания, сдвоенное основание смещают параллельно и выше плоского основания первой корпусной площадки на величину, необходимую для монтажа и приварки к внутренней панели металлической двери, после чего осуществляют контроль свариваемых соединений.
| JP 2006213312 А, 17.08.2006 | |||
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗОНЫ БЕЗОПАСНОСТИ ПРИ АВАРИИ ТРАНСПОРТНОГО СРЕДСТВА И КОНСТРУКЦИЯ СИДЕНЬЯ, РЕАЛИЗУЮЩЕГО УКАЗАННЫЙ СПОСОБ | 1997 |
|
RU2193982C2 |
| БРУС БЕЗОПАСНОСТИ | 2006 |
|
RU2326770C1 |

