Группа изобретений относится к нанотехнологии порошковой металлургии, в частности к порошковым изделиям из тяжелых сплавов на основе вольфрама, и может быть использована для улучшения их механических свойств в широкой области применения с повышенными требованиями к прочностным характеристикам изделий.
Назначение порошковых изделий из тяжелых сплавов на основе вольфрама в значительной степени определяется механическими свойствами указанного конструкционного материала, область использования которых недостаточно широка в связи с ограниченным сочетанием прочностных и пластических свойств тяжелых вольфрамовых сплавов, полученных традиционным методом порошковой металлургии (жидкофазным спеканием).
Так, известно для сплава (W - 93%, Ni - 4,9%, Fe - 2,1%) с плотностью - 17,52 г/см3, полученного методом порошковой металлургии спеканием при 1500°C в течение 30 мин с последующим вакуумным отжигом при 1100°C, следующее сочетание механических свойств: предел прочности - 996 МПа и относительное удлинение - 23% (см. статью на англ. яз.: Islam S. Humail and other «Tensile behavior change depending on the varying tungsten content of W-Ni-Fe alloys» - International Journal of Refractory Metals & Hard Materials 25 (2007) p.383).
При этом уровень техники в отношении порошковых изделий из тяжелых сплавов на основе вольфрама характеризуется технологическим решением задачи изготовления таких изделий из рассматриваемого сплава либо с высокой плотностью для защиты от гамма-излучения, в качестве мощных электродов и других деталей (см. статью Белова В.Ю. и др. «Влияние технологических факторов на физико-химические свойства заготовок из вольфрамового сплава ВНЖ 95» - Заготовительные производства в машиностроении, 2005, №7, с.45), либо с приемлемой прочностью для изготовления головок и корпусов боевых снарядов (см. книгу Савицкого Е.М. и др. Металловедение вольфрама. М.: «Металлургия», 1978, с.194).
Причем во втором случае для увеличения прочности и пластичности тяжелые сплавы на основе вольфрама упрочняют рекристаллизованными вольфрамовыми нитями или проводят другие технологические операции по модифицированию структуры сплавов, что усложняет технологию изготовления изделий из них.
Примером изготовления изделий, относящихся к первой группе, является известный способ изготовления спеченных изделий на основе вольфрама с добавками никеля (см. патент РФ №2007273, B22F 3/12, B22F 3/16, 1994) в результате прессования гидростатическим давлением 0,2-1,0 ГПа высокодисперсных порошков вольфрама с размерами частиц 0,05-0,5 мкм после добавки к ним никеля, последующего предварительного спекания в водороде при 1000°C в течение 30 мин и окончательного спекания в вакууме при 1300°C в течение 1 ч и получения образцов с плотностью до 18,9 г/см3.
Примером изготовления изделий, относящихся ко второй группе, является известный способ изготовления заготовок из смеси порошков на основе вольфрама (см. патент РФ №2305024, B22F 3/105, B22F 5/12, B30B 15/30, 2007), включающей непрерывное послойное спекание с подпрессовыванием каждой порции смеси порошка с частью изготавливаемой длинномерной заготовки путем индукционного нагрева в среде водорода до температуры 1700-2000°C. В результате материал длинномерных заготовок имеет следующие физико-механические свойства: предел прочности ~1020 МПа, относительное удлинение ~27% и плотность ~17,1 г/см3, что определяет область использования заготовок - при изготовлении корпусов бронебойных подкалиберных снарядов, потребность которой в повышении прочностных характеристик материала таких изделий - очевидна и актуальна.
Сравнение известных аналогов, в том числе известного технологически усложненного (характеризующегося выходными физико-механическими свойствами, примерно такими же как в способе по патенту РФ №2305024) способа изготовления заготовок из тяжелых сплавов на основе вольфрама, спекаемых в твердой фазе (см. патент РФ №2336973, B22F 5/10, B22F 3/12, B22F 3/24, B22F 7/02, 2008) с заявляемой группой изобретений в отношении решенной заявителем технической задачи: улучшение механических свойств порошковых изделий из тяжелых сплавов на основе вольфрама с точки зрения значительного повышения их прочностных свойств при технологически достаточном уровне их пластических свойств на основе обеспечения высокой плотности указанных сплавов практически без предварительного прессования исходных порошковых смесей, позволяет сделать вывод для этих изделий о качественном скачке их свойств, обусловленном новым нанотехнологическим решением данной задачи, в связи с чем заявитель выбрал форму изложения технической сущности заявляемой группы изобретений - без прототипа.
Технический результат заявляемой группы изобретений - повышение эффективности улучшения механических свойств порошковых изделий из тяжелых сплавов на основе вольфрама в результате значительного повышения прочности при приемлемой пластичности за счет задействования предлагаемых особенностей наноструктурного механизма диспергирования и спекания порошковой смеси и при повышении технологичности получения данных изделий и целевых возможностей их использования, вытекающих из получаемого нового сочетания улучшенных механических свойств и высокой плотности указанного перспективного материала для специализированных изделий.
Для достижения указанного технического результата заявляется способ улучшения механических свойств порошковых изделий из тяжелых сплавов на основе вольфрама путем наноизмельчения исходной порошкообразной смеси вольфрама, никеля и железа, и высокоскоростного спекания формованных заготовок изделий из указанной измельченной смеси до получения высокоплотных изделий с улучшенными механическими свойствами.
При этом исходную порошковую смесь, содержащую вольфрама не менее 95% по массе, остальное никель и железо с массовым соотношением между ними - 7:3, измельчают до получения однородной порошковой смеси с размерами частиц ~100 нм путем высокоэнергетического помола с проявлением эффекта механической активации частиц указанной порошковой смеси, после чего формуют заготовки порошковых изделий легким прессованием этой смеси, которые затем подвергают электроимпульсному плазменному спеканию в твердой фазе с нагревом в вакууме со скоростью 100-300°C/мин.
В частном случае осуществления заявляемого способа исходную порошковую смесь, содержащую по массе вольфрама 95%, никеля 3,5% и железа 1,5%, измельчают в планетарной мельнице АПФ-3 с ускорением 30-60 G выполненных из вольфрамового сплава мелющих шаров в течение 20 мин, после чего формуют заготовки порошковых изделий прессованием этой смеси до относительной плотности 50% от плотности материала порошкового изделия на выходе, которые затем подвергают спеканию в вакууме со скоростью нагрева 100°C/мин до температуры не более 950°C с помощью установки для электроимпульсного плазменного спекания - Spark Plasma Sintering типа «model SPS-625».
В порошковом изделии из тяжелых сплавов на основе вольфрама с механическими свойствами, улучшенными изложенным выше способом в результате получения изделия из порошковой смеси, содержащей вольфрама не менее 95% по массе, остальное никель и железо с массовым соотношением между ними - 7:3, материал указанного изделия, с механическими свойствами: пределом макроупругости не менее 2000 МПа и пределом текучести не менее 2500 МПа, при плотности ~18,0 г/см3, имеет нанодисперсную структуру с размерами частиц не более 500 нм и эффектом механического легирования вольфрамом γ-фазы на основе никеля с концентрацией атомов вольфрама в твердом растворе «никель-железо» до 20,4 мас.%.
Новизна и взаимосвязь диспергирования и спекания в предлагаемой нанотехнологии порошковой металлургии тяжелых сплавов на основе вольфрама, подтверждающая соответствие заявляемой группы изобретений требованию критерия патентоспособности «изобретательский уровень», заключается в необходимости такого предварительного высокоэнергетического нанодиспергирования исходной порошковой смеси, которое соответствует условию обеспечения достигаемого уровня свойств наноструктуры, сохраняемой в спекаемом в твердой фазе вольфрамовом псевдосплаве за счет экспериментально найденных режимов высокоскоростного нагрева методом электроимпульсного плазменного спекания.
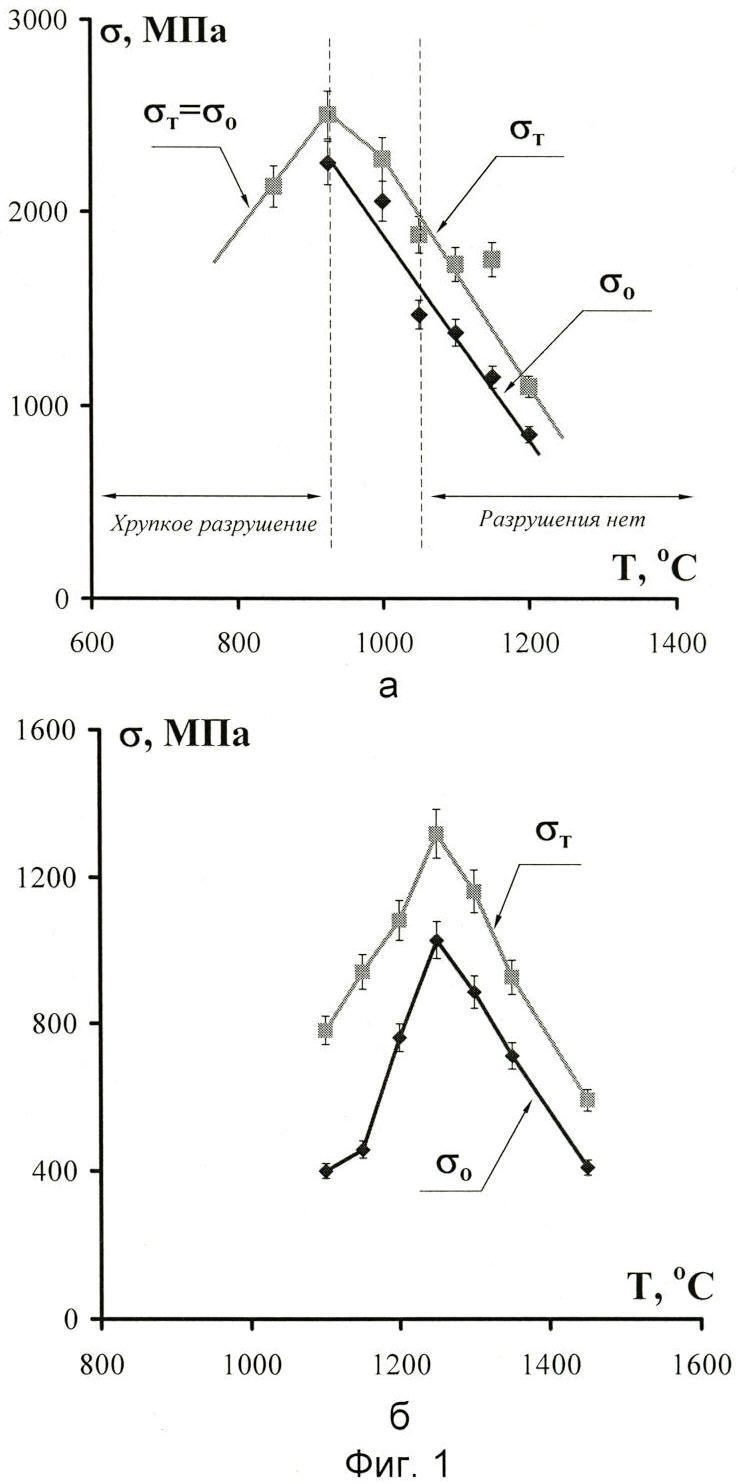
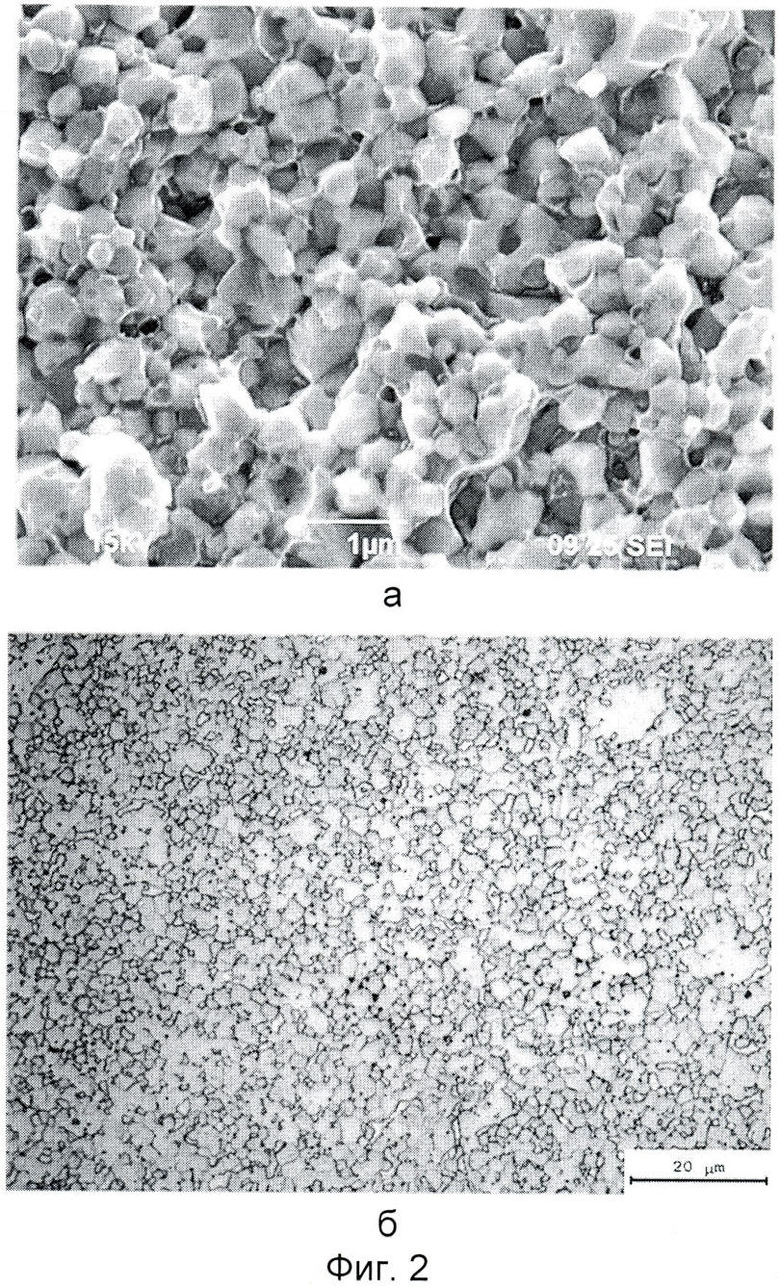
На фиг.1 приведены зависимости предела макроупругости и предела текучести от температуры спекания материала порошкового изделия из тяжелого сплава на основе вольфрама, получаемого из порошковой смеси, содержащей по массе вольфрама 95%, никеля 3,5% и железа 1,5% (сплав ВНЖ-95) путем измельчения в планетарной мельнице АПФ-3 с ускорением мелющих выполненных из этого же сплава шаров 30-60 G в течение 20 мин до получения однородной порошковой смеси с размерами частиц ~100 нм и спекания, соответственно в установке для электроимпульсного плазменного спекания в вакууме (Spark Plasma Sintering «model SPS-625») со скоростью нагрева 100°C/мин (фиг.1а) и в типовой водородной печи со скоростью нагрева 10°C/мин (фиг.1б); на фиг.2 представлены нанодисперсная структура излома образца сплава ВНЖ-95 заявляемого порошкового изделия (фиг.2а), полученного в результате соответствующих фиг.1а высокоэнергетического помола и электроимпульсного плазменного спекания в твердой фазе до температуры 950°С, и микроструктура образца сплава ВНЖ-95 порошкового изделия (фиг.2б), полученного в результате соответствующих фиг.1б высокоэнергетического помола и спекания в водородной среде до температуры 1250°С.
Выбор материала изделий в ряду тяжелых сплавов на основе вольфрама (сплав на основе вольфрама с содержанием никеля и железа с массовым соотношением между ними - 7:3) определялся как технологически оптимальный в отношении наименьших температур спекания в твердой фазе и комплекса физико-механических свойств получаемого материала изделий (см. основу для указанного выбора в патенте РФ №2336973).
В качестве исходной при исследовании изменения механических свойств образцов материала порошковых изделий в зависимости от температуры спекания в соответствии с фиг.1 и 2 послужила порошковая смесь с составом, соответствующим сплаву ВНЖ-95 с размером частиц 4-5 мкм.
Для наноизмельчения данной исходной порошковой смеси до получения однородной порошковой смеси с размерами частиц ~100 нм использовалась планетарная мельница АПФ-3 с частотой вращения барабанов 1450 об/мин при соотношении массы шаров, выполненных из сплава ВНЖ-95 и имеющих диаметр 6-10 мм, к массе измельчаемой порошковой смеси: 10:1.
Перед спеканием заготовки порошковых изделий цилиндрической формы (диаметром до 20 мм и высотой до 10 мм) представляли собой результат формования - легкого прессования наноизмельченной порошковой смеси в гидростате давлением ~50 МПа.
Метод электроимпульсного плазменного спекания (см. статью на англ. яз.: Z.A.Munir, M.Ohynagi «The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method» - J MATER SCI 41 (2006) p.763-777) реализовывался для спекания формованной наноизмельченной порошковой смеси на установке для электроимпульсного плазменного спекания - Spark Plasma Sintering типа «SPS-625» (производство фирмы «SPS SYNTEX IMC» - Япония).
Заявляемый способ характеризуется улучшенной технологией (за счет облегченной прессовки, а также сниженных температуры и времени спекания) обеспечения скачка в увеличении прочности порошковых изделий при приемлемой пластичности (см. фиг.1а и 1б): материал изделия (сплав ВНЖ-95) приобрел свойства при его нанодисперсной структуре с размерами частиц не более 500 нм (см. фиг.2а) и эффекте механического легирования вольфрамом γ-фазы на основе никеля с концентрацией атомов вольфрама в твердом растворе «никель-железо» до 20,4 мас.%. После предлагаемых высокоэнергетического наноизмельчения и высокоскоростного (со скоростью нагрева 100°С/мин) электроимпульсного плазменного спекания: при температуре спекания 1150°С предел макроупругости (σо) ~1500 МПа и предел текучести (σт) ~1900 МПа (при усадке ≥10% и плотности ~18,05 г/см3), при температуре спекания 950°C предел макроупругости ~2250 МПа и предел текучести ~2500 МПа (при усадке ≤0,2% и плотности ~17,90 г/см3, предел текучести в условиях хрупкого разрушения соответствует пределу прочности), в отличие от свойств этого материала (сплав ВНЖ-95) при микроструктуре с размерами частиц 3-4 мкм (см. фиг.2б) после одинакового с заявляемым способом наноизмельчения и традиционного (со скоростью нагрева 10°C/мин) спекания в типовой водородной печи: при температуре спекания 1250°C предел макроупругости ~1000 МПа и предел текучести ~1400 МПа (при усадке ≥20% и плотности ~18,1 г/см3).
Наиболее выигрышное при скорости нагрева 100°C/мин улучшение механических свойств заявляемое порошковое изделие приобретает (см. фиг.1а) при температуре электроимпульсного плазменного спекания 950°C. При скорости нагрева менее 100°C/мин эффект увеличения прочностных характеристик падал на ~15% на 10°C/мин снижения скорости нагрева (верхний предел скорости нагрева 300°C/мин определился техническими граничными возможностями указанной установки электроимпульсного плазменного спекания.
По своим механическим свойствам целевой материал заявляемого порошкового изделия выделяется в ассортименте конструкционных материалов, расширяет и обогащает промышленную продукцию современной порошковой металлургии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2336973C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСОЛИДИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2495732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ ТВЕРДЫХ СПЛАВОВ ГРУППЫ WC-Co | 2014 |
|
RU2582851C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2015 |
|
RU2582166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПЫЛЯЕМОЙ КОМПОЗИТНОЙ МИШЕНИ ИЗ СПЛАВА ГЕЙСЛЕРА CoFeSi | 2016 |
|
RU2644223C1 |
| Способ изготовления распыляемой композитной мишени, содержащей фазу сплава Гейслера CoFeSi | 2016 |
|
RU2637845C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕХАНИЧЕСКИ ЛЕГИРОВАННОЙ АЗОТСОДЕРЖАЩЕЙ СТАЛИ | 2010 |
|
RU2425166C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДНОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2686831C1 |
| Способ спекания изделий из порошков твердых сплавов группы WC-Co | 2016 |
|
RU2636538C1 |
Изобретение относится к порошковой металлургии, в частности к порошковым изделиям из тяжелых сплавов на основе вольфрама. Исходную смесь, содержащую не менее 95 мас.% вольфрама, остальное - никель и железо с массовым отношением между ними 7:3, измельчают до получения однородной порошковой смеси с размерами частиц порядка 100 нм путем высокоэнергетического помола с обеспечением механической активации частиц. Соотношение массы мелющих шаров и массы исходной порошковой смеси составляет 10:1. Заготовки порошковых изделий формуют прессованием в гидростате при давлении порядка 50 МПа и подвергают электроимпульсному плазменному спеканию в твердой фазе с нагревом в вакууме со скоростью 100-300°С/мин. Полученное изделие имеет предел макроупругости не менее 2000 МПа, предел текучести не менее 2500 МПа, при плотности ~18,0 г/см3, и нанодисперсную структуру с размерами частиц не более 500 нм. Концентрация атомов вольфрама в твердом растворе «никель-железо»зерен γ-фазы на основе никеля, механически легированной вольфрамом, составляет до 20,4 мас.%. 2 н. и 1 з.п. ф-лы, 2 ил.
1. Способ получения порошковых изделий из тяжелых сплавов на основе вольфрама, включающий приготовление исходной порошковой смеси, содержащей вольфрам, железо и никель, гидростатическое прессование и спекание, отличающийся тем, что исходную порошковую смесь, содержащую вольфрама не менее 95 мас.%, остальное никель и железо с массовым отношением между ними 7:3, измельчают до получения однородной порошковой смеси с размерами частиц порядка 100 нм путем высокоэнергетического помола с обеспечением механической активации частиц при соотношении массы мелющих шаров и массы исходной порошковой смеси 10:1, после чего формуют заготовки порошковых изделий прессованием в гидростате при давлении порядка 50 МПа, которые затем подвергают электроимпульсному плазменному спеканию в твердой фазе с нагревом в вакууме со скоростью 100-300°С/мин.
2. Способ по п.1, отличающийся тем, что исходную порошковую смесь, содержащую по массе вольфрама 95%, никеля 3,5% и железа 1,5%, измельчают в планетарной мельнице с ускорением 30-60G мелющих выполненных из вольфрамового сплава шаров в течение 20 мин, после чего формуют заготовки порошковых изделий прессованием этой смеси до относительной плотности 50% от плотности материала порошкового изделия на выходе, которые затем спекают с помощью установки для электроимпульсного плазменного спекания в вакууме со скоростью нагрева 100°С/мин до температуры 950°С.
3. Порошковое изделие, полученное из тяжелых сплавов на основе вольфрама, отличающееся тем, что оно получено способом по п.1 или 2 из порошковой смеси, содержащей вольфрама не менее 95 мас.%, остальное никель и железо с массовым отношением между ними 7:3, при этом сплав изделия характеризуется механическими свойствами: пределом макроупругости не менее 2000 МПа и пределом текучести не менее 2500 МПа при плотности ~18,0 г/см3, и имеет нанодисперсную структуру с размерами частиц не более 500 нм и концентрацией атомов вольфрама до 20,4 мас.% в твердом растворе «никель-железо» зерен γ-фазы на основе никеля, механически легированной вольфрамом.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| Способ прессования полых изделий из металлических порошков | 1985 |
|
SU1279748A1 |
| Пресс-форма для изготовления изделий сложной формы | 1988 |
|
SU1694343A1 |
| US 3979234 A, 07.09.1976 | |||
| ДВУХСКОРОСТНОЙ ПРИВОДНОЙ Л1ЕХАНИЗМ ДЛЯ ОРГАНОВ НАСТРОЙКИ РАДИОАППАРАТУРЫ | 0 |
|
SU326713A1 |

