Настоящее изобретение касается способа и установки для изготовления полого стеклянного изделия малой толщины, например флаконов или любого изделия подобного типа.
Объектом изобретения является также полое стеклянное изделие, полученное таким способом.
В общем, изготовление полых стеклянных изделий, например флаконов, должно соответствовать различным требованиям, в частности, относительно формы, например, положения горлышка, требованиям к оснастке для изготовления, например, для извлечения из формы, требованиям к распределению стекла и веса стекла, а также специфическим требованиям, связанным с упаковкой.
Известный способ изготовления такого типа изделий заключается во введении в черновую форму, по меньшей мере, одной наборки стекла, расплавленного до заданной температуры, и в предварительном формовании в черновой форме изделия, по меньшей мере, из упомянутой наборки путем нагнетания в черновую форму газа под давлением, такого, например, как воздух.
Выполненная таким образом заготовка изделия переносится в чистовую форму, и изделие окончательно формуется в этой чистовой форме также при нагнетании газа под давлением.
Полые стеклянные изделия и, в особенности, флаконы, предназначенные для использования в парфюмерии и косметике, до сих пор изготавливают из толстого стекла, которые рассматриваются как очень качественные изделия и помогают передать образ роскоши. Но тенденцией является изготовление полых стеклянных изделий с почти невидимыми стенками для того, чтобы передать образ легкости, изысканности, элегантности и кажущейся хрупкости.
Для достижения этого при промышленном изготовлении полого стеклянного изделия должны быть выполнены несколько условий, а именно:
- весьма малые толщины стекла,
- более равномерное распределение стекла, чтобы не нарушить зрительное восприятие, и
- достаточная механическая прочность для обработки изделия.
В упомянутом способе регулирование черновой формы и геометрии заготовки позволяет получить стеклянные стенки малой и равномерной толщины, но по-прежнему существует избыток стекла в дне изделия, ориентированный по оси упомянутого изделия.
Этот избыток образует внутри изделия выпуклый припуск, в дальнейшем именуемый специалистами «marioquette» или «полицейская шляпа». Этот припуск нарушает равномерность распределения стекла.
Более того, с учетом малой толщины стенок изделия требования к распределению стекла вызывают гораздо более высокий темп производства, чем практикуемый в настоящее время для изделий с более толстыми стенками. Между заготовкой и стенками чистовой формы образуется газовая прослойка, которая остается там в процессе выдувки. Эта прослойка не может удалиться вследствие недостатка времени, вызывая, таким образом, деформацию основных сторон изделия.
Целью изобретения является предложение способа и устройства для изготовления полого стеклянного изделия малой толщины, которые лишены указанных недостатков.
Объектом изобретения, таким образом, является способ изготовления полого стеклянного изделия со стенками и дном малой толщины, в котором:
- в черновую форму вводят, по меньшей мере, одну наборку расплавленного стекла,
- в черновой форме формуют заготовку изделия, по меньшей мере, из упомянутой наборки,
- перемещают заготовку изделия в чистовую форму,
- в чистовой форме формуют изделие,
отличающийся тем, что в процессе формования изделия в чистовой форме избыток стекла направляют наружу дна для формирования выпуклости и удаляют эту выпуклость для получения дна изделия, по существу, постоянной толщины.
В соответствии с другими характеристиками изобретения:
- в процессе формования изделия в чистовой форме отводят наружу из чистовой формы газ, образующийся между основными стенками изделия и внутренними стенками упомянутой чистовой формы, и
- удаляют наружную выпуклость дна изделия посредством, по меньшей мере, операции срезания, за которой следует, по меньшей мере, операция полировки наружной поверхности дна изделия.
Объектом изобретения является также установка для изготовления полого стеклянного изделия, содержащего стенки и дно малой толщины, содержащая:
- по меньшей мере, один распределитель наборок расплавленного стекла,
- черновую форму, содержащую полость, предназначенную для последовательного приема, по меньшей мере, одной наборки расплавленного стекла,
- средства формования в черновой форме заготовки упомянутого изделия,
- средства перемещения заготовки в полость чистовой формы,
- средства формования изделия в чистовой форме,
отличающаяся тем, что полость чистовой формы содержит дно, снабженное вогнутой выемкой для формования на дне изделия выпуклости, направленной наружу упомянутого изделия, а также тем, что установка содержит средства удаления выпуклости для получения дна изделия, по существу, постоянной толщины.
В соответствии с другими характеристиками изобретения:
- чистовая форма содержит, по меньшей мере, один канал для отведения наружу из упомянутой формы газа, образующегося между основными сторонами стенок изделия и внутренними стенками чистовой формы, и
- установка содержит средства срезания внешней выпуклости дна и средства полировки наружной поверхности дна изделия.
Объектом изобретения является также полое стеклянное изделие, содержащее стенки и дно малой толщины, полученное вышеописанным способом, отличающееся тем, что боковые стенки имеют толщину, составляющую от 0,5 до 3 мм и предпочтительно 1 мм, а дно выполнено толщиной от 1,5 до 4 мм.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- фиг.1 - схематичный вид части установки для изготовления полого стеклянного изделия малой толщины по изобретению.
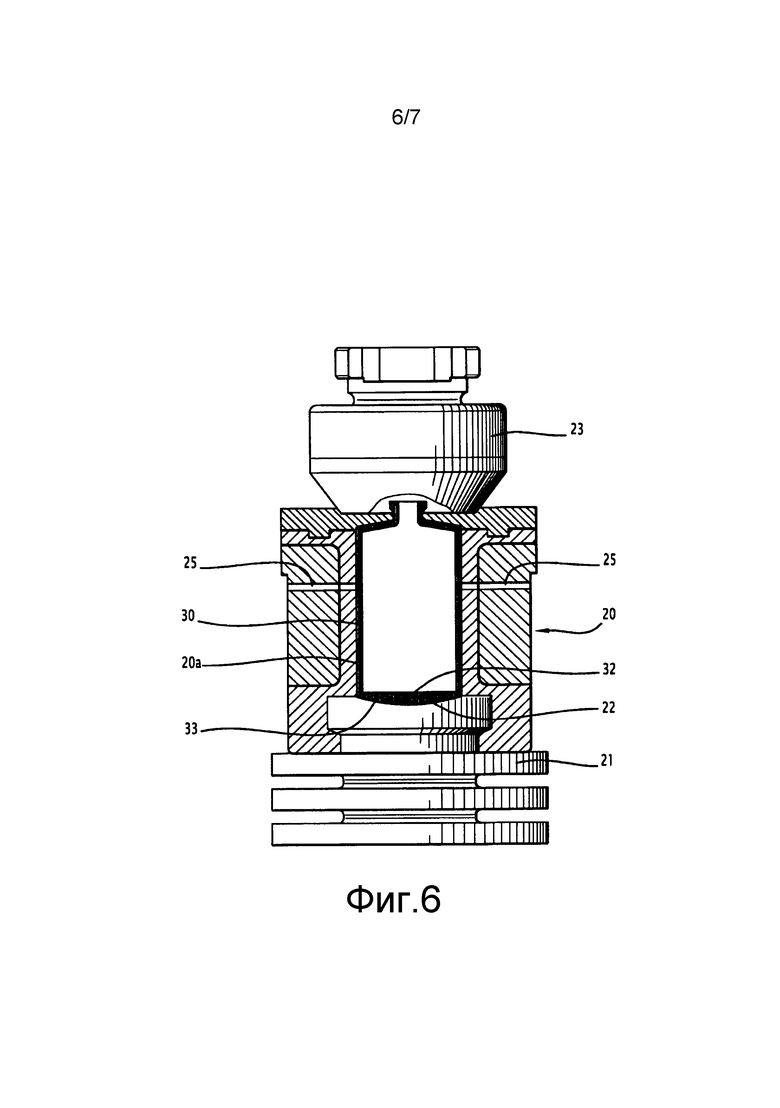
- фиг.2-6 - схематичные виды, в вертикальном разрезе черновой формы и чистовой формы согласно изобретению,
- фиг.7 - схематичный вид полого стеклянного изделия, полученного после этапа формования в чистовой форме, и
- фиг.8 схематично изображает окончательный вид в перспективе полого стеклянного изделия.
Ниже установка для осуществления способа по изобретению будет описана для изготовления стеклянного изделия 30, например флакона общей параллелепипедной формы, содержащего боковые стенки 31 и дно 32 малой толщины, как показано на фиг.8. Боковые стенки 31 имеют толщину, составляющую от 0,5 до 3 мм и предпочтительно порядка 1 мм, а дно 32 имеет толщину, составляющую от 1,5 до 4 мм.
Очевидно, такая установка позволяет также изготовить полые изделия различных форм и малой толщины.
Таким образом, как представлено на фиг.1, установка содержит распределитель 1 расплавленного стекла, расположенный между не изображенной на чертеже печью и черновой формой, обозначенной в целом позицией 10.
Распределитель 1 известного типа выдает на выходе литьевого отверстия 2 наборку 3, которая известным образом отрезается не представленными на чертеже ножницами.
С выхода распределителя 1 наборка 3 попадает в трубу 4, которая подает ее в черновую форму 10, содержащую полость 10а для формования заготовки 5. Для этого полость 10а черновой формы 10 на уровне входа содержит воронку 13.
Таким образом, как схематично показано на фиг.2, черновая форма 10 в нижней своей части содержит сопло 12 для дутья, связанное с не изображенным на чертеже устройством питания газом под давлением, например воздухом.
После введения наборки 3 в полость 10а черновой формы 10 в верхнем отверстии упомянутой черновой формы размещают дно 14 на воронку 13 и нагнетают воздух под давлением через сопло 12 для дутья для уплотнения стекла и формования на заготовке 5 кольца 5а, как изображено на фиг.3. Дно 14 затем поднимают для снятия воронки 13. Это дно 14 располагают на верхней части черновой формы 10 для формирования дна заготовки 5, а воздух под давлением подается через сопло 12.
Таким образом, получают заготовку 5 изделия 30.
Затем заготовка 5 освобождается от формы и подается рычагом манипулятора 15 (Фиг.1), поворачивающимся на оси 15а, в чистовую форму 20, схематично изображенную на фиг.4-6. Эта чистовая форма 20 содержит полость 20а, нижняя часть которой закрывается съемным дном 21. Это съемное дно 21 позволяет придавать форму дну 32 получаемого изделия 30.
Как видно на фиг.4-6, дно 21 полости 20а содержит вогнутую выемку 22. Когда заготовка 5 введена в чистовую форму 20 (фиг.5), на верхней части чистовой формы 20 устанавливают сопло 23 для дутья, которое связано с не изображенным устройством питания газом под давлением, например воздухом.
После этой операции в заготовку 5 подают газ под давлением для формования изделий 30 (фиг.6).
В процессе формования изделия 30 в чистовой форме 20 избыток стекла размещается в выемке 22, выполненной в дне 21 этой чистовой формы 20 для формования наружу изделия 30 выпуклости 33, как изображено на фиг.7. Таким образом, внутреннее распределение дна 32 изделия 30 оседает в выемке 22, и внутренняя поверхность 32а дна 30 становится горизонтальной.
Изделие 30, полученное в чистовой форме 20, представлено на фиг.7 и освобождается из этой чистовой формы 20 путем удаления съемного дна 21.
Затем для удаления сформированной таким образом выпуклости 33 оператор осуществляет, по меньшей мере, операцию срезания, за которой следует, по меньшей мере, операция полировки наружной поверхности 32b дна 32 изделия 30 для получения дна 32, по существу, постоянной величины, как изображено на фиг.8.
В процессе операции формования в чистовой форме 20 для обеспечения отвода газовых слоев, которые образуются между основными поверхностями заготовки 5 и внутренними стенками полости 20а этой чистовой формы 20, последняя содержит, по меньшей мере, один канал, обозначенный позицией 25 на фиг.4-6.
В примере реализации, представленной на этих чертежах, каждый канал 25 образован трубой, выполненной в стенках чистовой формы 20. Каждый канал 25 содержит элемент, позволяющий газу выходить, но не пропускает расплавленное стекло через этот канал. Каждый канал 25 может быть образован любым другим образом в чистовой форме 20.
Изделие 30 может подвергаться горячим и холодным химическим обработкам для упрочнения наружной поверхности стекла.
Способ по изобретению позволяет получить полые стеклянные изделия малой толщины с равномерным распределением стекла и прочностью, необходимой для этого типа материала, несмотря на малые толщины боковых стенок и дна.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ СМАЗКА ФОРМ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2444479C2 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| СПОСОБ И МАШИНА ДЛЯ КОНТРОЛЯ ПРОЦЕССА ФОРМОВАНИЯ | 2018 |
|
RU2773340C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ВЫДУВНОГО ФОРМОВАНИЯ ПОЛЫХ ТЕЛ С СИСТЕМОЙ РАСПРЕДЕЛЕНИЯ ТОЛЩИНЫ СТЕНОК ЗАГОТОВКИ | 2006 |
|
RU2411123C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1940 |
|
SU61327A1 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| СТЕКЛЯННЫЙ ФЛАКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2047574C1 |
| ПРОЦЕСС И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОГО КОНТЕЙНЕРА С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2564293C2 |






Изобретение относится к способу изготовления полого стеклянного изделия. Технический результат изобретения заключается в получении изделия малой толщины с равномерным распределением стекла. В черновую форму вводят, по меньшей мере, одну наборку расплавленного стекла и формуют заготовку. Перемещают заготовку в чистовую форму и формуют изделие. Полость чистовой формы содержит дно, снабженное вогнутой выемкой для формования на дне изделия выпуклости, направленной наружу упомянутого изделия. Затем выпуклость удаляют для получения дна изделия, по существу, постоянной толщины. 3 н. и 4 з.п. ф-лы, 8 ил.
1. Способ изготовления полого стеклянного изделия (30), содержащего стенки (31) и дно (32) малой толщины, в котором:
- в черновую форму (10) вводят, по меньшей мере, одну наборку (3) расплавленного стекла,
- в черновой форме (10) формуют заготовку (5) изделия (30), по меньшей мере, из упомянутой наборки (3),
- перемещают заготовку (5) изделия (30) в чистовую форму (20),
- в чистовой форме (20) формуют изделие (30),
отличающийся тем, что в процессе формования изделия (30) в чистовой форме (20) избыток стекла направляют наружу дна (32) изделия (30) для формирования выпуклости (31) и удаляют эту выпуклость (31) для получения дна (32) изделия (30), по существу, постоянной толщины.
2. Способ по п. 1, отличающийся тем, что в процессе формования изделия (30) в чистовой форме (20) отводят наружу из чистовой формы (20) газ, образующийся между основными поверхностями стенок (31) изделия (30) и внутренними стенками чистовой формы (20).
3. Способ по п. 1 или 2, отличающийся тем, что удаляют наружную выпуклость (31) дна изделия (30) посредством, по меньшей мере, операции срезания, за которой следует, по меньшей мере, операция полировки наружной поверхности (32b) дна (32) изделия (30).
4. Установка для изготовления полого стеклянного изделия (30), содержащего стенки (31) и дно (32) малой толщины,
содержащая:
- по меньшей мере, один распределитель (1) наборок (3) расплавленного стекла,
- черновую форму (10), содержащую полость (10а), предназначенную для последовательного приема, по меньшей мере, одной наборки (3) расплавленного стекла,
- средства формования в черновой форме (10) заготовки (5) упомянутого изделия (30),
- средства (15) перемещения заготовки (5) в полость (20а) чистовой формы (20),
- средства формования изделия (30) в чистовой форме (20),
отличающаяся тем, что полость (20а) чистовой формы (20) содержит дно (21), снабженное вогнутой выемкой (22) для формования на дне (32) изделия (30) выпуклости (31), направленной наружу упомянутого изделия (30), а также тем, что установка содержит средства удаления выпуклости (31) для получения дна (32) изделия (30), по существу, постоянной толщины.
5. Установка по п. 4, отличающаяся тем, что чистовая форма (20) содержит, по меньшей мере, один канал (25) для отведения наружу из упомянутой чистовой формы газа, образующегося между основными поверхностями стенок (31) изделия (30) и внутренними стенками упомянутой чистовой формы (20).
6. Установка по п. 4 или 5, отличающаяся тем, что она содержит средства срезания выпуклости (31) снаружи дна (32) изделия (30) и средства полировки наружной поверхности (32b) дна (32) упомянутого изделия (30).
7. Полое стеклянное изделие (30), содержащее стенки (31) и дно (32), полученные способом по одному из пп. 1-3, отличающееся тем, что боковые стенки (31) имеют толщину, составляющую от 0,5 до 3 мм и предпочтительно порядка 1 мм, а дно имеет толщину, составляющую от 1,5 до 4 мм.
| US 4781955 A1, 01.11.1988 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
| Способ формования изделий | 1979 |
|
SU771029A1 |
| US 20030101764 A1, 05.06.2003 | |||
| ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ФЕРРОМАГНИТНОГО ОБЪЕКТА | 2010 |
|
RU2436104C1 |

