Изобретение относится к инструменту для обработки заготовок, которые при обработке резанием вращаются вокруг своей продольной оси, в частности для фрезерования или ротационного протягивания заготовок, имеющему дисковый корпус, который содержит расположенные по периферии режущие пластины или кассеты, снабженные режущими пластинами.
Такого рода инструменты используются, в частности, для изготовления карданных или распределительных валов автомобилей, а именно - для обработки центрованных, а также эксцентричных относительно продольной оси обрабатываемых изделий вращательно-симметричных поверхностей. При изготовлении такого рода валов используются, главным образом, заготовки, отлитые с определенным допуском, чтобы при последующей обработке резанием обеспечивалась достаточная точность размеров поверхностей коренных и шатунных подшипников. Исходя из современного уровня техники, известны инструменты для протягивания поверхностей вращения или ротационного протягивания или наружного фрезерования.
При протягивании поверхностей вращения линейный протяжной инструмент подается в радиальном направлении на обрабатываемую вращающуюся заготовку. При ротационном протягивании на частичной окружности дискового корпуса инструмента последовательно установлено несколько режущих пластин, которые постепенно непрерывно увеличиваются вдоль первого участка окружности диска. Как известно из описания изобретения к патенту ЕР 0313644 В1 или ЕР 0286771 A1, такого рода инструмент вдоль дуги частичной окружности поворачивается в радиальном направлении к вращающейся заготовке. На используемых в таких случаях инструментах применяются два различных по геометрической форме типа режущих пластин для обработки цапф и для изготовления нижнего модуля, причем такие инструменты изображены и описаны в патенте DE 10027945 A1. При наружном фрезеровании такая дисковая фреза применяется таким образом, что обрабатываемая деталь, а именно - карданный или распределительный вал, вращаются медленно, а скорость вращения дисковой фрезы вокруг своей оси намного выше. При наружном фрезеровании, которое применяется, в частности, при изготовлении поверхностей шатунных подшипников карданного вала, скорость резания обусловлена скоростью вращения дисковой фрезы и более низкой скоростью вращения карданного вала.
Экономичность обработки фрезерованием зависит от различных факторов, к которым относится, в частности, время на переустановку инструмента. При износе режущих пластин в корпусе инструмента они подлежат замене, при этом в случае применения известных корпусов инструмента следует освободить на дисковой фрезе либо одну единственную режущую пластину, затем заменить новой и зажать последнюю, либо заменить кассету с одной или несколькими режущими пластинами, для чего вначале также следует снять последнюю, заменить новой и зажать ее. На период такой замены процесс фрезерования прекращается даже в том случае, если с фрезерного станка снимается дисковая фреза в сборе и заменяется на заранее оснащенную режущими пластинами новую дисковую фрезу.
Задачей данного изобретения является уменьшение времени переустановки при замене инструмента и упрощение операции по его замене.
Поставленная задача решена за счет инструмента согласно п.1 формулы изобретения, который отличается тем, что режущие пластины (вставки) или кассеты устанавливаются на кольцевом или частично кольцевом, в частности сегментном, держателе, который с возможностью съема закрепляется либо непосредственно на шпинделе станка, либо на шпинделе станка посредством переходника.
Кольцевой или сегментный держатель обеспечивает значительное сокращение времени демонтажа или установки инструмента, в результате чего сокращается подготовительно-заключительное время на замену инструмента. Помимо этого, снижаются затраты на изготовление кольцевого или сегментного держателя, оснащенного несколькими режущими пластинами, при этом дополнительные затраты на материалы пренебрежительно малы. При использовании сегментного держателя, несколько следующих друг за другом сегментов формируют комплектное периферийное кольцо режущих пластин, а при использовании пластинчатых инструментов для протягивания поверхностей вращения или ротационного протягивания - требуемый держатель в сборе.
В отличие от крепежных винтов для режущих пластин, зажимные или резьбовые элементы, посредством которых держатель закрепляется на переходнике или непосредственно на шпинделе станка, могут быть расположены в выемках, благодаря чему они защищены от загрязнения, абразивного износа или от ударных нагрузок. При этом может быть использовано минимально возможное число крепежных элементов.
При выборе сегментного держателя, который применительно к дисковой фрезе представляет собой укомплектованное режущими пластинами кольцо, угол сегментов выбирается таким образом, чтобы он, с одной стороны, был по возможности большим для сведения до минимума числа подлежащих замене отдельных сегментов, с другой стороны, масса отдельного сегмента должна быть такой, чтобы его можно было легко заменить вручную без использования вспомогательных средств. В связи с этим масса отдельного сегмента, укомплектованного режущими пластинами, должна быть ограничена, например, в пределах от 10 до 12 кг. Преимущество такого конструктивного исполнения заключается в том, что для замены всего держателя в сборе потребовалось бы специальное погрузочное устройство.
Остальные предпочтительные формы исполнения предлагаемого изобретения приведены в зависимых пунктах формулы.
При решении задачи посредством использования отдельных сегментов предпочтительно предусматривается, чтобы их держатели закреплялись на шпинделе станка посредством, по меньшей мере, одного винта, предпочтительно, посредством двух или трех винтов. При этом число резьбовых соединений зависит, главным образом, от размеров держателя; при этом, естественно, держатель с углом обхвата 45° закрепляется преимущественно посредством трех винтов, а для держателя с меньшим углом обхвата требуется только два винта. Отдельные сегменты, которые в сочетании друг с другом должны формировать замкнутую окружность, прилегают своими соответствующими торцевыми поверхностями, направленными в радиальном направлении, к соответствующим примыкающим торцевым поверхностям смежного держателя.
Каждый винт проходит через имеющееся в держателе отверстие и ввинчивается в резьбовое отверстие в шпинделе станка.
Закрепление держателя может также производиться по обратной схеме, а именно, резьбовой штифт винта ввинчивается в резьбовое отверстие держателя и при этом винт свободно проходит через отверстие в стержне шпинделя. Предпочтительно крепежные винты имеют головки, которые в смонтированном состоянии утапливаются в выемке, выполненной в держателе или в шпинделе станка (в зависимости от схемы закрепления).
Для того чтобы при замене держателя полностью не вывинчивать каждый крепежный винт, для съема держателя может быть использована альтернативная форма исполнения, при которой каждый сегментный держатель имеет на одной стороне шлицеобразные выемки, а на другом конце - упор для бокового введения стержня винта перед закреплением держателя на шпинделе станка.
В случае такой формы исполнения следует лишь ослабить крепежный винт, а затем, используя шлицеобразные выемки, вывести держатель в сторону и установить новый держатель.
При выборе держателя в форме диска может использоваться такой же способ его закрепления, как описан выше в случае отдельных сегментов. Однако в качестве предпочтительного альтернативного решения держатель в форме кольцевого диска может закрепляться на переходнике или шпинделе станка в осевом направлении, для чего предпочтительно используются перемещаемые посредством затяжного винта зажимные шпонки и/или фиксирующие от проворачивания пружины, которые входят в выемки в виде канавок в соединяемых элементах. Соединение держателя с переходником или шпинделем станка может также производиться посредством штыкового соединения, при этом предпочтительно между держателем и переходником или шпинделем станка используется шпоночное зажимное устройство, выполненное таким образом, что, в частности, зажимная шпонка управляется посредством тяги. При этом для предотвращения осевого перемещения, в частности, кольцевой диск фиксируется посредством опорной поверхности.
Примеры исполнения предлагаемого изобретения представлены на чертежах:
Фиг.1-5 представляют различные формы исполнения дисковой фрезы с сегментными держателями режущих пластин;
Фиг.6 представляет общий вид дисковой фрезы с кольцевым держателем режущих пластин;
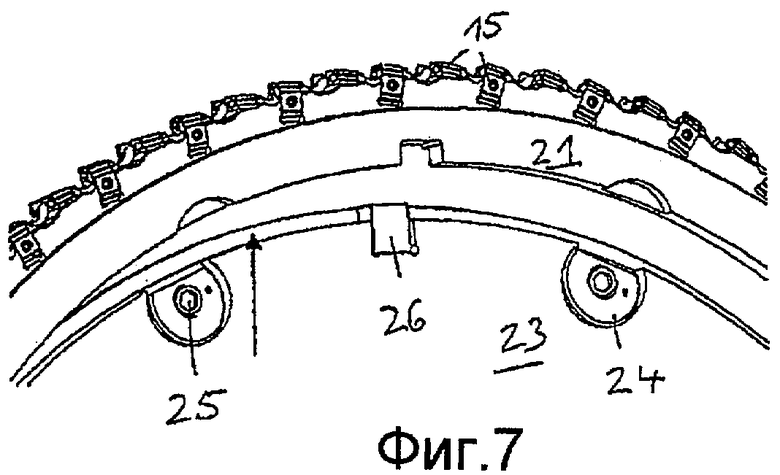
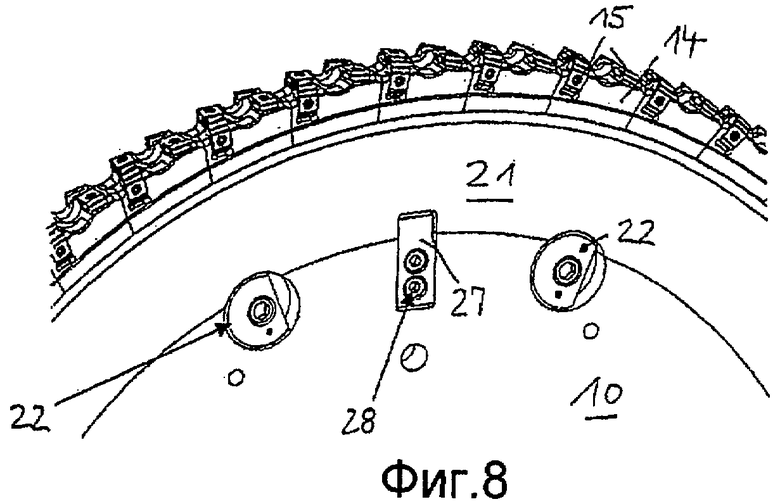
Фиг.7 и 8 представляет варианты закрепления кольцевого держателя с иллюстрацией отдельных фрагментов.
Как показано на фигурах, к шпинделю станка 10 крепится либо непосредственно корпус инструмента, либо переходник. Корпус инструмента может быть выполнен как в форме диска, так и в форме кольца. В представленных на фиг.1-5 примерах исполнения используются сегменты 11, при этом каждый сегмент 11 закрепляется на шпинделе 10 посредством двух или трех винтов 12, 13 и 14. В примере исполнения, представленном на фиг.1, используются десять сегментов 11, которые формируют замкнутое кольцо, по периферии которого закреплены кассеты 28 с несколькими различными режущими пластинами 15. Размещение и закрепление отдельных кассет, а также поворотных режущих пластинок производится способами, известными из уровня техники. Каждый сегмент имеет две выемки 16, 17, в которые устанавливаются крепежные винты таким образом, чтобы их головки с внутренним шестигранником «утапливались» в эти выемки 16 или 17. Головка винтов прижимается под усилием зажима к соответствующей опорной поверхности выемок 16, 17, при этом стержень винта проходит через не показанное на фигуре отверстие в сегментном держателе 11 и ввинчивается в резьбовое отверстие в шпинделе 10 или в переходнике.
Для дисковой фрезы с наружным диаметром 700 мм и десятью сегментами 11, которые в случае представленной формы исполнения имеют массу 3,4 кг, требуется двадцать крепежных винтов. Выемки 16, 17 могут быть выполнены как с одной стороны, так и с обеих сторон дисковой фрезы.
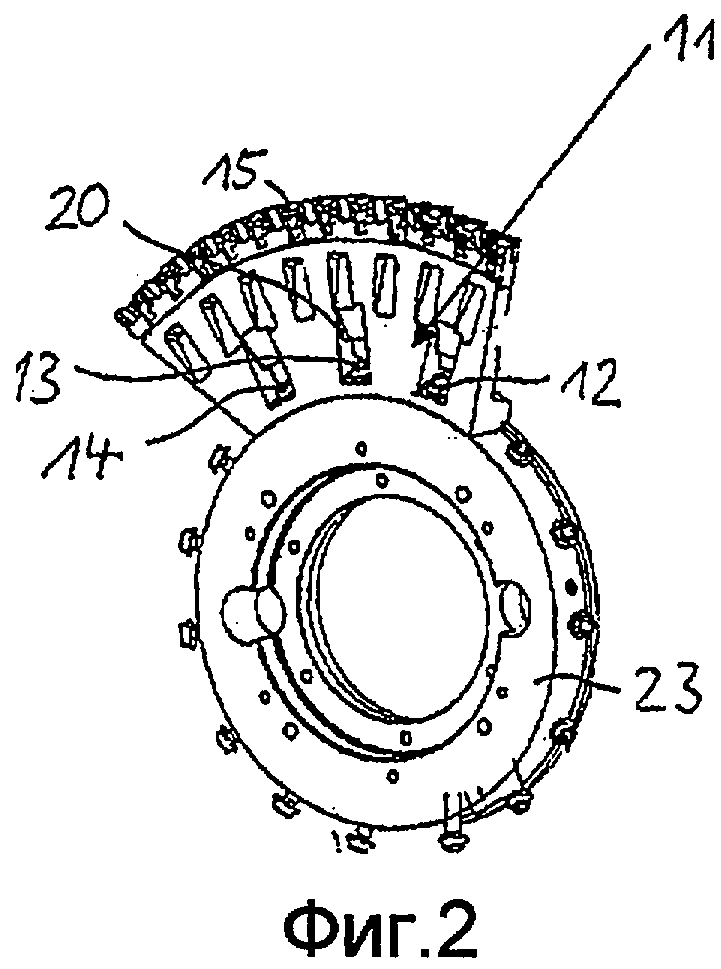
В представленной на фиг.2 форме исполнения также предусмотрены отдельные сегменты 11, которые, однако, закреплены на переходнике 23. Кроме того, на ней видно, что каждый сегмент 11 закрепляется посредством трех затяжных винтов. Затяжные винты 19 соответственно размещаются в выемках 20, за счет чего их головка защищена от механического воздействия.
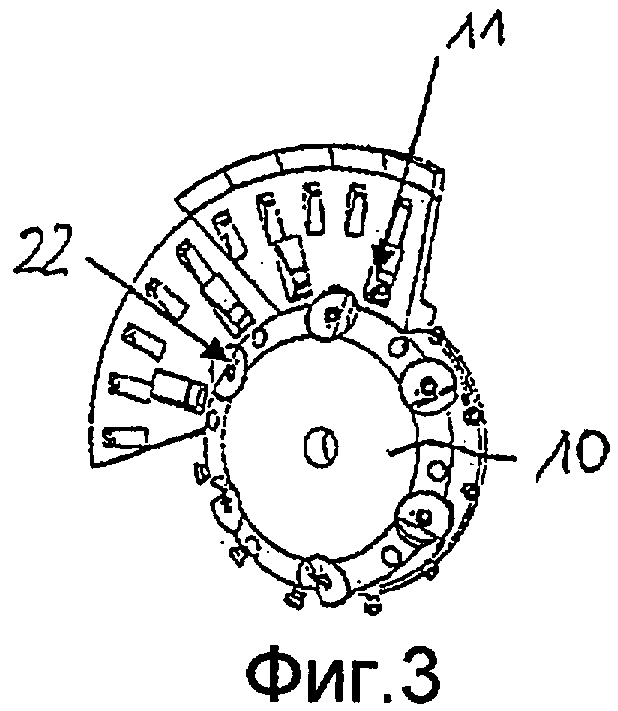
На фиг.3 представлен вариант исполнения, в котором отдельные сегменты 11 фиксируются в осевом направлении посредством зажимных узлов 22. Зажимные узлы 22 образованы шпонкообразными зажимными элементами, посредством которых каждый сегмент фиксируется вдоль продольной оси. Сегменты, имеющие в поперечном сечении форму L, на противолежащих сторонах зажимных узлов 22 зафиксированы от продольного перемещения посредством шайбы, проходящей радиально по кромке шпинделя 10.
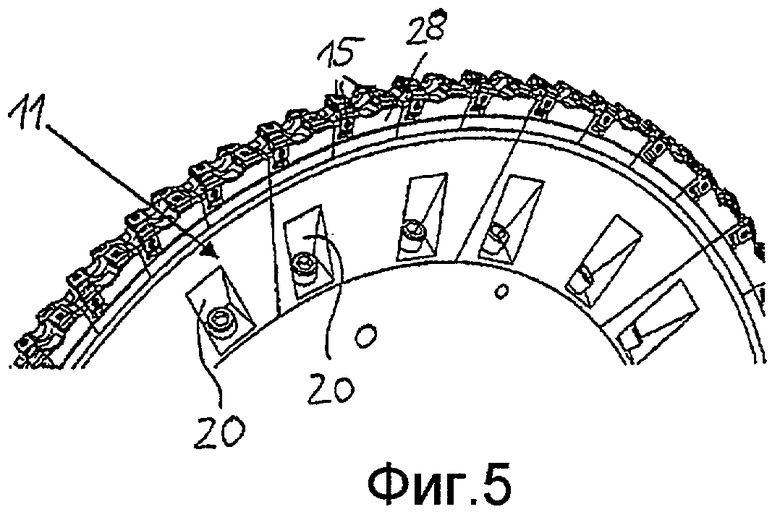
На фиг.4 представлен сегмент 11, который на одной стороне имеет открытую шлицеобразную выемку 29, которая с одной стороны закрыта, а с другой стороны имеет упор для стержня винта. Закрепление по оси производится посредством зажимных шпонок 24. Посредством зажимных элементов 30 отдельные сегменты 11 могут соединяться друг с другом с образованием замкнутого кольца. Как видно из фиг.4, предусмотрены дополнительные выемки 18, предназначенные для установки затяжных винтов 19, посредством которых производится соответственно винтовое соединение кассет 28, показанных условно на фиг.4. Кассеты предназначены для установки отдельных режущих пластин, как это показано на фиг.5.
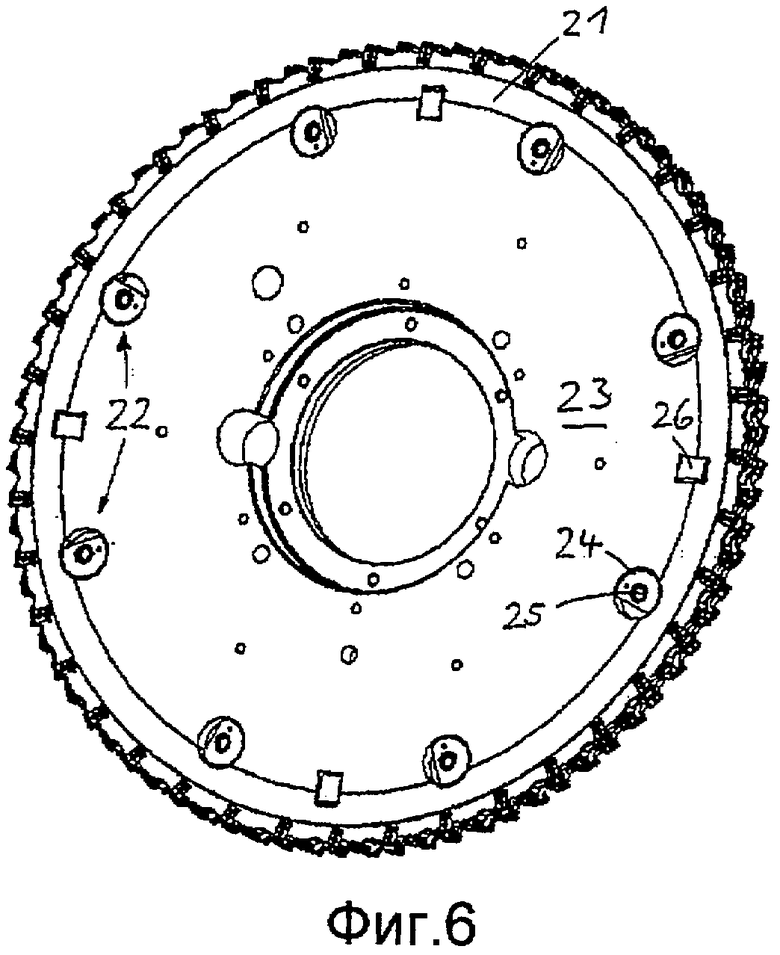
На фиг.6 и 7 представлен вариант исполнения с замкнутым кольцевым держателем 21, который посредством восьми зажимных узлов 22 закреплен на дисковом переходнике 23. Для зажима предназначены зажимные шпонки 24, которые в сочетании с затяжным винтом 25, который проходит через центральное отверстие, образуют зажимной узел, при помощи которого кольцо 21 фиксируется на переходнике 23. Пружины 26, которые входят как в выемки в переходнике, так и в кольцо 21, предназначены для фиксации угла поворота между вышеуказанными частями.
В представленном варианте исполнения для замены кольца 21 следует отвинтить винты 25, после этого можно установить горизонтально кольцевой диск таким образом, чтобы освободить и извлечь кольцо 21. За счет небольшой высоты кольца 21, при диаметре фрезы в сборе 700 мм масса кольца составляет около 15 кг, при этом отдельные сегменты крепятся посредством восьми зажимных элементов 22 и их замена может производиться вручную.
На фиг.8 представлено кольцо 21, выполняющее функцию держателя для кассет 28. Кольцо 21 посредством нескольких зажимных узлов 22 описанным выше способом закрепляется на шпинделе 10. Для центрирования кольца 21 используется пружина 27, которая фиксируется на шпинделе 10 посредством двух винтов 28.
Все показанные на фигурах держатели 11 или 21 имеют в поперечном сечении форму L с предусмотренными на одной стороне открытыми шлицеобразными выемками 29 для ввода стержня крепежного винта. На другой стороне предпочтительно предусмотрен упор. Преимущество такой формы исполнения заключается в том, что сегментный держатель 28 при установленных винтах 12, 13 или 14 или зажимных шпонках 24 может быть надет до упора на переходник 23, благодаря чему обеспечивается надежная фиксация его положения. Для закрепления L-образного держателя 11, 21 производится затяжка винтов или зажимных шпонок. Такой вариант крепления является оптимальным для обеспечения возможности быстрой смены инструмента, так как винты или шпонки подлежат затяжке в относительно малом диапазоне длины.
Спецификация
10 шпиндель
11 сегмент
12, 13, 14 винт
15 режущая пластина
16, 17 выемки
18 выемка
19 затяжной винт
20 выемка
21 кольцевой держатель
22 зажимные узлы
23 переходник
24 зажимная шпонка
25 винт
26, 27 пружина
28 кассета
29 выемка
30 зажимные элементы
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА ДЛЯ ИНСТРУМЕНТА | 2007 |
|
RU2443516C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| УЗЕЛ ИНСТРУМЕНТА И ИНСТРУМЕНТ ДЛЯ ОТРЕЗНОГО ИЛИ ПИЛЬНОГО СТАНКА | 2009 |
|
RU2513610C2 |
| Зажимное устройство | 1981 |
|
SU1126207A3 |
| Сборная фреза | 2022 |
|
RU2807811C1 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| ДИСКОВАЯ ФРЕЗА | 1992 |
|
RU2018420C1 |
| ДИСКОВАЯ ФРЕЗА (ВАРИАНТЫ) И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2014 |
|
RU2583975C1 |

Инструмент предназначен для обработки заготовок, которые при обработке резанием вращаются вокруг своей продольной оси, в частности для фрезерования или ротационного протягивания, и имеет дисковый корпус, который содержит расположенные по периферии режущие пластины или кассеты, снабженные режущими пластинами. При этом режущие пластины или кассеты установлены на кольцевом или частично кольцевом сегментном держателе, закрепленном с возможностью съема на шпинделе станка непосредственно, либо посредством переходника. Для уменьшения времени при переустановке инструмента и упрощения операции его замены держатели имеют в поперечном сечении L-образную форму. При этом на их одной стороне выполнена по меньшей мере одна открытая шлицеобразная выемка для бокового ввода стержня винта, а на их другой стороне предусмотрен упор. 8 з.п. ф-лы, 8 ил.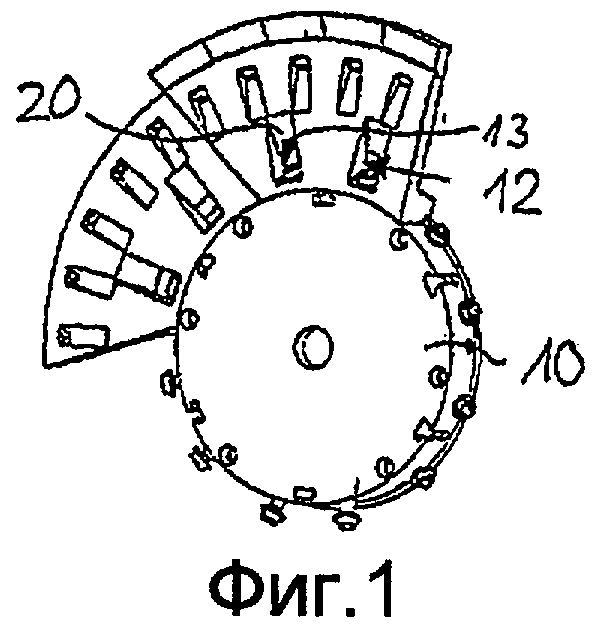
1. Инструмент для обработки заготовок, которые при обработке резанием вращаются вокруг своей продольной оси, в частности для фрезерования или ротационного протягивания, имеющий дисковый корпус, который содержит расположенные по периферии режущие пластины (15) или кассеты (28), снабженные режущими пластинами (15), при этом режущие пластины (15) или кассеты (28) установлены на кольцевом или частично кольцевом, сегментном держателе (11, 21), закрепленном с возможностью съема на шпинделе (10) станка непосредственно, либо посредством переходника (23), отличающийся тем, что держатели (11, 21) имеют в поперечном сечении L-образную форму, при этом на их одной стороне выполнена по меньшей мере одна открытая шлицеобразная выемка (29) для бокового ввода стержня винта, а на их другой стороне предусмотрен упор.
2. Инструмент по п.1, отличающийся тем, что сегментный держатель (11) закреплен на шпинделе (10) станка или переходнике (23) посредством по меньшей мере одного винта, предпочтительно посредством двух или трех винтов (12, 13, 14).
3. Инструмент по п.2, отличающийся тем, что винты (12, 13, 14) проходят через выполненное в держателе (11) отверстие и закреплены в резьбовом отверстии шпинделя (10) станка или наоборот.
4. Инструмент по п.3, отличающийся тем, что винты (12, 13, 14) имеют головку, которая в смонтированном состоянии утоплена в выемку (16, 17) держателя или шпинделя (10) станка.
5. Инструмент по п.1, отличающийся тем, что держатель (21) имеет по меньшей мере, по существу, форму кольцевого диска и в осевом направлении закреплен на переходнике или шпинделе станка.
6. Инструмент по п.5, отличающийся тем, что в качестве зажимных элементов использованы зажимные шпонки (24), которые управляются посредством затяжного винта (25).
7. Инструмент по п.5 или 6, отличающийся тем, что для фиксации от проворачивания предусмотрены пружины (26, 27), которые входят в выемки в виде канавок в кольцевом диске (21) и переходнике (23) или шпинделе (10) станка.
8. Инструмент по п.1, отличающийся тем, что между держателем (11, 12) и переходником (23) или шпинделем (10) станка предусмотрено штыковое соединение.
9. Инструмент по п.1, отличающийся тем, что между держателем (11, 21) и переходником (23) или шпинделем (10) станка предусмотрен шпоночный зажим (22) предпочтительно с управляемой посредством тяги зажимной шпонкой.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Дисковая фреза | 1972 |
|
SU437576A1 |
| КРУГОВАЯ ПРОТЯЖКА | 0 |
|
SU167119A1 |
| US 6068430 A, 30.05.2000 | |||
| US 6488456 B1, 03.12.2002 | |||
| ПРЕБИОТИЧЕСКАЯ КОМПОЗИЦИЯ НА МЯСНОЙ ОСНОВЕ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ ПИТАНИЯ ДЛЯ ДЕТЕЙ РАННЕГО ВОЗРАСТА | 2003 |
|
RU2250715C1 |
| Шланговое соединение | 0 |
|
SU88A1 |

