Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления компонента оболочкового типа из армированного углеродными волокнами синтетического материала, имеющего, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости. В частности, изобретение относится к способу изготовления оболочки фюзеляжа, оболочки крыла, оболочки вертикального или горизонтального стабилизатора воздушного судна или подобного компонента.
Однако, изобретение может использоваться для изготовления компонентов любой желаемой формы из волокнистого композиционного материала, которые имеют, по меньшей мере, один элемент жесткости и требуют наличие, по меньшей мере, одной зоны локального упрочнения для участков приложения локальной нагрузки.
Уровень техники
Хорошо известно усиление компонентов оболочкового типа элементами жесткости с целью частичного обеспечения локальными утолщенными участками (ниже именуемыми дублерами) с тем, чтобы воспринимать высокие концентрации нагрузок на отдельных участках конструкции компонента и распределять эти нагрузки по всей конструкции. В данном контексте проводится различие между внутренними и наружными дублерами.
Внутренние дублеры накладываются на внутреннюю сторону, например, компонента, снабженного элементами жесткости, и следовательно, не влияют на наружный контур компонента. В этом случае элементы жесткости должны проходить над дублером, т.е. дублер и элементы жесткости расположены друг над другом.
Однако в отношении технической реализации прохождение над дублером возможно только со значительными затратами. Хотя элементы жесткости можно изготовить с некоторым смещением, монтаж является частой причиной затруднений в процессе изготовления.
В качестве альтернативы внутренним дублерам на внутренней стороне возможно расположение дублера на наружной стороне компонента. Этот вариант имеет преимущество, которое заключается в том, что здесь нет отрицательного влияния на сложную внутреннюю конструкцию внутренней стороны (армирующие элементы, лонжероны, ребра, и т.д.). Однако тогда у наружной стороны уже нет желаемого контура, что оказывает неблагоприятное влияние на аэродинамику, например, в случае конструкций воздушных судов.
Кроме того, использование наружных дублеров создает ряд производственных проблем. Если дублер должен быть связан со средствами производства, то любое изменение дублера влечет за собой необходимость соответствующего регулирования средств производства.
Раскрытие изобретения
Таким образом, задача настоящего изобретения заключается в создании способа, который упрощает изготовление компонента оболочкового типа, имеющего, по меньшей мере, одну зону локального упрочнения, которая сформирована по направлению к внутренней стороне (в направлении стороны стрингера), и, по меньшей мере, один элемент жесткости; при этом способ свободен от недостатков, известных из уровня техники.
Эта задача решается с помощью способа изготовления компонента оболочкового типа из армированного углеродными волокнами синтетического материала, имеющего, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости, характеризуемого признаками пункта 1 формулы изобретения, который включает в себя следующие шаги:
- размещение, по меньшей мере, одного предварительно отвержденного дублера на неотвержденной или только частично отвержденной обшивке оболочки для формирования зоны локального упрочнения,
- наложение, по меньшей мере, одного предварительно отвержденного элемента жесткости,
- размещение, по меньшей мере, одной неотвержденной или только частично отвержденной соединительной угловой консоли (соединительного уголка), по меньшей мере, на одном элементе жесткости, по меньшей мере, в области, по меньшей мере, одного дублера, и
- отверждение обшивки оболочки и соединительной угловой консоли.
Отвержденные дублеры, уже прошедшие окончательную механическую обработку, устанавливаются на неотвержденную обшивку оболочки или многослойную обшивку в тех местах, где для упрочнения требуется дублер. В этом случае дублер может быть изготовлен в ходе производственного процесса из материала, который отличается от многослойной обшивки, а затем наложен на обшивку оболочки. После этого размещают отвержденные элементы жесткости или стрингеры и неотвержденные соединительные угловые консоли, которые в этом состоянии являются пластичными и эластичными. Окончательной операцией является отверждение для получения готового компонента оболочкового типа, который снабжен элементом жесткости и упрочняющей зоной.
Способ, соответствующий изобретению, имеет следующие многочисленные достоинства:
- Изготовление сложного, крупногабаритного компонента оболочкового типа за один цикл отверждения.
- Хорошие механические свойства компонента оболочкового типа.
- Высокая гибкость в отношении геометрии дублера, любых изменений нагрузки (влияет на размер дублера без оказания негативного влияния на геометрию оснастки для оболочки и стрингеров) и угла уклона, и т.п.
- Дублер изготавливается отдельно, благодаря чему процесс наложения обшивки оболочки не замедляется малыми утолщенными участками.
- Отвержденный дублер может быть изготовлен и/или механически обработан с очень малыми допусками, снижая допуск на толщину областей с большей толщиной материала до допуска на толщину обшивки оболочки или многослойной обшивки.
- Дублер может быть изготовлен заводским способом с использованием фактически любых требуемых комбинаций материалов и многослойных конструкций и может быть отдельно механически обработан и испытан перед установкой. Это позволяет уменьшить производственный риск, связанный с компонентом оболочкового типа в целом, в частности, в случае больших толщин стенки.
Перед наложением элемента жесткости на обшивку оболочки предпочтительно обеспечить, чтобы, по меньшей мере, один элемент жесткости в области, по меньшей мере, одного дублера был подогнан под контур этого дублера. С этой целью элемент жесткости может быть снабжен, например, углублением, которое служит для приема дублера. Подгонка контура может быть выполнена с помощью механической обработки, например такой, как фрезерование, шлифование, лазерная резка и т.п.
В принципе, элементы жесткости могут иметь любую соответствующую форму. В предпочтительном варианте осуществления элементы жесткости формируются с использованием упрочняющих профилей, в частности Т-образных профилей, сдвоенных Т-образных профилей, L-образных профилей, Z-образных профилей, прямоугольных профилей или им подобных, так что обеспечивается особо высокая устойчивость, и упрочняющие элементы могут быть изготовлены с низкими затратами с помощью экструзии и т.п., как материал, изготавливаемый по измерительному прибору, при этом экструдаты отрезаются под требуемую длину.
В соответствии с дополнительным вариантом осуществления обшивка оболочки, по меньшей мере, один элемент жесткости, по меньшей мере, один дублер и/или, по меньшей мере, одна соединительная угловая консоль формируются с использованием армированного волокнами синтетического материала, в частности, с использованием материала, который армирован углеродными волокнами, пропитанными отверждаемой эпоксидной смолой. Использование этого так называемого препрегового материала, который представляет собой листовую конструкцию, которая армирована углеродными волокнами, пропитанными отверждаемой эпоксидной смолой, упрощает изготовление и уменьшает необходимое для этого время.
В принципе, отверждение обшивки оболочки и, по меньшей мере, одной соединительной угловой консоли может происходить при комнатной температуре и при атмосферном давлении. Однако для того, чтобы улучшить и ускорить отверждение, предпочтительно, чтобы отверждение обшивки оболочки и, по меньшей мере, одной соединительной угловой консоли, выполняемое для получения конечного компонента оболочкового типа, происходило под давлением и под воздействием температуры, в частности, в автоклаве или т.п. Это происходит, например, при температуре в диапазоне между 120° и 220° и под давлением до 10 бар.
Изобретение предлагает также компонент оболочкового типа, имеющий, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости, изготавливаемый способом по изобретению.
Краткое описание чертежей
Далее настоящее изобретение описано со ссылкой на чертежи, где:
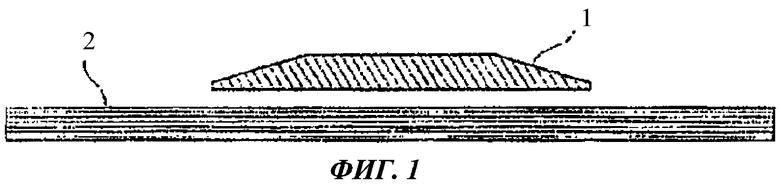
на фиг.1 показана первая операция способа изготовления;
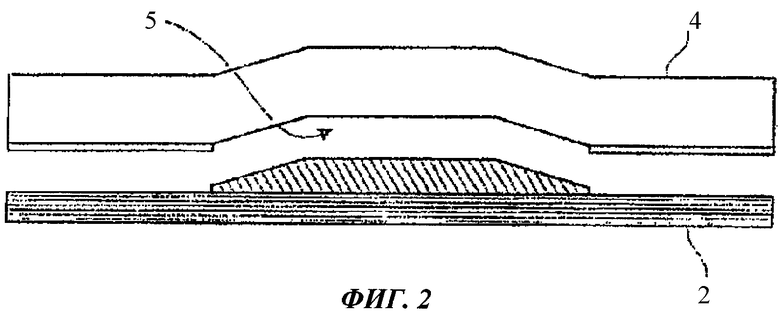
на фиг.2 показана вторая операция способа изготовления;
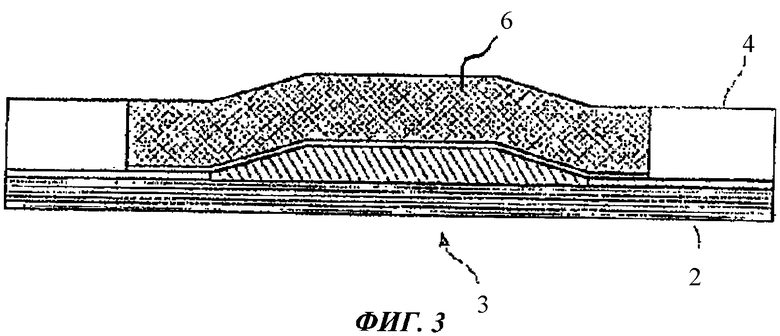
на фиг.3 показана третья операция способа изготовления.
Осуществление изобретения
Чертежи иллюстрируют изготовление компонента оболочкового типа, который снабжен элементом жесткости, сформированным в виде стрингера 4, при этом утолщение в виде дублера 1 сформировано в зоне 3 упрочнения с тем, чтобы улучшить восприятие нагрузки. В этом случае используются полуфабрикатные изделия, известные также как препреговый материал. Препреговый материал представляет собой листовую конструкцию, которая армирована углеродными волокнами, пропитанную отверждаемой эпоксидной смолой. В качестве альтернативы, для препреговых материалов также возможно использование систем из отверждаемой полиэфирной или бис-малеимидной (BMI) смолы.
Прежде всего, обшивка 2 оболочки раскладывается в неотвержденном состоянии с использованием известного способа "автоматической ленточной раскладки". Способ автоматической ленточной раскладки представляет собой технологию автоматического изготовления многослойных изделий, при которой раскладываются укладываемые в одном направлении волокнистые ткани, содержащие, например, углеродные волокна или им подобные.
Отвержденный и прошедший окончательную механическую обработку дублер 1 размещают на неотвержденной обшивке 2 оболочки в местах, где должны быть сформированы зоны 3 упрочнения. В этом случае дублер 1 может использоваться с другими материалами, конструкциями многослойных изделий и производственными процессами.
На следующем шаге на обшивке 2 оболочки размещается отвержденный стрингер 4. Стрингер 4, используемый в качестве элемента жесткости, снабжен углублением 5, которое выполняется с помощью механической обработки, например, с помощью фрезерования, шлифования, лазерной резки и т.п. Углубление 5 располагается и формируется таким образом, чтобы оно находилось в том месте, где стрингер 4 проходит над дублером 1 и принимает его. Вместо приподнятой части, которая следует за углублением 5 и не имеет ссылочного номера, стрингер 4 может иметь также большую толщину материала в области дублера 1 с тем, чтобы получить в этой области требуемую механическую прочность.
Следовательно, стрингер 4 может быть без всяких проблем приспособлен под фактически любой контур дублера 1, и также наложен на оболочку.
Далее, на следующем шаге, неотвержденное многослойное изделие, которое может быть предварительно скомпоновано в виде L-образного профиля, служащее, по существу, в качестве соединительной угловой консоли 6 или связующей угловой консоли, размещается поверх базовой части стрингера 4 и поверх дублера 1. Этот L-образный профиль поддерживается стенкой стрингера 4, который уже отвержден.
Следовательно, не требуется никакого дополнительного поддерживающего инструмента для шага отверждения, что существенно упрощает изготовление. Описанная конструкция вводится в обычный вакуумный мешок и отверждается. Это осуществляется в автоклаве при температуре в диапазоне между 120° и 180° и давлении до 10 бар.
Перечень ссылочных номеров
1 - дублер; 2 - обшивка оболочки; 3 - зона упрочнения; 4 - стрингер; 5 - углубление; 6 - соединительная угловая консоль.
Изобретение относится к компоненту оболочкового типа и способу его изготовления. Способ изготовления компонента оболочкового типа, в особенности оболочки фюзеляжа, оболочки крыла, оболочки вертикального или горизонтального стабилизатора воздушного судна или подобного компонента, по существу, из армированного углеродными волокнами синтетического материала, имеющего, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости. Способ включает размещение, по меньшей мере, одного предварительно отвержденного дублера на неотвержденной или только частично отвержденной обшивке оболочки для формирования зоны локального упрочнения. Затем накладывают, по меньшей мере, один предварительно отвержденный элемент жесткости и размещают, по меньшей мере, одну неотвержденную или только частично отвержденную соединительную угловую консоль, по меньшей мере, на одном элементе жесткости, по меньшей мере, в области, по меньшей мере, одного дублера. Вводят конструкцию, образованную обшивкой оболочки, по меньшей мере, одним дублером, по меньшей мере, одним элементом жесткости и, по меньшей мере, одной соединительной угловой консолью, в вакуумный мешок, который перемещают в автоклав для отверждения. Осуществляют отверждение обшивки оболочки и соединительной угловой консоли при температуре в диапазоне между 120° и 180° и под давлением до 10 бар в автоклаве с получением конечного компонента оболочкового типа. Достигаемый при этом технический результат заключается в облегчении монтажа при изготовлении компонента оболочкового типа. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Способ изготовления компонента оболочкового типа, в особенности оболочки фюзеляжа, оболочки крыла, оболочки вертикального или горизонтального стабилизатора воздушного судна или подобного компонента, по существу, из армированного углеродными волокнами синтетического материала, имеющего, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости, при этом способ включает в себя следующие шаги:
размещение, по меньшей мере, одного предварительно отвержденного дублера (1) на неотвержденной или только частично отвержденной обшивке (2) оболочки для формирования зоны (3) локального упрочнения,
наложение, по меньшей мере, одного предварительно отвержденного элемента жесткости,
размещение, по меньшей мере, одной неотвержденной или только частично отвержденной соединительной угловой консоли (6), по меньшей мере, на одном элементе жесткости, по меньшей мере, в области, по меньшей мере, одного дублера (1),
введение конструкции, образованной обшивкой (2) оболочки, по меньшей мере, одним дублером (1), по меньшей мере, одним элементом жесткости и, по меньшей мере, одной соединительной угловой консолью (6), в вакуумный мешок, который перемещают в автоклав для отверждения,
отверждение обшивки (2) оболочки и соединительной угловой консоли (6) при температуре в диапазоне между 120° и 180° и под давлением до 10 бар в автоклаве с получением конечного компонента оболочкового типа.
2. Способ по п.1, отличающийся тем, что перед наложением, по меньшей мере, одного элемента жесткости на обшивку (2) оболочки указанный элемент жесткости подгоняют, в области, по меньшей мере, одного дублера (1), под контур указанного дублера.
3. Способ по п.1 или 2, отличающийся тем, что элементы жесткости формируют с использованием упрочняющих профилей, в особенности с использованием Т-образных профилей.
4. Способ по п.1 или 2, отличающийся тем, что обшивку (2) оболочки, по меньшей мере, один элемент жесткости, по меньшей мере, один дублер (1) и/или, по меньшей мере, одну соединительную угловую консоль (6) формируют, по существу, с использованием армированного волокнами синтетического материала, в особенности материала, который имеет армирование углеродными волокнами, пропитанными отверждаемой эпоксидной смолой.
5. Компонент оболочкового типа, имеющий, по меньшей мере, одну зону локального упрочнения и, по меньшей мере, один элемент жесткости, в особенности оболочка фюзеляжа, оболочка крыла, оболочка вертикального или горизонтального стабилизатора воздушного судна, изготовленный способом по одному из пп.1-4.
| US 2005112394 A1, 26.05.2005 | |||
| US 4813202 A, 21.03.1989 | |||
| US 6374570 B1, 23.04.2002 | |||
| РАЗМЕРОСТАБИЛЬНОЕ ИНТЕГРАЛЬНОЕ ИЗДЕЛИЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2230406C2 |
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |

