Данное изобретение относится к режущему устройству для резки ранее изготовленных поперечных швов, полученных термической сваркой, рукава из синтетической пленки, заполненного продуктом питания, в частности плавленым сыром, причем каждый поперечный шов, полученный термической сваркой, подлежащего обработке и непрерывно подающегося пленочного рукава отделяет одну порцию продукта от следующей порции, причем устройство имеет вращающееся и оснащенное, по меньшей мере, одним лезвием ножа устройство для крепления ножа, в частности в форме ножевого вала, и причем лезвие ножа при резке поперечного шва, полученного с помощью термической сварки, прикладывает усилие к вспомогательной опоре, в частности к движущемуся в противоположном направлении противолежащему валу.
Подобного рода режущие механизмы известны, например, при изготовлении отдельно упакованных пластинок плавленого сыра. Такой способ изготовления и соответствующее устройство представлены в DE 4204357 А1. При этом расплавленным сыром заполняется рукав из пленки, образованный с помощью продольного шва, полученного термической сваркой, который затем раскатывается до плоского состояния и охлаждается. В этом случае окруженная пленкой сырная лента делится на порции только после охлаждения («холодное вытеснение») за счет того, что сыр посредством вытеснения разделяется на поперечные полоски и в освобожденных от сыра местах пленочный рукав с помощью термической сварки делится на поперечные полоски. Если разделение посредством вытеснения осуществляется в современных машинах при горячей сырной массе, то оно еще называется «горячее вытеснение». Чтобы из этой «цепи» висящих вплотную друг к другу, образующих ленту пластинок получить отдельные пластинки, швы, образованные поперечной термической сваркой, шириной в несколько миллиметров отделяются с помощью ножа или ножей режущего устройства. При этом подобного рода режущие устройства могут быть образованы своего рода гильотиной. Однако особенно предпочтительным оказалось применение ножевых валов, подрессоренные лезвия ножей которых осуществляют резку на закаленной поверхности противолежащего вала, причем цепь отдельных пластинок пропускается между обоими валами.
Недостатком известных режущих устройств является то, что лезвия ножей после определенного количества резаний затупляются и должны заменяться. Это вызвано тем, что двухслойная, большей частью состоящая из полипропилена фольга толщиной около 50 микрометров в состоянии резки обладает относительной вязкостью. Затупление лезвий ножей отрицательно сказывается на сроке службы и уменьшает производительность машины. К тому же к подлежащим замене лезвиям ножей присоединяется стоимостной фактор, связанный с издержками на подгонку устанавливаемых ножей.
В связи с этим задачей изобретения является создание режущих устройств простой конструкции, благодаря которым становится возможным модульное устройство и простой монтаж, причем благодаря низкому износу лезвий ножей обеспечивается более длительный срок службы.
Эта задача решается с помощью режущего устройства, согласно пункту 1 формулы изобретения. Предпочтительные формы осуществления приведены в зависимых пунктах формулы изобретения.
Основная идея изобретения заключается в том, чтобы снабдить устройство для крепления ножа нагревательным элементом, обеспечивающим направленное нагревание лезвия ножа. При этом под «направленным нагреванием лезвия ножа» подразумевается такое нагревание, при котором превышается нормальная рабочая температура лезвия ножа и которое, прежде всего, не приводит к существенному нагреву устройства для крепления ножа, что вследствие теплового расширения необратимо изменило бы его геометрию и сказалось бы на его бесперебойном функционировании. Предложенное, согласно изобретению, нагревание является, в частности, не настолько сильным, чтобы произошло раскрытие поперечного шва, полученного термической сваркой. Температура лезвия ножа остается соответственно предпочтительным образом ниже температуры плавления синтетического материала использованной пленки.
В этом месте следует отметить, что предложенный, согласно изобретению, способ действия отличается от известного из DE 3920867 А1 уровня техники. Согласно этой публикации, на одном единственном рабочем этапе продукт вытесняется в зону рукава, подлежащую резке, эта зона термически сваривается и при этом режется. Таким образом, нож одновременно используется при термической сварке и разделении. Нигде не указывается на предварительное изготовление поперечных швов с помощью термической сварки. Таким образом, этот способ действия не возможен при существующем здесь рукаве, заполненном продуктом питания, в частности плавленым сыром, так как в процессе переработки должна сначала образовываться цепь связанных порций, которая подвергается охлаждению. Только потом отделяются предварительно образованные таким образом порции.
Предложенный, согласно изобретению, дополнительный нагрев необходимо осуществлять по возможности на удалении от места крепления. Эта цель может достигаться с помощью того, что устройство крепления ножа сконструировано таким образом, что тепловой поток в основном направляется на лезвие ножа. На это можно влиять путем выбора материала или наличием изоляции и/или устройством тепловой защиты, например в форме охлаждения, используя соответствующее охлаждающее устройство. Особенно предпочтительно при особенно простом осуществлении, если нагревательный элемент таким образом расположен вблизи лезвия ножа и с соответствующим тепловым контактом с лезвием ножа, что большая часть мощности, идущей на нагрев, непосредственно подводится к лезвию ножа и оно нагревается сильнее, чем устройство для крепления ножа.
Основное преимущество нагрева лезвия ножа заключается в том, что локально нагретый за короткое время рукав из пленки оказывает меньшее сопротивление лезвию ножа при резке, так что степень изнашивания лезвия ножа снижается и таким образом срок службы режущего устройства повышается. В результате пленочный рукав, выполненный, например, из полипропилена, благодаря нагреву становится в месте резания мягче, чем при комнатной температуре, так что он режется легче. Оказалось, что срок службы лезвий ножа при предложенном, согласно изобретению, способе может многократно повышаться. При этом было установлено, что преимущество, мощность, идущая на нагрев, и расположение нагревательного элемента выбираются так, что на режущей кромке лезвия ножа создается температура свыше 80°С, в частности около 100°С. При этом не исключаются температуры вплоть до 130°С.
В качестве нагревательного элемента могут применяться имеющиеся в продаже промышленные нагревательные патроны достаточного размера, которые крепятся в выполненном в устройстве для крепления отверстии, и к ним подводится напряжение. Определение размеров патронов и подача к ним напряжения подобраны в соответствии с геометрией крепежного устройства ножа. Мощность нагревательных патронов, необходимая для нагрева, может подбираться в соответствии со скоростью установки, чтобы поддерживать желаемую температуру. Определенное преимущество возникает при измерении фактической температуры с помощью соответствующего датчика, а также ее регулирование, так что они необходимы. Наконец, в «аварийном режиме» режущее устройство режет и без нагретого лезвия ножа.
Так как конструктивно затруднительно минимизировать нежелательные тепловые расширения, изменяющие положение лезвия ножа, и такие изменения временами нельзя полностью предотвратить, особенно предпочтительно, если лезвие ножа установлено подрессорено на устройстве для крепления ножа, так что лезвие ножа может пружинить в направлении резания. При этом упругость подрессоривания может регулироваться таким образом, что остается сохраненным нажим, достаточный для эффективного резания.
Предложенная согласно изобретению амортизация при этом может достигаться за счет самого лезвия ножа и с помощью пружинно подвешенной установочной детали, в которой закреплено лезвие ножа. Фактически идея устройства для поперечной резки с упруго подвешенным лезвием ножа до некоторой степени независима от предложенного согласно изобретению устройства для крепления ножа с нагревательным элементом. Разумеется, именно комбинация обеих идей обеспечивает особенные преимущества.
Преимущество такой амортизации заключается, прежде всего, в обеспечиваемом таким образом повышении допуска лезвия ножа по отношению к возможной разрегулировке, которая может происходить при работе. Это преимущество проявляется особенно в том случае, если устройство для крепления ножа и вспомогательная опора образованы в виде валов, и лезвие ножа при резке должно точно прикладываться к гладкой и закаленной поверхности противолежащего вала. При таком расположении возникает разрегулировка зазора между лезвием ножа и поверхностью противолежащего вала, так что резание можно осуществлять не на всю глубину. С предложенной согласно изобретению подрессоренной подвеской, которая преимущественным образом также допускает еще небольшой люфт в других степенях свободы, предотвращается такое образование зазора. Благодаря тому, что подрессоривание способствует известному допуску по отношению к разрегулировке, снижаются затраты при установке лезвий ножа.
В виду особенно высокой скорости производства предпочтительно, если устройство для крепления ножа выполнено в виде вращающегося средства, в частности, в форме уже упоминавшегося ножевого вала, причем он оснащен, в частности, несколькими, преимущественным образом четырьмя лезвиями ножа. В случае такого ножевого вала будет предпочтительно, если вспомогательная опора образована движущимся в противоположном направлении противолежащим валом, который, в частности, имеет поверхность из твердого сплава. Противолежащий вал может иметь отличный от ножевого вала диаметр. Для создания экономичного привода особенно предпочтительно, если ножевой вал приводит в движение противолежащий вал с помощью перекатывающихся друг по другу краевых зон. С помощью такого, связанного с небольшим проскальзыванием привода или с помощью несколько отличающегося диаметра ножевого вала обеспечивается, что лезвие ножа не всегда попадает по одному и тому же месту противолежащего вала, так что это приводит к равномерному износу противолежащего вала. Предпочтительно опора вспомогательного вала также имеет предварительный распор с тем, чтобы создать давление прижима и компенсировать допуски.
При наличии такого ножевого вала имеются две предпочтительные возможности крепить лезвия ножа. В одном случае отдельной установочной деталью образовывается зажим для лезвия ножа, который крепится в радиально ориентированной направляющей в ножевом валу и находится под воздействием пружин. Такая конструкция хотя и предлагает больше возможностей относительно параметров установки, однако регулировка из-за большого количества деталей требует затрат. В особенно простом альтернативном решении материал ножевого вала образует сами опорные поверхности. Опорные поверхности до некоторой степени врезаны в материал ножевого вала, причем могут быть предусмотрены соответственно регулирующие опорные кромки. Лезвия ножа в этом случае нужно только приставить к этим опорным поверхностям и закрепить. Для обеспечения подрессоривания опорные поверхности выполняются несколько короче, чем лезвия ножа, так что при соответствующем креплении они пружинят благодаря выступающей части.
Предпочтительно поперечная термическая сварка не полностью рассекается при резании, а до некоторой степени перфорируется, так что после резания остаются перемычки из пленки, на которых держится цепь и еще одна часть может транспортироваться дальше вплоть до окончательного отделения отдельных звеньев. Окончательное отделение происходит в этом случае, например, с помощью обрыва, за счет того, что движущаяся впереди порция, в частности пластинка сыра, несколько ускоряется по отношению к пластинке, движущейся следом. Такое «перфорирование» может создаваться благодаря тому, что режущая кромка лезвия ножа короче, чем поперечный шов, полученный термической сваркой, так что при резании на краю остаются две перемычки. Для обеспечения такого перфорирования в лезвиях ножа могут выполняться методом вышлифовки канавки.
Особенно предпочтительно также, если ножевой вал и противолежащий вал объединены в общий модуль, установленный на машине с возможностью легкой замены. Преимуществом такого модуля является то, что лезвия ножа могут заранее устанавливаться и регулироваться. Для возможности замены ножевой вал оснащен электрическим штепсельным разъемом, расположенным в приводном валу, через который питающие магистрали нагревательного элемента или нагревательных элементов могут контактировать с проходящими в валу кабелями.
Ниже изобретение более подробно поясняется с помощью фиг.1-4, где показывают:
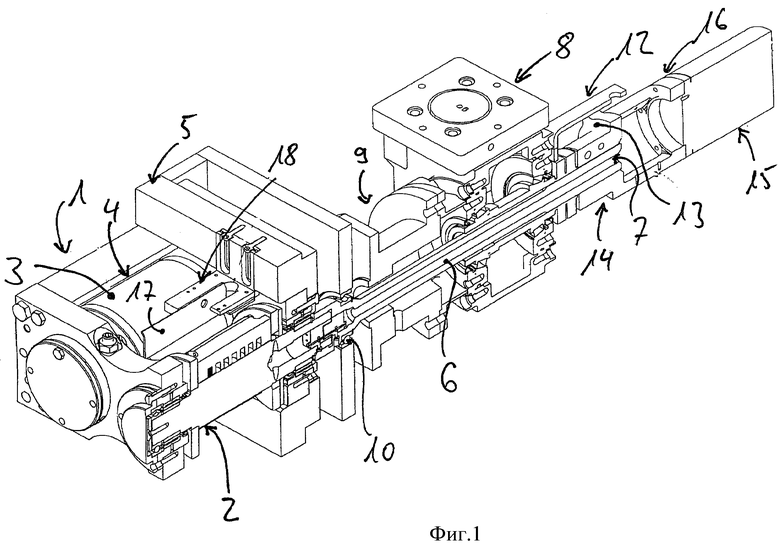
фиг.1 - разрез устройства для поперечной резки;
фиг.2 - модуль для поперечной резки с ножевым валом и противолежащим валом;
фиг.3 - первая форма осуществления ножевого вала;
фиг.4 - вторая форма осуществления ножевого вала.
Представленный на фиг.1 разрез устройства для поперечной резки показывает на своем конце модуль 1 для поперечной резки (см. также фиг.2), с (изображенным в разрезе) вращающимся, выполненным в виде цилиндра для поперечной резки ножевым валом 2 и противолежащим валом 4, поверхность 3 которого армирована твердым сплавом. Цепь, образованная связанными пластинками сыра, направляется сверху на направляющий щиток 17, причем между валами. Модуль 1 для поперечной резки неподвижно с помощью винтов закреплен на монтажной стенке 5 машины. На фиг.1 можно видеть к тому же привод ножевого вала 2 через приводной вал 6, в центральном отверстии 7 которого проведен не изображенный кабель для снабжения нагревательных элементов. Привод осуществляется с помощью не изображенного серводвигателя, который через червячную передачу 8 воздействует на приводной вал 6. Червячная передача 8 через промежуточный элемент 9 закреплена на монтажной стенке 5, причем приводной вал 6 в монтажной стенке 5 установлен на шарикоподшипнике 10.
Конец приводного вала 6 имеет отверстие с профилем шлицевой втулки, в которое вставлен соответствующий профиль шлицевого вала 11 ножевого вала 2 (см. фиг.3). На корпусе червячной передачи 8 предусмотрено крепежное устройство 12 для инициатора, который опрашивает кулачки 13 соединительной муфты 14 и таким образом определяет положение лезвий ножа. Напряжение для нагревательных элементов подается через блок 15 контактных колец и подводится к ножевому валу 2 через не показанный кабель. Далее на фиг.1 можно видеть устройство 18 фоторелейного барьера, с помощью которого определяется приход поперечного шва, полученного термической сваркой. В соответствии с этим приходом серводвигатель управляется таким образом, что лезвия ножа разделяют поперечный шов, полученный термической сваркой, по середине.
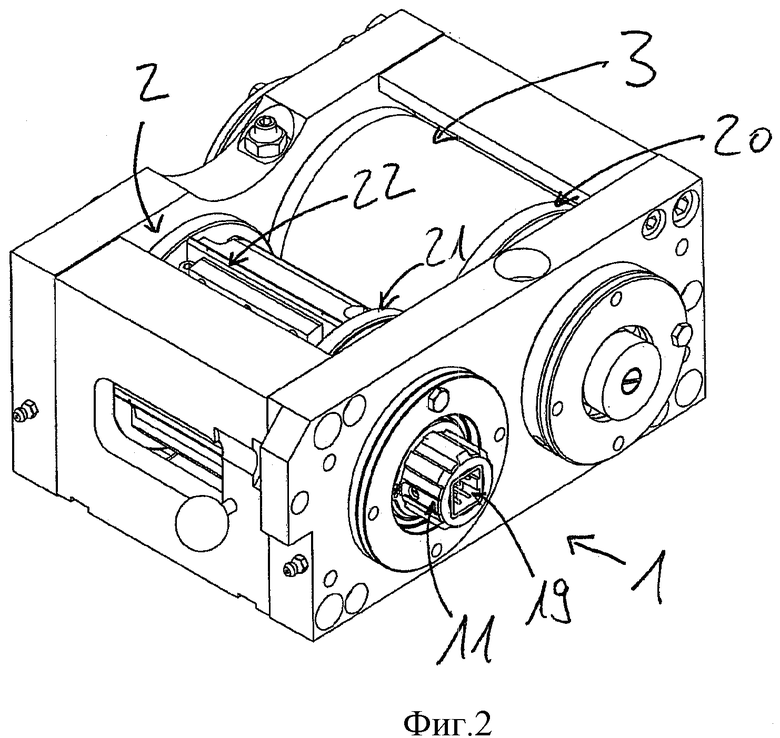
На фиг.2 изображен отдельный модуль 1 для поперечной резки с ножевым валом 2 и вращающимся в противоположном направлении противолежащим валом 3. Можно видеть профиль шлицевого вала 11 ножевого вала 2 и находящийся в нем электрический штепсельный контакт 19. Штепсельное соединение для приводного вала создает таким образом механическое и электрическое соединение модуля 1 для поперечной резки для привода. Со штепсельным соединением весь модуль для поперечной резки может извлекаться из установки и заменяться другим. Привод вспомогательного вала 3 осуществляется через перекатывающиеся друг по другу края 20 и 21 обоих валов 2 и 3. На фиг.2 также видно одно из четырех лезвий 22 ножа, которые закреплены на ножевом валу 2.
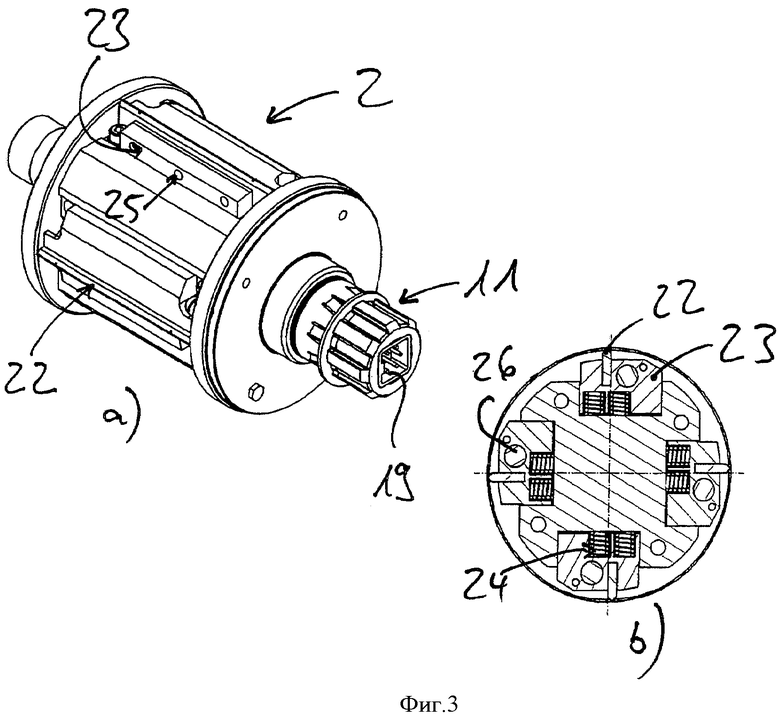
Лезвия ножа 22 гораздо лучше видны на фиг.3, которая представляет ножевой вал 2. При такой форме осуществления в ножевом валу 2 расположены отдельные установочные детали 23 (фиг.3b), которые воспринимают соответственно одно лезвие 22 ножа, простирающееся по всей активной длине ножевого вала 2. Лезвия 22 ножа крепятся винтами 25 и регулируются в установочной детали. Каждая из установочных деталей 23 имеет соответственно опорную поверхность, к которой по плоскости с хорошим тепловым контактом прилегает лезвие ножа. Они устанавливаются в выполненной в сплошном материале вала 2 направляющей и могут перемещаться в ней в радиальном направлении. Рессорами 24 установочные детали 23 нагружаются в радиальном направлении. Таким образом, соответствующее лезвие ножа пружинящим образом в направлении резания закреплено на устройстве для крепления ножа.
На фиг.3b можно видеть отверстия 26, которые выполнены в установочных деталях 23 и в которых размещается соответственно по одному нагревательному элементу для направленного нагревания лезвия 22 ножа. Таким образом, нагревательный элемент расположен так, что большая часть его тепловой мощности, идущей на нагрев, подводится к лезвию 22 ножа, и оно нагревается сильнее, чем устройство для крепления ножа.
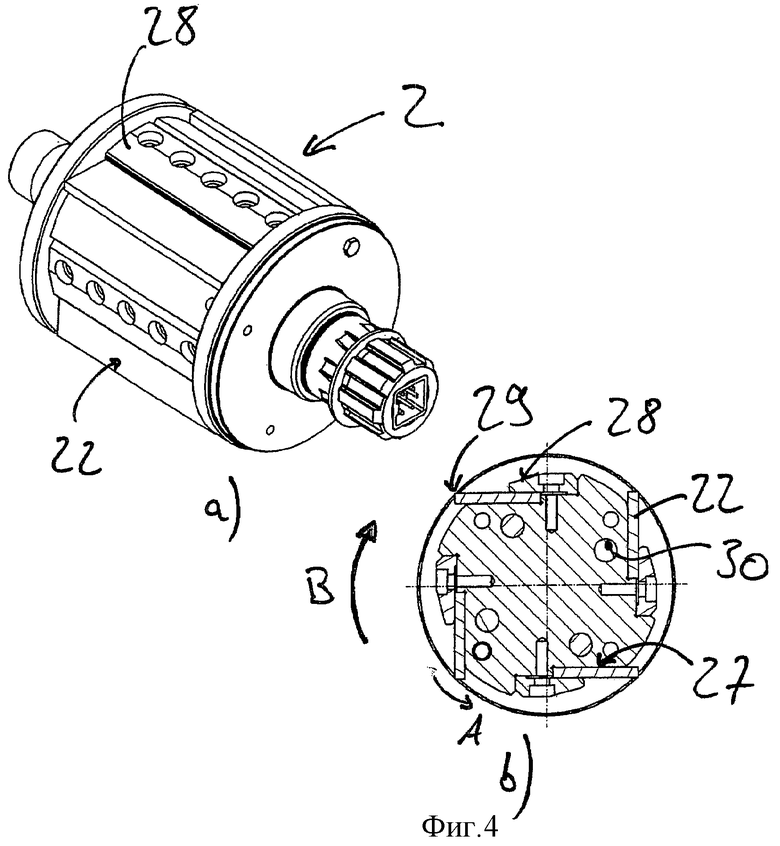
На фиг.4 показан другой вид ножевого вала 2, который также имеет профиль 11 шлицевого вала и штекер 19, но который имеет другой вид установки лезвий 22 ножа. В частности, на фиг.4b видно, что лезвия 22 установлены в плоскости секущей перпендикулярно радиусу вала. Для этого в сплошном материале устройства для крепления ножа образованы опорные поверхности 27, к которым по плоскости прилегают лезвия 22 ножа. Они приставлены к опорным кромкам в сплошном материале и крепятся с помощью прихватов на их кромке, противоположной режущей кромке 29. В материале вала в непосредственной близи от опорных поверхностей 27 выполнены отверстия 30 для установки нагревательных элементов. Лезвия 22 ножа образованы полосой из твердого сплава с прямоугольным поперечным сечением, причем четыре кромки полосы образуют соответственно режущие кромки. Лезвие ножа имеет, таким образом, четыре режущих кромки. Полоса может быть выполнена из HSS или материала, полученного с использованием технологии порошковой металлургии.
Подрессоривание лезвий 22 ножа обеспечивается с помощью одностороннего крепления и не полной опоры на опорную поверхность 27. Благодаря такому специальному креплению обеспечивается подрессоривание в направлении стрелки А и таким образом также в радиальном направлении резания. Направление вращения показано стрелкой В.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНЫЙ АППАРАТ С ВРАЩАЮЩИМСЯ ЗАЖИМНЫМ УСТРОЙСТВОМ И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОК | 2011 |
|
RU2545864C2 |
| Ручной инструмент для резки жести по радиусу, преимущественно консервный нож | 2017 |
|
RU2661158C1 |
| НОЖЕВОЕ ЛЕЗВИЕ ПОГРУЖНОГО БЛЕНДЕРА С ИЗМЕЛЬЧАЮЩЕЙ КРОМКОЙ | 2016 |
|
RU2681598C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНЫХ ЕМКОСТЕЙ | 2000 |
|
RU2246403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОВОРОТНЫХ НОЖЕЙ | 2010 |
|
RU2503530C1 |
| Машина для изготовления заполненных чаем пакетиков со сдвоенной полостью | 1989 |
|
SU1830023A3 |
| НИЖНИЙ НОЖ ДЛЯ ГОЛОВКИ ЭЛЕКТРИЧЕСКОЙ БРИТВЫ | 2007 |
|
RU2434738C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ФИГУР ИЗ ДЕФОРМИРУЕМОГО МАТЕРИАЛА И ЕГО ПРИМЕНЕНИЕ | 2010 |
|
RU2533027C2 |
| ПРИБОР С ТЕЛЕСКОПИЧЕСКИ ПОДВИЖНОЙ НОЖКОЙ ДЛЯ ПЕРЕМЕШИВАНИЯ ИЛИ ИЗМЕЛЬЧЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 2016 |
|
RU2680439C1 |
| Устройство для упаковывания предметов в термопластичную пленку | 1986 |
|
SU1344685A1 |
Устройство предназначено для резки поперечных швов, полученных термической сваркой рукава из синтетической пленки, заполненного продуктом питания, в частности плавленым сыром, причем каждый поперечный шов подлежащего обработке и непрерывно подающегося пленочного рукава отделяет одну порцию продукта питания от следующей. Устройство содержит вращающееся и оснащенное, по меньшей мере, одним лезвием ножа устройство для крепления ножа, причем лезвие при резке шва прикладывает усилие к вспомогательной опоре. Устройство содержит также нагревательный элемент для направленного нагревания лезвия, при этом лезвие закреплено на устройстве для крепления ножа с подрессориванием в направлении резания. Изобретение обеспечивает снижение затрат на установку лезвий вследствие снижения требований к точности допуска на зазор при установке ножа относительно вспомогательной опоры. 12 з.п. ф-лы, 6 ил.
1. Режущее устройство для резки ранее изготовленных поперечных швов, полученных термической сваркой рукава из синтетической пленки, заполненного продуктом питания, в частности плавленым сыром, причем каждый поперечный шов, полученный термической сваркой подлежащего обработке и непрерывно подающегося пленочного рукава, отделяет одну порцию продукта питания от следующей порции, причем устройство имеет вращающееся и оснащенное, по меньшей мере, одним лезвием (22) ножа устройство для крепления ножа и причем лезвие (22) ножа при резке поперечного шва, полученного термической сваркой, прикладывает усилие к вспомогательной опоре (4), отличающееся тем, что устройство для крепления ножа имеет нагревательный элемент для направленного нагревания лезвия (22) ножа, а лезвие (22) ножа закреплено на устройстве для крепления ножа с подрессориванием в направлении резания.
2. Режущее устройство по п.1, отличающееся тем, что нагревательный элемент расположен таким образом, что большая часть его нагревательной мощности подводится к лезвию (22) ножа и нагревает его сильнее, чем устройство для крепления ножа.
3. Режущее устройство по п.1, отличающееся тем, что устройство для крепления ножа представляет собой ножевой вал (2), который оснащен, в частности, четырьмя лезвиями (22) ножа, причем вращающийся в противоположном направлении противолежащий вал (4) образует вспомогательную опору.
4. Режущее устройство по п.1, отличающееся тем, что лезвие (22) прилегает к опорной поверхности, причем нагревательный элемент расположен в отверстии (30) образующего опорную поверхность сплошного материала.
5. Режущее устройство по п.4, отличающееся тем, что оно имеет отдельную установочную деталь (23) для установки соответственно лезвия (22) ножа, которая закреплена в радиально ориентированной направляющей устройства для крепления ножа и подрессорена с помощью рессор (24).
6. Режущее устройство по п.4, отличающееся тем, что материал устройства для крепления ножа образует опорную поверхность (27), причем опорная поверхность (27) ориентирована преимущественно вне радиуса ножевого вала (2).
7. Режущее устройство по п.6, отличающееся тем, что лезвие (22) ножа образуется полосой, в частности, из твердого сплава, имеющей прямоугольное поперечное сечение, причем четыре кромки полосы соответственно образуют режущие кромки (29).
8. Режущее устройство по любому из пп.1-7, отличающееся тем, что нагревательный элемент нагревает режущую кромку (29) лезвия ножа до температуры свыше 80°С, в частности около 100°С.
9. Режущее устройство по любому из пп.1-7, отличающееся тем, что устройство для крепления ножа снабжено датчиком для измерения температуры и/или охлаждающим устройством.
10. Режущее устройство по п.8, отличающееся тем, что устройство для крепления ножа снабжено датчиком для измерения температуры и/или охлаждающим устройством.
11. Режущее устройство по любому из пп.1-7, отличающееся тем, что режущая кромка (29) лезвия (22) ножа выполнена таким образом, в частности она короче поперечного шва, полученного термической сваркой, что после резания остаются перемычки из пленки или образуется перфорированный шов.
12. Режущее устройство по п.8, отличающееся тем, что режущая кромка (29) лезвия (22) ножа выполнена таким образом, в частности она короче поперечного шва, полученного термической сваркой, что после резания остаются перемычки из пленки или образуется перфорированный шов.
13. Режущее устройство по п.9, отличающееся тем, что режущая кромка (29) лезвия (22) ножа выполнена таким образом, в частности она короче поперечного шва, полученного термической сваркой, что после резания остаются перемычки из пленки или образуется перфорированный шов.
| Подвеска колеса транспортного средства | 1977 |
|
SU887273A2 |
| US 4048003 А, 13.09.1977 | |||
| СОЕДИНЕНИЕ ГОЛОВКИ И РУЧКИ ЗУБНОЙ ЩЕТКИ С ПОМОЩЬЮ ЛАЗЕРА | 2000 |
|
RU2249422C2 |
| СИСТЕМА ФОРМОВАНИЯ И УПАКОВКИ ИЗДЕЛИЙ ИЗ САХАРНОЙ ВАТЫ | 2000 |
|
RU2165149C1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |

