Изобретение относится к технологии раскроя отрезков большой протяженности на отрезки малой длины и может быть использовано на различных предприятиях, в частности, швейной промышленности, в производственном цикле которых имеется необходимость раскраивать на части заданных размеров, представляющие собой либо заготовки, либо готовые детали, именуемые далее отрезками малой длины, из исходных материалов в виде рулонов, лент, полос, прямоугольных листов, стержней и т.д., именуемые далее отрезками большой протяженности.
Задачи раскроя подразделяют на два класса. К первому классу относят задачи фигурного раскроя, ко второму - задачи нефигурного раскроя. При фигурном раскрое детали раскраивают на детали самых различных конфигураций. К классу задач нефигурного раскроя относятся задачи линейного и прямоугольного раскроев.
В первом случае материал раскраивают на заготовки различной длины, для которых задается только один линейный размер. Во втором случае получают заготовки прямоугольной формы, для которых задают два размера. В предлагаемом изобретении рассматривают технологию раскроя заготовок прямоугольной формы только по одному из двух параметров.
В первом варианте известен способ оптимального размещения отрезков малой длины на отрезках большой протяженности (св. №2002610801), который предусматривает три режима размещения отрезков малой длины на отрезках большой длины: стандартный, улучшенный и «ручной» режим, в зависимости от сложности решаемых задач. К сложной, по мнению автора, уже относится задача с числом отрезков малой длины n=6,7 при числе полотен в настиле более 30 и числом кусков от 15 до 50. При «ручном» режиме существующей технологии, как заявляет автор, качество решения задачи раскроя существенно повышается за счет увеличения длительности ее решения, а значит, и повышения ее трудоемкости.
Однако хорошо известно, что в условиях массового производства в швейной отрасли при использовании традиционной технологии подготовки производства к раскрою количество длин раскладок, именуемых ранее отрезками малой длины, в среднем равно от 20-ти до 60-ти. Количество отрезков малой длины в одном настиле от единицы до 180. Количество отрезков малой длины во всех настилах задания - до 1000 и более. Длина кусков (рулонов) материала зачастую превышает 130-150 пог. м. Также известно, что наименьший суммарный остаток получается при максимально возможном числе длин раскладок в куске, их количестве в настиле и значительной длине кусков материала, а наибольший - при числе длин раскладок в куске, равном единице.
Исходя из вышесказанного к недостаткам известного способа следует отнести ряд технологических ограничений:
- по количеству полотен в настиле, которое не должно превышать 150 полотен;
- по количеству полотен во всех настилах задания, которое не должно превышать 300 полотен;
- по длинам кусков материала, которое не должно превышать 120 м;
- по числу расчетных длин раскладок, которое не должно превышать 7 длин.
Предлагаемый способ направлен на решение задачи, состоящей в расширении технологических возможностей, снижении трудоемкости процедуры подготовки к раскрою, а также расхода при раскрое листовых и рулонных материалов, полос и т.д. большой протяженности.
Данная задача решается тем, что раскраивают отрезок большой протяженности на отрезки малой длины таким образом, чтобы сумма длин малых отрезков либо совпадала с длиной отрезка большой протяженности, либо имела минимальный остаток, согласно которому принимают за расчетное количество номеров длин малых отрезков, составляющих сочетания, целое число, равное или ближайшее большее квадратного корня из общего количества отрезков малой длины, определяя тем самым порядок квадратной матрицы. Также могут принимать за расчетное количество номеров длины малых отрезков один из параметров прямоугольников и обозначать либо длину, либо их ширину. Формируют ряд отрезков малой длины в порядке возрастания. Присваивают каждому отрезку малой длины номер от наименьшего до наибольшего, причем считают, что отсутствующие (недостающие до целого числа квадратного корня) «нулевые» отрезки малой длины виртуально имеют свои номера, например, либо в одной из строк, либо в одном из столбцов квадратной матрицы определенного порядка. Определяют номера всех отрезков малой длины заказа, составляющих сочетания либо в строках, либо в столбцах квадратной матрицы, из набора цифровых сочетаний определенного магического квадрата, порядок которого равен расчетному количеству номеров длин малых отрезков, составляющих сочетания. Размещают отрезки малой длины на отрезках большой протяженности аналогично номерам, которые соответствуют оптимальным сочетаниям либо в строках, либо в столбцах квадратной матрицы определенного порядка. Причем на отрезке большой протяженности размещают такое количество сочетаний отрезков малой длины, которое равно частному от деления длины отрезка большой протяженности на сумму отрезков малой длины в сочетаниях строк/столбцов. Уточняют суммарную длину малых отрезков в сочетаниях посредством локальной перестановки отрезков малой длины в определенных сочетаниях строк либо столбцов, «сгоняя» тем самым концевые остатки во всех отрезках большой протяженности заказа в один.
В данной заявке рассматривается пример 1 нефигурного раскроя рулонных материалов в условиях серийного производства изделий швейной отрасли, листового проката в различных отраслях машиностроения.
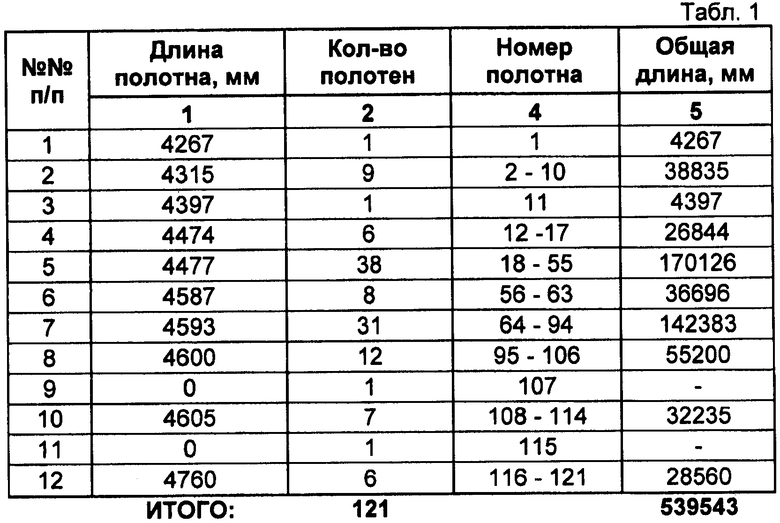
Допустим, что при серийном производстве заказа некоего швейного изделия необходимо получить полотна 10-ти различных длин из 11-ти рулонов материала - отрезков большой протяженности длиной 50 м каждый. Длины полотен и их количества приведены в табл.1. Общее количество полотен различных длин в заказе составляет 119.
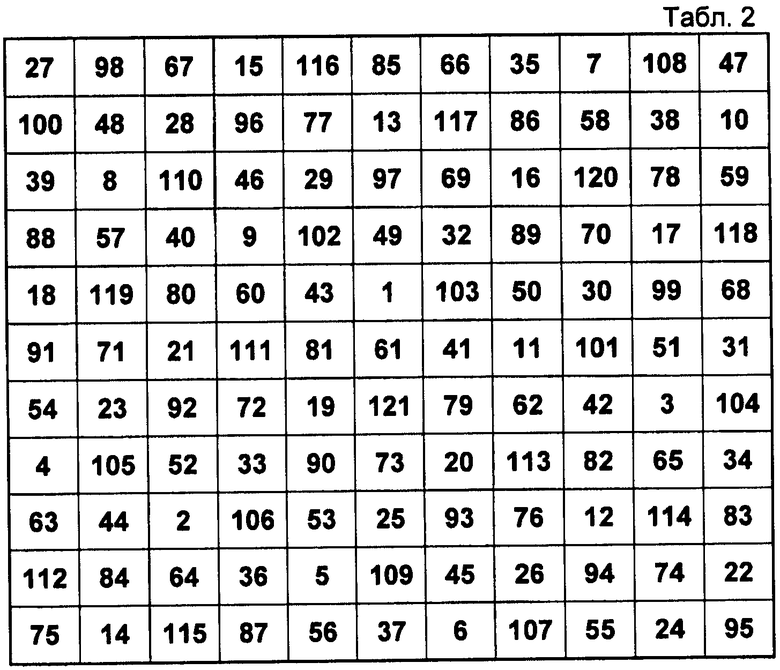
Принимают за расчетное количество номеров отрезков малой длины - номеров полотен, корень квадратный из 119 полотен, что составляет 11 (с округлением в большую сторону), и определяют тем самым порядок магического квадрата или количество номеров в сочетаниях строк/столбцов, которые равны целому числу 11.
В табл.2 определены места положения номеров в сочетаниях строк/столбцов, используя свойства МК11.
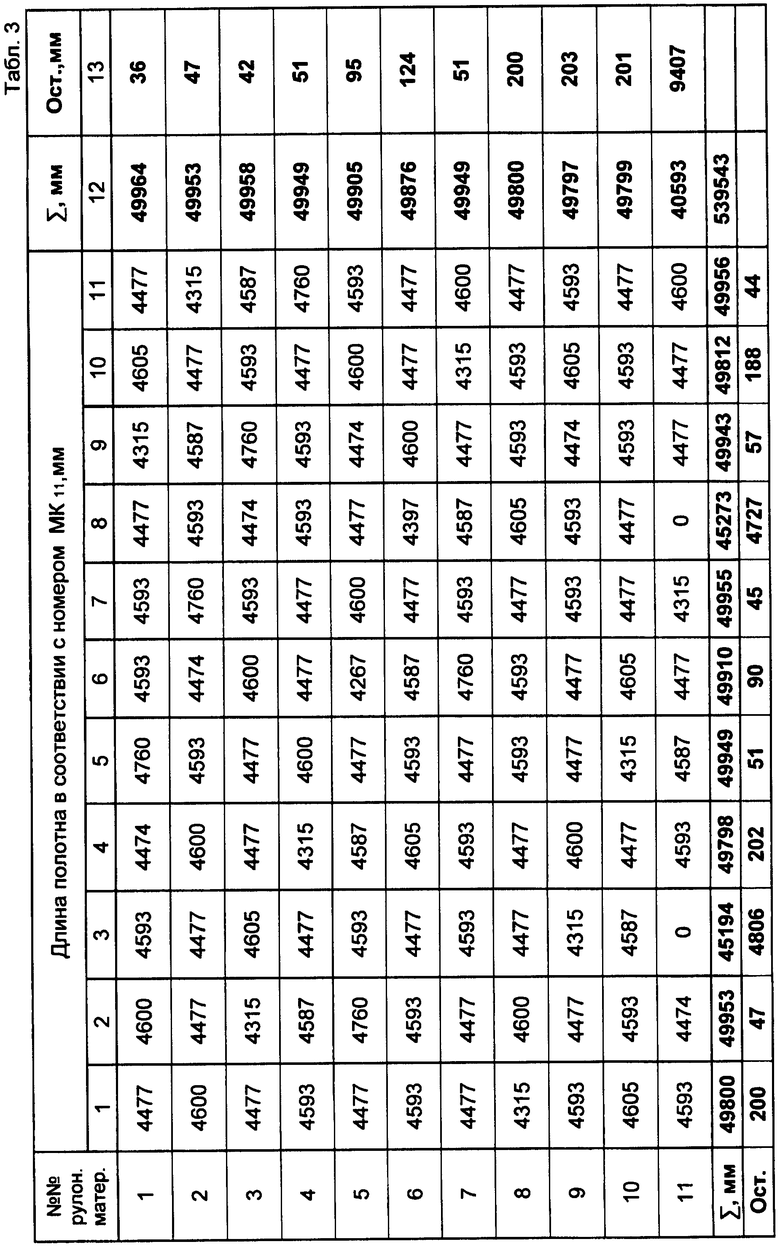
Далее, в табл.1, столбец 1, формируют в порядке возрастания отрезки малой длины от 4267 мм до 4760 мм. Присваивают каждому отрезку малой длины номер от 1 до 121, табл.1, столбец 3. Причем в столбце 1 также пронумерованы две «нулевые» длины, которые формально заполняют нижнюю строку МК11 до полного количества длин малых отрезков. Отсутствующие («нулевые») полотна располагают в заданном месте нижней строки магического квадрата, табл.2, с виртуальными номерами 107 и 115, которые указывают на недоиспользование длины большой протяженности (длины одного рулона материала) при раскрое в данном заказе. Заполняют табл.3 сочетаниями длин малых отрезков (длин полотен) в строках/столбцах в соответствии с набором цифровых сочетаний МК11, табл.2, формируя тем самым нетрадиционный МК11. В столбце 12 определены суммарные значения длин полотен в рулонах материала. В столбце 13 - остатки неиспользованного материала в рулонах.
Присвоение недостающим отрезкам малой длины нулевых значений в 11-й строке, табл.3, исключает возможность использовать сочетания в столбцах с 1-го по 11-й, так как могут остаться недоиспользованными два рулона материала: в столбце 3 остаток составит 4806 мм и в столбце 8 остаток будет равен 4727 мм. В данном примере способом рекомендовано использовать сочетания, например, только в строках, так как в 11-й строке только один рулон материала будет недоиспользован и иметь остаток, равный одной общей длине в 9407 мм.
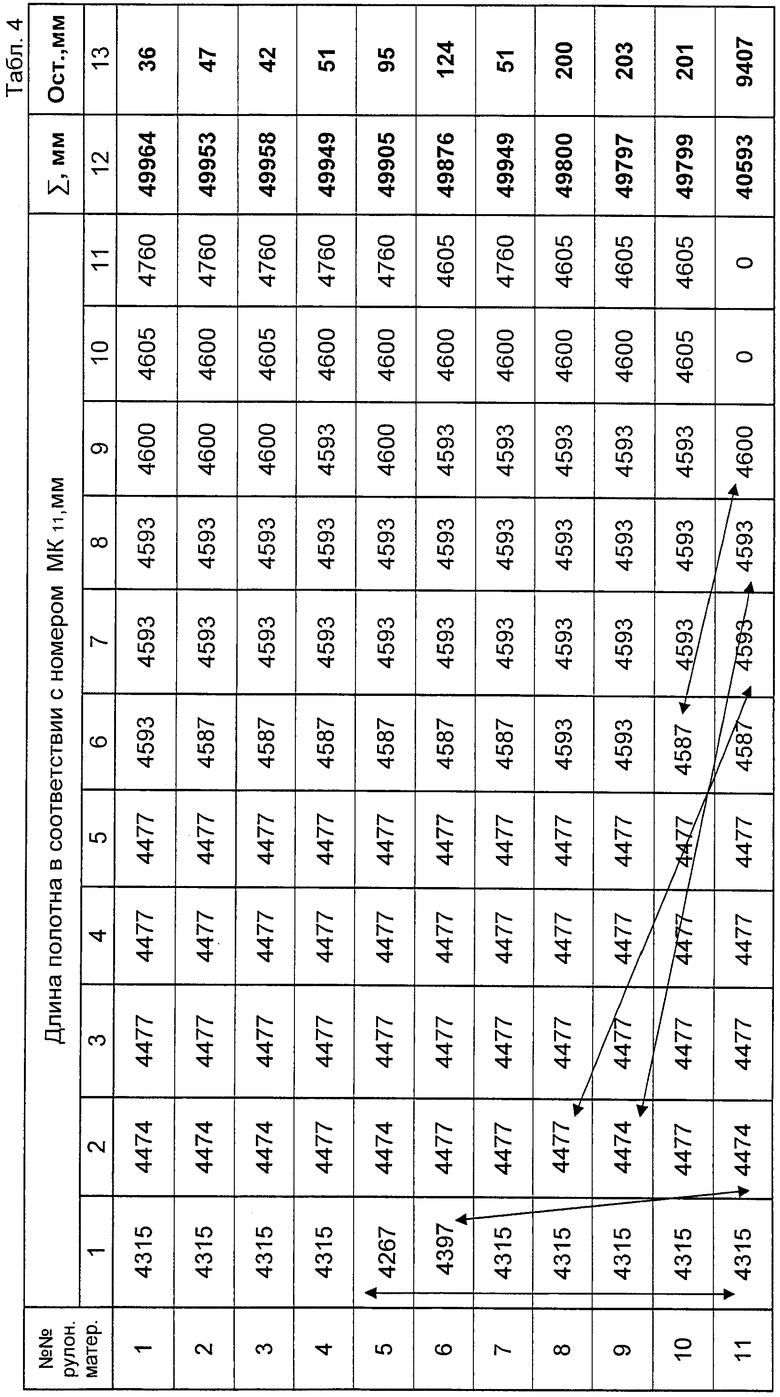
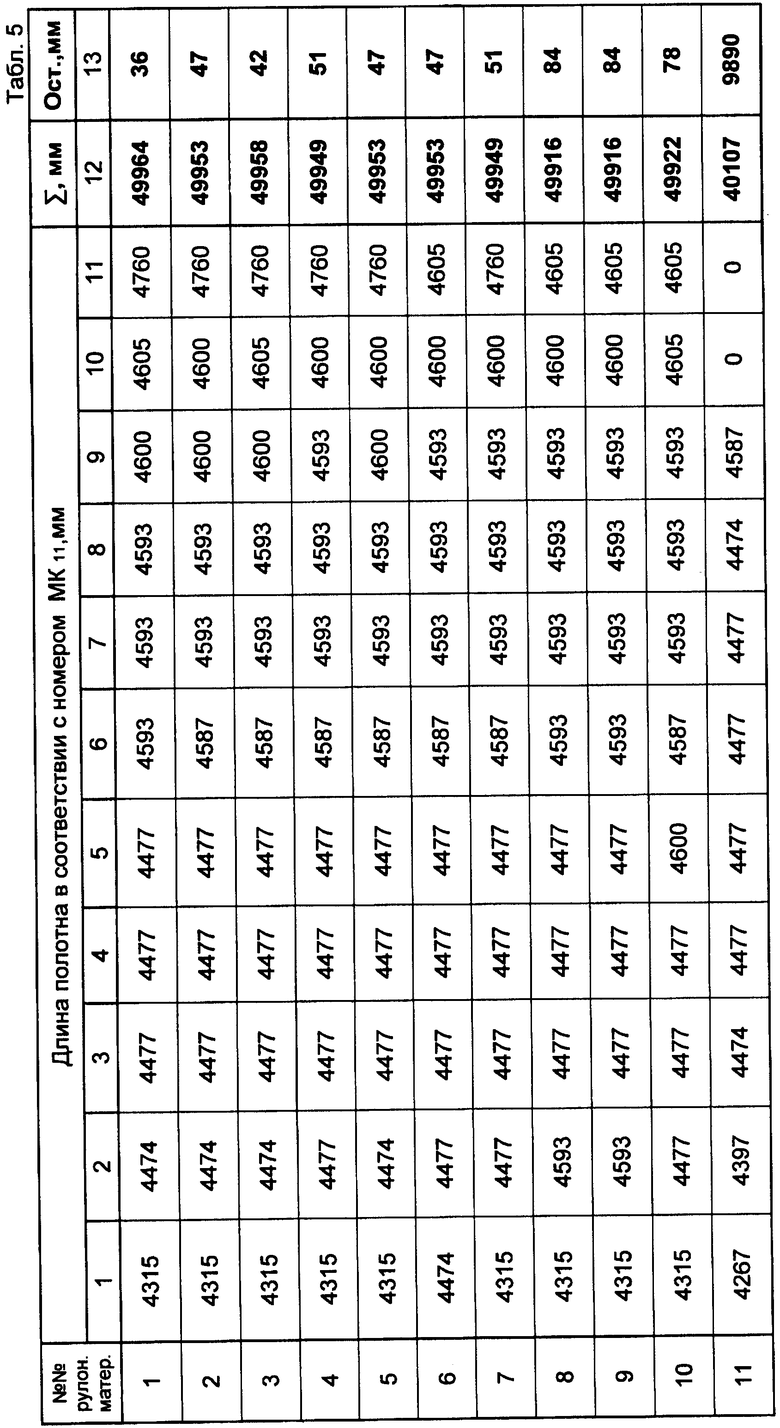
Для удобства дальнейшего использования данных в табл.3 примера длины малых отрезков-полотен в сочетаниях строк ранжируют от наименьшего до наибольшего (либо наоборот) значений, формируя тем самым значения в табл.4.
Анализируя остатки в столбце 13, проводят перестановку отдельных длин малых отрезков-полотен, например, в строках с целью максимальной концентрации остатков в одном из рулонов, например в 11-м, табл.4. Тривиальную перестановку длин малых отрезков в строках демонстрируют расположения стрелок, табл.4.
Тривиальные перестановки в сочетаниях дают возможность увеличить суммарный остаток в 11-м рулоне материала (сумма длин малых отрезков-полотен 11-й строки МК11) с 9407 мм до 9890 мм за счет сокращения остатков в 5-м, 6-м, 8-м, 9-м и 10-м рулонах, табл.5, столбец 13.
В результате реализации способа в приведенном примере сумма потерь составила 0,1% от количества используемого материала в заказе. Остаток в 11 рулоне, равный 9890 мм, является рациональным и может быть использован в следующем заказе.
В заявке также рассматривается простейший пример 2 нефигурного раскроя материала в условиях серийного производства изделий листового проката в различных отраслях машиностроения.
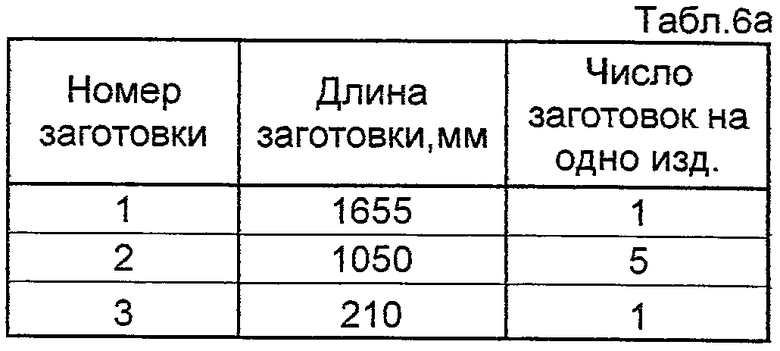
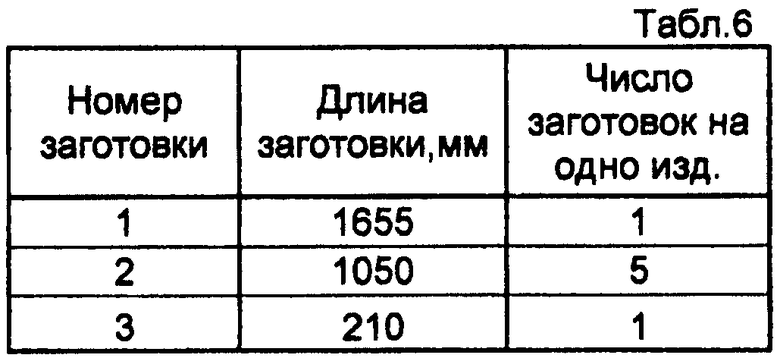
Допустим, что при серийном производстве изделия из полос длиной 5000 мм каждая (отрезки большой протяженности) необходимо получить заготовки трех видов (отрезки малой длины). Длины заготовок каждого вида и их количество приведены в табл.6.
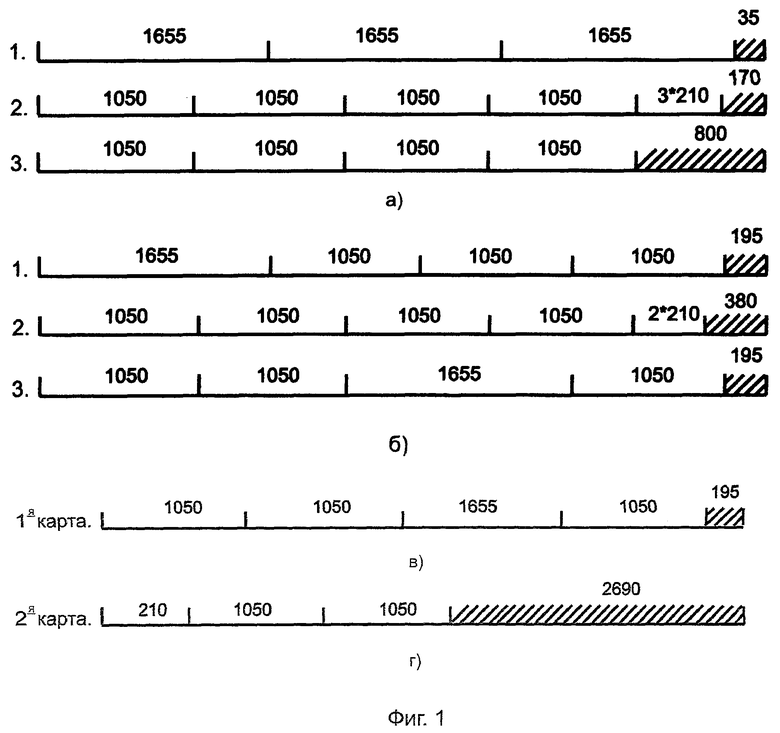
В производственной практике в подобных случаях поступают следующим образом. Часть полос разрезают на самые длинные заготовки №1, получая из одной полосы три, причем длина остатка составляла 35 мм. Из следующей полосы получают заготовки №2 в количестве 4-х с остатком, имеющим длину 800 мм, из которого вырезают самые короткие заготовки №3 в заданном заказом количестве, оставляя остаток недоиспользованным, фиг.1а).
Для получения заготовок по традиционной технологии в пропорции, при которой на каждые 12 изделий разрезают 4 полосы по первой карте раскроя. По второй карте - также 4 полосы, по третьей - 11 полос. Следовательно, на каждые 12 изделий в сумме расходуют 19 полос.
Однако, сравнивая раскройный план, представленный на фиг.1а с раскройным планом, выполненным по новой технологии, фиг.1б, можно сделать вывод, что первый план раскроя не является экономичным.
Новая технология рационального раскроя позволяет получить заготовки в заданной пропорции для меньшего количества изделий, равного двум, следующим образом.
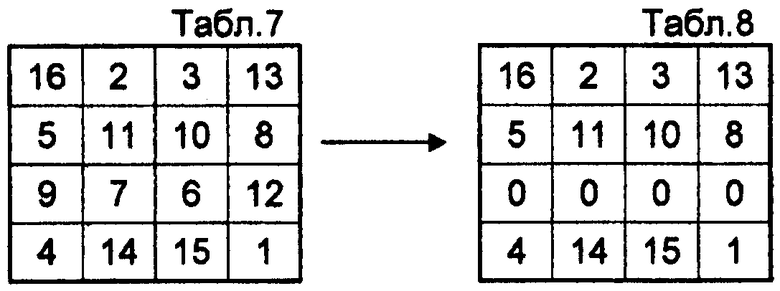
Используя свойства квадратной матрицы как технологии, позволяющей выполнить рациональный раскрой для меньшего количества изделий, равного двум, определяют порядок квадратной матрицы как целого числа, ближайшего большего квадратного корня из 12-ти заготовок (2 заготовки №1, 10 заготовок №2 и 0 заготовок №3). Таким образом, получают порядок квадратной матрицы, равный четырем. Недостающим до 16-ти «нулевым» элементам квадратной матрицы четвертого порядка присваивают номера, например, одного из сочетаний в строке: 9-7-6-12, табл.7, 8.
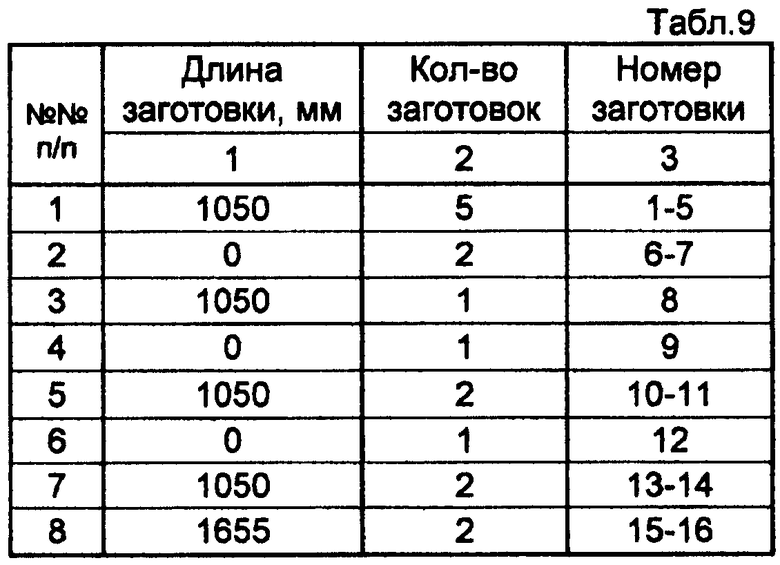
Принимают как одно из традиционных правил раскрой заготовок малого размера №3 из остатков уже используемых полос для заготовок большего размера. Таким образом, из ранжированного ряда исключают отрезок малой длины №3, равный 210 мм. Формируют ряд отрезков малой длины в порядке возрастания и присваивают каждому номер с учетом недостающих «нулевых» отрезков, табл.9.
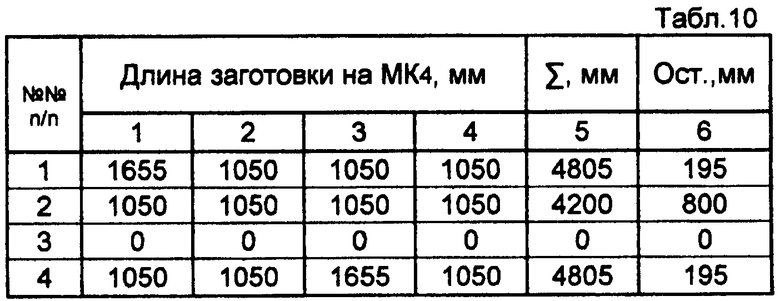
Заполняют номера ячеек квадратной матрицы 4-го порядка длинами отрезков в строгом соответствии с набором цифровых сочетаний из табл.8 и получают нетрадиционную квадратную матрицу четвертого порядка, табл.10.
Далее, размещают, фиг.1б, отрезки малой длины в сочетаниях строк 1, 2 и 4 нетрадиционного магического квадрата 4-го порядка, табл.10.
Из остатка во второй строке сочетания выкраивают два отрезка малой длины, равные 210 мм. Действительно получают два комплекта заготовок, затратив при этом только 3 полосы.
Для того чтобы получить 12 комплектов, умножают каждую карту, фиг.1б, на шесть и получают 12 комплектов заготовок, затратив при этом только 18 полос вместо 19, фиг.1а.
Простейший пример 2 решают согласно изложенному в заявке способу, но при этом используют общее количество заготовок, равное одному изделию. Длины заготовок каждого вида и их количество приведены в табл.6а описания изобретения.
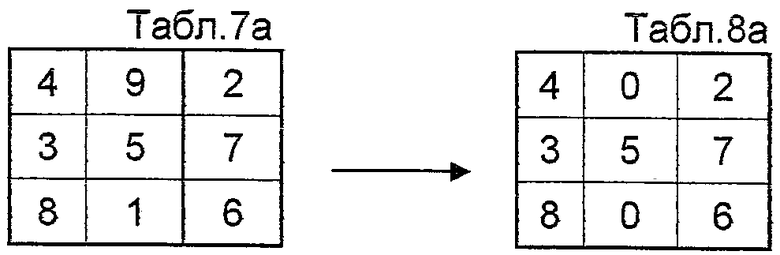
1. Определяют порядок магического квадрата как целое число, равное 3-м, ближайшее большее квадратного корня из 7-ми заготовок (на одно изделие), табл.7а.
2. Недостающим до 9-ти «нулевым» элементам квадратной матрицы третьего порядка присваивают два номера, симметричных относительно центрального номера в магическом квадрате, например 9 и 1, в сочетании столбца 9-5-1 (табл.7а), либо 3 и 7, в сочетании строки 3-5-7, табл.8а.
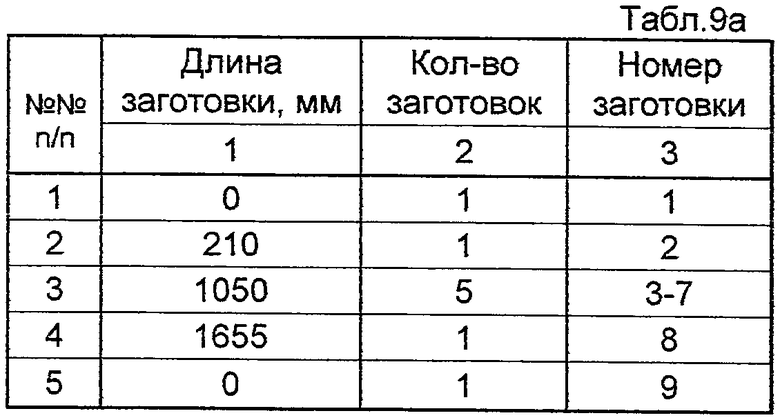
3. Формируют ряд отрезков малой длины в порядке возрастания и присваивают каждому номер с учетом недостающих «нулевых» отрезков табл.9а.
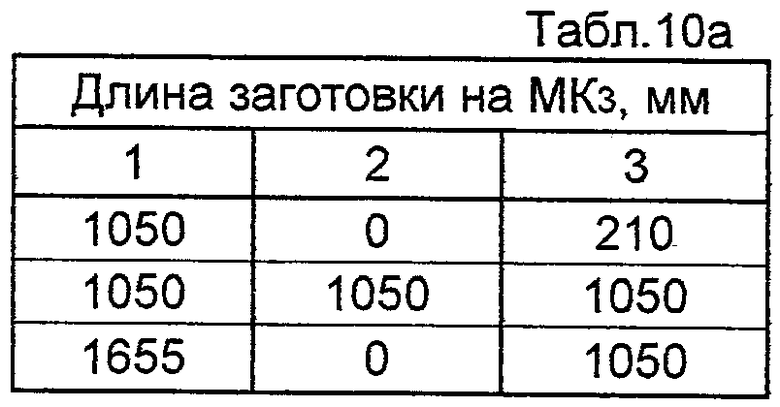
4. Заполняют номера ячеек квадратной матрицы уже 3-го порядка длинами отрезков в строгом соответствии с набором цифровых сочетаний, например в табл.8а, и получают нетрадиционную квадратную матрицу третьего порядка, табл.10а.
5. Размещают отрезки малой длины на 1-й полосе, согласно сочетаниям 1-го столбца нетрадиционного магического квадрата 3-го порядка, табл.10а, и оставшийся центральный отрезок, по тривиальным соображениям, присоединяют к отрезкам в сочетании 1-го столбца, что обеспечивает наименьший остаток материала в полосе, карта 1, фиг.1в.
6. Размещают отрезки малой длины на 2-й полосе, карта 2, фиг.1г, согласно сочетаниям 3-го столбца нетрадиционного магического квадрата 3-го порядка, табл.10а.
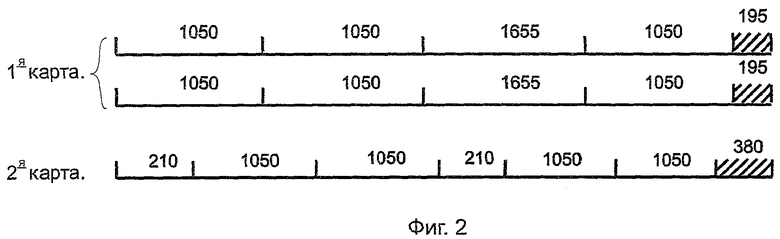
7. Умножают карты 1 и 2, фиг.1в, г, на два и получают рациональный раскрой, например, только двух изделий, что не представлялось возможным рационально раскроить такое количество при традиционной технологии, фиг.2;
8. Умножают карты 1 и 2, фиг.2, на шесть, для сравнения примера, выполненного по традиционной технологии, и получают двенадцать изделий, затратив только восемнадцать полос материала вместо девятнадцати.
Приведенный пример показывает, что даже в самых простых случаях раскрой, проведенный «на глаз», фиг.1а), не всегда является оптимальным.
К задачам раскроя относятся и задачи плотного размещения совокупности предметов на заданных участках. Например, это могут быть задачи размещения деталей сложной конфигурации в прямоугольной рамке, тяжеловесных грузов на участках палубы универсальных судов, грузов в отсеках самолетов, а также задачи по проектированию тары для размещения готовых изделий и т.д.
Во втором варианте способа могут принимать за отрезки малой длины линейные размеры либо длины, либо ширины самих деталей (изделий), за отрезки большой длины - линейные размеры либо длины, либо ширины заданных участков их заполнения. Причем линейные размеры длин/ширин деталей сложной конфигурации могут быть получены одним из известных способов, например согласно патенту RU №2329750 С2 от 29.06.2006 г.
Преимущества предлагаемой технологии.
1. Способ распределения длин малых отрезков на отрезках большой протяженности прост в применении.
2. 3адачи решаются единовременно для всех отрезков малой длины в заказе.
3. Технология имеет возможность задать число длин малых отрезков на отрезке большой протяженности.
4. Отрезки малой длины распределяют равномерно при равных длинах отрезков большой протяженности.
5. Концевые остатки от расчета всех отрезков большой протяженности заказа «сгоняют» в один отрезок.
6. Ограничения по количеству полотен в настиле заказа отсутствуют.
7. Ограничения по длинам отрезков большой протяженности отсутствуют.
8. Ограничения по числу расчетных длин малых отрезков также отсутствуют.
Предлагаемый способ достаточно универсален. Он может применяться в различных отраслях промышленности и народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННЫХ И ЛИСТОВЫХ МАТЕРИАЛОВ | 2008 |
|
RU2390286C1 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННОГО МАТЕРИАЛА С ЛОКАЛЬНЫМИ И РАСПРОСТРАНЕННЫМИ ДЕФЕКТАМИ | 1995 |
|
RU2084191C1 |
| Способ раскроя немерного полосового материала | 1987 |
|
SU1466117A1 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННЫХ И ЛИСТОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2006 |
|
RU2329750C2 |
| БАРЬЕРНО-ЗАЩИТНАЯ ОДЕЖДА ИЗ НЕТКАНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2399349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 1992 |
|
RU2038813C1 |
| Способ изготовления листовых и рулонных материалов из малогабаритных элементов | 1992 |
|
SU1837817A3 |
| УСТРОЙСТВО ОБРАБОТКИ ГОФРИРОВАННЫХ ЛИСТОВ | 2016 |
|
RU2731348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ПНЕВМОКОНСТРУКЦИЙ И ПОЛОТЕН БОЛЬШОЙ ПЛОЩАДИ ИЗ ПЛЕНОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2632864C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
Изобретение относится к технологии раскроя отрезков большой протяженности на отрезки малой длины и может быть использовано на различных предприятиях, в частности, швейной промышленности, в производственном цикле которых имеется необходимость раскраивать на части заданных размеров, представляющие собой либо заготовки, либо готовые детали, именуемые далее отрезками малой длины, из исходных материалов в виде рулонов, лент, полос, прямоугольных листов, стержней и т.д., именуемые далее отрезками большой протяженности. Предложен способ раскроя отрезков большой протяженности на отрезки малой длины, который может быть использован, в частности, в швейной промышленности. Способ заключается в том, что размечают и раскраивают отрезок (отрезки) большой протяженности на отрезки малой длины таким образом, чтобы сумма длин малых отрезков либо совпадала с длиной отрезка большой протяженности, либо имела минимальный остаток. При этом принимают за расчетное количество номеров длин малых отрезков, составляющих сочетания, целое число, равное или ближайшее большее квадратного корня из общего количества отрезков малой длины, определяя тем самым порядок магического квадрата. В случае несовпадения заданного количества отрезков малой длины и расчетного количества отрезков дополняют недостающее до расчетного количества «нулевыми» отрезками малой длины. При наличии «нулевых» отрезков малой длины присваивают им номера из одной из строк/столбцов магического квадрата. Формируют последовательность номеров отрезков малой длины в порядке возрастания их длин с учетом «нулевых» отрезков малой длины согласно соответствующим номерам, указанным в строках/столбцах магического квадрата. На отрезках большой протяженности размечают/размещают отрезки малой длины аналогично номерам, указанным в строках/столбцах магического квадрата. 2 з.п. ф-лы, 2 ил., 10 табл.
1. Способ раскроя отрезков большой протяженности на отрезки малой длины, заключающийся в том, что размечают и раскраивают отрезок (отрезки) большой протяженности на отрезки малой длины таким образом, чтобы сумма длин малых отрезков либо совпадали с длиной отрезка большой протяженности, либо имели минимальный остаток, отличающийся тем, что
принимают за расчетное количество номеров длин малых отрезков, составляющих сочетания, целое число, равное или ближайшее большее квадратному корню из общего количества отрезков малой длины, определяя, тем самым, порядок магического квадрата,
в случае несовпадения заданного количества отрезков малой длины и расчетного количества отрезков дополняют недостающее до расчетного количества «нулевыми» отрезками малой длины,
при наличии «нулевых» отрезков малой длины присваивают им номера из одной из строк/столбцов магического квадрата,
формируют последовательность номеров отрезков малой длины в порядке возрастания их длин с учетом «нулевых» отрезков малой длины согласно соответствующим номерам, указанным в строках/столбцах магического квадрата,
размечают/размещают отрезки малой длины на отрезках большой протяженности аналогично номерам, указанным в строках/столбцах магического квадрата.
2. Способ по п.1, отличающийся тем, что в качестве расчетной длины отрезков малой длины выбирают либо их длину, либо их ширину.
3. Способ по п.1, отличающийся тем, что концевые остатки уменьшают посредством локальной перестановки отрезков малой длины.
| Способ раскроя полотна на детали одежды | 1986 |
|
SU1450818A1 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННЫХ И ЛИСТОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2006 |
|
RU2329750C2 |

