1
Изобретение относится к способам раскроя немерного полосового материала.
Цель изобретения - расширение технологических возможностей и снижение трудоемкости способа раскроя немерного полосового материала.
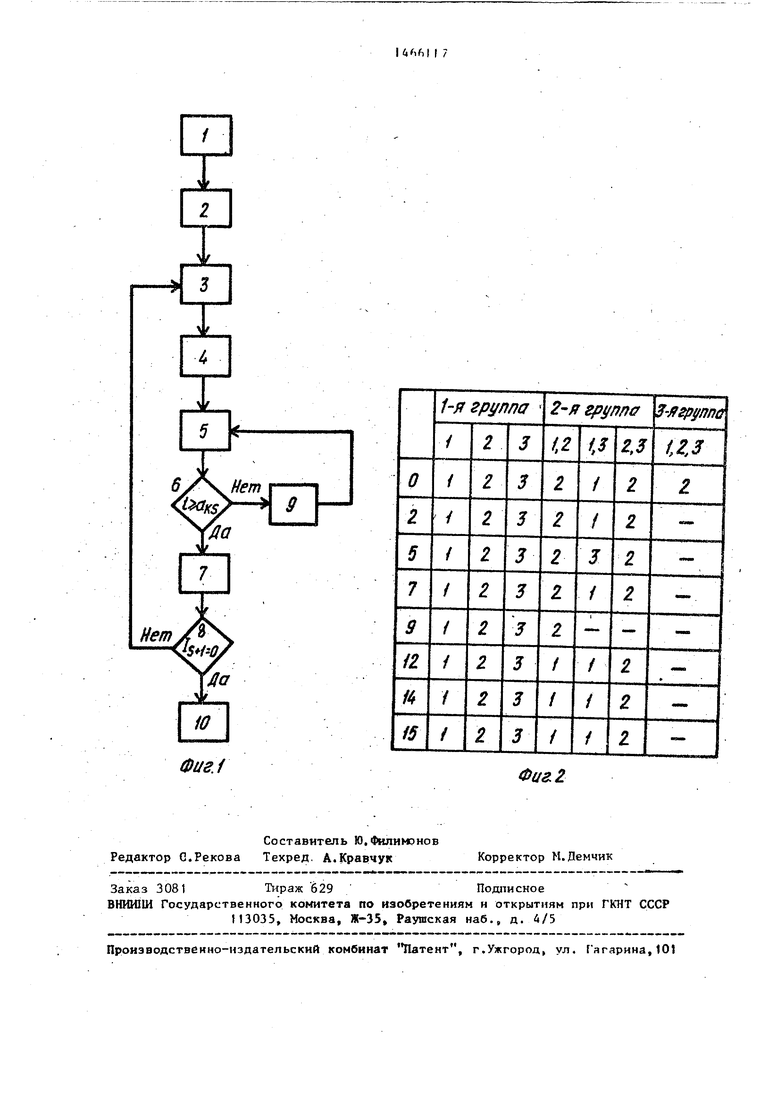
На фиг. 1 изображена блок-схема алгоритма предлагаемого способа; на фиг. 2 - приведен пример таблицы управления резкой.
Пpeдлaгae ый способ осуществляйт- ся следующим образом.
В условиях единичного производства некоторого изделия требуется получить п заготовок заданных длин d-, , где i l,2,. .. ,п, среди которых -10-89
могут быть и загото вки одинаковых размеров. Для получения требуем го комплекта заготовок используют одно- (линейный) материал (полосы) случайной длины - (%)), ) при этом известней за РГбн (ЛИ 1
пределения F(x) длины полосы. Процесс раскроя поступающих полос осуществляют в п этапов, на каждом из которых отрезают очередную заготовку из требуемого комтилекта (независимо от того, удается ли ее отрезать от раскраиваемой полоо) или придется использовать новую полосу). В процессе раскроя учитывают суммарную длину d заготовок, отрезанных от раскраиваемой полосы к моменту выполне 4
CD
Oi
KJ
НИЯ очередного рез, кс торую измеряют на кэдтдом этапе процесса. Заготовки отмеряют и отрезают от полос мате рмала в определенной пЬследователь- ности, при которой выпс лняется критерий оптнмапьности процесса, Зя фк терий оптимштьности прг-агято мииим;гль ное значение мат емати ч «некого ожидания (м.о.) числа рас ходуеммх полос материала на комплект заготовок, Порядок даи1-ы очерея ной отреза- е мой 3 а го т о в ки,, о б е с па чн ба ютщ-п вы лолиение критерия оптш-вальности, оп- ределягот по таблице чграп.пеиич резкой « записимости от зиач пш д шны d Ti набора пе. полутени; х заготовок, которые следует отрезать на Пкуще.м и последук вмк этапах процесс а „;
Будем считать, что заготовки естественно п р ону f.e ров а --ПУ , т.е. дл и и а Х -й заготовки ратзна d j ;
.,2 ,.,, ,n j - множество номеров тpeбye -ыx заготовок;
Тл --5-элементное подмножестэо множества 1 где
S- Q 1 ,., . ,п , Набор покеров еще не полученш-гк загстозо :;
L-{l, if,,. . . , ,. списо::с не
которых длип, гле (, .аксV а дпт-.-&1 .; ( , г , , , ,. ,N) ci5Bna- дают с длинами ясевозможтлх комбинаций заготовок из набора 1, не тэе-
но сходящими IS-OJ P
M(d; 140 . 4MKJsa используемы
полос материала для на{5ора 1р,, ;ш от раскраиваемой полосы отрезшги
дпргну d и Еьтолняется 1фитерий оп- тимштьности;
M(d; L j /l|i) - н,о, числа испсль- полос для набора I,, если: от раскраиваемо полос. Отрезапи длину d, а раскрой начинается с за- готозк -; и далее веД|Этся с выполнением к жтврия оптимапьностиJ
Ii2, набор номеров заготово T.J- , f/e3 номера Ш;,
I ,
F (х) - 4 ункции распределен.
дпи№.1 полосы материала, ес,пн от нее отрезали длину d:
Fd(K)(,) .
I Г Q.
где . {l-fUi. зс /1 d) - усхповная вероятность собкт да. () при успозш .
Тяблину управления резкой гос- танляют с пом :11цью следуюип-тх ре.кур- рентшлх зависимое ей
M(d; )min M(d; selc 1
(1)
где M(d; i /Is) (l-Fd(aij)) MCd -aili Ig,(ij)Fd(aij)-- (HMCaij; ).C2)
Эти зависимости позволяют гадразить значение M(d; I) рекуррентно через акалогичнь|е величины - м.о числа используемых полос, нeoбxoди 4 ix при нарезке набора с меньшим количеством заготовок, Вь1числения M(d; |/А) выпол няют последовательно 5 начиная с M(d; i) 5 где ,2,.,.,n, (d; 1}2,,,,„,п} ,апя каждого значения А, принадпежащего списку L. Результаты вычислений значения MCdj Т/) дня любой возможной d и всякого набора r,.g, принадлежащего набору I заносят н таблицу, строки кото)юй соответствуют возможт.М значениям длины.d (в данном случае это элементы списка L)„ Расположенные по группам столбцы соответствуют всевогжож- ным наборам, которые можно сформировать из п заготовок. В S-ю группу входят столбцы, соответствуюпгие S- элементным наборам i, 5..,. , принадлежащим где 1,2,,.,,п« В
клетке (d; i
i
,i), характеризующей соответствуюшяе строку и столбец, указывается значение M(d; i/,-. с .. , i.g ) и номер К. заготов Ш, с которой следует начать резку набора
1, 5 , , . ,Ig .
Блок-схема вютючает блок 1 - составление табл1-1иь управления резкой,, блок 2 поступление та резку пер вой полось материала, блок 3 изйе рение суммарной длины d всех загото- вок, отрезанных от раскраиваемой полосы5 и определение набора Г еще не полученных заготовок| блок определение ;viHiOji (номера) очередной отрезаемой заготовки по таблице управления резкой; блок 5 - отмерени длины отрезаемой заготовки от раскраиваемой полосы; блок 6 - проверка У1 ловия IS: а.д(удалось ли отмерить заготовку от раскраиваемоу поло№)| блок 7 - отрезание заготовки; блок 8 - проверка условия получения полного комапекта заготозок () 6.ПОК 9 - поступление на резку новой
20
5U66I
(очередной) полосм материала; блок 10 - oKonMant e процесса раскроя.
Процесс раскроя по предлагаемому способу осуп1ествляется следующим об- разом,
В результате п последовательных
шагов согласно условию () и рекур рентной зависимости (2) составляют таблицу управления резкой (блок I). На S-M шаге для каждого S-элементно- го набора заготовок заполняют соот- ветствуюрп й столбец Я-й групп:,. На последнем п-м шаге получают группу, СОСТОЯП5УЮ я: од,;:. ; о гтодбца (набог) заготовок ,2...,п). В блоке 2 на резку поступает,первая полоса риапа. Затем измеряют суммарную длину d заготовок, отрезанных от полосы, и определяют набор , заготовок, которые отедует отрезать па текущем и саедую1Д х этапах (блок 3). Посколь- KV от полосы еще не отрезали ют
кой заготовк, то d -O и j , 2 , .. ,nj „ На основани - этих данных определяют номер и соответственно ему дпину отрезаемой заготовки (блок 4).Рюмер К ; первой отрезаемой .заготовки указан в клетке .(0,1 ,2 ,,. . , ,п) п-й груп- i пы столбцов табиаицы, В блоке 5 дли-, ну заготовки отмеряют от раскраиваемой полосы, в блоке 7 зту заготовку отрезают., Заготов1су К|: все гда удается отрезать от раскраиваемой поло- . сы (т.к. макс 4t6 V«. Перед выполнением S-ro этапа длина d, измеренная в блоке 3, равна dg. Номер заготовки, отрезаемой на S-M этапе, определяется в блоке по клетке (dA-1 С), (п-8+1)-й грунш, столбцов .таблйг Г/ При этом в данной клетке всегда будет указан номер К. Если длина заготовки болыпе длины раскраиваем;; ; г олосы TOBicy удалось о тмерить от раскраиваемой полосы (в блоке 5), в блоке 7 эту заготовку отрезают от данной полосы. Тогда перед выполнением еле- . .дующего (S+l)ro этапа длина d бу- JQ дет равна . Если длина раскраиваемой полосы 1 меньше длигм за- ,готовки ац,(условие в блоке 6.не выполняется ), и от данной полосы заготовку отмерить и отрезать не удает- gg cHj в блоке 9 старая полоса выбрасывается в отходу., а на резку посту- пает новая полоса. Заготовку длиной а v « отмеряют и отрезают от вновь
л%
176
поступившей полоты, что всегда удается сде-пать. В этом случае длина d, которую измеряют в блоке 3 перед . выполнением (S+l)-ro этапа, будет равна . В обоих случаях набор еще не пол чейных заготовок,, определяе- №1Й в блоке 3 перед выполнением ()-ro этапа, будет I,,i/ p .
Выбор и резку послеДу|Ли йх заготовок ог/тествляют аналогично до получения полного комплекта. Когда все заготовки будут попучень, в бло- ,, . ке 8 выполнится условие 1х;:,0, и 15 процесс раскроя закончится (блок 10).
-Ч
, т.е. заго-
Пример. Пусть требуемый комплект состоит из трех заготовок: а--5 ед. . ед, , а. 2 ед. (здесь. . ,2,3). Длина поло сы .материала . распределена равномерно в интервале 10; 15 (здесь ед., 1 15 ед .). В данном случ.ае ,2,5, 7,9., 12,14,15% Элементам.списка L . (возможным значениям длины d) соответствуют строки таблииь управления резкой, а всевозможным наборам из трех заготовок - столбць т.аблигр 1. Используя зависимости (1) и (2), -составляют таблицу (см. фиг. 2).В таблице , используемой непосредственно на рабочем месте, достаточно указать только номера , заготовок, с которых следует начинать резку какого- либо набора заготовок.
Пусть первая поступившая на резку полоса имеет длину 10 ед. Учитывал, что , по клетке (0,1,2,3) определяют, что первой надо отрезать заготовку а.7 ед. (номер К,2). Заготовку отмеряют и отр«нзают от .полосы материала. Теперь ед. по клетке (7, 13)определяют, что второй следует отрезать заготовку 1 5 ед. (номер К,, 1). Поскольку э то невозможно (длина остатка первой по- лосм З. вд. меньше длины заготовки а,5 ед.), то заготовку а,; отмеряют и отрезают от новой полосы, длина которой оказалась, допустим, 11 ед. этом .,-5 ед. Третьей, согласно клетке (5, 3), отрезают заготовку ед. В результате на заданный Комплект заготовок потребовалось две полосы материала.
Использование предлагаемого способа позволяет значительно снизить трудоемкость процесса раскроя и расширить его технологические возмож ,,
-Ч
Пример. Пусть требуемый комплект состоит из трех заготовок: а--5 ед. . ед, , а. 2 ед. (здесь. ,2,3). Длина поло сы .материала . распределена равномерно в интервале 10; 15 (здесь ед., 1 15 ед .). В данном случ.ае ,2,5, 7,9., 12,14,15% Элементам.списка L . (возможным значениям длины d) соответствуют строки таблииь управления резкой, а всевозможным наборам из трех заготовок - столбць т.аблигр 1. Используя зависимости (1) и (2), -составляют таблицу (см. фиг. 2).В таблице , используемой непосредственно на рабочем месте, достаточно указать только номера , заготовок, с которых следует начинать резку какого- либо набора заготовок.
Пусть первая поступившая на резку полоса имеет длину 10 ед. Учитывал, что , по клетке (0,1,2,3) определяют, что первой надо отрезать заготовку а.7 ед. (номер К,2). Заготовку отмеряют и отр«нзают от .полосы материала. Теперь ед. по клетке (7, 13)определяют, что второй следует отрезать заготовку 1 5 ед. (номер К,, 1). Поскольку э то невозможно (длина остатка первой по- лосм З. вд. меньше длины заготовки а,5 ед.), то заготовку а,; отмеряют и отрезают от новой полосы, длина которой оказалась, допустим, 11 ед. этом .,-5 ед. Третьей, согласно клетке (5, 3), отрезают заготовку ед. В результате на заданный Комплект заготовок потребовалось две полосы материала.
Использование предлагаемого способа позволяет значительно снизить трудоемкость процесса раскроя и расширить его технологические возможности за счет исключения измерения длины каждой вновь поступившей на резку полосы материала. Предпагае№1й способ дает возможность производить оптимальный с точки зрения минимизации математического ожидания расхода материала раскрой материала в условиях производства, когда предварительное измерение длины полосы по - ступающего материала либо практичес™ ки невозможно (рулонные материалы), либо экономически невыгодно.
Формула изобретения 15
Способ раскроя немерного полосового материала, включающий замер дли- .ны заготовок из требуемого комплекта заготовок и отрезку этих заготовок от исходной полосы, причем длину очередной отрезаемой заготовки перед каждым пое ледующим резом определяют с обеспечением критерия оптимальности раскроя в зависимости от результатов rip еды дупщх резов по таблице управления резкой, составленной по рекуррентным зависимостям, отличающийся там, что, с целью расширения технологических возьгожностей и снижения трудоемкости, перед определением длины очередной отрезаемой эаготоЬки измеряют суммарную дпкну .d всех заготовок, отрезанных от раскраива емой полосы, при этом последующую резку ведут с учетом всех возможных значений дгган d в соответствии со строкшчи таблиц
управления резкой, получепюэпс иэ основе следующих рекурентньк зависимостей :.
5 M(d; liOfMHH M(d; ifyifei),
, i . , if-i J . .
rfs
где M(dj i)/f3)(l-Fd(ai;)) M( ; ; ) )Fd(a,4 ) (KM(a,- ;
,0ЬА.
0
5
5
0
35
M(d; gi) - математическое ожидание числа используе адзс полос материала для набора Lg еще не получениь х заготовок, если от раскраиваемой полосы отрезали дпи- ну d и выполняется крг- .. терий оптимальности;
M(dj,)-MaTeMaTH4ecKoe ожидание числа иcпoльзye 5Ь x полос материала для набора 1, если от раскраиваемой полосы отрезали длину d, а рас5фой пячл1 ае. гся с заготовки i| Далее ведется с выполнением критерия оптимальности;
.| - набор номеров заготовок IQ, без номера ; функция распределения длины полосы материала; функция распределения дпины полосы материала, если от нее отрезали длину d.
Г5 F(x)
)
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка безостаточного деления немерного проката на заготовки максимальной,минимальной и промежуточной длин | 1977 |
|
SU710792A1 |
| СПОСОБ РАСКРОЯ ОТРЕЗКОВ БОЛЬШОЙ ПРОТЯЖЕННОСТИ НА ОТРЕЗКИ МАЛОЙ ДЛИНЫ | 2010 |
|
RU2445412C2 |
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| Способ настилания и раскроя эластичных полотен | 1986 |
|
SU1395577A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| Способ подбора трубных заготовок при изготовлении теплообменных змеевиков | 1987 |
|
SU1606229A1 |
Изобретение относится к способам раскроя немерного полосового материала. Цель изобретения - расширение технологических возможностей и снижение трудоемкости способа раскроя немерного полосового материала. Перед определением длины очередной отрезаемой заготовки измеряют суммарную линию всех заготовок, уже отрезанных от раскраиЗваемой полосы. Отрезают заготовки, суммарная длина которых зависит от указанной длины. Всем возможным значениям этой длины соответствуют строки таблицы управления резкой, которую составляют с помощью рекуррентных зависимостей, определяющих минимум математического ожидания числа используемых полос материала для набора еще не полученных заготовок при условии известной длины первой заготовки и функции распределения длиньт полосы материала. 2 ил,i (Л С
Фие.1
Фиг 2
| Мухачева Э.А | |||
| и Соломещ Н.И | |||
| Задача стохастического линейного раскроя | |||
| Сб | |||
| науч | |||
| трудов | |||
| Оптимизация, Новосибирск, 1985, вып | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
