Область техники
[0001] Настоящее изобретение относится к постоянному магниту и способу изготовления постоянного магнита и, в частности, к постоянному магниту, обладающему высокими магнитными свойствами, в котором Dy и/или Tb диффундируют в зернограничные фазы спеченного магнита Nd-Fe-B, а также к способу изготовления такого постоянного магнита.
Уровень техники
[0002] Спеченный магнит Nd-Fe-B (так называемый неодимовый магнит) содержит комбинацию из Fe и элементов Nd и B, которые дешевы, имеются в избытке и являются постоянно доступными природными ресурсами, и, как следствие, может быть изготовлен с низкой стоимостью и дополнительно обладает высокими магнитными свойствами (его максимальное энергетическое произведение примерно в 10 раз выше по сравнению с ферритным магнитом). Соответственно, спеченный магнит Nd-Fe-B используют в различных типах изделий, например, электронных устройствах, а в последнее время стали применять в двигателях и электрических генераторах для гибридных автомобилей.
[0003] С другой стороны, так как температура Кюри вышеупомянутого спеченного магнита составляет всего лишь примерно 300°С, то существует проблема, заключающаяся в том, что спеченный магнит Nd-Fe-В будет размагничиваться под действием тепла при его нагреве до температуры, превышающей заданный уровень, при некоторых условиях окружающей среды в тех использующих его изделиях. В дополнение к этому, существует еще одна проблема, заключающаяся в том, что магнитные свойства могут чрезмерно ухудшиться за счет дефектов (например, трещин и т.п.) или напряжений в зернах спеченного магнита, которые иногда возникают при обработке спеченного магнита резанием до требуемой конфигурации, подходящей для конкретного изделия.
[0004] Таким образом, при получении спеченного магнита Nd-Fe-В предполагается добавлять Dy и Tb, которые в значительной степени повышают магнитную анизотропию зерен главной фазы, потому что они обладают большей магнитной анизотропией 4f-электрона, чем у Nd, и потому что они имеют отрицательный коэффициент Стивенса, сходный с Nd. Однако, так как Dy и Tb принимают ферримагнитную структуру, характеризующуюся ориентацией спинов, отрицательной относительно их ориентации у Nd в кристаллической решетке главной фазы, то напряженность магнитного поля и, соответственно, максимальное энергетическое произведение, демонстрирующее магнитные свойства, чрезмерно уменьшается.
[0005] Чтобы решить проблему этого типа, предложено следующее: формировать тонкую пленку из Dy и Tb до заданной толщины (получать из них пленку толщиной более 3 мкм в зависимости от объема магнита) по всей поверхности спеченного магнита Nd-Fe-В; затем выполнять термическую обработку при заданной температуре; и тем самым проводить равномерную диффузию Dy и Tb, которые были осаждены (сформированы в пленку) на этой поверхности, в зернограничные фазы магнита (см. непатентный документ 1)
Непатентный документ 1: Повышение коэрцитивности у тонких спеченных постоянных магнитов Nd2Fe14B (Пак Кида (Pak Kida) (на китайском языке), Университет Тохоку (Tohoku University), докторская диссертация, 23 марта 2000 г.).
Раскрытие изобретения
Проблемы, решаемые изобретением
[0006] Постоянный магнит, изготовленный описанным выше способом, обладает следующим преимуществом: так как Dy и Tb, продиффундировавшие в зернограничные фазы, улучшают магнитную анизотропию зерен на поверхности каждой из границ зерна, то усиливается механизм возникновения коэрцитивной силы по типу зародышеобразования; как результат, коэрцитивная сила в значительной степени улучшается; а максимальное энергетическое произведение вряд ли будет теряться (в непатентном документе 1 сообщается, что магнит имеет, например, следующие характеристики: остаточную магнитную индукцию 14,5 кГс (1,45 Тл), максимальное энергетическое произведение 50 МГс·Э (400 кДж/м3) и коэрцитивную силу 23 кЭ (3 МА/м)).
[0007] Кстати говоря, если, например, коэрцитивная сила повышается еще больше, можно получить постоянный магнит, обладающий высокой силой магнитного поля, даже при небольшой толщине постоянного магнита. Таким образом, чтобы попытаться сделать более миниатюрными изделия, в которых используется этот тип постоянных магнитов, за счет уменьшения их размера, веса и энергопотребления, желательно разработать постоянные магниты, обладающие более высокими значениями коэрцитивной силы и более высокими магнитными свойствами по сравнению с описанным выше известным уровнем техники. В дополнение к этому, так как применяются Dy и Tb, запас которых в природных ресурсах ограничен и устойчивого снабжения которыми нельзя ожидать, то необходимо эффективным образом проводить формирование пленки Dy и Tb на поверхности спеченного магнита и диффузию в зернограничные фазы, чтобы таким образом повысить производительность и уменьшить стоимость.
[0008] Таким образом, с учетом вышеописанных моментов, первая задача этого изобретения состоит в том, чтобы предложить постоянный магнит, обладающий чрезвычайно высокими значениями коэрцитивной силы и высокими магнитными свойствами, и вторая задача настоящего изобретения состоит в том, чтобы предложить способ изготовления постоянного магнита с чрезвычайно высокими значениями коэрцитивной силы и высокими магнитными свойствами, при котором постоянный магнит может изготавливаться с высокой производительностью и низкой стоимостью.
Средства решения проблем
[0009] Чтобы решить указанные выше проблемы, способ изготовления постоянного магнита по пункту 1 формулы изобретения содержит: этап формирования пленки испарением металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, и сцепление испарившихся атомов металлов с поверхностью спеченного магнита железо-бор-редкоземельный элемент; и этап диффундирования проведением термической обработки для диффузии сцепленных с поверхностью атомов металлов в зернограничные фазы спеченного магнита. Металлический испаряющийся материал содержит по меньшей мере один из Nd и Pr.
[0010] Согласно этому изобретению при содержании по меньшей мере одного из Nd и Pr в дополнение к по меньшей мере одному из Dy и Tb, Dy и Tb заменяются зернами Nd. Как следствие, в дополнение к улучшению кристаллографической магнитной анизотропии, исчезают напряжения и дефекты на границах зерен, в результате чего обеспечивается повышение коэрцитивной силы. В дополнение к этому, так как у Nd и т.д., в отличие от Dy и Tb, возникает ориентация спинов в том же направлении, что и у Fe, увеличиваются остаточная магнитная индукция и максимальное энергетическое произведение. Как результат, можно получить постоянный магнит, который обладает более высокими магнитными свойствами по сравнению с обычным. С другой стороны, эвтектическая точка Nd-Fe ниже, чем эвтектическая точка Dy-Fe или Tb-Fe (на примерно 200°С). Поэтому скорость диффузии Dy, Tb по границам зерен повышается и, как результат, процесс диффузии может быть проведен за более короткое время, за счет чего достигается более высокая производительность.
[0011] Предпочтительно, металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Al, Cu и Ga. Согласно этой компоновке, из-за эффекта многофазной эвтектики снижается температура плавления богатой Nd фазы. Скорость диффузии атомов металлов Dy и Tb дополнительно возрастает. Другими словами, в ходе процесса диффузии элементы Al, Cu и Ga проникают в богатые Nd фазы, тем самым образуя сложную эвтектику Dy(Tb)-Nd(Pr)-Fe-Al(Cu, Ga) и т.п. В этом случае эвтектическая точка богатых Nd фаз, которые находятся вблизи границ зерен, является более низкой в случае политопных систем по сравнению с эвтектической точкой двойной системы Dy-Fe(Tb-Fe). Поэтому скорость диффузии атомов металлов Dy, Tb увеличивается еще больше. В дополнение к этому, во время процесса диффузии, из-за очищающего эффекта в результате действия вышеуказанных элементов на границах зерен и из-за увеличения фактического количества редкоземельных элементов в результате восстановления оксидов редкоземельных элементов за счет предпочтительного окисления вышеуказанных элементов, может быть получен постоянный магнит, обладающий еще более высокой коэрцитивностью. В этом случае, в результате положительной реакции с вредными элементами, такими как С, который является причиной снижения коэрцитивности, можно уменьшить неблагоприятный эффект.
[0012] Даже в случае, если вышеуказанный металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Ag, B, Ba, Be, C, Ca, Ce, Co, Cr, Cs, Er, Eu, Fe, Gd, Ge, Hf, Ho, In, K, La, Li, Lu, Mg, Mn, Mo, Na, Nb, Ni, P, Pd, Ru, S, Sb, Si, Sm, Sn, Sr, Ta, Ti, Tm, V, W, Y, Yb, Zn и Zr, может быть достигнут эффект, аналогичный описанному выше.
[0013] Если упомянутый этап формирования пленки содержит: первый этап нагревания рабочей камеры для испарения металлического испаряющегося материала, расположенного в рабочей камере, с образованием тем самым атмосферы паров металлов в этой рабочей камере; и второй этап перемещения спеченного магнита, который поддерживался при более низкой температуре, чем температура в рабочей камере, чтобы тем самым избирательно вызвать осаждение атомов металлов, находящихся в атмосфере паров металлов, на поверхность спеченного магнита и их сцепление с этой поверхностью благодаря разнице в температуре между внутренним пространством рабочей камеры и спеченным магнитом, то можно осаждать (сформировать в пленку) металлический испаряющийся материал на поверхность спеченного магнита до заданной толщины с высокой скоростью, за счет чего дополнительно повышается производительность. В дополнение к этому, неиспользованные Dy и Tb, запас которых как природных ресурсов ограничен и устойчивого снабжения которыми нельзя ожидать, могут быть извлечены с высоким выходом, за счет чего снижается стоимость.
[0014] В этом случае, если атмосфера паров металлов в рабочей камере находится в состоянии насыщения, металлический испаряющийся материал, содержащий по меньшей мере один из Dy и Tb, может быть сформирован в пленку (осажден) на поверхности спеченного магнита с высокой скоростью.
[0015] С другой стороны, можно организовать так, что этап формирования пленки и этап диффундирования выполняют следующим образом: размещают и нагревают металлический испаряющийся материал и спеченный магнит в одной и той же рабочей камере, чтобы тем самым вызвать испарение металлического испаряющегося материала; вызывают сцепление испарившихся атомов металлов с поверхностью спеченного магнита, который был нагрет до практически той же температуры, причем это сцепление выполняют при регулировании подаваемого количества атомов металлов; и проводят диффузию сцепленных атомов металлов в зернограничные фазы спеченного магнита до того, как на поверхности спеченного магнита образовалась тонкая пленка из металлического испаряющегося материала.
[0016] Согласно этой компоновке испарившиеся атомы металлов подаются к поверхности спеченного магнита и сцепляются с поверхностью спеченного магнита, который был нагрет до заданной температуры. При этом спеченный магнит нагревают до температуры, при которой может быть получена наиболее подходящая скорость диффузии, и регулируют подаваемое к поверхности спеченного магнита количество атомов металлов. Как следствие, сцепленные с поверхностью атомы металлов затем диффундируют в зернограничные фазы спеченного магнита до образования тонкой пленки (т.е. подачу атомов металлов Dy, Tb и т.п. к поверхности спеченного магнита и диффузию в зернограничные фазы этого спеченного магнита можно проводить в одно и то же время в одном технологическом процессе). Как следствие, состояние поверхности постоянного магнита является практически таким же, что и ее состояние перед выполнением вышеописанного процесса и, таким образом, можно предотвратить ухудшение поверхности изготовленного постоянного магнита (ухудшение шероховатости поверхности). И, в частности, можно ограничить избыточную диффузию Dy и Tb в границы зерен вблизи поверхности спеченного магнита. Поэтому особо не требуется последующая обработка, в результате чего достигается высокая производительность.
[0017] В этом случае, если спеченный магнит и металлический испаряющийся материал расположены на расстоянии друг от друга, то при испарении металлического испаряющегося материала можно предотвратить непосредственное сцепление расплавленного металлического испаряющегося материала со спеченным магнитом.
[0018] В дополнение к этому, если удельную площадь поверхности располагаемого в рабочей камере металлического испаряющегося материала варьируют (изменяют), чтобы увеличить или уменьшить степень испарения при постоянной температуре, тем самым регулируя подаваемое количество атомов металлов, то можно выгодным образом регулировать подаваемое к поверхности спеченного магнита количество атомов металлов, не изменяя конструкцию устройства, как, например, предусматривая отдельную конструктивную часть для увеличения или уменьшения подаваемого к поверхности спеченного магнита количества атомов металлов.
[0019] Перед этапом формирования пленки, для того чтобы удалить загрязнения, газ и влагу, адсорбированные на поверхности спеченного магнита, перед диффундированием атомов металлов Dy и Tb в зернограничные фазы, предпочтительно снизить давление внутри рабочей камеры до заданного уровня и поддерживать температуру в ней после размещения спеченного магнита внутри рабочей камеры.
[0020] В этом случае, для того чтобы ускорить удаление загрязнений, газа и влаги, адсорбированных на поверхности, является предпочтительным, чтобы после снижения давления в рабочей камере до заданного уровня эту камеру нагревали до заданной температуры и поддерживали температуру в ней.
[0021] С другой стороны, для того чтобы удалить оксидную пленку, имеющуюся на поверхности спеченного магнита, перед диффундированием атомов металлов Dy, Tb и т.п. в зернограничные фазы, предпочтительно перед этапом формирования пленки поверхность спеченного магнита очищают при помощи плазмы.
[0022] Кроме того, после того как атомы металлов продиффундировали в зернограничные фазы спеченного магнита, предпочтительно проводят термическую обработку для снятия напряжений в постоянном магните при температуре, которая ниже упомянутой температуры. В результате может быть получен постоянный магнит с высокими магнитными свойствами, в котором могут быть дополнительно повышены или восстановлены намагниченность и коэрцитивная сила.
[0023] Кроме того, для того чтобы решить вышеуказанные проблемы, постоянный магнит по пункту 13 формулы изобретения изготавливают путем испарения металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb и по меньшей мере один из Nd и Pr, на поверхность спеченного магнита железо-бор-редкоземельный элемент. При этом атомы металлов испарившегося металлического испаряющегося материала сцепляются с поверхностью, и сцепленные атомы металлов затем диффундируют в зернограничные фазы при термической обработке.
[0024] В этом случае предпочтительно, чтобы металлический испаряющийся материал дополнительно содержал по меньшей мере один материал из группы, состоящей из Cu, Al и Ga.
[0025] Кроме этого, металлический испаряющийся материал может дополнительно содержать по меньшей мере один материал из группы, состоящей из Ag, B, Ba, Be, C, Ca, Ce, Co, Cr, Cs, Er, Eu, Fe, Gd, Ge, Hf, Ho, In, K, La, Li, Lu, Mg, Mn, Mo, Na, Nb, Ni, P, Pd, Ru, S, Sb, Si, Sm, Sn, Sr, Ta, Ti, Tm, V, W, Y, Yb, Zn и Zr.
Результаты изобретения
[0026] Как описано выше, постоянный магнит по изобретению обладает тем эффектом, что по сравнению с обычным постоянным магнитом он обладает большей коэрцитивной силой при высоких магнитных свойствах. Согласно способу изготовления постоянного магнита по изобретению такой постоянный магнит может быть изготовлен с высокой производительностью при низкой стоимости.
Предпочтительный вариант реализации изобретения
[0027] Обращаясь к Фиг.1 и 2, постоянный магнит М по настоящему изобретению может быть изготовлен путем одновременного выполнения ряда процессов (вакуумной паровой обработки): этапа формирования пленки, на котором вызывают испарение металлического испаряющегося материала V, который будет описан ниже, и испарившиеся атомы металлов сцепляются с поверхностью спеченного магнита S Nd-Fe-B, который подвергнут обработке резанием до заданной формы; и этап диффундирования, на котором атомы металлов, сцепленные с поверхностью спеченного магнита S, диффундируют в зернограничные фазы таким образом, чтобы обеспечивалось равномерное проникновение.
[0028] Исходный материал спеченного магнита S Nd-Fe-B изготавливают при помощи известного способа следующим образом. А именно, сначала изготавливают элемент из сплава, имеющий толщину 0,05-0,5 мм, при помощи известного способа ленточного литья, подготовив состав Fe, B и Nd с заданным соотношением. В качестве альтернативы, можно изготовить элемент из сплава, имеющий толщину примерно 5 мм, при помощи известного способа центробежного литья. Во время подготовки состава в него может быть добавлено небольшое количество Cu, Zr, Dy, Tb, Al или Ga. После этого изготовленный из сплава элемент сначала размельчают известным способом водородного размельчения, а затем превращают в порошок при помощи процесса измельчения в струйной мельнице.
[0029] Упомянутый выше спеченный магнит может быть изготовлен путем формования измельченного материала до заданной конфигурации, такой как прямоугольный параллелепипед или цилиндр, в пресс-форме при использовании ориентирования в магнитном поле. За счет оптимизации условий на каждом из этапов изготовления спеченного магнита S можно сделать так, чтобы средний размер зерна спеченного магнита S находился в диапазоне 1-5 мкм или 7-20 мкм.
[0030] Если средний диаметр зерна превышает 7 мкм, то в связи с тем, что увеличивается сила вращения зерен во время возникновения магнитного поля, повышается степень ориентации и дополнительно уменьшается площадь поверхности границ зерен, можно эффективным образом провести диффузию Dy, Tb и т.п., тем самым получив постоянный магнит М, имеющий заметно более высокую коэрцитивную силу. Если средний диаметр зерна превышает 25 мкм, то чрезмерно увеличивается число границ зерен у зерен, имеющих разную ориентацию границ в одном зерне, и ухудшается степень ориентации, в результате чего соответственно уменьшаются максимальное энергетическое произведение, остаточная магнитная индукция и коэрцитивная сила.
[0031] С другой стороны, если средний диаметр зерна меньше 5 мкм, то увеличивается число однодоменных зерен и, как результат, может быть получен постоянный магнит, имеющий очень высокую коэрцитивную силу. Если средний диаметр зерна меньше 1 мкм, то в связи с тем, что граница зерна становится меньшей и усложняется, время, необходимое для проведения процесса диффузии, должно быть чрезмерно увеличено и поэтому ухудшается производительность.
[0032] Как показано на Фиг.2, устройство 1 вакуумной паровой обработки имеет вакуумную камеру 12, давление в которой можно снизить и поддерживать на заданном уровне (например, 1×10-5 Па) при помощи средства 11 вакуумирования, такого как турбомолекулярный насос, крионасос, диффузионный насос и т.п. В вакуумной камере 12 расположено коробчатое тело 13, содержащее ящик 13а в виде прямоугольного параллелепипеда с открытым верхом и крышку 13b, установленную с возможностью снятия на открытом верху ящика 13а.
[0033] По всему периметру крышки 13b выполнен загнутый вниз фланец 131. Когда крышку 13b устанавливают на место на верхней стороне ящика 13а, фланец 131 садится на внешнюю стенку этого ящика 13а (в этом случае не предусмотрено вакуумное уплотнение, такое как металлическое уплотнение), в результате чего образуется рабочая камера 130, которая изолирована от вакуумной камеры 12. Она выполнена так, что при снижении давления в вакуумной камере 12 до заданного уровня (например, 1×10-5 Па) с помощью средства 11 вакуумирования давление в рабочей камере 130 снижается до уровня (например, 5×10-4 Па), который выше практически на половину разряда, чем давление в вакуумной камере 12.
[0034] Объем рабочей камеры 130 определяется тем, чтобы, принимая во внимание средний путь свободного пробега испарившегося металлического материала V, атомы металлов могли подаваться к спеченному магниту S напрямую или с множества направлений за счет повторяющихся нескольких столкновений. Толщина стенки ящика 13а и крышки 13b задаются так, чтобы они не деформировались при нагреве нагревательным средством, которое будет описано ниже, и изготовлены из материала, который не вступает в реакцию с металлическим испаряющимся материалом V.
[0035] Другими словами, в случае использования Al2O3, который, как правило, применяется в обычном вакуумном устройстве, если металлическим испаряющимся материалом V является сплав Dy и Tb, то существует вероятность того, что Dy и Nd, находящиеся в атмосфере паров, будут реагировать с Al2O3 с образованием продуктов реакции на поверхности, что приведет к легкому разрушению коробчатого тела 13. Соответственно, коробчатое тело 13 изготавливают, например, из Mo, W, V, Ta или их сплавов (включая сплав Mo с добавлением редкоземельных элементов, сплав Mo с добавлением Ti и т.п.), CaO, Y2O3 или оксидов редкоземельных элементов, либо придают конструкцию, образованную теплоизоляционным элементом, на который упомянутые элементы или сплавы нанесены в виде внутренней облицовки. На заданной высоте от донной поверхности в рабочей камере 130 установлена несущая решетка 132, например, из множества Mo-ых проволок (например, Ø 0,1 мм - 10 мм), на которой можно разместить бок о бок множество спеченных магнитов S. C другой стороны, на донной поверхности, боковых поверхностях или верхней поверхности рабочей камеры 130 подходящим образом размещают металлические испаряющиеся материалы V.
[0036] В качестве металлического испаряющегося материала здесь используется материал, который содержит: по меньшей мере один из Dy и Tb, которые в значительной степени улучшают магнитную анизотропию зерен главной фазы; и по меньшей мере один из Nd и Pr (в этом случае можно использовать дидимий, являющийся сплавом Nd и Pr). Испаряющийся материал V смешивают при заданном соотношении компонентов и, используя, например, электродуговую печь, получают сплав в компактной форме и размещают в заданном положении в рабочей камере 130. Может также быть использована компоновка, согласно которой Dy, Tb в компактной форме или в форме гранул или их сплав, либо Nd, Pr или их сплав отдельно размещают в рабочей камере 130 в заданном весовом соотношении.
[0037] Согласно этой компоновке, помимо того, что во время диффузии в зернограничные фазы Dy (Tb) заменяется на Nd (Pr) частиц зерен, тем самым улучшая кристаллографическую магнитную анизотропию, исчезают напряжения и дефекты на границах зерен, за счет чего можно получить еще более высокую коэрцитивность. Кроме того, так как у Nd и т.п. возникает ориентация спинов, в отличие от Dy и Tb, с той же ориентацией, что и у Fe, то это приводит к более высоким остаточной магнитной индукции и максимальному энергетическому произведению. Как результат, можно получить постоянный магнит, который обладает еще более высокими магнитными свойствами по сравнению с обычным постоянным магнитом. С другой стороны, так как эвтектическая точка Nd-Fe ниже (ниже на примерно 200°С), чем эвтектическая точка Dy-Fe или Tb-Fe, то скорость диффузии Dy, Tb по границам зерен повышается и, как результат, этап диффузии можно выполнять за короткое время, за счет чего достигается высокая производительность. В этом случае, если металлический испаряющийся материал V содержит по меньшей мере один из Nd и Pr, то можно увеличить коэрцитивная силу постоянного магнита М, вне зависимости от их соотношения в смеси (вес.%), по сравнению со случаем, когда в качестве металлического испаряющегося материала V выбран по меньшей мере один из Dy и Tb.
[0038] Предпочтительно, металлический испаряющийся материал включает по меньшей мере один материал из группы, состоящей из Al, Cu и Ga. Согласно этой компоновке, из-за эффекта многофазной эвтектики снижается температура плавления богатой Nd фазы. Скорость диффузии атомов металлов Dy и Tb дополнительно возрастает. Другими словами, в ходе процесса диффузии элементы Al, Cu и Ga проникают в богатую Nd фазу, образуя при этом сложную эвтектику из Dy(Tb)-Nd(Pr)-Fe-Al(Cu, Ga) и т.п. В этом случае эвтектическая точка богатой Nd фазы, которая расположена вблизи частиц зерен, является более низкой в случае политопных систем по сравнению с эвтектической точкой двойной системы Dy-Fe(Tb-Fe). Поэтому скорость диффузии атомов металлов Dy, Tb увеличивается еще больше. В дополнение к этому, во время процесса диффузии, из-за очищающего эффекта в результате действия вышеуказанных элементов на частицы зерен и из-за увеличения фактического количества редкоземельных элементов за счет восстановления оксидов этих редкоземельных элементов в результате предпочтительного окисления вышеуказанных элементов, может быть получен постоянный магнит, обладающий еще более высокой коэрцитивностью. В этом случае, в результате положительной реакции с вредными элементами, такими как С, который является причиной снижения коэрцитивности, можно уменьшить этот неблагоприятный эффект.
[0039] Чтобы получить эффекты, аналогичные описанному выше, металлический испаряющийся материал V может дополнительно содержать по меньшей мере один материал из группы, состоящей из Ag, B, Ba, Be, C, Ca, Ce, Co, Cr, Cs, Er, Eu, Fe, Gd, Ge, Hf, Ho, In, K, La, Li, Lu, Mg, Mn, Mo, Na, Nb, Ni, P, Pd, Ru, S, Sb, Si, Sm, Sn, Sr, Ta, Ti, Tm, V, W, Y, Yb, Zn и Zr (далее называемый "элементом А").
[0040] В вакуумной камере 12 установлено нагревательное средство 14. Нагревательное средство 14 выполнено из материала, который не вступает в реакцию с металлическим испаряющимся материалом V, также как и коробчатое тело 13, и установлено таким образом, чтобы окружать внешнюю периферию коробчатого тела 13. Нагревательное средство 14 состоит из теплоизолирующего материала из Mo, который на своей внутренней стороне снабжен отражающей поверхностью, и электрического нагревателя, расположенного на его внутренней стороне и содержащего нить накала из Mo. При нагреве коробчатого тела 13 нагревательным средством 14 при сниженном давлении происходит косвенный нагрев рабочей камеры 130 через это коробчатое тело 13, за счет чего внутреннее пространство рабочей камеры 130 может быть нагрето практически равномерно.
[0041] Далее будет описано изготовление постоянного магнита М с использованием вышеописанного устройства 1 вакуумной паровой обработки путем выполнения способа по изобретению. Прежде всего, изготовленные в соответствии с описанным выше способом спеченные магниты S размещают на несущей решетке 132 ящика 13а, а сплав Dy и Nd, образующий металлические испаряющиеся материалы V, размещают на донной поверхности ящика 13а (таким образом, спеченные магниты S и металлические испаряющиеся материалы V расположены на удалении друг от друга в рабочей камере 130). После установки на место крышки 13b с открытой верхней стороны ящика 13а коробчатое тело 13 размещают в заданном положении заключенным внутри нагревательного средства 14 в вакуумной камере 12 (см. Фиг.2). Затем при помощи средства 11 вакуумирования вакуумную камеру 12 вакуумируют до тех пор, пока она не достигнет заданного давления (например, 1×10-4 Па) (рабочая камера 130 вакуумируется до давления, которое практически на половину разряда выше, чем 1×10-4 Па), и рабочую камеру 130 нагревают, приводя в действие нагревательное средство 14, когда вакуумная камера 12 достигла заданного давления.
[0042] Когда температура в рабочей камере 130 достигла заданного уровня при сниженном давлении, металлический испаряющийся материал V, размещенный на донной поверхности рабочей камеры 130, нагревается до практически той же температуры, что и рабочая камера 130, и начинает испаряться, и, соответственно, внутри рабочей камеры 130 возникает атмосфера паров металлов. Так как спеченные магниты S и металлический испаряющийся материал V расположены на расстоянии друг от друга, то при начале испарения металлический испаряющийся материал V не будет напрямую сцепляться со спеченным магнитом S, у которого расплавилась находящаяся на поверхности богатая Nd фаза. Атомы металлов Dy (Tb) или Nd (Pr), находящиеся в атмосфере паров металлов, подаются к поверхности спеченного магнита S, нагретого до практически той же температуры, что и металлический испаряющийся материал, и сцепляются с этой поверхностью, и сцепленные атомы металлов диффундируют в зернограничные фазы спеченного магнита S, в результате чего получают постоянный магнит М.
[0043] Как показано на Фиг.3, в случае одновременного выполнения этапа формирования пленки и этапа диффундирования, когда атомы металлов Dy и Nd, находящиеся в атмосфере паров металлов, подаются к поверхности спеченного магнита S так, что может быть образован слой (тонкая пленка) L1, содержащий(ая) Dy и Nd, Nd, осажденный на поверхности спеченного магнита S, по мере его рекристаллизации будет чрезвычайно ухудшать поверхность постоянного магнита М (шероховатость поверхности становится плохой). В дополнение к этому Dy, осажденный на поверхность спеченного магнита S, который был нагрет до практически той же температуры во время этой обработки, плавится и избыточно диффундирует в зерна в зоне R1 вблизи поверхности спеченного магнита S, и, как следствие, нельзя эффективным образом повысить или восстановить магнитные свойства.
[0044] То есть, если на поверхности спеченного магнита S однажды образовалась тонкая пленка, содержащая Dy и Nd, то средний состав на поверхности спеченного магнита S становится составом, богатым Dy. Как только такой богатый Dy состав образовался, температура жидкой фазы снижается, и поверхность спеченного магнита S оплавляется (т.е. расплавляется главная фаза, и количество жидкой фазы увеличивается). Как результат, зона вблизи поверхности спеченного магнита S расплавляется и деформируется, вследствие чего увеличиваются неровности. В дополнение к этому, Dy избыточно проникает в зерна вместе с большим количеством жидкой фазы, и поэтому максимальное энергетическое произведение, демонстрирующее магнитные свойства, и остаточная магнитная индукция ухудшаются еще больше.
[0045] Согласно этому примеру настоящего изобретения металлический испаряющийся материал V в компактной форме (практически сферической форме), имеющий небольшую площадь поверхности на единицу объема (удельную площадь поверхности), размещают на донной поверхности рабочей камеры 130 в соотношении 1-10% от веса спеченного магнита S, чтобы снизить степень испарения при постоянной температуре. В дополнение к этому, когда металлическим испаряющимся материалом V являются Dy и Nd, температуру в рабочей камере 130 задают в диапазоне 800°С-1050°С, предпочтительно 900°С-1000°С, управляя нагревательным средством 14 (например, когда температура в рабочей камере составляет 900°С-1000°С, давление насыщенного пара Dy составляет примерно 1×10-2-1×10-1 Па).
[0046] Если температура в рабочей камере 130 (соответственно, температура нагрева спеченного магнита S) ниже 800°С, то скорость диффузии сцепленных с поверхностью спеченного магнита S атомов Dy в зернограничные фазы уменьшается, и, как следствие, невозможно заставить атомы Dy продиффундировать и равномерно проникнуть в зернограничные фазы спеченного магнита S до того, как на поверхности этого спеченного магнита S образовывается тонкая пленка. С другой стороны, если эта температура превышает 1050°С, то давление паров увеличивается и, как следствие, атомы металлов, находящиеся в атмосфере паров, избыточно подаются к поверхности спеченного магнита S. В дополнение к этому, существует вероятность, что Dy будет диффундировать в зерна. Если Dy будет диффундировать в зерна, намагниченность в зернах будет значительно уменьшаться, и поэтому будут еще сильнее уменьшаться максимальное энергетическое произведение и остаточная магнитная индукция.
[0047] Чтобы провести диффузию Dy и Nd в зернограничные фазы до того, как на поверхности спеченного магнита S образуется содержащая Dy и Nd тонкая пленка, отношение общей площади поверхности металлического испаряющегося материала V, размещенного на донной поверхности рабочей камеры 130, к общей площади поверхности спеченного магнита S, размещенного на несущей решетке 132 в рабочей камере 130, задают составляющим в диапазоне 1×10-4-2×103. При отношении, выходящем за пределы диапазона 1×10-4-2×103, существуют ситуации, когда на поверхности спеченного магнита S образуется определенная тонкая пленка и, как следствие, не может быть получен постоянный магнит с высокими магнитными свойствами. В этом случае вышеуказанное отношение будет попадать в пределы диапазона 1×10-3-1×103, а более предпочтительным является вышеуказанное отношение, которое составляет 1×10-2-1×102.
[0048] Согласно описанной выше компоновке, совместное влияние тех следующих факторов: что подаваемое к спеченному магниту количество атомов металлов ограничивают, снижая давление паров, и уменьшают степень испарения металлического испаряющегося материала V; что скорость диффузии повышается за счет нагрева спеченного магнита S в заданном диапазоне температур при поддержании среднего диаметра зерна спеченного магнита S в пределах заданного диапазона, а также за счет добавления по меньшей мере одного из Nd и Pr к Dy(Tb) в качестве металлического испаряющегося материала V, в результате приводит к тому, что можно эффективным образом провести диффузию атомов Dy, сцепленных с поверхностью спеченного магнита S, в зернограничные фазы этого спеченного магнита S до того, как на поверхности спеченного магнита S образуется тонкая пленка (см. Фиг.1). Как результат, можно предотвратить ухудшение поверхности постоянного магнита М и можно предотвратить избыточную диффузию Dy по границам зерен вблизи поверхности спеченного магнита. Таким образом, при наличии богатой Dy фазы (фазы, содержащей Dy в диапазоне 5-80%) в зернограничных фазах и при диффузии Dy только в окрестности зерен, эффективным образом повышаются или восстанавливаются намагниченность и коэрцитивная сила. В дополнение к этому, можно получить постоянный магнит М, который не требует чистовой обработки и изготовление которого характеризуется превосходной производительностью.
[0049] Если спеченному магниту S после изготовления придают требуемую конфигурацию электроэрозионной резкой (электродом-проволокой), то, как показано на Фиг.4, иногда магнитные свойства спеченного магнита могут чрезмерно ухудшиться из-за возникновения трещин в зернах главной фазы на поверхности этого спеченного магнита (см. Фиг.4(а)). Однако, поскольку при выполнении вакуумной паровой обработки внутри трещин в зернах вблизи поверхности спеченного магнита образовывается богатая Dy фаза (см. Фиг.4(b)), магнитные свойства и коэрцитивная сила восстанавливаются.
[0050] Кобальт (Со) ранее добавляли в неодимовый магнит согласно уровню техники в качестве меры по предотвращению коррозии магнита. Однако, согласно настоящему изобретению, поскольку внутри трещин в зернах вблизи поверхности спеченного магнита и в зернограничных фазах существует богатая Dy фаза, имеющая чрезвычайно высокую коррозионную стойкость и стойкость против атмосферной коррозии по сравнению с Nd, можно получить постоянный магнит, имеющий чрезвычайно высокую коррозионную стойкость и стойкость против атмосферной коррозии без использования Со. Более того, в случае диффузии Dy (Tb), сцепленного с поверхностью спеченного магнита, так как в зернограничных фазах спеченного магнита S отсутствуют содержащие Со интерметаллидные соединения, то атомы металлов Dy и Tb, сцепленные с поверхностью спеченного магнита S, диффундируют еще более эффективно.
[0051] Наконец, после выполнения вышеописанного процесса в течение заданного периода времени (например, 4-48 часов), нагревательное средство 14 выключают, в рабочую камеру 130 при помощи средства ввода газа (не показано) вводят газ Ar при давлении 10 кПа, испарение металлического испаряющегося материала V прекращается, и температура в рабочей камере 130 сразу снижается до 500°С. После этого без перерыва снова приводят в действие нагревательное средство 14, температуру в рабочей камере 130 устанавливают в диапазоне 450°С-650°С и осуществляют термическую обработку для снятия напряжений в постоянном магните, чтобы дополнительно повысить или восстановить коэрцитивную силу. И, наконец, вакуумную камеру 12 быстро охлаждают практически до комнатной температуры и извлекают коробчатое тело 13 из вакуумной камеры 12.
[0052] Хотя в этом примере настоящего изобретения было описано, что в качестве металлического испаряющегося материала используют сплав из Dy и Nd, однако можно использовать сплав, содержащий Tb с низким давлением паров и по меньшей мере один из Nd и Pr, в диапазоне температур нагрева (900°С-1000°С). Либо в ином случае также можно использовать сплав, содержащий как Dy, так и Tb и по меньшей мере один из Nd и Pr. Предусмотрено, что для того чтобы уменьшить степень испарения при определенной температуре, используют металлический испаряющийся материал V в компактной форме и с небольшой удельной площадью поверхности. Однако, не ограничиваясь этим, можно также предусмотреть, что внутри коробчатого тела 13а помещается лоток, имеющий в поперечном сечении углубленную форму, который будет содержать металлический испаряющийся материал V в виде гранул или в компактной форме, чтобы уменьшить тем самым удельную площадь поверхности. В дополнение к этому, после размещения металлического испаряющегося материала внутри лотка можно установить крышку (не показана) с множеством отверстий.
[0053] В этом примере настоящего изобретения было описано, что спеченный магнит S и металлический испаряющийся материал V расположены внутри рабочей камеры 130. Однако, чтобы сделать возможным нагрев спеченного магнита S и металлического испаряющегося материала V до разных температур, внутри вакуумной камеры 12 помимо рабочей камеры 130 может быть предусмотрена испарительная камера (другая рабочая камера, не показанная), а также предусмотрено другое нагревательное средство, предназначенное для нагрева испарительной камеры. Поэтому может быть обеспечена такая компоновка, при которой после испарения металлического испаряющегося материала внутри вакуумной камеры находящиеся в атмосфере паров атомы металлов могут подаваться к спеченному магниту внутри рабочей камеры 130 через соединительный канал, который связывает между собой рабочую камеру 130 и испарительную камеру.
[0054] В этом случае, если металлический испаряющийся материал V содержит Dy, испарительная камера может быть нагрета до температуры в диапазоне 700°С-1050°С (при 700°С-1050°С давление насыщенного пара составляет примерно 1×10-4-1×10-1 Па). При температуре ниже 700°С давление паров не может достигнуть уровня, при котором Dy может подаваться к поверхности спеченного магнита S так, чтобы Dy диффундировал и равномерно проникал в зернограничные фазы. С другой стороны, если металлический испаряющийся материал V содержит Tb, испарительная камера может быть нагрета до температуры в диапазоне 900°С-1150°С. При температуре ниже 900°С давление паров не может достигнуть уровня, при котором атомы Tb могут подаваться к поверхности спеченного магнита S. В то же время, при температуре свыше 1150°С Tb будет диффундировать в зерна и, как следствие, будут снижаться максимальное энергетическое произведение и остаточная магнитная индукция.
[0055] Чтобы удалить грязь, газ или влагу, адсорбированные на поверхности спеченного магнита S, перед диффузией Dy и Tb в зернограничные фазы можно снизить давление в вакуумной камере 12 до заданного уровня (например, 1×10-5 Па) при помощи средства 11 вакуумирования и поддерживать в ней это давление в течение заданного периода времени после того, как давление в рабочей камере 130 снизилось до уровня (например, 5×10-4 Па), который выше практически на половину разряда по сравнению с уровнем давления в вакуумной камере 12. При этом можно нагреть рабочую камеру 130, например, до 100°С, приводя в действие нагревательное средство 14, и поддерживать эту температуру в течение заданного периода времени.
[0056] С другой стороны, можно предусмотреть известное генерирующее плазму устройство (не показано), предназначенное для генерации плазмы Ar или Не в вакуумной камере 12, и выполнить предварительную обработку для очистки поверхности спеченного магнита S при помощи плазмы перед обработкой в вакуумной камере 12. Если спеченный магнит S и металлический испаряющийся материал V расположены в одной и той же рабочей камере 130, то в вакуумной камере 12 можно разместить известный транспортирующий робот и устанавливать в вакуумной камере 12 крышку 13b после того, как очистка завершена.
[0057] Кроме того, в этом примере настоящего изобретения описано, что коробчатое тело 13 образовано ящиком 13а и крышкой 13b, устанавливаемой с верхней стороны ящика 13а. Однако, если рабочая камера 130 изолирована от вакуумной камеры 12 и может быть доведена до сниженного давления вслед за снижением давления в вакуумной камере 12, то нет необходимости ограничиваться вышеуказанным примером. Например, после заключения спеченного магнита S в ящик 13а его верхнюю сторону можно закрыть фольгой из Мо. Также можно создать рабочую камеру 130 такой конструкции, чтобы она была плотно закрыта внутри вакуумной камеры 12, в результате чего можно сохранять в рабочей камере заданное давление независимо от вакуумной камеры 12.
[0058] Кроме того, в вышеописанном примере настоящего изобретения рассмотрен пример, в котором постоянный магнит М изготавливают в процессе одновременного выполнения этапа формирования пленки и этапа диффундирования. Не ограничиваясь этим, можно сначала вызывать осаждение металлического испаряющегося материала V на поверхность спеченного магнита S Nd-Fe-B и его сцепление с этой поверхностью, чтобы таким образом сформировать заданную тонкую пленку (этап формирования пленки), а затем при выполнении термической обработки можно вызывать диффузию металлического испаряющегося материала, который был осажден на эту поверхность, в зернограничные фазы спеченного магнита (этап диффузии), в результате чего изготавливают постоянный магнит.
[0059] В этом случае, в качестве устройства формирования пленки для выполнения этапа формирования пленки можно использовать устройство вакуумного напыления известной конструкции с нагревом за счет электрического сопротивления, либо устройство, снабженное электронной пушкой. Однако, чтобы увеличить выход по Dy и Tb, запас которых как природных ресурсов ограничен и устойчивого снабжения которыми нельзя ожидать, а также, чтобы повысить производительность за счет сокращения времени формирования пленки, на этапе формирования пленки предпочтительно использовать следующее устройство 10 формирования пленки.
[0060] Как показано на Фиг.5 и 6, устройство 10 формирования пленки (напыления пленки) сконструировано путем вертикального соединения рабочей камеры 2 и подготовительной камеры 3. Рабочая камера 2, которая расположена сверху, размещена внутри цилиндрической вакуумной камеры 10b, которая выполнена с возможностью поддерживать заданную степень вакуума (например, 10×10-6 Па) при помощи средства 10а вакуумирования, такого как турбомолекулярный насос, крионасос, диффузионный насос и т.п.
[0061] Рабочая камера 2 образована тонкостенным поглощающим цилиндром 21, который открыт с нижней стороны и сообщается с подготовительной камерой 3 через отверстие с своей нижней стороны. Вакуумная камера 10b по всей своей периферии снабжена изолирующим материалом, состоящим из углерода, за исключением нижней стороны, с которой поглощающий цилиндр 21 оставлен открытым. В пространстве между поглощающим цилиндром 21 и изолирующим материалом 22 установлено множество электрических нагревателей 23, например, из W, которые образуют нагревательное средство. В соответствии с этой компоновкой, при помощи нагревательного средства 23 в вакууме можно нагревать поглощающий цилиндр 21, заключенный внутри изолирующего материала 22 и практически равномерно нагревать рабочую камеру 2 за счет ее косвенного нагрева через поглощающий цилиндр 21.
[0062] Внутри рабочей камеры 2 установлен лоток 24 с углубленным поперечным сечением, в котором размещают металлический испаряющийся материал V. Лоток 24 выполнен кольцевой формы, в результате чего металлический испаряющийся материал в гранулярной или компактной форме можно разместить вокруг спеченного магнита S, перемещаемого внутрь рабочей камеры 2 при помощи средства транспортировки, которое описано ниже. Лоток 24 установлен на поверхности стенки с внутренней стороны поглощающего цилиндра 21. Не обязательно, чтобы лоток 24 был выполнен кольцевой формы, а вместо этого может быть расположен по окружности на равном расстоянии друг от друга. В этом случае, хотя Dy и Tb имеют высокую температуру плавления, используя сплав Nd, Pr, Al, Cu или Ga и т.п. в качестве металлического испаряющегося материала V, можно сократить время создания атмосферы паров металлов внутри рабочей камеры.
[0063] С нижней стороны рабочей камеры 2 образовано первое пространство 4. В первом пространстве 4 установлено отсекающее средство 5. Отсекающее средство 5 состоит из клапана 51 и приводного средства 52, например, пневматического цилиндра и т.п., служащего для приведения в действие клапана 51. Отсекающее средство 5 способно перемещаться при помощи приводного средства 52 между открытым положением (состояние, показанное на Фиг.5), в котором клапан 51 приводит рабочую камеру 2 и подготовительную камеру 3 в сообщение друг с другом, и закрытым положением, в котором клапан 51 приходит в упор с периферийной частью отверстия, которое выполнено в пластине 41 перекрытия, ограничивающей первое пространство 4, тем самым герметично закрывая рабочую камеру. Хотя это и не показано, клапан 51 снабжен вторым нагревательным средством.
[0064] С нижней стороны первого пространства 4 предусмотрено второе пространство 3а. На боковой стенке 30, образующей второе пространство 3а, установлен шибер (не показан). Транспортировка спеченного магнита S внутрь и наружу выполняется путем открывания и закрывания этого шибера. Спеченный магнит S удерживается удерживающим средством 6. Удерживающее средство 6 состоит из следующего: трех опорных колонн 61, которые установлены вертикально на одной и той же окружности и на заданном расстоянии друг от друга; и двух несущих решеток 62, которые опираются на все опорные колонны 61 и которые установлены горизонтально на заданном расстоянии друг от друга от нижнего конца опорных колонн 61 вверх. Каждая из опорных колонн 61 выполнена небольшого диаметра, чтобы снизить до минимума передачу теплоты. Это сделано с целью затруднить перенос теплоты от прижимного элемента 74, описанного ниже, в спеченный магнит S через опорные колонны 61.
[0065] Чтобы сделать возможным формирование пленки на спеченном магните S также и на той поверхности, которая находится со стороны несущей решетки 62, на которой установлен этот спеченный магнит S, несущая решетка 62 предпочтительно изготовлена путем расположения проволок диаметром 0,1-10 мм в сетчатую конструкцию. Расстояние между несущими решетками 62 задают с учетом высоты и т.п. спеченного магнита S. Удерживающее средство 6 расположено на круглом диске 63, который установлен во втором пространстве 3а и который имеет в своем центре отверстие 63а, через которое может проходить описанный ниже опорный стол. Диск 63 расположен на кольцеобразном опорном элементе 64, расположенном в рабочей камере 2.
[0066] Материал поглощающего цилиндра 21, образующего рабочую камеру 2, как и описано выше, представляет собой материал, который не вступает в реакцию с металлическим испаряющимся материалом, например, Mo, W, V, Ta или их сплав (включая сплав Mo с добавлением редкоземельных элементов, сплав Mo с добавлением Ti и т.п.), CaO, Y2O3 или оксиды редкоземельных элементов, либо имеет конструкцию, образованную пленкой этих материалов в качестве внутренней облицовки на поверхности других теплоизоляционных элементов.
[0067] С нижней стороны второго пространства 3а образовано третье пространство 3b. Второе пространство 3а и третье пространство 3b образуют подготовительную камеру 3. С подготовительной камерой 3 соединено средство 31 вакуумирования, такое как турбомолекулярный насос, крионасос, диффузионный насос и т.п. При помощи средства 31 вакуумирования в подготовительной камере 3 и рабочей камере 2, которая сообщается с подготовительной камерой 3 через первое пространство 4, можно поддерживать заданную степень вакуума. На дне подготовительной камеры 3 установлено приводное средство 71, например, пневматический цилиндр и т.п. К переднему концу вала 72, проходящего в подготовительную камеру 3, прикреплена круглая опора 73. Приводное средство 71 и опора 73 образуют средство 7 транспортировки. Опора 73 выполнена с возможностью перемещения между одним заданным положением (опущенным положением) внутри подготовительной камеры 3 и еще одним заданным положением (поднятым положением) внутри рабочей камеры 2.
[0068] Вал 72 имеет прикрепленный к нему прижимной элемент 74 Т-образной формы в поперечном сечении таким образом, чтобы находиться с нижней стороны опоры 73. Когда средство 7 транспортировки перемещают в поднятое положение, прижимной элемент 74 служит для подъема диска 63, чтобы за счет этого вызвать примыкание уплотняющего элемента (не показан), такого как металлическое уплотнение и т.п., установленного на периферийной части диска 63, к периферийной части отверстия, выполненного в пластине 41 перекрытия. Прижимное средство 74 снабжено третьим нагревательным средством (не показано).
[0069] Во втором пространстве 3а, образующем подготовительную камеру 3, установлено средство генерации плазмы, содержащее: катушку (не показана), которая соединена с высокочастотным источником, и средство 32 ввода газа, предназначенное для введения инертных газов. Инертный газ может представлять собой благородный газ, такой как He, Ar и т.п. Плазму генерируют в подготовительной камере 3, чтобы выполнить подготовительную обработку плазмой в виде очистки поверхности спеченного магнита S перед формированием пленки в рабочей камере 2. В этом случае в подготовительной камере 3 может быть размещен электрический нагреватель (не показан), например, из W, в результате чего вместе с подготовительной обработкой очисткой поверхности спеченного магнита S путем термической обработки также можно выполнять термическую обработку в вакууме спеченного магнита S, на котором закончено формирование пленки.
[0070] Теперь будет описано формирование пленки металлического испаряющегося материала V с использованием вышеописанного устройства 1 формирования пленки. Сначала на несущей решетке 61 удерживающего средства 6 размещают спеченный магнит S Nd-Fe-B, изготовленный как описано выше. При выполнении этой операции предпочтительно размещать его таким образом, чтобы ось легкого намагничивания была параллельна опоре 73. Затем на лотке 24 внутри рабочей камеры 3 размещают металлический испаряющийся материал V, состоящий из сплава, например, Dy и Nd. Чтобы увеличить выход, общее количество металлического испаряющегося материала V, размещаемого на лотке 24, должно быть ограничено количеством, требующимся для поддержания атмосферы паров Dy внутри рабочей камеры 2 до тех пор, пока спеченный магнит S не достигнет заданной температуры (температуры, при которой Dy (Tb) продиффундирует не только в зерна спеченного магнита, но также и в зернограничные фазы).
[0071] После этого шибер, расположенный на боковой стенке 30, открывают, чтобы переместить удерживающее средство 6, на котором размещен спеченный магнит, во второе пространство 3а и установить его на диске 63а. Затем шибер закрывают и приводят в действие каждое из средств 11, 31 вакуумирования, чтобы вакуумировать тем самым вакуумную камеру 12, а также вакуумировать подготовительную камеру 3 и рабочую камеру 2 через первое пространство 4 до тех пор, пока они не достигнут заданного давления (например, 10×10-6 Па). В этом случае отсекающее средство 5 находится в "открытом" положении.
[0072] После этого, как только давление в рабочей камере 2 и подготовительной камере 3 достигло заданного уровня, отсекающее средство 5 перемещают в "закрытое" положение при помощи приводного средства 52, чтобы таким образом герметично закрыть рабочую камеру 2 при помощи клапана 51. Приводя в действие нагревательное средство 23 и второе нагревательное средство в клапане 51 отсекающего средства 5, нагрев продолжают до тех пор, пока температура внутри рабочей камеры 2 не достигнет заданного уровня. Предпочтительно задавать температуру в рабочей камере 2 в диапазоне 1000°С-1700°С. При температуре ниже 1000°С не достигается давление паров, при котором пленка металлического испаряющегося материала V может быть успешно сформирована на поверхности спеченного магнита S с высокой скоростью. С другой стороны, при температуре, превышающей 1700°С, время формирования пленки на спеченном магните S слишком сильно сокращается, в результате чего невозможно выполнить формирование равномерной пленки. Рабочая камера 2 должна предпочтительно поддерживаться при температуре в диапазоне 1200°С-1500°С, более предпочтительно - 1200°С-1400°С. В этих температурных диапазонах с высокой скоростью можно сформировать пленки с желаемой толщиной. Тогда внутри рабочей камеры 2 образуется атмосфера испарившихся металлов с давлением паров 10 Па при, например, 1300°С. Так как внутри рабочей камеры 2 при 10 Па имеет место конвекция, то пленка может быть сформирована по всей поверхности спеченного магнита S, имеющего комнатную температуру, когда его помещают в рабочую камеру.
[0073] С другой стороны, пока в рабочей камере 2 образуется атмосфера испарившихся металлов, в подготовительной камере 3 осуществляют предварительную обработку очисткой поверхности спеченного магнита S. А именно, после того, как в подготовительной камере 3 (в этом случае эта камера образует рабочую камеру для предварительной обработки) достигнуто заданное давление (10×10-6 Па), это состояние поддерживается в течение заданного периода времени. Согласно этой компоновке, можно удалить загрязнения, газы и влагу, адсорбированные на поверхности спеченного магнита. В этом случае, чтобы ускорить удаление адсорбированных на поверхности газов и влаги, подготовительную камеру можно нагреть до заданной температуры (100°С) и поддерживать в ней эту температуру. Далее, чтобы удалить оксидные пленки на поверхности спеченного магнита S, перед нагревом в подготовительной камере, в которую помещен спеченный магнит, можно выполнить очистку поверхности спеченного магнита при помощи плазмы. В этом случае, до тех пор, пока давление в подготовительной камере 3 не достигнет заданного уровня (например, 10×10-1 Па), можно организовать ввод инертного газа, такого как Ar, в подготовительную камеру 3 при помощи средства 32 ввода газа и привести в действие высокочастотный источник для генерации плазмы внутри подготовительной камеры 3, в результате чего происходит очистка плазмой поверхности спеченного магнита. Когда подготовительная обработка в виде очистки закончена, спеченный магнит будет иметь температуру в диапазоне от комнатной до 200°С.
[0074] После этого, как только завершены создание атмосферы испарившихся металлов в рабочей камере 2 и очистка поверхности спеченного магнита S в подготовительной камере 3, в подготовительную камеру 3 при помощи средства 32 ввода газа вводят инертный газ, такой как Ar, пока давление в подготовительной камере 3 не достигнет заданного уровня (например, 1000 Па), в результате чего разница в давлении по сравнению с рабочей камерой 2 будет составлять два разряда или более. Как только давление в подготовительной камере 3 достигло заданного уровня, отсекающее средство 5 перемещают в "открытое" положение, чтобы таким образом привести рабочую камеру 2 в сообщение с подготовительной камерой 3. Так как в этом случае между рабочей камерой 2 и подготовительной камерой 3 поддерживается разница давлений, Ar будет перетекать из подготовительной камеры 3 в рабочую камеру 2, за счет чего давление в рабочей камере 2 будет расти. Хотя испарение в определенный момент прекращается (работа нагревательного средства 23 не прекращается), атомы металлов Dy и Nd, испарившиеся в рабочей камере 2, не смогут перемещаться к подготовительной камере 3.
[0075] После этого, когда при выполнении вакуумирования давление в рабочей камере 2 и подготовительной камере 3 снова достигнет заданного уровня (например, 10×10-2 Па), снова происходит испарение. Затем приводят в действие приводное средство 71 средства 7 транспортировки, в результате чего удерживающее средство 6 с установленным на нем спеченным магнитом S транспортируют в рабочую камеру 2. В этом случае рабочая камера 2 герметично закрывается, так как уплотняющий элемент, например, металлическое уплотнение, расположенное по периферийной части диска 63, приходит в упор с периферийной частью отверстия, выполненного в пластине 41 перекрытия.
[0076] После этого, когда нагретую рабочую камеру 2 снова герметично закрывают, внутри рабочей камеры 2 будет создана атмосфера насыщенных паров с давлением, например, 10 Па при 1300°С, и это состояние поддерживают в течение заданного периода времени. В этом случае, так как в высокотемпературную рабочую камеру 2 транспортируют спеченный магнит S, имеющий температуру ниже температуры в рабочей камере 2, находящиеся в атмосфере паров атомы металлов Dy и Nd будут избирательно оседать на поверхность спеченного магнита S и сцепляться с ней (процесс формирования пленки или осаждения пленки). В соответствии с описанными выше операциями пленка из атомов металлов с высокой скоростью образуется только на поверхности спеченного магнита S. При этом, так как прижимной элемент 74 опоры 73 нагрет до практически той же температуры, что и поглощающий цилиндр 21 третьим нагревательным средством (не показано), отсутствует возможность сцепления находящихся в атмосфере паров атомов металлов с прижимным элементом 74.
[0077] Когда спеченный магнит S при комнатной температуре транспортируют в рабочую камеру 2, которая нагрета до высокой температуры, сам спеченный магнит S также будет нагреваться за счет теплового излучения. Поэтому время нахождения его в рабочей камере 2, где была создана атмосфера насыщенных паров, соответствует времени достижения этим спеченным магнитом S температуры примерно 1000°С и будет представлять собой время до того момента, пока требуемое количество атомов металлов не осядет на поверхность спеченного магнита S и не сцепится с ней ("требуемое количество" означает количество, в котором Dy диффундирует только в зернограничные фазы для улучшения тем самым магнитных свойств спеченного магнита). Как только спеченный магнит S достигает температуры, превышающей 1000°С, Dy будет проникать в зерно (по границе зерна главной фазы) спеченного магнита S и, в конце концов, будет эквивалентным тому случаю, при котором Dy добавляют, чтобы получить постоянный магнит. Поэтому существует вероятность, что в значительной степени будут снижаться напряженность магнитного поля и, соответственно, максимальное энергетической произведение, демонстрирующее магнитные свойства.
[0078] В случае, если спеченный магнит S нагрелся и произошло его термическое расширение, это термическое расширение спеченного магнита S будет вести себя аномальным образом, как инвар ниже температуры Кюри (примерно 300°С), и пленка, осажденная на поверхность спеченного магнита S и сцепленная с нею, вероятно, начнет отслаиваться. Таким образом, упомянутое время нахождения должно предпочтительно ограничиваться временем, когда максимальная температура спеченного магнита S становится равной 250°С или менее, либо выше 450°С. При температуре ниже 250°С уменьшаются напряжения, связанные с аномальным поведением при термическом расширении и, соответственно, вряд ли произойдет отслаивание Dy или Nd, который был сформирован в пленку на поверхности спеченного магнита S. С другой стороны, при температуре выше 450°С спеченный магнит S частично плавится и, соответственно, сцепляемость между этим спеченным магнитом S и Dy и Nd, которые были осаждены на поверхность спеченного магнита S и сцепились с ней, улучшается. Как результат, снижается вероятность отслаивания Dy и Nd, которые были сформированы в пленку на поверхности спеченного магнита S.
[0079] С другой стороны, инертный газ, такой как Ar и т.п., вводят в подготовительную камеру 3 при помощи средства 32 ввода газа до тех пор, пока давление в подготовительной камере 3 не достигнет заданного уровня (например, 1000 Па). По истечении заданного времени после того, как спеченный магнит S был перенесен в рабочую камеру 2, приводным средством 71 опору 73 перемещают из поднятого положения внутри рабочей камеры 2 в опущенное положение внутри подготовительной камеры 3, и отсекающее средство 5 перемещают из "открытого" положения в "закрытое" положение. При этом, так как клапан 51 нагрет вторым нагревательным средством (не показано) до практически той же температуры, что и поглощающий цилиндр 21, отсутствует возможность того, что находящиеся в атмосфере паров атомы металлов станут сцепляться с клапаном 51. В дополнение к этому, в результате поступления Ar из подготовительной камеры 3 в рабочую камеру 2 испарение прекращается. Спеченный магнит, на котором была сформирована пленка заданного металла, охлаждается в атмосфере Ar.
[0080] После этого в подготовительной камере 3 проводят процесс диффузии. А именно, давление в подготовительной камере 3, которая изолирована от рабочей камеры 2, снижают при помощи средства 31 вакуумирования до тех пор, пока оно не достигнет заданного уровня (10×10-3 Па). Приводят в действие нагревательное средство, предусмотренное в подготовительной камере 3, и выполняют термическую обработку спеченного магнита S, на котором была сформирована пленка Dy и Nd, в течение заданного периода времени при заданной температуре (например, 700°С-950°С) (процесс диффузии). В этом случае, после термической обработки в подготовительной камере 3, будет предпочтительно выполняться термическая обработка для снятия напряжений в постоянном магните в течение заданного периода времени (например, в течение 30 минут) при заданной температуре (например, 500°С-600°С), которая ниже температуры при предшествующей термической обработке в подготовительной камере 3 (процесс отжига).
[0081] Толщину пленки металлического испаряющегося материала в ходе процесса формирования пленки определяют с учетом времени термической обработки, объема спеченного магнита S и т.п. во время процесса диффузии (например, 2-20 мкм). В этом случае нет необходимости в том, чтобы атомы металлов оседали на всю поверхность спеченного магнита S и сцеплялись с этой поверхностью. Если атомы металлов присутствуют на по меньшей мере части этой поверхности, за счет диффундирования Dy (Tb) в зернограничные фазы в ходе процесса диффузии может быть получен постоянный магнит М с высокими характеристиками. Однако необходимо отметить, что если площадь поверхности со сформированной пленкой Dy (Tb) мала по сравнению с объемом спеченного магнита, то при процессе диффузии время термической обработки становится продолжительным. Поэтому, если принимается во внимание производительность, то предпочтительно, чтобы атомы металлов были осаждены на или сцепились с по меньшей мере 80% общей площади поверхности спеченного магнита S. Наконец, после охлаждения в течение заданного периода времени, шибер на боковой стенке 30 открывают и удерживающее средство 6 извлекают.
[0082] Согласно описанной выше компоновке, может быть получен постоянный магнит, в котором пленка металлического испаряющегося материала V была сформирована по всей поверхности спеченного магнита S, в котором после термической обработки на по меньшей мере части поверхности спеченного магнита S был сформирован диффузионный слой Dy (Tb) и в котором Dy (Tb) продиффундировал в зернограничные фазы. В этом случае благодаря тому факту, что может быть исключен дополнительный процесс обработки поверхности, что на поверхности спеченного магнита S может быть сформирована содержащая Dy и Nd тонкая пленка заданной толщины с высокой скоростью, и, кроме того, что дополнительно может быть повышена производительность, в результате обеспечивается высокий выход по Dy и Tb и возможно дополнительное снижение стоимости.
Пример 1
[0083] В качестве спеченного магнита Nd-Fe-B использовали элемент, обработанный резанием до пластины (40×10×5 (толщина) мм), с составом 28Nd-1B-0,1Cu-1Co-ост. Fe, содержанием O2 в спеченном магните S, равным 500 миллионных долей (м.д.), и средним диаметром зерна 3 мкм. В этом примере поверхность спеченного магнита S подвергли чистовой обработке до получения шероховатости поверхности 10 мкм или менее с последующей промывкой ацетоном.
[0084] Затем, вышеописанной вакуумной паровой обработкой с использованием вышеописанного устройства 1 вакуумной паровой обработки получили постоянный магнит М. При этом в качестве коробчатого тела 13 использовали выполненное из Мо коробчатое тело, имеющее размеры 200×170×60 мм. Сто двадцать (120) спеченных магнитов S разместили на несущей решетке 132 на равном расстоянии друг от друга. Далее, в качестве металлического испаряющегося материала смешали V, Dy и Nd с чистотой 99,9% в заданном соотношении, в электродуговой плавильной печи получили сплав в компактной форме, который в общем количестве 50 г разместили на донной поверхности рабочей камеры 130. В дополнение к этому провели взвешивание, получив смеси 50Dy и 50дидимия; 50Dy, 25Nd и 25Pr; и 50Dy и 50Pr, чтобы, соответственно, получить сплав в компактной форме при помощи электродуговой плавильной печи, и обеспечили возможность размещения сплава в общем количестве 50 г на донной поверхности рабочей камеры 130.
[0085] После чего давление в вакуумной камере сразу понизили до 1×10-4 Па (давление в рабочей камере составляло примерно 5×10-3 Па) за счет приведения в действие средства вакуумирования, а температуру рабочей камеры 130, нагреваемой при помощи нагревательного средства 14, задали на уровне 900°С. После того, как температура в рабочей камере 130 достигла 900°С, в этом состоянии в течение 6 часов выполняли вакуумную паровую обработку. Затем выполнили термическую обработку для снятия напряжения в постоянном магните. В этом случае температуру обработки задавали на уровне 530°С, а время обработки задавали равным 90 минутам. После этого постоянный магнит разрезали электроэрозионным способом на цилиндры с размерами Ø 10×5 мм.
[0086] Фиг.7 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянных магнитов после их изготовления, а также средние значения магнитных свойств постоянных магнитов после их изготовления с заданием длительности вакуумной паровой обработки в 12 часов (Сравнительный пример 1а) и 6 часов (Сравнительный пример 1b), соответственно, при использовании Dy в компактной форме с чистотой 99,9% в качестве металлического испаряющегося материала V. Согласно этому, если в сравнительных примерах увеличивается длительность вакуумной паровой обработки, то повышается коэрцитивная сила; в Сравнительном примере 1а коэрцитивная сила составляла примерно 20 кЭ. С другой стороны, в Примере 1 в случае, когда металлическим испаряющимся материалом V является сплав Dy и Nd, коэрцитивная сила составляет примерно 24,5 кЭ, даже если содержание Nd смешан в соотношении 99 вес.%. Таким образом, можно видеть, что рассматриваемый постоянный магнит обладает более высокой коэрцитивной силой, чем у магнитов в Сравнительных примерах 1а и 1b, и что может быть получен постоянный магнит с высокими магнитными свойствами. В дополнение к этому, в случае использования в качестве металлического испаряющегося материала V сплава с Nd и Pr, смешанными с Dy, коэрцитивная сила была более примерно 27 кЭ, и, таким образом, можно получить постоянный магнит, обладающий высокой коэрцитивной силой и высокими магнитными свойствами. Далее, даже при использовании сплава только с Pr, смешанным с Nd, можно увидеть, что может быть получен постоянный магнит с высокими магнитными свойствами, имеющий коэрцитивную силу 28,5 кЭ.
Пример 2
[0087] В качестве спеченного магнита Nd-Fe-B использовали элемент, обработанный резанием до пластины (40×10×5 (толщина) мм), с составом 28Nd-1B-0,1Cu-1Co-ост. Fe, содержанием O2 в самом спеченном магните S, равным 500 м.д., и средним диаметром зерна 3 мкм. В этом примере поверхность спеченного магнита S подвергли чистовой обработке до получения шероховатости поверхности 10 мкм или менее с последующей промывкой ацетоном.
[0088] Затем, с использованием описанных выше устройства 1 вакуумной паровой обработки и способа вакуумной паровой обработки получили постоянный магнит М. В этом примере в качестве коробчатого тела 13 использовали выполненное из Мо коробчатое тело, имеющее размеры 200×170×60 мм. И 120 спеченных магнитов S разместили на равном расстоянии друг от друга на несущей решетке 132. В дополнение к этому, в качестве металлического испаряющегося материала V с использованием электродуговой плавильной печи получили сплав в компактной форме путем смешивания Tb и Nd с чистотой 99,9% в заданном соотношении, и полученный сплав в общем количестве 1000 г разместили на донной поверхности рабочей камеры 130. В дополнение к этому, провели взвешивание, получив смеси 50Tb и 50дидимия; 50Tb, 25Nd и 25Pr; и 50Tb и 50Pr. В электродуговой плавильной печи соответственно получили сплав в компактной форме и обеспечили размещение сплава в общем количестве 1000 г на донной поверхности рабочей камеры 130.
[0089] После чего давление в вакуумной камере сразу понизили до 1×10-4 Па (давление в рабочей камере составляло 5×10-3 Па) за счет приведения в действие средства вакуумирования, и температуру рабочей камеры 130, нагреваемой при помощи нагревательного средства 14, задали на уровне 1025°С и выполняли вышеописанную обработку в течение 4 часов после того, как температура в рабочей камере 130 достигла 1025°С. Затем выполнили термическую обработку, чтобы снять напряжения в постоянном магните. В этом случае температуру обработки задавали на уровне 530°С, а время обработки - на уровне 90 минут. Наконец, постоянный магнит разрезали электроэрозионным способом на цилиндры с размерами Ø 10 мм×5 мм.
[0090] Фиг.8 представляет собой таблицу, в которой приведено среднее значение магнитных свойств постоянных магнитов после их изготовления описанным выше образом, а также среднее значение магнитных свойств постоянных магнитов после их изготовления с использованием в качестве металлического испаряющегося материала Tb в компактной форме с чистотой 99,9% и заданием длительности вакуумной паровой обработки соответственно в 12 часов (Сравнительный пример 2а) и 4 часа (Сравнительный пример 2b). В сравнительных примерах, согласно указанному выше, чем больше длительность вакуумной паровой обработки, тем выше коэрцитивная сила. В Сравнительном примере 2а коэрцитивная сила составляла примерно 21 кЭ. С другой стороны, в Примере 2, когда металлическим испаряющимся материалом V был сплав Tb и Nd, коэрцитивная сила составляла примерно 28,5 кЭ, даже если было добавлено 90 вес.% Nd. Таким образом, можно видеть, что может быть получен постоянный магнит с высокими магнитными свойствами, обладающий более высокой коэрцитивной силой, чем у магнитов в Сравнительных примерах 2а и 2b. Для случая использования в качестве металлического испаряющегося материала V сплава, полученного смешиванием Nd и Pr с Tb, можно видеть, что может быть получен постоянный магнит с высокими магнитными свойствами, обладающий коэрцитивной силой 31 кЭ, которая выше, чем у магнитов в Сравнительных примерах 2а и 2b и, даже при использовании сплава, полученного смешиванием только Pr с Tb, можно увидеть, что был получен постоянный магнит с высокими магнитными свойствами, имеющий коэрцитивную силу 33 кЭ.
Пример 3
[0091] В качестве спеченного магнита Nd-Fe-B использовали элемент, обработанный резанием до формы с размерами 40×10×8 (толщина) мм, с составом 20Nd-1B-5Pr-3Dy-ост. Fe, содержанием O2 в самом спеченном магните S, равным 500 м.д., и средним диаметром зерна 3 мкм. В этом примере поверхность спеченного магнита S подвергли чистовой обработке до получения шероховатости поверхности 50 мкм или менее с последующей промывкой азотной кислотой.
[0092] Затем, с использованием описанных выше устройства 1 вакуумной паровой обработки и способа вакуумной паровой обработки получили постоянный магнит М. В этом случае в качестве коробчатого тела 13 использовали выполненное из Мо-Y коробчатое тело, имеющее размеры 200×170×60 мм. И 60 спеченных магнитов S разместили на равном расстоянии друг от друга на несущей решетке 132. В дополнение к этому, в качестве металлического испаряющегося материала V с использованием электродуговой плавильной печи получили сплав в компактной форме путем взвешивания с получением смеси 90Dy и 10Nd с последующим примешиванием элемента А в заданном соотношении. Полученный сплав в общем количестве 30 г разместили на донной поверхности рабочей камеры 130.
[0093] После чего давление в вакуумной камере сразу понизили до 1×10-4 Па (давление в рабочей камере составляло 5×10-3 Па) за счет приведения в действие средства вакуумирования, и температуру рабочей камеры 130, нагреваемой при помощи нагревательного средства 14, задали на уроне 850°С. После того, как температура в рабочей камере 130 достигла 850°С, в этом состоянии в течение 16 часов выполняли описанную выше обработку. Затем выполнили термическую обработку для снятия напряжений в постоянном магните. В этом случае температуру обработки задавали на уровне 530°С, а время обработки - на уровне 90 минут. После этого полученный таким образом продукт был разрезан с использованием электроэрозионной установки на фрагменты с размерами Ø 10 мм×5 мм.
[0094] Фиг.9 представляет собой таблицу, в которой вместе приведены среднее значение магнитных свойств постоянного магнита, полученного в описанном выше Примере 3, и среднее значение (Сравнительный пример 3) магнитных свойств постоянного магнита, полученного аналогичным образом, что и в Примере 3. Согласно указанному, в то время как в Сравнительном примере 3 коэрцитивная сила составляла примерно 30 кЭ, в Примере 3 коэрцитивная сила составляла 33,5-38,3 кЭ за счет добавления элемента А как металлического испаряющегося материала. Таким образом, можно видеть, что коэрцитивная сила дополнительно повышается. В этом случае, если добавлен по меньшей мере один материал из группы, состоящей из Al, Cu и Ga, происходит дополнительное повышение коэрцитивной силы.
Пример 4
[0095] В качестве спеченного магнита Nd-Fe-B использовали спеченный магнит, полученный обработкой резанием до формы с размерами 40×10×8 (толщина) мм, с составом 20Nd-1B-5Pr-3Dy-ост. Fe, содержанием O2 в самом спеченном магните S, равным 500 м.д., и средним диаметром зерна 3 мкм. В этом случае поверхность спеченного магнита S подвергли обработке до шероховатости поверхности 50 мкм или менее с последующей промывкой азотной кислотой.
[0096] Затем, с использованием устройства 1 вакуумной паровой обработки в описанном выше способе вакуумной паровой обработки получили постоянный магнит М. В этом случае в качестве коробчатого тела 13 использовали выполненное из Мо-Y коробчатое тело, имеющее размеры 200×170×60 мм. И 60 спеченных магнитов S разместили на равном расстоянии друг от друга на несущей решетке 132. В дополнение к этому, чтобы получить металлический испаряющийся материал V, провели взвешивание с получением смеси 90Tb и 10Nd и добавили в заданном соотношении элемент А. С помощью электродуговой плавильной печи получили сплав в компактной форме. Полученный сплав в общем количестве 500 г разместили на донной поверхности рабочей камеры 130.
[0097] После чего давление в вакуумной камере сразу понизили до 1×10-4 Па (давление в рабочей камере составляло 5×10-3 Па) за счет приведения в действие средства вакуумирования, и температуру рабочей камеры 130, нагреваемой при помощи нагревательного средства 14, задавали на уровне 950°С. После того, как температура в рабочей камере 130 достигла 950°С, в этом состоянии в течение 12 часов выполняли описанную выше обработку. Затем выполняли термическую обработку, чтобы снять напряжения в постоянном магните. В этом случае температуру обработки задавали на уровне 530°С, а время обработки - на уровне 90 минут. Наконец, постоянный магнит разрезали электроэрозионным способом на цилиндры с размерами Ø 10 мм×5 мм.
[0098] Фиг.10 представляет собой таблицу, в которой вместе приведены среднее значение магнитных свойств постоянного магнита, полученного в описанном выше Примере 4, и среднее значение (Сравнительный пример 4) магнитных свойств, когда постоянный магнит, аналогичный магниту в Примере 3, был получен без добавления элемента А. Согласно указанному, в то время как в Сравнительном примере 4 коэрцитивная сила составляла примерно 35 кЭ, в Примере 4 коэрцитивная сила составляла 37,2-42,4 кЭ за счет добавления элемента А как металлического испаряющегося материала. Таким образом, можно видеть, что коэрцитивная сила была еще более повышена. В этом случае тоже, если добавлен по меньшей мере один материал из группы, состоящей из Al, Cu и Ga, происходит дополнительное повышение коэрцитивной силы.
Пример 5
[0099] В Примере 5 спеченный магнит Nd-Fe-B был получен в таких же условиях, что и в Примере 3. С использованием описанного выше устройства 1 вакуумной паровой обработки в описанном выше способе вакуумной паровой обработки при тех же условиях, что и в Примере 3, получили постоянный магнит М. Однако, чтобы получить металлический испаряющийся материал V, элемент А в заданном соотношении смешивали с Dy чистотой 99,9%. В электродуговой плавильной печи получили сплав в компактной форме, который в общем количестве 500 г размещали на донной поверхности рабочей камеры 130.
[0100] Фиг.11 представляет собой таблицу, в которой вместе приведены среднее значение магнитных свойств постоянного магнита, полученного в описанном выше Примере 5, и среднее значение (Сравнительный пример 5) магнитных свойств, когда постоянный магнит, аналогичный магниту в Примере 5, был получен без добавления элемента А. Согласно указанному, в то время как в Сравнительном примере 5 коэрцитивная сила составляла примерно 22 кЭ, в Примере 5 коэрцитивная сила составляла 24,9-29,5 кЭ за счет добавления элемента А как металлического испаряющегося материала. Таким образом, можно видеть, что коэрцитивная сила была еще более повышена. В этом случае, если добавлен по меньшей мере один материал из группы, состоящей из Al, Cu и Ga, происходит дополнительное повышение коэрцитивной силы.
Пример 6
[0101] В Примере 6 спеченный магнит Nd-Fe-B был получен в таких же условиях, что и в Примере 4. С использованием описанного выше устройства 1 вакуумной паровой обработки в описанном выше способе вакуумной паровой обработки при тех же условиях, что и в Примере 4, получили постоянный магнит М. Однако, чтобы получить металлический испаряющийся материал V, элемент А в заданном соотношении смешивали с Tb чистотой 99,9%. В электродуговой плавильной печи получили сплав в компактной форме, который в общем количестве 1000 г размещали на донной поверхности рабочей камеры 130.
[0102] Фиг.12 представляет собой таблицу, в которой вместе приведены среднее значение магнитных свойств постоянного магнита, полученного в описанном выше Примере 6, и среднее значение (Сравнительный пример 6) магнитных свойств, когда постоянный магнит, аналогичный магниту в Примере 6, был получен без добавления элемента А. Согласно указанному, в то время как в Сравнительном примере 6 коэрцитивная сила составляла примерно 24,2 кЭ, в Примере 6 коэрцитивная сила составляла 24,9-32,5 кЭ за счет добавления элемента А как металлического испаряющегося материала. Таким образом, можно видеть, что коэрцитивная сила была еще более повышена. В этом случае, если добавлен по меньшей мере один материал из группы, состоящей из Al, Cu и Ga, происходит дополнительное повышение коэрцитивной силы.
Краткое описание чертежей
[0103] Фиг.1 представляет собой схематичное примерное изображение в поперечном сечении постоянного магнита, изготовленного в соответствии с настоящим изобретением;
Фиг.2 представляет собой схематичное изображение устройства вакуумной обработки, предназначенного для выполнения обработки по настоящему изобретению;
Фиг.3 представляет собой схематичное примерное изображение в поперечном сечении постоянного магнита, изготовленного в соответствии с уровнем техники;
Фиг.4(а) представляет собой примерное изображение, иллюстрирующее ухудшение поверхности спеченного магнита, вызванное обработкой резанием, а Фиг.4(b) представляет собой примерное изображение, иллюстрирующее состояние поверхности спеченного магнита, изготовленного в соответствии с настоящим изобретением;
Фиг.5 представляет собой схематичное изображение, иллюстрирующее конструкцию устройства формирования пленки, предназначенного для выполнения этапа формирования пленки;
Фиг.6 представляет собой вид в перспективе, иллюстрирующий то, как спеченный магнит удерживается внутри рабочей камеры устройства формирования пленки;
Фиг.7 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 1;
Фиг.8 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 2;
Фиг.9 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 3;
Фиг.10 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 4;
Фиг.11 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 5; и
Фиг.12 представляет собой таблицу, в которой приведены средние значения магнитных свойств постоянного магнита, изготовленного в соответствии с Примером 6.
Описание ссылочных номеров и обозначений
[0104]
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2458423C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427051C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2423748C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2445404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА И ПОСТОЯННЫЙ МАГНИТ | 2008 |
|
RU2490745C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2454298C2 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ ПОКРЫТИЯ, ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2401881C2 |
| УСТРОЙСТВО ВАКУУМНОЙ ОБРАБОТКИ | 2010 |
|
RU2447189C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МАГНИТОВ | 2009 |
|
RU2446497C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2449049C2 |
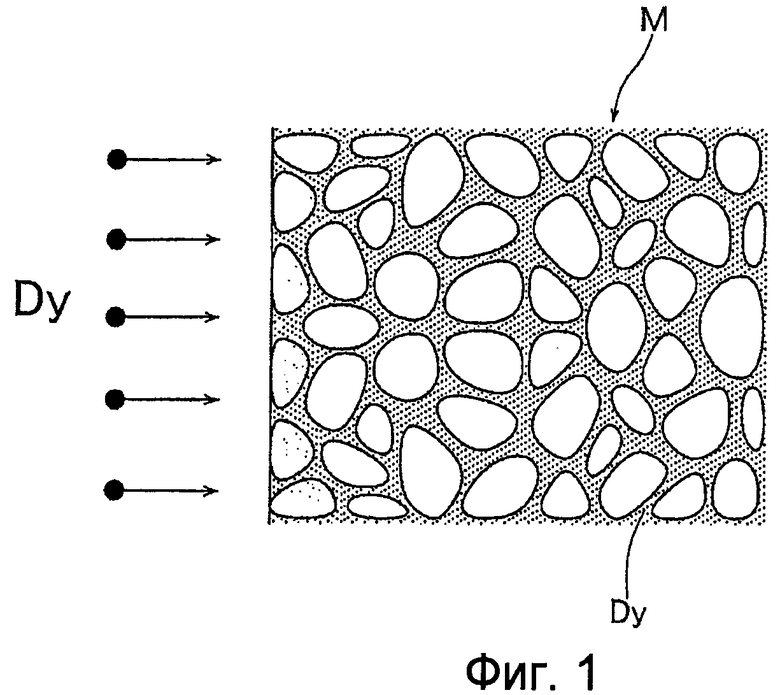
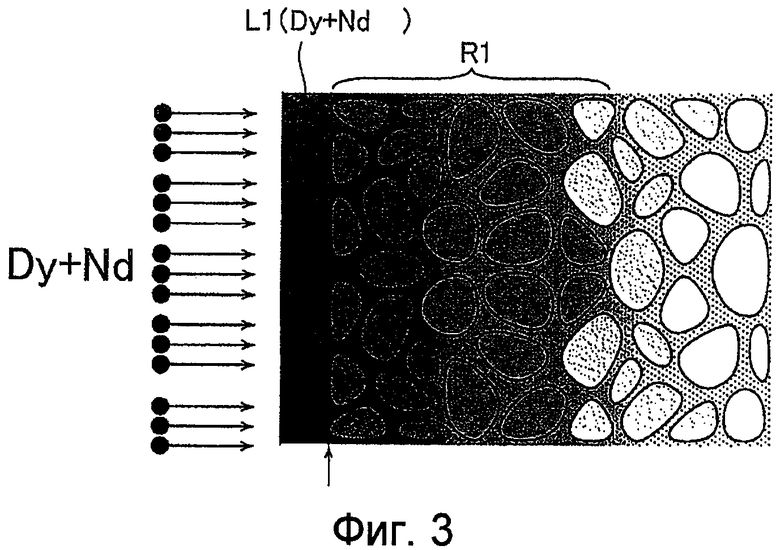
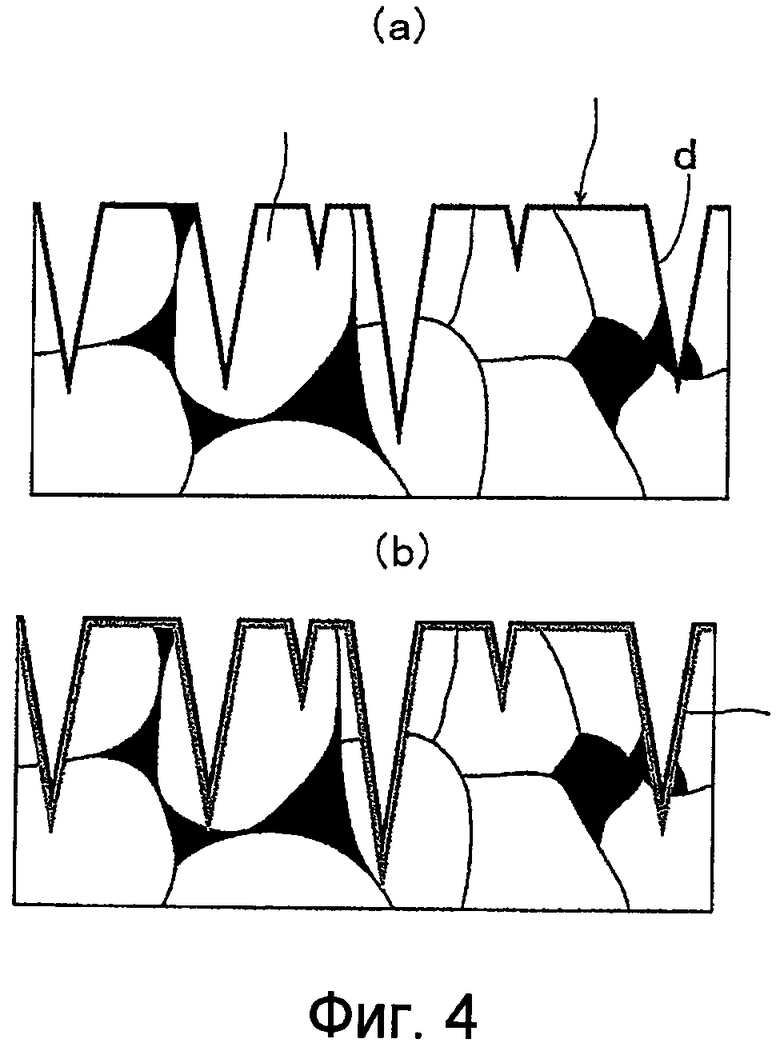
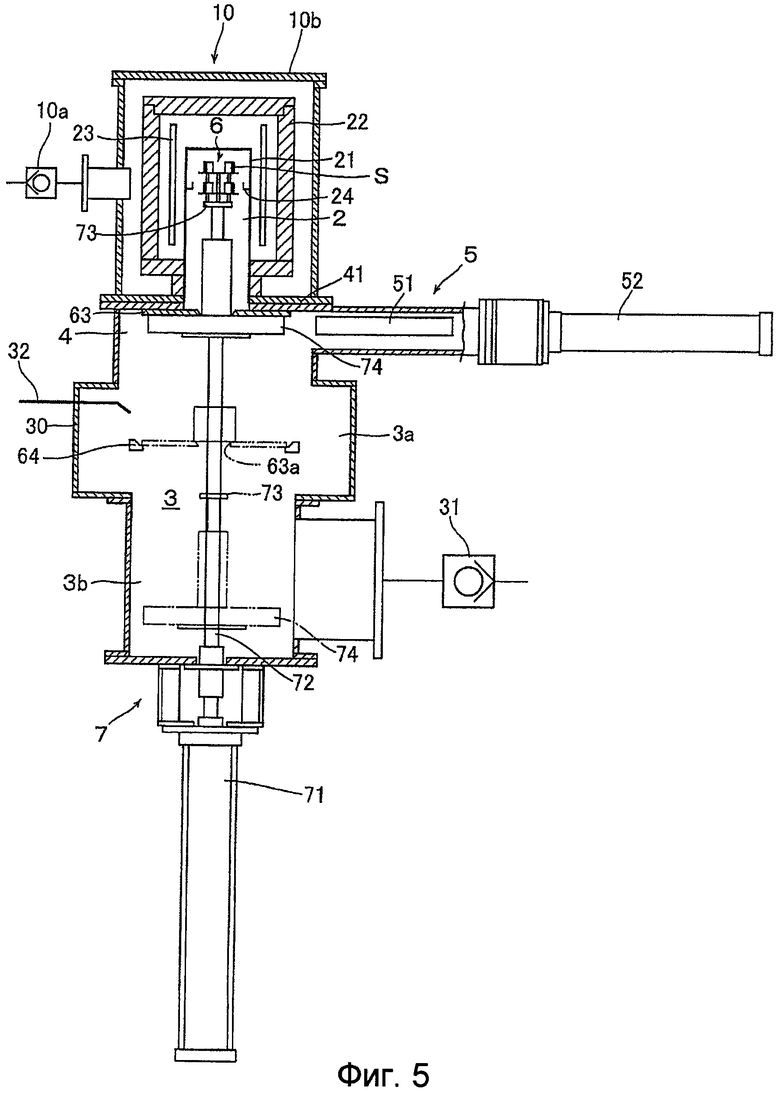
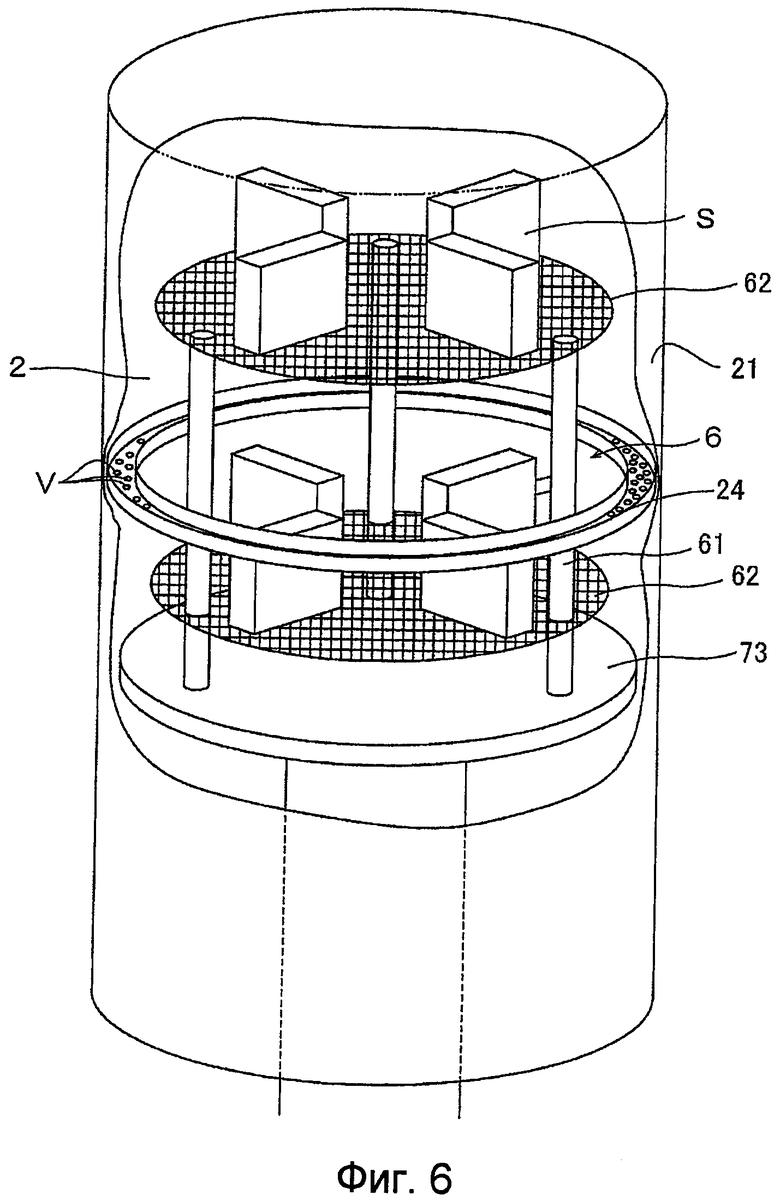
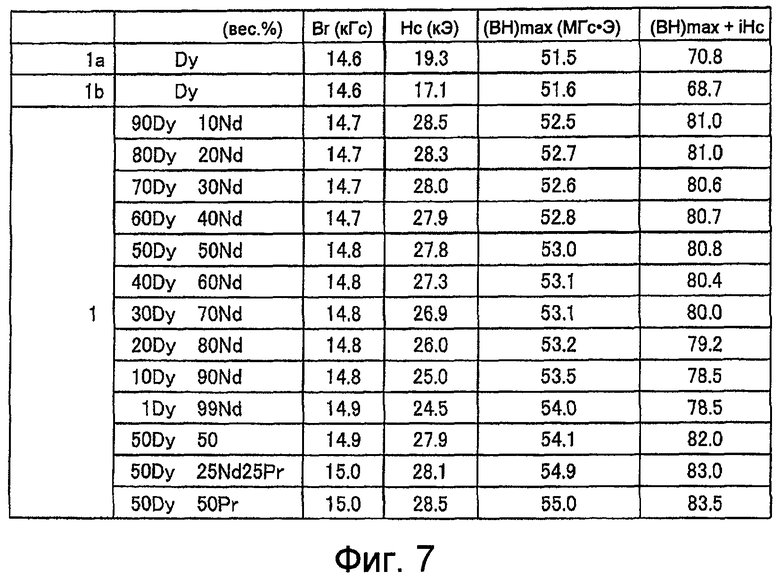

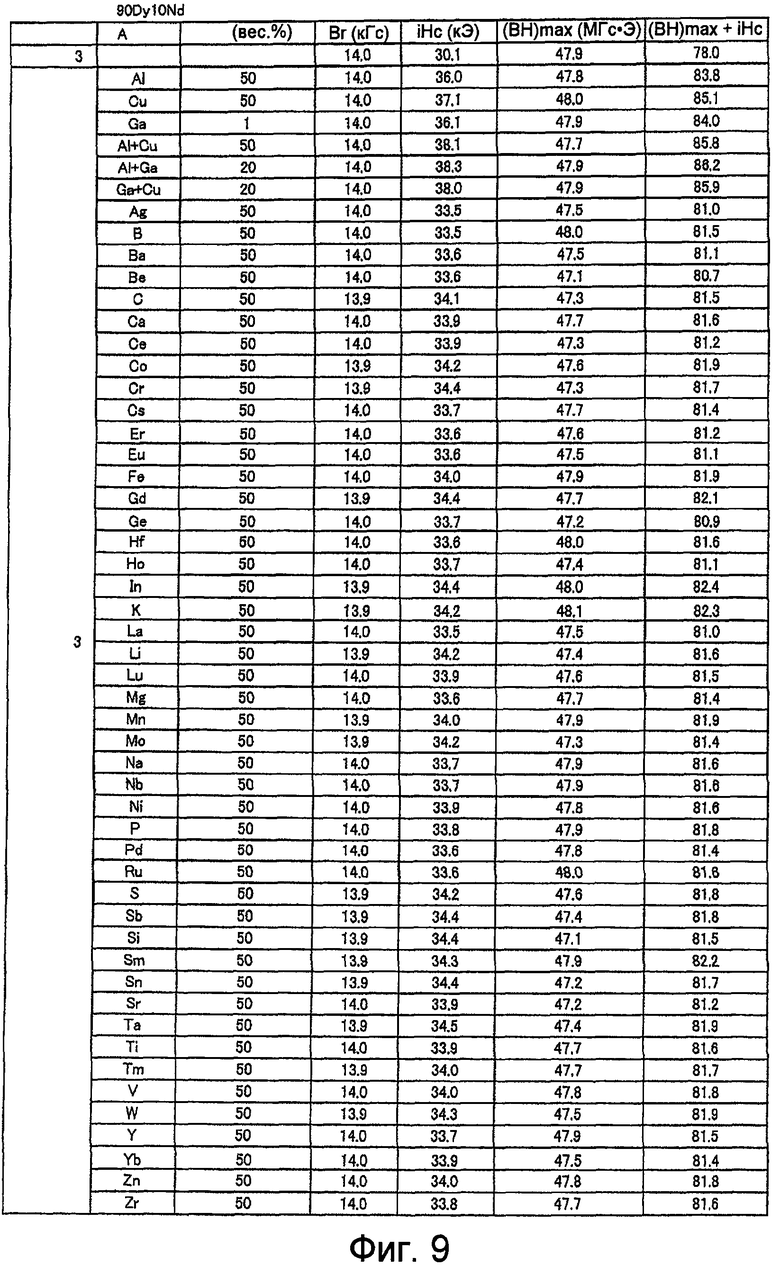
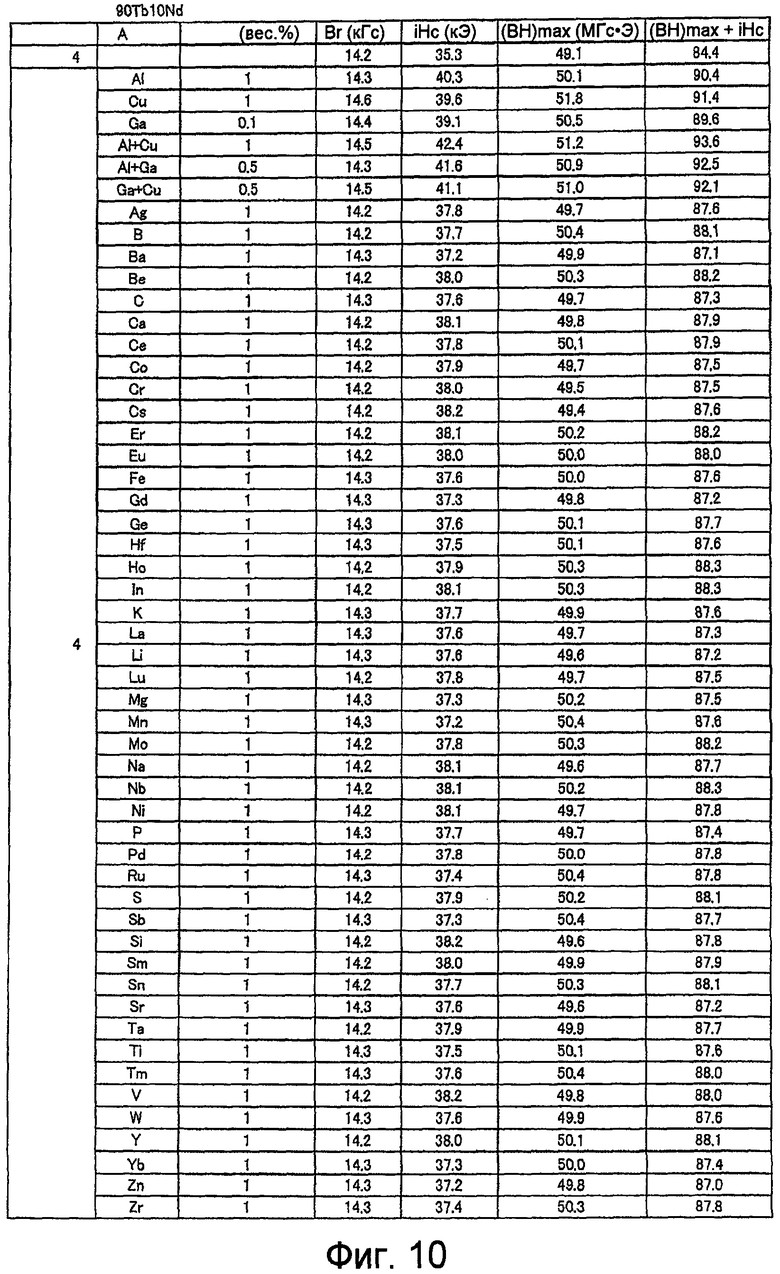
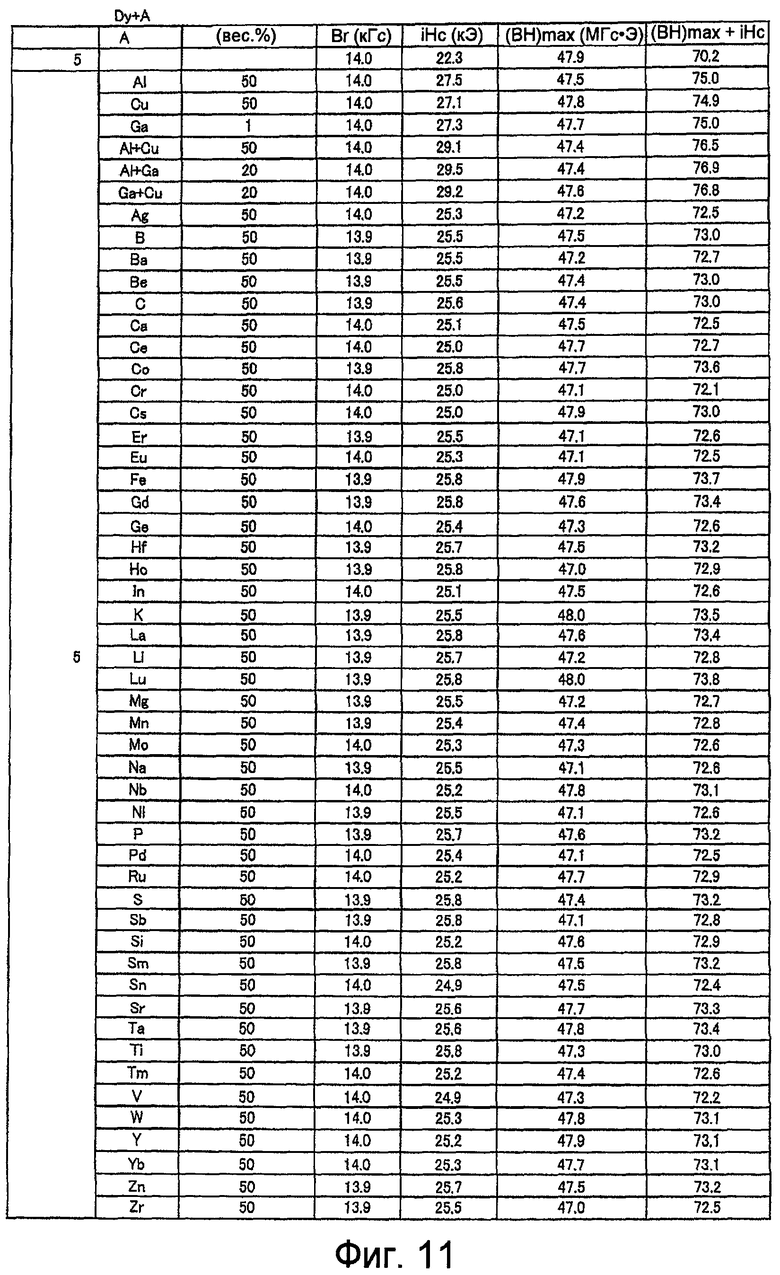
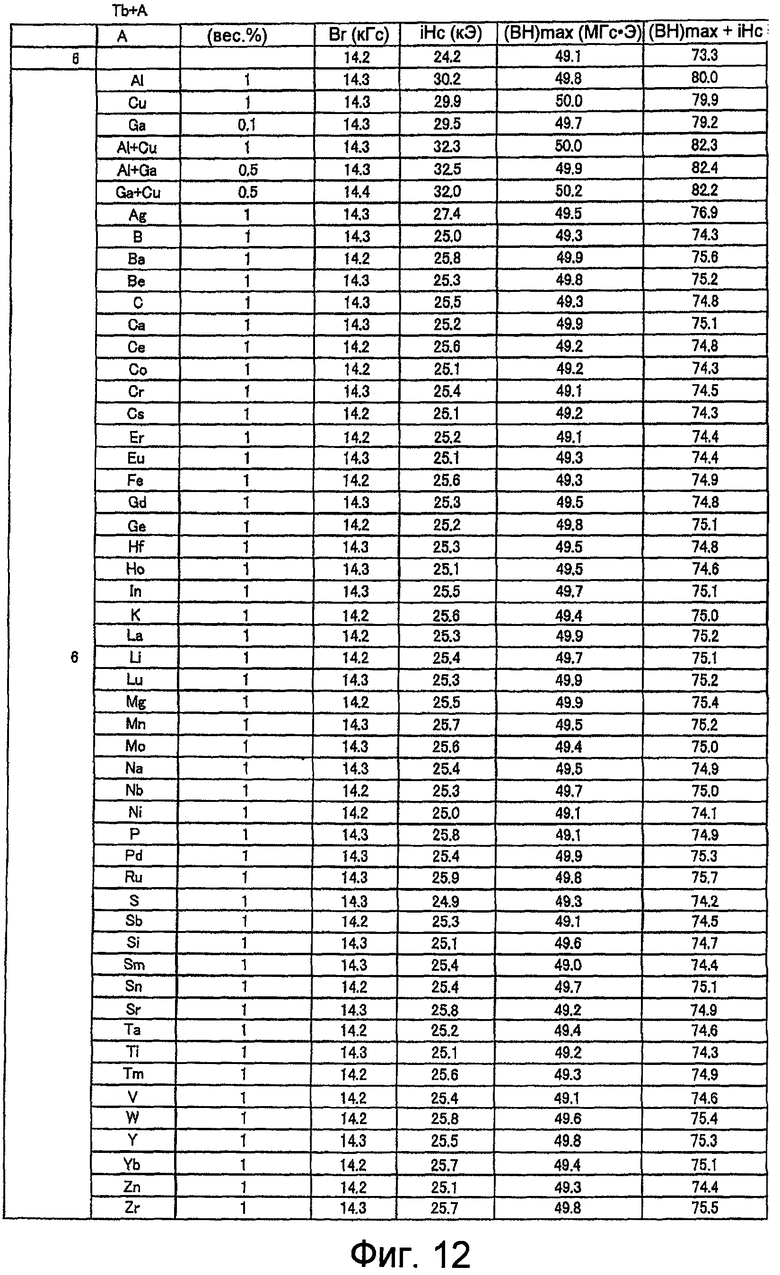
Предложен постоянный магнит, который получен путем формирования пленки Dy и/или Tb на поверхности спеченного магнита, на основе железо-бор-редкоземельный элемент, с заданной конфигурацией, с последующей диффузией элементов из пленки в кристаллическую зернограничную фазу постоянного магнита. Осаждение испарившихся атомов металлов Dy и/или Tb на поверхность спеченного магнита, для их последующей диффузии внутрь, происходит за счет разницы в температуре между внутренним пространством камеры и спеченным магнитом. Полученный таким образом постоянный магнит обладает увеличенной коэрцитивной силой и более высокими магнитными свойствами, что является техническим результатом изобретения. Предлагается также способ изготовления постоянного магнита, содержащий этап формирования пленки испарением металлического испаряющегося материала, содержащего по меньшей мере Dy или Tb, этап сцепления испарившихся молекул металлов с поверхностью спеченного магнита железо-бор-редкоземельный элемент; и этап диффузии с диффузией сцепленных с поверхностью атомов металлов при термической обработке в кристаллическую зернограничную фазу спеченного магнита, причем металлический испаряющийся материал содержит, по меньшей мере, либо Nd, либо Pr. 3 н. и 11 з.п. ф-лы, 12 ил., 6 пр.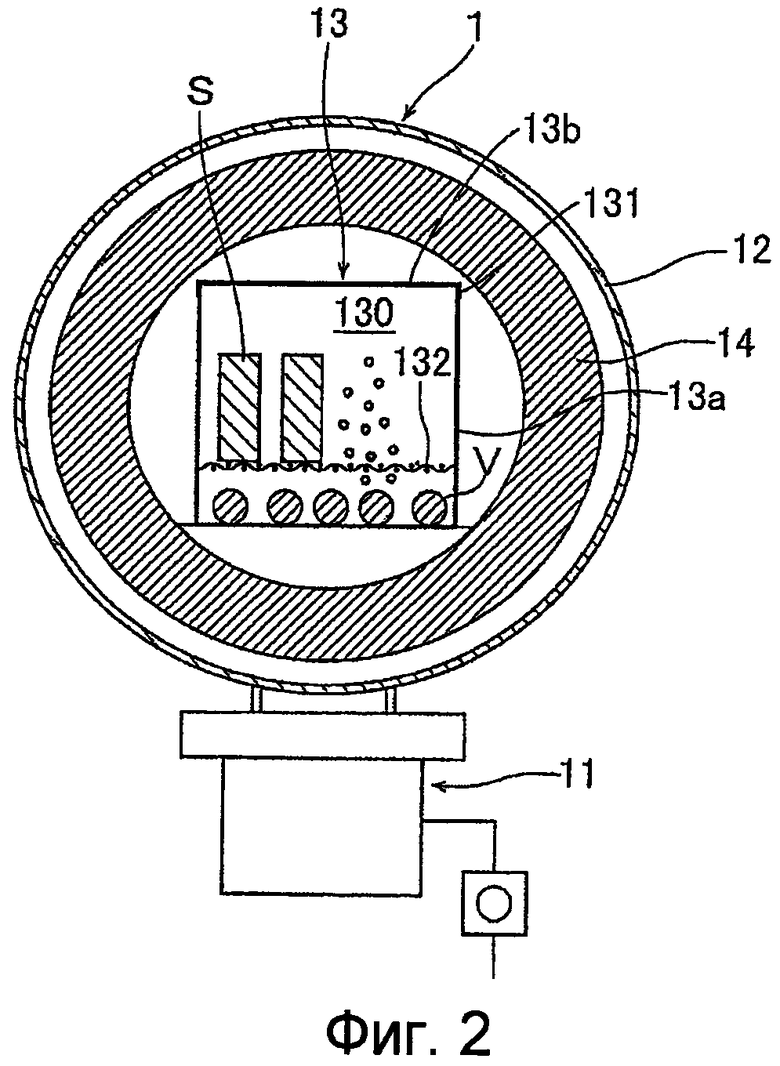
1. Способ изготовления постоянного магнита, содержащий: этап формирования пленки испарением металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, и сцеплением испарившихся атомов металлов с поверхностью спеченного магнита железо-бор-редкоземельный элемент; и
этап диффундирования проведением термической обработки для диффузии сцепленных с поверхностью атомов металлов в зернограничные фазы спеченного магнита,
причем металлический испаряющийся материал содержит по меньшей мере один из Nd и Pr,
характеризующийся тем, что этап формирования пленки содержит: первый этап нагревания рабочей камеры для испарения металлического испаряющегося материала, расположенного в рабочей камере, с образованием тем самым атмосферы паров металлов в этой рабочей камере; и второй этап транспортировки спеченного магнита, который поддерживался при более низкой температуре, чем температура в рабочей камере, чтобы тем самым избирательно вызвать осаждение атомов металлов, находящихся в атмосфере паров металлов, на поверхность спеченного магнита и их сцепление с ней за счет разницы в температуре между внутренним пространством рабочей камеры и спеченным магнитом.
2. Способ изготовления постоянного магнита по п.1, в котором атмосфера паров металлов находится в рабочей камере в состоянии насыщения.
3. Способ изготовления постоянного магнита, содержащий:
этап формирования пленки испарением металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, и сцеплением испарившихся атомов металлов с поверхностью спеченного магнита железо-бор-редкоземельный элемент; и
этап диффундирования проведением термической обработки для диффузии сцепленных с поверхностью атомов металлов в зернограничные фазы спеченного магнита,
причем металлический испаряющийся материал содержит по меньшей мере один из Nd и Pr,
характеризующийся тем, что этап формирования пленки и этап диффундирования выполняют путем:
размещения и нагревания металлического испаряющегося материала и спеченного магнита в одной и той же рабочей камере для испарения тем самым металлического испаряющегося материала;
вызывания сцепления испарившихся атомов металлов с поверхностью спеченного магнита, который был нагрет до практически той же температуры, причем это сцепление выполняют при регулировании подаваемого количества атомов металлов; и
диффундирования сцепленных атомов металлов в зернограничные фазы спеченного магнита без образования тонкой пленки из металлического испаряющегося материала на поверхности спеченного магнита.
4. Способ изготовления постоянного магнита по п.1 или 3, в котором металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Al, Cu и Ga.
5. Способ изготовления постоянного магнита по п.1 или 3, в котором металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Ag, B, Ba, Be, C, Ca, Ce, Co, Cr, Cs, Er, Eu, Fe, Gd, Ge, Hf, Ho, In, K, La, Li, Lu, Mg, Mn, Mo, Na, Nb, Ni, P, Pd, Ru, S, Sb, Si, Sm, Sn, Sr, Ta, Ti, Tm, V, W, Y, Yb, Zn и Zr.
6. Способ изготовления постоянного магнита по п.3, в котором спеченный магнит и металлический испаряющийся материал располагают на расстоянии друг от друга.
7. Способ изготовления постоянного магнита по п.3 или 6, в котором удельную площадь поверхности располагаемого в рабочей камере металлического испаряющегося материала варьируют, чтобы увеличить или уменьшить степень испарения при постоянной температуре, тем самым регулируя подаваемое количество атомов металлов.
8. Способ изготовления постоянного магнита по п.1 или 3, в котором после размещения спеченного магнита в рабочей камере перед этапом формирования пленки снижают давление в рабочей камере до заданного уровня и поддерживают температуру в ней.
9. Способ изготовления постоянного магнита по п.8, в котором после снижения давления в рабочей камере до заданного уровня нагревают эту рабочую камеру до заданной температуры и поддерживают температуру в ней.
10. Способ изготовления постоянного магнита по п.1 или 3, в котором перед этапом формирования пленки очищают поверхность спеченного магнита при помощи плазмы.
11. Способ изготовления постоянного магнита по п.1 или 3, в котором после того, как атомы металлов продиффундировали в зернограничные фазы спеченного магнита, выполняют термическую обработку для снятия напряжений в постоянном магните при температуре, которая ниже, чем температура на этапе диффундирования.
12. Постоянный магнит, изготовленный путем испарения металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb и по меньшей мере один из Nd и Pr, на поверхность спеченного магнита железо-бор-редкоземельный элемент, за счет чего атомы металлов испарившегося металлического испаряющегося материала сцепляются с этой поверхностью, причем сцепленные атомы металлов затем диффундируют в зернограничные фазы без образования тонкой пленки на поверхности спеченного магнита.
13. Постоянный магнит по п.12, в котором металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Al, Cu и Ga.
14. Постоянный магнит по п.12 или 13, в котором металлический испаряющийся материал дополнительно содержит по меньшей мере один материал из группы, состоящей из Ag, B, Ba, Be, C, Ca, Ce, Co, Cr, Cs, Er, Eu, Fe, Gd, Ge, Hf, Ho, In, K, La, Li, Lu, Mg, Mn, Mo, Na, Nb, Ni, P, Pd, Ru, S, Sb, Si, Sm, Sn, Sr, Та, Ti, Tm, V, W, Y, Yb, Zn и Zr.
| JP 2004304038 A, 28.10.2004 | |||
| JP 2005175138 A, 30.06.2005 | |||
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОГО МЕТАЛЛА | 1995 |
|
RU2083698C1 |

