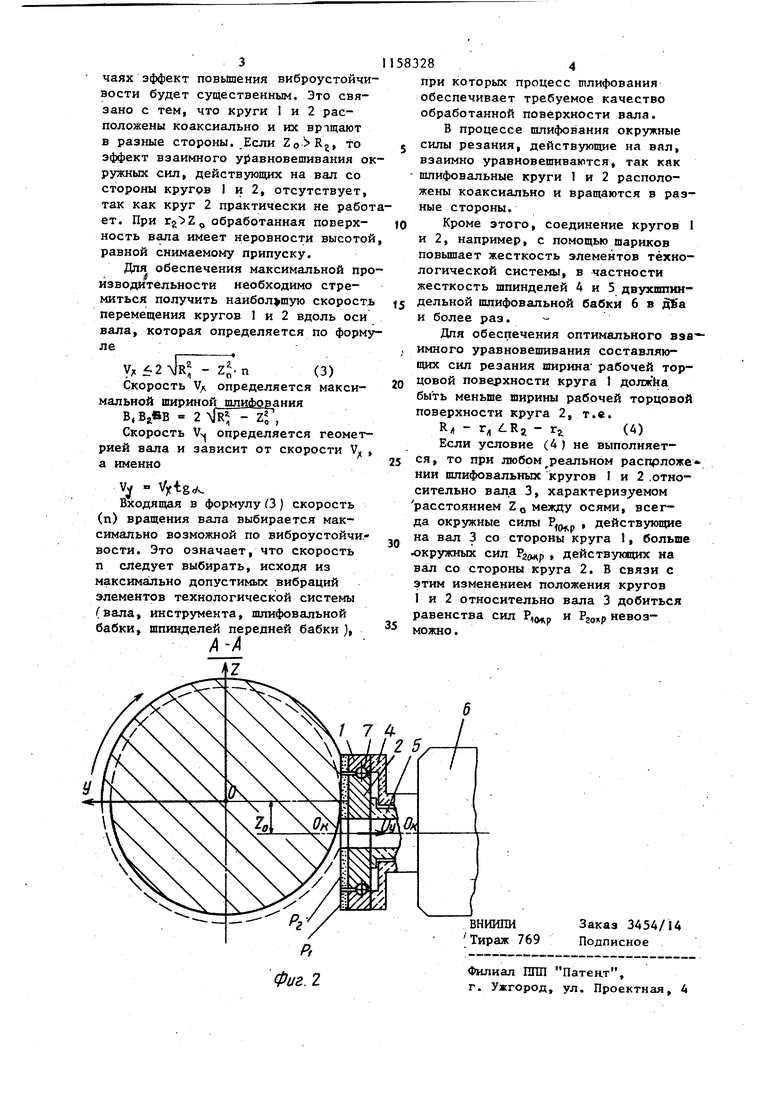
. Изобретение относится к металлооб работке и может быть использовано пр имущественно при :1Ш1ифовании наружны цилиндрических или конических повер ностей валов большого диаметра. Цель изобретения - повьппение качества обработанной поверхности путем повышения виброустойчивости при шлифовании длинных валов. Повьш1ение виброустойчивости дости гается за счет уравновешивания сил резания при разнонаправленном вращении соосно установленных шлифовальны кругов, смещения их на расчетное рас стояние относительно оси вращения вала и перемещения к эугов вдоль этой оси со скоростью, определяемой .размерами кругов и скоростью вращения вала. , На фиг.1 приведена схема шлифования наружной поверхности вала; на фиг,2 - сечение А-А на фиг. Перед началом шлифования круги и 2 устанавливают коаксиально с одной стороны вала 3 соответственно на шпиндели 4 и 5 шлифовальной бабки 6. Круг 2 размещен внутри круга 1. Установка шлифовальных кругов 1 и 2 производится таким образом, что их рабочие торцовые поверхности РЛ и Pj лежат в одной плоскости и касаются обработанной наружной поверхности вала 3. При этом угол Г между осью вала 3 и торцовы1да поверх ностями кругов 1 и 2 равняете углу (i; между осью и образующей наружной поверхности вала. Если наружная поверхность вала 3 цилиндрическая, то оси вращения кругов I и 2 перпендикулярны оси зап Р| Og И )Г О. Если требуется получить коническую поверхность, то КРУГИ 1 и 2 поворачивают на угол Кроме этого круги 1 и 2 устанавливают относительно вала 3 так, чтоб расстояние (Z) между осью вала 3 и осью вала ОцО кругов 1 и 2 бьшо бы больше внутреннего, но меньше наружного радиуса круга 2, т.е. Г2 г„ Кг. . Шлифовальные круги 1 и 2 вращают в разные стороны и перемещают вдоль, вала 3 со скоростью Уд л 2Л|К, - Zo п , где R - наружньгй радиус круга 1; ZP - расстояние между осью OgOgH осью ; п - скорость вращения вала 3. Если обработанная поверхность вала 3 должна быть конической, то кроме установки кругов 1 и 2 под углом ( Ф О необходимо перемещать их вдоль своих осей со скоростью Vg Vj.tg где угол между осью вала 3 и образующей Og Og его наружной поверхности. Дпя цилиндрической наружной поверхности вала 3 скорость У 0. С целью обеспечения наибольшей производительности вал 3 вращают со скоростью п, максимально возможной по виброустойчивости. Инструмент для шлифования вала 3 состоит из двух коаксиально расположенных шлифовальных ;, кругов 1 и 2, . соединенных друг с другом с возможностью их относительного вращения. Связь кругов 1 и 2 обеспечена, например , шариками 7, расположенными в кольцевых выточках между их смежными поверхностями. Рабочие торцовые поверхности кругов 1 и 2 лежат в одной плоскости и выполнены, например, из абразивного материала в виде сплошного диска,секторов или сегментов, закрепленных на торцах корпусов; кругов 1 и-2. Корпуса кругов 1 и 2 выполнены, например, металлическими. Радиусы кругов 1 и 2 определяют ся из условия Ti -Rj - Га , fl-) где Rii,r,i,(R2, Ге)- наружный и внутренний радиусы кругов 1 (2) соответственно. Дпя обеспечения высококачественной гладкой без уступов поверхности вала рабочие торцовые поверхности кругов 1 и 2 должны лежать в одной плоскости. Смещение их относительно друг друга приведет к канавке на обработанной поверхности вала 3, лубиной, равной величине смещения. Дпя обеспечения максимальной виброустойчивости шлифовальные круги 1 и 2 должны быть установлены относительно оси, вала так, чтобы расстояние между осями вала 3 и кругов 1 и 2 было бы больше внутреннего, но меньше наружного «радиуса/круга 2, т.е. Га Z« , Выполнение неравенства (2) неободимо, так как только в этих слу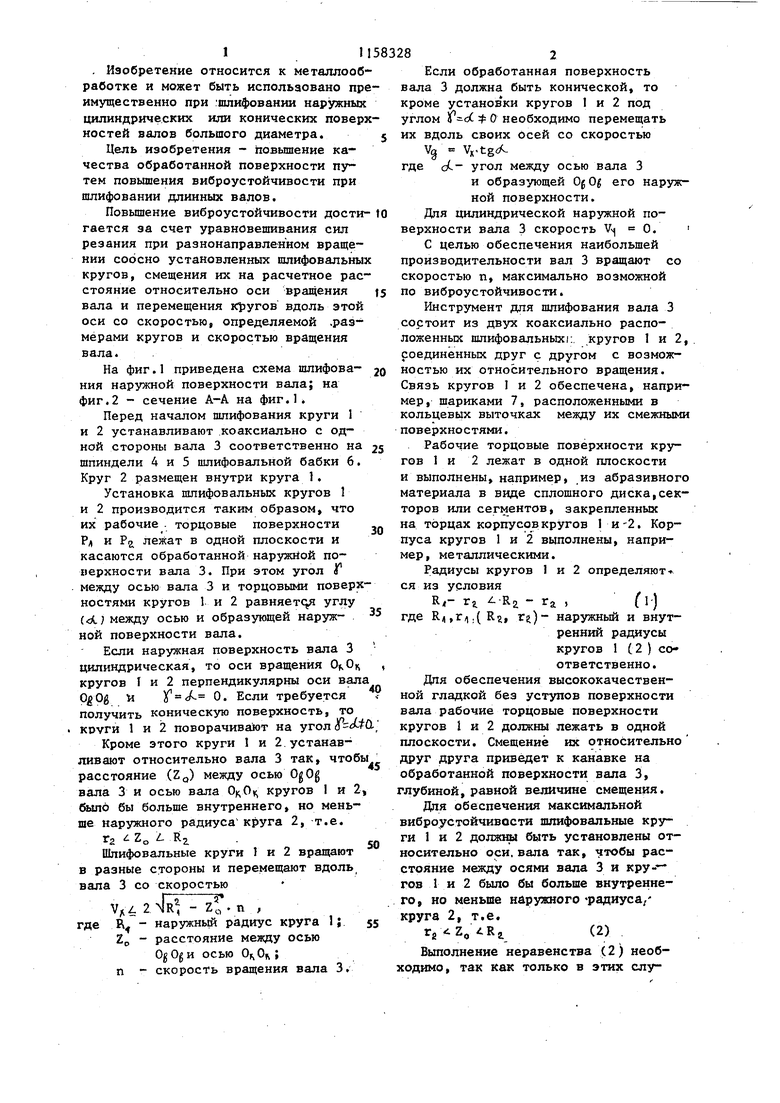
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
СПОСОБ ОБРАБОТКИ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ двумя коаксиально установленными инструментами с торцовой рабочей поверхностью, при котором последние вращают в противоположных направлениях и перемещают вдоль своих осей вращения к обрабатываемой поверхности, отличающийс я там, что, с целью повышения качества обработанной поверхности путем повышения виброустойчивости при шлифовании длинных валов, шлифовальные круги смещают относительно 13 53 .Нл оси вращения вала, а величину смещения выбирают гJ/.Zo Rj; при этом шлифовальные круги перемещают вдоль оси вала со скоростью v,42 |R - а вдоль своих осей вращения со скоростью VY - v,-tg . где Р, - наружный радиус внешнего круга; z наружный радиус внутреннего круга; Tj - внутренний радиус внутреннего круга; п - скорость вращения вала; (Л угол между осью вала и об разующей наружной поверхности вала. ел 00 со ю 00
| Способ изготовления многофокусной линзы | 1972 |
|
SU438522A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
